
Abstract
The bentonite pellet-contained material (PCM) is a desired joint sealer for high-level radioactive waste repositories. During the operation of the repository, however, the PCM is unsaturated for most of the period. The water retention capacity and permeability of PCM can thus directly affect the bentonite buffer barrier seepage, nuclide migration, and joint healing. Moreover, the performance of PCM can be strongly influenced by the particle size of bentonite pellets and dry density. In this work, the pressure plate method and vapor equilibrium technique were both utilized to test the soil–water characteristic curves (SWCCs) of the PCMs with varying particle sizes and dry densities. The unsaturated hydraulic conductivity of the PCMs was then predicted by combining the SWCC model and saturated hydraulic conductivity. The results showed that in the low suction range (20–1150 kPa), the dry density and particle size are anti-correlated with the water content. In the high suction range (4200–309,000 kPa), the SWCC is almost insensitive to the variation of dry density and particle size. The Gardner model is suitable for describing the SWCC of PCM. In addition, the hydraulic conductivity of the PCM increases with the rise in particle size, while it decreases as the dry density grows. Finally, the influence mechanism of the SWCC and hydraulic conductivity was further discussed based on the scanning electron microscopy images and pore size distribution curves.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nuclear energy, with its advantages of cleanliness, safety, and stability, has become one of the essential ways to solve the current energy crisis (Peng et al. 2021). However, during the development and utilization of nuclear energy, high-level radioactive waste (HLW) with strong radioactivity, high toxins, and long half-life are being produced, which poses long-term potential ecological, environmental, and associated public health risks. How to achieve safe, effective, and permanent disposal of HLW has become an urgent concern not only for the nuclear industry and science community but also for international organizations and policymakers. Deep geological disposal based on a multiple-barrier system consisting of canisters containing HLW, bentonite buffer barriers, concrete linings, and natural surrounding rock masses is widely considered as the safest HLW disposal method (IAEA 2013; Abootalebi and Siemens 2018). In particular, the bentonite buffer barrier is an extremely important artificial barrier, which can effectively prevent nuclide migration and groundwater infiltration, providing a reliable guarantee for the safe operation of the HLW repository (Sun et al. 2020).
When the bentonite buffer barrier is constructed using the prefabricated buffer block masonry method, the joints between the individual blocks and as well as the joints between the blocks and the surrounding rock would inevitably appear (Wang et al. 2013b). These could evolve into potential concentrated seepage channels for groundwater and radionuclides, seriously deteriorating the engineering performance of the bentonite buffer barrier. To ensure the operational function of the bentonite buffer barrier, the joints must be sealed. Bentonite pellet-contained material (PCM) is a mixture of bentonite pellets and bentonite powder (Wang 2010; Wang et al. 2021). As an excellent joint sealing material, PCM has the advantages of high swelling, low permeability, and irregular void filling. During the operation of the HLW repository, the PCM would be eroded by groundwater and radiant heat, and remain unsaturated for most of the periods. Its water retention capacity and permeability directly affect the swelling and deformation of the bentonite buffer barrier and joints, thereby weakening the sealing effect (Tripathy et al. 2014; Fattah et al. 2017; Liu et al. 2020a; Sun et al. 2021). Since water retention of the soil can be adequately described using the soil–water characteristic curve (SWCC) (Seiphoori et al. 2016), it is necessary to pay attention to the SWCC and hydraulic conductivity of the PCM.
Voluminous literature concerning the SWCC of bentonite focused on compacted bentonite (Seiphoori et al. 2014b; Wan et al. 2015; Niu et al. 2020), while only a few studies have explored the SWCC of PCM, mainly focusing on the differences between compacted bentonite, single bentonite pellets, and PCM. As for the difference between PCM and compacted bentonite, Seiphoori et al. (2014a) found that the MX-80 PCM had higher water content than MX-80 compacted bentonite under the same suction. However, Liu et al. (2021) believed that in the low suction range the water retention capacity of Gaomiaozi (GMZ) PCM was lower than that of GMZ compacted bentonite, while they had similar water retention capacity in the high suction range. Liu et al. (2020b) had investigated the difference between the PCM and the single bentonite pellet, and found that the water retention curve of the PCM under constant volume conditions in the high suction range seemed closely equivalent to that of the single bentonite pellet under free swelling conditions, while the latter exhibited a much higher water retention capacity in the low suction range. Despite the importance of particle size of bentonite pellets and dry density in determining the PMC performance, relevant discussions are currently lacking. Investigating the influence of these two factors on the SWCC of PCM is of great significance to both the theoretical analysis and engineering application concerning the joint sealing materials (Lee et al. 1999; Zhang et al. 2016).
At present, some studies have attempted to explore the hydraulic conductivity of PCM. Hoffmann et al. (2007) found that the hydraulic conductivity of PCM was in good agreement with that of compacted bentonite. Molinero-Guerra et al. (2018) analyzed the influence of the heterogeneity of pellets and pores on the unsaturated hydraulic conductivity, and found that the variation of relative humidity in the permeation was related to the initial uneven distribution of the PCM. Liu (2019) found that the unsaturated hydraulic conductivity of PCM increased with increasing temperature. The activity of adsorbed water increased due to the temperature rise, along with the decrease in surface tension, viscosity coefficient, and density of capillary water, which made it easier to drive the pore water seepage. These studies mainly focused on the difference between PCM and compacted bentonite, and considered the influence of temperature. However, little attempt has been made to clarify the effects of the particle size of bentonite pellets and dry density on the hydraulic conductivity of the PCM. Related research should be carried out to fill the knowledge gap in this field.
In this work, GMZ bentonite was taken as the research object. Based on the maximum packing density and maximum swelling potential, the optimum pellet percentage of the PCM was determined, and the PCM was made with the optimum pellet percentage. The pressure plate method and vapor equilibrium technique were then used to determine the SWCC of PCMs with varying particle sizes and dry densities. The variable head permeability test was conducted to measure the saturated hydraulic conductivity of the PCM. For the unsaturated hydraulic conductivity, the prediction was made by combining the parameters of the SWCC model. In addition, the microstructure of PCM was observed via the mercury intrusion porosimetry (MIP) and scanning electron microscopy (SEM) tests, to reveal the influence mechanism of dry density and particle size on the SWCC and hydraulic conductivity of PCM. The results can provide a theoretical basis for screening joint sealing materials and optimizing the joint design of bentonite buffer barriers for the Chinese HLW repository.
Materials and methods
Test materials
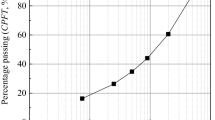
The GMZ bentonite, a Na-bentonite from Inner Mongolia, China, is a feasible buffer backfill material for the Chinese HLW repository. Its main mineral component is montmorillonite, followed by feldspar, quartz, etc. The main physical parameters are shown in Table 1, and the particle size distribution is shown in Fig. 1. The original bentonite was directly used as a powder to prepare bentonite pellets.

Particle size distribution of the original bentonite powder
Preparation of bentonite pellets
Before determining the compaction curve, the original bentonite powder was oven-dried at 105 °C for 24 h. The bentonite was then wetted to different water content by spraying distilled water and stored in plastic bags for 24 h. Then under the maximum stress of 255 MPa produced by the jack, 80 g wet bentonite powder was statically compacted into a cylindrical mold with a diameter of 50 mm and a height of ~ 20 mm. There were 8 compacted samples, which were numbered from A (small) to H (large) according to the water content (see Table 2). The height of each compacted sample at six points was measured with a caliper, and the average height was taken to calculate the volume of the compacted sample. The wet mass of the compacted samples was weighed using a balance with a precision of 0.01 g. The compacted samples were oven-dried until no loss mass was detected before the dry mass was weighed. The water content of the compacted sample was determined by the wet and dry mass, and the dry density was determined by dividing the dry mass by the calculated volume.
The compaction curve is shown in Fig. 2. The maximum dry density was 2.0 g/cm3 and the optimum water content was 7.3%, which was close to the natural water content (7.8%). Because of the high dry density required for the bentonite pellets, the bentonite pellets were prepared with the maximum dry density and optimum water content of the original bentonite powder. Therefore, the original bentonite powder was directly used to prepare bentonite pellets without further wetting or drying.

Compaction curve of the original bentonite powder under static stress of 255 MPa
The maximum particle size of bentonite pellets was determined by the size of the sample used in the SWCC test. In the SWCC test, the sample diameter was 50 mm and the height was 10 mm. And the ratio of the sample height to the maximum particle size of bentonite pellets should not exceed 4–6 (SAC 2019; Zhu et al. 2021). Therefore, 2 mm was set as the maximum particle size of bentonite pellets. Moreover, the particle size was usually larger than 0.25 mm in previous research works (Hoffmann et al. 2007; Seiphoori et al. 2014a), and 0.25 mm was also set as the minimum particle size in this work.
The preparation method of bentonite pellets was as follows (Sandén and Börgesson 2014; Liu et al. 2016): first, the original bentonite powder was compacted into a cylindrical sample in a cylindrical mold with a diameter of 50 mm and a height of ~ 20 mm under a uniaxial static stress of 255 MPa. Then, the cylindrical sample was crushed and sieved to obtain three groups of bentonite pellets with different particle sizes, which were 1–2 mm, 0.5–1 mm, and 0.25–0.5 mm, respectively (see Fig. 3). The dry density of a single pellet was determined using the liquid paraffin method based on Archimede's principle according to Liu et al. (2020b, 2021), which was 2.02 g/cm3.

Bentonite pellets with different particle sizes
Optimum pellet percentage of PCM
In this work, the PCM was produced by mixing bentonite pellets with single particle size with bentonite powder (Ma et al. 2021). The mass percentage of the bentonite pellets in the total weight of the PCM was defined as the pellet percentage. The pellet percentage ranged from 0 to 100% with an interval of 10%, of which 0% and 100% were special cases. Pellet percentage 0% (100%) indicated the PCM was all bentonite powder (bentonite pellets). The maximum packing density and maximum swelling potential were selected as the criteria for screening out the optimum pellet percentage of the PCM.
Packing density
The determination of the packing density of the PCM was based on the relative density measurement method of sand in the Chinese National Standard (SAC 2019). The tests were undertaken with a pellet percentage of 0–100% with an interval of 10%. First 30 g of the PCM was accurately weighed. Then the bentonite pellets and bentonite powder were mixed evenly and poured into a calibrated 100 mL measuring cylinder. The cylinder was inverted and vibrated 3 times. The packing volume of the PCM was measured multiple times to obtain the average value to calculate the packing density. The relationship between the packing volume, packing density, and pellet percentage are shown in Fig. 4.

Variation in packing volume and density of PCM with pellet percentage
The experimental observations found that with the increase in the pellet percentage, the structure of the PCM shifted from the particle suspended state (0–70% pellet percentage) to the particle contact state (80–90% pellet percentage), and then to the particle overhead state (100% pellet percentage). The packing volume of the PCM first decreased and then increased, while the packing density showed an opposite trend (increase first and then decrease). When the pellet percentage was 70%, the packing volume was the smallest, while the packing density was the highest (ranging from 1.03 to 1.10 g/cm3). With the increase in particle size, the packing tended to be denser.
Free swelling ratio
The free swelling ratio characterized the swelling potential of PCMs with different pellet percentages. The free swelling ratio test was guided by the Chinese National Standard (SAC 2020). First, the PCM was oven-dried at 105 °C for 24 h, accurately weighed 2 ± 0.01 g, and the packing volume was measured. Then the PCM was added into a calibrated 100 mL measuring cylinder with 90 mL distilled water several times. To avoid insufficient swelling due to over-added PCM, the amount added per time must not exceed 0.1 g. After all the PCM was added, distilled water was added to the 100 mL mark of the measuring cylinder, and the top of the measuring cylinder was sealed with preservative film. The volume of the PCM was logged every 2 h. The tests were not stopped until the volume remained constant for at least 48 h, and the free swelling ratio was calculated. The calculation equation is as follows:
where δ is the free swelling ratio, %; Vc is the volume of the sample after swelling in water, mL; V0 is the initial packing volume of the sample, mL.
It can be seen from Fig. 5 that the free swelling ratio of PCM shows a trend of first increasing and then decreasing as the pellet percentage increases. The free swelling ratio reached the maximum when the pellet percentage was 70%, which was consistent with the packing density test results. Under the same pellet percentage, the free swelling ratio tended to decrease with the increase in particle size.

Variation in free swelling ratio of PCM with pellet percentage
The optimum pellet percentage of the PCM was determined by the packing density and free swelling ratio. The PCM with a pellet percentage of 70% was selected to determine the SWCC.
SWCC tests
The SWCC was measured in the dehumidification path (Feng et al. 2017; Bai et al. 2020). The PCM was pressed into a ring knife with a diameter of 50 mm and a height of 10 mm according to the objective dry density. Table 3 shows the physical properties of the PCM before saturation. To limit the swelling deformation of the PCM due to water absorption and determine the SWCC of the PCM under the confinement conditions, filter paper and porous stone were placed on and below the PCW, which were clamped together in a steel fixture. The PCM was first vacuumed in a vacuum saturation device, then saturated with distilled water and allowed to stand for 24 h (see Fig. 6).

Test apparatus schematic of vacuum saturation
Due to the low hydraulic conductivity of bentonite, the suction can fluctuate from zero to several hundred MPa (Bian et al. 2020; Yoon and Kim 2021). Currently, there is no specific technology available to cover this wide range of suction. Therefore, at least two techniques are necessary to measure the suction. In this work, the pressure plate method was employed in the low suction range (Vaz et al. 2021), and the vapor equilibrium technique was used in the high suction range (Bharat and Gapak 2021).
The pressure plate method was achieved with a 15-bar pressure plate extractor (Soilmoisture Equipment Corp., 1500F1) (see Fig. 7a). During the test, the air pressure in the pressure chamber was set from 20 to 1150 kPa (20, 30, 50, 70, 100, 200, 300, 500, 700, 1000, 1150 kPa, monotonic increase). Since the PCM was saturated with distilled water and its water content was high during the measurement, the matrix suction measured by the pressure plate method was assumed to be equal to the total suction, abbreviated as suction (Fredlund and Rahurdjo 1993; Vaz et al. 2021). When no water was discharged from the drain hose for 48 h, the air pressure in the pressure chamber and the suction of the PCM were assumed to reach equilibrium. The air pressure in the pressure chamber was recorded after equilibrium. The water content of the PCM was also determined.

Test apparatus schematic of SWCC a pressure plate method b vapor equilibrium technique
After the pressure plate extractor test, the PCM was cut into seven parts with similar mass, and were then placed in seven vapor equilibrium chambers containing oversaturated salt solution (see Table 4) to determine the SWCC of the high suction range (see Fig. 7b). The ambient temperature was controlled at 20 ± 0.5 °C, and the sample was weighed every 3 days. When the mass variation of the sample was less than 0.01 g for three consecutive times, we assumed that the suction of the sample was in equilibrium with the vapor pressure of the corresponding saturated salt solution (Bharat and Gapak 2021). After equilibrium, the mass of the sample was measured and the final water content was calculated. The equilibrium process took 3 months.
Zhang et al. (2014) found that the shrinkage and cracking of the bentonite–sand mixture during the dehumidification process were not obvious. When studying the shrinkage curve of the compacted bentonite–sand mixture, Tan et al. (2020) found that the volume variation was small when the volumetric water content was less than 35%. These phenomena were similar to the small volume variation of the PCM during the dehumidification process. Although the PCM and the compacted bentonite–sand mixture were not the same types of samples, these samples were mainly produced from GMZ bentonite. From the volume variation of the compacted bentonite–sand mixture, it could be proved that the small volume variation of the PCM during the dehumidification process was reasonable. Therefore, in the SWCC test, the dry density of the PCM could be considered to be stable, and the volume variation of the PCM was ignored.
Microstructure tests
After the SWCC test, the microstructure of the PCM was studied by SEM (Hitachi, SU-1500) and MIP (Quantachrome, PM-60) tests. The morphological characteristics of PCMs with different particle sizes were observed by SEM tests. And the pore size distribution curves of PCMs with different dry densities were quantitatively measured by MIP tests. The influence mechanism of dry density and particle size on the SWCC of PCM was discussed from the micro-level.
Before the microstructure test, the central part of the PCM was cut carefully into cubes less than 2 cm3, and then dehydrated in a freeze dryer (Hitachi, FD-2A) at a temperature below − 80 °C. Compared with oven-drying and air-drying, freeze-drying eliminates the surface tension caused by air–water interfaces, which can minimize the swelling, shrinkage, and microstructure variations of the samples due to water loss (Penumadu and Dean 2000).
Before taking the SEM image, the dehydrated sample used for the SEM test was peeled off to expose the new surface. The new surface was then coated with gold using an ion sputtering equipment (Hitachi, E-1010). Representative SEM images on the surface of the sample were selected to explain its microscopic morphology.
The pore size distribution of the sample was analyzed by MIP test results. The basis of the mercury intrusion method was originally used by Washburn (1921). As a non-wetting liquid, mercury does not enter the soil pores through capillary action, but it can be forced into the pores by applying external pressure. This principle guarantees the reliability of the MIP test. Assuming that the pore is cylindrical, the relationship between pressure and pore size is as follows:
where P is the absolute pressure causing the intrusion; γ is the surface tension of the mercury; α is the contact angle between the mercury and the pore wall; D is the pore diameter being intruded. This indicates that as the pressure increases, the mercury will gradually invade the narrower pores. In this work, assuming that γ and θ remain constant, the increase in intrusion pressure of the MIP test from 3.45 kPa to 413,685 kPa corresponded to a reduction of the pore diameter from 1070 μm to 0.003 μm.
Results and discussion
The relationship between dry density and SWCC
The SWCCs of PCMs with different dry densities are shown in Fig. 8. In the low suction range (20–1150 kPa), the SWCC was highly sensitive to the variation of dry density. Under the same suction, the water absorbed by the PCM decreased with the increase in dry density. In the high suction range (4200–309,000 kPa), however, the SWCCs of PCMs with varying dry densities tended to overlap. In other words, the dry density had a negligible effect on the water retention of the PCM in the high suction range.

Influence of dry density on the SWCC of PCM a particle size of 1–2 mm b particle size of 0.5–1 mm c particle size of 0.25–0.5 mm
The relationship between particle size of bentonite pellets and SWCC
The SWCCs of PCMs with different particle sizes are illustrated in Fig. 9. In the low suction range (20–1150 kPa), higher water contents of the PCM are observed with smaller particle sizes under the same suction. As the suction grows, however, the SWCCs of PCMs with varying particle sizes tend to be consistent. In the high suction range (4200–309,000 kPa), little variation in the water retention of the PCM is observed as the particle size increases or decreases. The SWCC can reflect not only the relationship between suction and water content but also the pore state in soil (Fredlund and Rahurdjo 1993). Different SWCCs of PCMs with varying particle sizes in the low suction range indicated inhomogeneous interior of the PCM on the micro-level despite the homogeneity of bentonite pellets with the bentonite powder on the macro-level after saturation.

Influence of particle size on the SWCC of PCM a dry density of 1.5 g/cm3 b dry density of 1.6 g/cm3 c dry density of 1.8 g/cm3
Hoffmann et al. (2007) analyzed the SWCC of the FEBEX PCM with a dry density of 1.50 g/cm3. Zhang et al. (2014) determined the SWCC of the GMZ bentonite–sand mixture with a dry density of 1.50 g/cm3 and a sand content of 30%. The two curves were compared with the SWCCs of the GMZ PCMs in this work (see Fig. 10). The SWCC of the FEBEX PCM was above the SWCC of the GMZ PCM, but they displayed a similar trend. The main reason for the disagreement between SWCCs of these two bentonites was probably due to the inconsistency of mineral composition, resulting in distinctive specific surface areas and surface charge densities of particles (Tripathy et al. 2014; Fattah et al. 2017). Thus, varying water retention capacities are observed. Furthermore, GMZ bentonite–sand mixture is a feasible buffer backfill block material for the HLW repository in China (Tan et al. 2019, 2020; Zhang et al. 2019). In the low suction range, the water content of the PCM was higher than that of the bentonite–sand mixture under the same suction. In the high suction range, however, an insignificant difference in the water content between the two materials under the same suction is observed. It could be inferred that the PCM as the joint sealing material has better water retention capacity in the low suction range than the buffer backfill block material, and is not prone to shrink and crack in the dry environment of the HLW repository. Additionally, the PCM and the buffer backfill block material have similar water retention capacity in the high suction range.

Comparison of SWCCs of the GMZ PMC, FEBEX PMC, and GMZ bentonite–sand mixture
Hydraulic conductivity
The selection of SWCC model
Three commonly used models, namely Fredlund–Xing model (Fredlund et al. 1994), Gardner model (Gardner 1958), and Van Genuchten model (Genuchten 1980), were selected to fit the SWCC obtained from the test. It was found that the curve based on the Fredlund–Xing model was poorly fitted, while the fitting using the Gardner model showed better performance with the correlation coefficients above 0.90. The Gardner model was the most suitable model for fitting the SWCC of PCM. Due to limited space, only the fitting curves of the three models with a dry density of 1.60 g/cm3 and a particle size of 0.5–1 mm are presented in Fig. 11. The correlation coefficient of the Gardner model was 0.997.

Fitting for the SWCC of PCM
The Gardner model is generally applicable to sand, while the Fredlund–Xing model and Van Genuchten model are more suitable to silt and clay (Gardner 1958; Genuchten 1980; Fredlund et al. 1994). The particle size of bentonite pellets in the PCM was 2 mm maximum and 0.25 mm minimum, both with 70% pellet percentage. Therefore, the PCM could be categorized into the sand type, and the Gardner model became the most suitable model to fit the SWCC of PCM.
The Gardner model is expressed as follows (Gardner 1958):
where θ is the volumetric water content, %; φ is the suction, kPa; θs is the saturated volumetric water content, %; θr is the residual volumetric water content, %; a is the parameter related to the air-entry value; n is the parameter related to the pore size distribution. The fitting parameters of the Gardner model for the SWCC of the PCM are given in Table 5. The dry density and particle size had a great influence on a, but had little effect on n. As the dry density increased, the value of a tended to grow.
The prediction of unsaturated hydraulic conductivity
Gardner proposed a dual-parameter model by considering the pore size distribution and pore geometry (Gardner 1958; Fredlund and Rahurdjo 1993):
where ks is the unsaturated hydraulic conductivity, m/s; ks is the saturated hydraulic conductivity, m/s. a and n were obtained by fitting the SWCC of PCM with the Gardner model, and it has just been proved that the Gardner model has a good fit. Therefore, the prediction of the unsaturated hydraulic conductivity of the PCM using the dual-parameter model proposed by Gardner was reliable.
The saturated hydraulic conductivity of 6 groups of PCMs was determined by the variable head permeability test (see Table 6). As the particle size increased, the saturated hydraulic conductivity of the PCM increased and the impermeability decreased. However, under the same dry density, the saturated hydraulic conductivity of the PCMs with varying particle sizes was in the same order of magnitude. Moreover, dry density had a greater influence on the saturated hydraulic conductivity of the PCM than particle size. When the dry density of the PCM increased from 1.50 g/cm3 to 1.80 g/cm3 under the same particle size, the saturated hydraulic conductivity of the PCM decreased from 5.31 × 10–11 to 1.61 × 10–12 m/s. This change reached an order of magnitude.
The unsaturated hydraulic conductivity of the PCM was obtained by combining the model with the saturated hydraulic conductivity (see Figs. 12 and 13). Ye et al. (2009) carried out an unsaturated hydraulic conductivity test on the compacted GMZ bentonite with a dry density of 1.70 g/cm3, and the unsaturated hydraulic conductivity ranged from 1.13 × 10–13 to 8.41 × 10–15 m/s (see Fig. 12). In this work, the unsaturated hydraulic conductivity of PCMs with a particle size of 0.5–1 mm ranged from 1.27 × 10–12 m/s to 9.88 × 10–15 m/s. The unsaturated hydraulic conductivity of the compacted GMZ bentonite with a dry density of 1.70 g/cm3 was between that of the PCM with a dry density of 1.60 g/cm3 and that of the PCM with a dry density of 1.80 g/cm3. Besides, the hydraulic conductivity of the PCM agreed well with that of the compacted bentonite (Hoffmann et al. 2007). Therefore, it was reasonable to assume that the method used in this work was reliable to predict the unsaturated hydraulic conductivity of the PCM.

Unsaturated hydraulic conductivity of the PCMs with different dry densities

Unsaturated hydraulic conductivity of the PCMs with different particle sizes
The variation of the unsaturated hydraulic conductivity of the PCM with increasing suction could be divided into two stages (see Figs. 12 and 13). The suction range of 0–1000 kPa could be defined as the rapid decline stage, and the suction range of 1000–30,000 kPa could be defined as the slow decline stage. In the rapid decline stage (i.e. in the low suction stage), the pore water mainly existed in the inter-aggregate pores, with large pores and good connectivity. When the PCM varied from a saturated state to an unsaturated state, with only a small suction, the pore water in the soil could be discharged quickly, and the unsaturated hydraulic conductivity of the PCM decreased significantly. In the slow decline stage (i.e. in the high suction stage), the pore water was mainly in the intra-aggregate pores. With the continuous increase in the suction, the flow path of the pore water became smaller and narrower. The pore water was mainly adsorbed on the surface of the soil particles in the form of pellicular water, and the unsaturated hydraulic conductivity of the PCM decreased slowly and smoothly.
The unsaturated hydraulic conductivity of the PCMs with varying dry densities and particle sizes of 0.5–1 mm ranged from 1 × 10–12 to 1 × 10–15 m/s (see Fig. 12). Under the same suction, the unsaturated hydraulic conductivity of the PCMs with dry densities of 1.50 g/cm3 and 1.60 g/cm3 varied in the same order of magnitude, but the unsaturated hydraulic conductivity of the PCM with a dry density of 1.80 g/cm3 was one order of magnitude smaller. The results showed that the dry density had a significant effect on the unsaturated hydraulic conductivity of the PCM. As the dry density increased, the unsaturated hydraulic conductivity of the PCM decreased.
The unsaturated hydraulic conductivity of the PCMs with a dry density of 1.60 g/cm3 and varying particle sizes ranged from 1 × 10–12 m/s to 1 × 10–14 m/s (see Fig. 13). The unsaturated hydraulic conductivity increased with particle size. The variations in Figs. 12 and 13 indicated a stronger effect of dry density on the unsaturated hydraulic conductivity than that of particle size.
The influence mechanism of SWCC and hydraulic conductivity
There are two types of pores in bentonite, i.e. inter-aggregate pores and intra-aggregate pores in the PCM, as shown in Fig. 14 (Lloret and Villar 2007; Agus et al. 2010). The pores with sizes larger than 0.2 μm are inter-aggregate pores, while those with sizes smaller than 0.2 μm are intra-aggregate pores. Figure 15 shows the pore size distribution curves of the PCWs with varying dry densities and a particle size of 0.5–1 mm after the SWCC tests. The PCM presented a bimodal pattern dominated by intra-aggregate pores and inter-aggregate pores. The first peak corresponded to the pore size of 0.06 μm (intra-aggregate pores). The pores at the first peak were almost insensitive to both compaction and dry density. The second peak with a pore size of 12 μm was identified as the inter-aggregate pores. The size and number of the inter-aggregate pores would increase as the decrease in dry density is observed.

Schematic diagram of pore structure in the PCM (Agus et al. 2010)

Pore size distribution curves of the PCWs with different dry densities after SWCC tests
The inter-aggregate pores have a great impact on the low suction range (Fredlund and Rahurdjo 1993; Hoffmann et al. 2007; Wang et al. 2013a). The PCM with low dry density had a lot of large inter-aggregate pores, which could store a large amount of free water and capillary water in the saturated state, and had a high water content in a high saturation state (low suction range). Due to compaction, the size and number of the inter-aggregate pores in the PCM with a high dry density would reduce, which would result in lower water content at the high saturation state. In addition, within the high suction range, the pores affecting the water retention and suction are the intra-aggregate pores (Fredlund and Rahurdjo 1993; Hoffmann et al. 2007; Wang et al. 2013a). As dry density varied, the size and number of intra-aggregate pores remained unchanged. And in the high suction range, pore water is mainly adsorbed on the mineral surface by intermolecular forces, and compaction can hardly vary the influence of mineral adsorption capacity on water (Fredlund and Rahurdjo 1993). Therefore, the effect of dry density on the SWCC of the PCM in the high suction range could be ignored. Due to the insignificant effect of compaction on the size and number of the intra-aggregate pores in bentonite powder compacted samples after the SWCC test (Zhang et al. 2014), it can be inferred that the effect of compaction on the size and number of the intra-aggregate pores in bentonite pellets after the SWCC test is also insignificant.
After the SWCC test, the microstructures of the PCMs with a dry density of 1.60 g/cm3 and different particle sizes are shown in Fig. 16. During the saturation process of the PCM, the high-density bentonite pellets in the PCM were not homogeneous with the surrounding bentonite powder. The results showed that the water molecules did not completely enter into the laminated body of the high-density bentonite pellets, and the internal aggregates of the high-density bentonite pellets did not fully swell. Thus, the potentials for further swelling and healing could be expected. The microstructures of the saturated FoCa PCM and MX-80 PCM were tested, and similar conclusions were obtained (Pusch et al. 2003; Van Geet et al. 2005). Besides, there was no contact between bentonite pellets. Instead, the bentonite pellets were suspended in and wrapped by the bentonite powder. No noticeable shrinkage and cracking were detected in the interface between the bentonite pellets and powder, indicating that the PCM is effective as a sealing material for the HLW disposal.

SEM images of the PCMs with different particle sizes after SWCC tests. a Particle size of 1–2 mm; b particle size of 0.5–1 mm; c particle size of 0.25–0.5 mm
The SEM images were binarized to obtain the apparent porosity and average pore area. When the particle size was 1–2, 0.5–1, and 0.25–0.5 mm, respectively, the apparent porosity of the PCM at 500 times magnification was 4.1, 4.5, and 4.7%, respectively, and the average pore area was 138, 112, and 102 μm2, respectively. These pores could be identified as inter-aggregate pores according to the pore size in the SEM images. Therefore, under the same dry density, the total volume of the inter-aggregate pores did not respond to the decrease in particle size. The average area of the inter-aggregate pores, however, would decline in response to the decrease in particle size, reducing the water flow in the inter-aggregate pores and thus enhancing the water retention capacity of the PCM. In other words, in the low suction range, smaller particle sizes would lead to higher water contents of the PCM under the same suction. Furthermore, when the PCM with the same dry density was prepared, the compaction effect would vary due to the different particle sizes. However, it was previously found that the compaction had no significant effect on the size and number of intra-aggregate pores in the bentonite powder compacted samples and bentonite pellets after the SWCC test. And the dry density and microstructure of bentonite pellets with different particle sizes before compaction were all consistent. Thus, under the same dry density and different particle sizes of the PCMs, the intra-aggregate pores in the bentonite pellets and bentonite powder were identical. In the high suction range, the particle sizes had little effect on the water retention of the PCM.
After the SWCC test, the PCM was unsaturated, and the influence mechanism of the unsaturated hydraulic conductivity could also be analyzed with its microstructure. The increase in dry density decreased the size and number of inter-aggregate pores in the PCM under compaction, while the intra-aggregate pores did not vary significantly. Therefore, in general, the increase in dry density of the PCM led to the deterioration of pore connectivity, which would lead to the decreased hydraulic passage per unit section and unsaturated hydraulic conductivity, and the increased impermeability. Furthermore, with the increase in particle size, despite no obvious variation in the intra-aggregate pores of the PCM, the area of the inter-aggregate pores increased, resulting in better connectivity between the inter-aggregate pores and the increase in the hydraulic passage per unit section. This would increase the unsaturated hydraulic conductivity of the PCM and decrease the impermeability.
Conclusions
PCM is a desirable material for the joint sealing of HLW disposal. Its SWCC and hydraulic conductivity are significant theoretical parameters for the hydro-mechanical coupling and long-term safe operation analysis of the HLW disposal. In this work, the optimum pellet percentage of the PCM was determined, the influence of particle size of bentonite pellets and dry density on the SWCC of the PCM was analyzed, and the unsaturated hydraulic conductivity of the PCM was predicted by combining the SWCC model and saturated permeability coefficient. Finally, the influence mechanism of SWCC and hydraulic conductivity was discussed based on the microstructures. Major conclusions are as follows:
-
1.
Highest packing density and free swelling ratio of the PCM were observed at 70% of pellet percentage. Under the same pellet percentage, the increase in particle size was associated with growing packing density and reduction in free swelling ratio.
-
2.
In the low suction range (20–1150 kPa), the SWCC was more sensitive to the influence of dry density on the SWCC than particle size. The dry density and particle size both had anti-correlation with the water content under the same suction. In the high suction range (4200–309,000 kPa), however, the dry density and particle size had little effect on the SWCC. The Gardner model was suitable for describing the SWCC of PCM.
-
3.
The hydraulic conductivity of the PCM decreased with the increase in dry density, but increased with the increase in particle size. The variation of dry density had a greater influence on the hydraulic conductivity than particle size.
-
4.
The size and number of inter-aggregate pores in the PCM increased as dry density reduced. The total volume of inter-aggregate pores was almost insensitive to the decrease in particle size, while the decrease in particle size was associated with the decreasing trend of the average area of inter-aggregate pores. However, the influence of the dry density and particle size on the intra-aggregate pores of the PCM was insignificant. This can explain the influence mechanism of dry density and particle size on the SWCC and unsaturated hydraulic conductivity.
Data availability
All data and models generated and used during the study appear in the submitted article.
References
Abootalebi P, Siemens G (2018) Thermal properties of engineered barriers for a Canadian deep geological repository. Can Geotech J 55(6):759–776
Agus SS, Schanz T, Fredlund DG (2010) Measurements of suction versus water content for bentonite-sand mixtures. Can Geotechn J 47(5):583–594
Bai B, Xu T, Nie Q, Li P (2020) Temperature-driven migration of heavy metal Pb2+ along with moisture movement in unsaturated soils. Int J Heat Mass Tran 153:119573
Bharat TV, Gapak Y (2021) Soil-water characteristic curves of bentonites in isochoric conditions during wetting: measurement and prediction. Can Geotech J 58(5):711–721
Bian X, Cui Y, Zeng L, Li X (2020) State of compacted bentonite inside a fractured granite cylinder after infiltration. Appl Clay Sci 186:105438
Fattah MY, Salim NM, Irshayyid EJ (2017) Determination of the soil-water characteristic curve of unsaturated bentonite–sand mixtures. Environ Earth Sci 76(5):201
Feng Y, Liu D, Li D, Zhao Q (2017) A study on microstructure composition of unsaturated red mud and its impact on hydraulic characteristics. Geotech Geol Eng 35(4):1357–1367
Fredlund DG, Rahurdjo H (1993) Soil mechanics for unsaturated soils. Wiley, New York
Fredlund DG, Xing A, Huang S (1994) Predicting the permeability function for unsaturated soils using the soil–water characteristic curve. Can Geotech J 31(4):521–532
Gardner WR (1958) Some steady-state solutions of the unsaturated moisture flow equation with application to evaporation from a water table. Soil Sci 85(4):228–232
Genuchten MTV (1980) A closed-form equation for predicting the hydraulic conductivity of unsaturated soils. Soil Sci Soc Am J 44(44):892–898
Hoffmann C, Alonso EE, Romero E (2007) Hydro-mechanical behaviour of bentonite pellet mixtures. Phys Chem Earth 32:832–849
IAEA (2013) Characterization of swelling clays as components of the engineered barrier system for geological repositories. IAEA
Lee HB, Lee HK, Shim MJ, Kim SW (1999) Characteristics of thermal welding at the interface of ABS/bentonite composite. Mater Chem Phys 58(3):264–267
Liu ZR (2019) Packing properties and hydro-mechanical behaviour considering the influence of temperature of GMZ bentonite pellet mixture. Dissertation, Tongji University
Liu J, Skoczylas F, Talandier J, Pu H (2016) Dismantling of the EB experiment: experimental research on the retrieved GBM and bentonite blocks. Nucl Eng Des 300:297–307
Liu J, Ni H, Cao X, Ma L, Guo J, Chen X (2020a) Laboratory investigation on gas permeability of compacted GMZ bentonite under a coupled hydraulic-mechanical effect. Eng Geol 276:105761
Liu Z, Cui Y, Ye W, Chen B, Wang Q, Chen Y (2020b) Investigation of the hydro-mechanical behaviour of GMZ bentonite pellet mixtures. Acta Geotech 15:2865–2875
Liu Z, Ye W, Cui Y, Zhu H, Wang Q, Chen Y (2021) Insights into the water retention behaviour of GMZ bentonite pellet mixture. Acta Geotech 16:3145–3160
Lloret A, Villar MV (2007) Advances on the knowledge of the thermo-hydro-mechanical behaviour of heavily compacted “FEBEX” bentonite. Phys Chem Earth 32:701–715
Ma G, Zhang H, Ji Z, Tan Y (2021) Comparison of the swelling pressure of bentonite pellet-contained materials and powder. Constr Build Mater 281:122531
Molinero-Guerra A, Aimedieu P, Bornert M, Cui YJ, Tang AM, Sun Z, Mokni N, Delage P, Bernier F (2018) Analysis of the structural changes of a pellet/powder bentonite mixture upon wetting by X-ray computed microtomography. Appl Clay Sci 165:164–169
Niu WJ, Ye WM, Song X (2020) Unsaturated permeability of Gaomiaozi bentonite under partially free-swelling conditions. Acta Geotech 15:1095–1124
Peng F, Tan Y, Sun D (2021) Thermal conductivity of bentonite-graphite mixture and its prediction for high-level radioactive waste repository. Ann Nucl Energy 154:108142
Penumadu D, Dean J (2000) Compressibility effect in evaluating the pore-size distribution of kaolin clay using mercury intrusion porosimetry. Can Geotech J 37(2):393–405
Pusch R, Bluemling P, Johnson L (2003) Performance of strongly compressed MX-80 pellets under repository-like conditions. Appl Clay Sci 23:239–244
Sandén T, Börgesson L (2014) System design of backfill-Methods for water handling, KBSR-14-09. Swedish Nuclear Fuel and Waste Management Company
Seiphoori A, Ferrari A, Laloui L (2014a) An insight into the water retention behaviour of MX 80 granular bentonite. In: International Conference on the Performance of Engineered Barriers, Hannover.
Seiphoori A, Ferrari A, Laloui L (2014b) Water retention behaviour and microstructural evolution of MX-80 bentonite during wetting and drying cycles. Géotechnique 64(9):721–734
Seiphoori A, Laloui L, Ferrari A, Hassan M, Khushefati WH (2016) Water retention and swelling behaviour of granular bentonites for application in Geosynthetic Clay Liner (GCL) systems. Soils Found 56(3):449–459
Standardization Administration of China (SAC) (2019) China National Standards GB/T50123-2019: standard for geotechnical testing method. China Planning Press, Beijing (In Chinese)
Standardization Administration of China (SAC) (2020) China National Standards GB/T20973-2020: bentonite. China Quality Inspection press, Beijing (In Chinese)
Sun Z, Chen Y, Ye W, Cui Y, Wang Q (2020) Swelling deformation of Gaomiaozi bentonite under alkaline chemical conditions in a repository. Eng Geol 279:105891
Sun W, Xu G, Wei G, Zhang W, Sun D (2021) Effects of ammonium ion and bentonite content on permeability of bentonite-clay mixture. Environ Earth Sci 80(4):151
Tan Y, Zhang H, He D, Zhang G (2019) Deterioration of exposed buffer block: desiccation shrinkage and cracking. Bull Eng Geol Environ 78(7):5431–5444
Tan Y, Zhang H, Wang Y (2020) Evaporation and shrinkage processes of compacted bentonite-sand mixtures. Soils Found 60(2):505–519
Tripathy S, Tadza MYM, Thomas HR (2014) Soil-water characteristic curves of clays. Can Geotech J 51(8):869–883
Van Geet M, Volckaert G, Roels S (2005) The use of microfocus X-ray computed tomography in characterising the hydration of a clay pellet/powder mixture. Appl Clay Sci 29(2):73–87
Vaz EF, Gitirana GFN, Mendes TA, Rebolledo JFR (2021) On the equilibrium of suction and pressure plate tests. Acta Geotech 16:2741–2758
Wan M, Ye WM, Chen YG, Cui YJ, Wang J (2015) Influence of temperature on the water retention properties of compacted GMZ01 bentonite. Environ Earth Sci 73(8):4053–4061
Wang J (2010) High-level radioactive waste disposal in China: update 2010. J Rock Mech Geotech Eng 2(01):1–11
Wang Q, Cui Y, Tang AM, Barnichon J, Saba S, Ye W (2013a) Hydraulic conductivity and microstructure changes of compacted bentonite/sand mixture during hydration. Eng Geol 164:67–76
Wang Q, Minh Tang A, Cui Y, Delage P, Barnichon J, Ye W (2013b) The effects of technological voids on the hydro-mechanical behaviour of compacted bentonite-sand mixture. Soils Found 53(2):232–245
Wang Y, Zhang H, Tan Y, Zhu J (2021) Sealing performance of compacted block joints backfilled with bentonite paste or a particle-powder mixture. Soils Found 61(2):496–505
Washburn EW (1921) The dynamics of capillary flow. Phys Rev 17(3):273
Ye W, Qian L, Chen B, Wang J, Cui Y (2009) Laboratory test on unsaturated hydraulic conductivity of densely compacted Gaomiaozi Bentonite under confined conditions. J Rock Mech Geotech Eng 31(1):105–108 (In Chinese)
Yoon S, Kim G (2021) Measuring thermal conductivity and water suction for variably saturated bentonite. Nucl Eng Technol 53(3):1041–1048
Zhang M, Zhang H, Zhou L, Wang B, Wang S (2014) Hydro-mechanical analysis of GMZ bentonite-sand mixtures in the water infiltration process as the buffer/backfill mixture in an engineered nuclear barrier. Appl Clay Sci 97–98:115–124
Zhang H, Wang W, Liu P, Yan M, Peng Y (2016) Sealing and healing of compacted bentonite block joints in HLW disposal. J Rock Mech Geotech Eng 35(S2):3605–3614 (In Chinese)
Zhang H, Tan Y, Zhu F, He D, Zhu J (2019) Shrinkage property of bentonite-sand mixtures as influenced by sand content and water salinity. Constr Build Mater 224:78–88
Zhu J, Zhang H, Wang Z, Yang S, Ding Z (2021) Physico-mechanical properties of thick paleosol in Q1 strata of the Chinese Loess Plateau and their variations during tunnel excavation. Eng Geol 295:106426
Acknowledgements
The authors are grateful for the financial support from the National Natural Science Foundation of China [Grant No. 41972265 and Grant No. 41672261].
Author information
Authors and Affiliations
Contributions
JZ: conceptualization, methodology, investigation, data curation, and writing—original draft preparation. ZS: writing—review and editing. HZ: conceptualization, supervision, funding acquisition, project administration, and writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhu, J., Su, Z. & Zhang, H. Soil–water characteristic curves and hydraulic conductivity of Gaomiaozi bentonite pellet-contained materials. Environ Earth Sci 81, 92 (2022). https://doi.org/10.1007/s12665-022-10200-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12665-022-10200-7