
Abstract
Enzymatic hydrolysis and fermentation at high solid loading is generally required for the production of high titer ethanol from lignocellulosic biomass at a relatively low cost. In this paper, bamboo pretreated by alkaline and alkaline hydrogen peroxide was subjected to downstream enzymatic hydrolysis and ethanol fermentation at high solid loading for the production of high titer ethanol. The effects of solid loading (5–25% w/v) and enzyme dosage (10–50 mg protein/g glucan) on sugar conversion and ethanol production during separate enzymatic hydrolysis and fermentation (SHF) and simultaneous enzymatic saccharification and co-fermentation (SSCF) processes were investigated. During the fermentation process, the pentose-hexose fermenting Saccharomyces cerevisiae LF1 strain was used. The results showed that the increase of solid loading decreased sugar conversion during enzymatic hydrolysis. At relatively high solid loadings (≥ 20% w/v), SSCF resulted in higher sugar conversion and final ethanol titer compared to SHF. With this proposed process, an ethanol concentration of 68.2 g/L, along with approximately 83.5% of glucan and 73.8% of xylan conversions, could be reached through SSCF at 20% solid loading with an enzyme dosage of only 20 mg protein/g glucan.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
Although a substantial literature has been reported on the production of high titer ethanol through SHF or SSF, limited work has been conducted on bamboo pretreated with a sequential process of alkaline pre-extraction and alkaline hydrogen peroxide pretreatment. This work firstly demonstrated that bamboo, an underutilized biomass, could also be used for the production of ethanol with high concentration. Two fermentation processes were also compared in this work to investigate the inhibitory effects during fermentation process. Moreover, at a relatively low enzyme loading, the ethanol concentration was higher than previous studies with other non-wood biomasses such as corn stover and wheat straw [9, 19, 21].
Introduction
Production of lignocellulose-based products such as biofuels and chemicals has received an extensive attention due to diminishing fossil resources and increasing problems of greenhouse gas emissions [1, 2]. Bamboo, having similar chemical composition to wood, is a promising species for use as a feedstock in biorefineries to produce biofuels and other products [3, 4]. During the production of bioethanol from bamboo, a pretreatment stage is generally required to disrupt the cell wall structure and increase the accessibility of carbohydrates to enzymes [5]. Sequential two-stage pretreatment comprising alkaline pre-extraction and alkaline hydrogen peroxide (AHP) pretreatment has been shown to be able to efficiently improve the digestibility of bamboo and other lignocellulosic feedstocks for ethanol production [6,7,8,9,10,11,12,13,14]. Moreover, treating bamboo under alkaline conditions also dissolves a substantial amount of silica, which can be recovered as high purity amorphous silica particles for various applications such as treating waste water and producing pharmaceuticals and composite fillers [15,16,17]. Therefore, it is of great importance to further investigate the utilization of bamboo, pretreated with alkaline and AHP, for the production of high titer ethanol. Additionally, this methodology is applicable to other silica-rich feedstocks such as rice straw and wheat straw.
To increase the produced ethanol titer, a promising strategy is to increase the processing solid loading. Moreover, the increase of solid loading also reduces the cost of the overall biomass-to-bioethanol process [18, 19]. For example, enzymatic hydrolysis of the pretreated biomass at high solid loading can potentially generate high concentrations of sugars in the hydrolysate, which in turn enable high ethanol titers after fermentation; this could reduce energy requirements during the distillation process. Moreover, processing biomass at high solid loading also decreases the consumption of water and energy per unit of raw lignocellulosic biomass reducing both capital and operational costs [18,19,20,21]. Compared to processing at low solid loading, the increase of solid loading might reduce the efficiency of enzymatic hydrolysis and ethanol fermentation due to inefficient mixing, increased concentration of lignin, reduced contact between substrate and enzyme, increased concentrations of inhibitors, non-productive enzyme absorption on lignin, loss of enzyme catalytic activity due to high shearing force, and mass transfer limitations [21,22,23,24,25,26]. Considerable effort including increasing enzyme input, modified mixing devices, and improving pretreatment methods has been developed to resolve issues created by high solid loading and achieved great progress [19, 21, 27,28,29,30]. For example, Jin et al. [19] produced ethanol with concentration of 51.9 g/L by processing SSCF with corn stover at 24.9% solid loading. Qiu et al. [22] successfully produced 71.2 g/L ethanol from wheat straw through SSCF at 20% solid loading. Moreover, Nguyen et al. [31] reported that a high ethanol titer of 86 g/L was achieved by conducting SSCF with the cosolvent-enhanced pretreated corn stover at 23% solid loading. However, processing of alkaline-AHP pretreated bamboo at high solid loading for the production of high titer ethanol has not yet been reported.
Our previous study demonstrated that two stage sodium hydroxide (NaOH) pre-extraction followed by AHP (NaOH/AHP) pretreatment enabled more than 82% of initial sugars in raw bamboo to be converted into ethanol through separate hydrolysis and fermentation (SHF) at a low solid loading of 5% (w/v) [8]. To further demonstrate the feasibility of using bamboo in bioethanol production, processing of NaOH/AHP pretreated bamboo at high solid loading was investigated in the present work. Initially, enzymatic hydrolysis of the two-stage pretreated solid substrate at different solid loadings was investigated to evaluate the potential of NaOH/AHP pretreatment for increasing the solid loading. Subsequently, two fermentation processes, SHF and SSCF, were carried out with a metabolically engineered Saccharomyces cerevisiae strain to assess the ethanol yield from NaOH/AHP pretreated bamboo. The objectives of this study were to (a) increase the solid loading for the production of high titer ethanol, and (b) reduce the enzyme input while maintaining the polymer-to-sugar conversion.
Materials and Methods
Materials
Commercial bamboo chips prepared from 3 to 7-year old trees were provided by Lee & Man Paper Manufacturing Ltd. China. The commercial chips were rechipped to 3–5 mm in width and 15–25 mm in length and washed thoroughly with deionized water to remove impurities such as soil and sand. The washed bamboo biomass was air dried for approximately 24 h and stored at 4 °C until used for subsequent experiments. The moisture content of the bamboo was approximately 22% (w/w). All chemicals used in this study were reagent grade and purchased from Sigma-Aldrich (Beijing, China). All experiments were performed at least in triplicate.
Two-Stage Alkaline/Alkaline Hydrogen Peroxide Pretreatment
Pretreatments were conducted in a 1 L capacity vessel using a rotating reactor system (Greenwood Instruments, USA). The experimental conditions, such as temperature, liquid–wood ratio, time and chemical charge, were selected following our previous work on two-stage NaOH/AHP pretreatment of bamboo [8]. Alkaline pre-extraction of bamboo chips was carried out with 8% (w/w) NaOH loading at liquid–wood ratio of 10 L/kg and 100 °C for 180 min. After NaOH pre-extraction, the solid was separated from the liquid by filtration. After washing with deionized water, the solid substrate was then subjected to AHP pretreatment under fixed conditions [4% hydrogen peroxide (based on the weight of dry bamboo) at liquid–wood ratio of 10 L/kg, pH 11.5, and 75 °C for 180 min] [8]. Following AHP pretreatment, the solid fraction was separated from the liquor via filtration, thoroughly washed with deionized water until the filtrate reached as neutral pH, and stored at 4 °C for further experimentation.
Enzymatic Hydrolysis
Enzymatic hydrolysis was carried out at 5, 10, 15, 20 and 25% (w/v) solid loadings using the cellulolytic enzyme mixture of Cellic CTec2 (Novozymes investiment Co. Ltd, Bagsværd, Denmark) which had an activity of 113 FPU/mL and a protein content of 137.6 mg/mL and a commercial β-glucosidase preparation (Novozym 188, Novozymes A/S Bagsværd, Denmark) of 160 CBU/mL activity and 120 mg/mL protein content. In the enzyme mixture, the protein mass ratio of Cellic CTec2 to β-glucosidase was 5:1. Enzyme loadings of 10–50 mg protein/g glucan were investigated. Enzymatic hydrolysis was carried out in a shaking incubator (HNY-111C, Zhengzhou, China) at 250 rpm, 50 °C for up to 120 h with 100 mM sodium citrate buffer (pH 5). Sodium azide (0.25 g/L) was added to prevent microbial growth. Approximately 2 mL of the liquid hydrolysate was sampled periodically and used for the analysis of sugar concentration using a high performance liquid chromatography (HPLC) system following National Renewable Energy Laboratory (NREL) standard protocols [32].
Microorganism and Seed Culture Preparation
Saccharomyces cerevisiae LF1 strain engineered for xylose fermentation (in addition to C6-fermentation) was obtained from Shandong University (China) [33]. Seed cultures of S. cerevisiae LF1 were prepared on yeast extract peptone dextrose (YPD) medium (80 g/L glucose, 40 g/L xylose, 10 g/L yeast extract and 20 g/L peptone) in a 250 mL Erlenmeyer flask with a working volume of 100 mL at 30 °C and 150 rpm for 24 h [33]. Cell density was measured at 600 nm using a UV–Vis spectrometer (Lambda 18, PerkinElmer Inc., USA). Optical density (OD) was corrected between 0.1 and 0.7 with the dilution factors as necessary.
Batch Fermentation
The pre-cultured cells were harvested by centrifugation and washing to prepare a stock of 50 g/L S. cerevisiae cell concentration. Ethanol fermentations were conducted using 50 mL enzymatic hydrolysate under anaerobic conditions in 125-mL serum bottles (Sigma-Aldrich, Canada). To initiate fermentation, yeast (S. cerevisiae LF1) was added at 10 g/L initial cell concentration. Fermentation reactions were performed at 37 °C and pH 5.5 with orbital shaking at 180 rpm for up to 120 h. During fermentation, samples (1 mL) were withdrawn periodically to monitor cell growth by measuring optical density at 600 nm. After inoculation and sampling, nitrogen was injected to maintain anaerobic conditions in the reactor. At the end of fermentation, the ethanol concentration and the residual sugar content were determined by HPLC.
Simultaneous Saccharification and Co-fermentation (SSCF)
The SSCF experiments were carried out under microaerobic conditions in a total volume of 150 mL containing the nutrients described for the inoculum preparation and pretreated bamboo using 250-mL serum bottles (Sigma-Aldrich, Canada). The weight percentages of pretreated bamboo ranging from 5 to 25% (w/v) (based on oven-dried material) was investigated. A series of enzyme loadings ranging from 10 to 30 mg protein/g glucan were tested. The dosage of S. cerevisiae LF1 inoculum yeast culture (stock concentration of 50 g/L) for all SSCF was 10 g/L (based on the total volume of the reaction), which was the same as that used for batch fermentation. The SSCF was performed at 37 °C, 200 rpm and pH 5 with orbital shaking at 200 rpm for up to 120 h. The conversion of polymeric sugars (glucan and xylan) to monomeric sugars (glucose and xylose) during SSCF was calculated based on the analysis of the sugars in solid biomass residuals after fermentation.
Analytic Methods
The moisture content of solid samples was measured by drying at 105 ± 2 °C to a constant weight. The chemical compositions of raw bamboo and pretreated solid sample were determined using NREL standard protocols [32]. In brief, 0.2 g of ground sample passed through 40 mesh was digested by a two-step sulfuric acid (H2SO4) hydrolysis protocol. After hydrolysis, Klason lignin was separated by filtration through medium porosity filtering crucibles (Fisher Scientific Co., USA) and weighed after drying at 105 ± 2 °C for 6 h. Acid soluble lignin in the hydrolysate was measured at 205 nm using a UV–Vis spectrophotometer. Lignin content was calculated as the sum of Klason lignin and acid soluble lignin. For the analysis of polysaccharides, a Dionex ICS 5000 + HPLC system fitted with an AS-AP autosampler (Thermo Fisher Scientific, MA, USA) was used to separate the monomeric sugars in the samples at 45 °C, against sugar standards, on a Dionex CarboPac SA 10 analytical column using 1 mM NaOH as the mobile phase at 1 mL/min flow. The sugars were quantified using electrochemical detection and Chromeleon software (Thermo Fisher Scientific, MA, USA). Fucose was used as the internal standard. The concentration of ethanol in the hydrolysate and fermentation samples were analyzed using the same HPLC system with Aminex HPX-87H column (Bio-Rad Laboratories, USA). The injection volume of samples for HPLC analysis was 50 µL. The operation temperature was 65 °C, and 5 mM H2SO4 at 0.6 mL/min flow was the mobile phase. The yields of glucose, xylose, and total sugar were calculated following Zhu et al. [34].
Results and Discussion
Enzymatic Hydrolysis of Two-Stage Pretreated Bamboo
To increase the accessibility of carbohydrates to enzymes, a sequential two-stage NaOH/AHP pretreatment was conducted prior to enzymatic hydrolysis. Table 1 presents the chemical composition of the two-stage pretreated bamboo. As shown, the solid yield of the treatment process was 60.2% (based on initial bamboo mass), in which glucan and xylan accounted for 70.1% and 15.1%, respectively, corresponding to approximately 87.2% and 44.8% of initial glucan and xylan recovery. The high contents of glucan and xylan in the solid substrate enable high concentrations of monomeric sugars after enzymatic hydrolysis. Lignin content of the treated bamboo was 14.5%, indicating the removal of 65.2% of initial lignin in raw bamboo chips. The removal of such a high amount of lignin is expected to enhance the enzymatic digestibility of the obtained solid substrate. Dissolved lignin in the pretreatment liquors can be recovered as a renewable source for the production of various high value bio-based products [8, 35,36,37]. The recovery of dissolved materials from the pretreatment liquor has been extensively investigated in our earlier work [8, 14]. This study was only focused on the production of bioethanol from the recovered two-stage pretreated solid fraction. Our aim was to demonstrate that the two-stage NaOH/AHP pretreatment could be utilized as a strategy to generate industrially relevant ethanol titers through high solid enzymatic hydrolysis and fermentation.
In the first series of experiments, enzymatic hydrolysis of the pretreated solid was performed at an enzyme loading of 40 mg protein/g glucan and 50 °C for different times; the objective of this part of the work was to find a hydrolysis time that could achieve the highest conversion of glucan and xylan under the studied solid loadings. Figure 1 shows the time course of the conversion of glucan to glucose and xylan to xylose and the concentration of glucose and xylose in the hydrolysate. As shown in Fig. 1a, b, with the increasing of solid loading, the conversion of both glucan and xylan decreased during enzymatic hydrolysis. For example, approximately 96% of glucan and 89% of xylan were converted into glucose and xylose, respectively, in 48 h of enzymatic hydrolysis at 5% solid loading. In contrast, at 20% solid loading, the conversion of glucan to glucose and xylan to xylose decreased to 79% and 78%, respectively, after 72 h hydrolysis (Fig. 1a, b). This is in accordance with previous work on enzymatic hydrolysis of wheat straw, corn stover and filter paper at high solid loadings [19, 21, 22]. Moreover, prolonged hydrolysis time (i.e. 120 h) only slightly increased the conversion of glucan and xylan in all experimental cases (Fig. 1a, b). One likely reason might be the limited the accessibility of glucan and xylan to enzymes due to the crystallinity of glucan, the structure of xylan, and residual lignin in the substrate [38]. On the other hand, as described in the introduction, high solid loading during enzymatic hydrolysis also creates negative effects on the hydrolysis, such as poor mixing efficiency.

Enzymatic hydrolysis of pretreated bamboo at different solid loadings with an enzyme loading of 40 mg protein/g glucan, a glucan conversion, b xylan conversion, c glucose concentration, d xylose concentration
Figure 1c, d show the concentration of released glucose and xylose in the enzymatic hydrolysates. As shown, the concentration of glucose increased with increasing hydrolysis time for all the solid loadings tested in enzymatic hydrolysis (Fig. 1c). At a fixed solid loading, the xylose concentration initially increased rapidly with hydrolysis time; thereafter it decreased slightly (Fig. 1d). However, the decrease of xylose concentration was not significant (p > 0.05). In addition, with the increase of solid loading, both the concentrations of glucose and xylose increased (Fig. 1c, d). For example, at 10% solid loading for 72 h, the concentrations of glucose and xylose were 70.1 g/L and 14.5 g/L, respectively. When the solid loading was raised to 20%, the concentrations of glucose and xylose increased to 121.7 g/L and 27.1 g/L, respectively (Fig. 1c, d). Beyond 20% solid loading, the increase in the concentrations of glucose and xylose (after 72 h enzymatic hydrolysis) was not proportional to the increase in solid loading (data not shown). For example, increase in solid from 20 to 25% only increased the concentration of total monomeric sugars from 148.8 to 162.7 g/L (Fig. 1c, d). This is in accordance with previous work on enzymatic hydrolysis of corn stover at high solid loading and might be due to mass transfer limitations and poor mixing caused by high solid loadings [19, 25].
The results in Fig. 1 reveal that enzymatic conversion of approximately 79% of glucan and 78% of xylan could be achieved even at high solid loading (20% w/v) and that an enzymatic hydrolysate with total monomeric sugars of nearly 150 g/L could be obtained at an enzyme loading of 50 mg protein/g glucan. In addition, based on the polysaccharide conversion and monomeric sugar concentration, 72 h can be considered as a suitable hydrolysis time for maximal monomeric sugar yields.
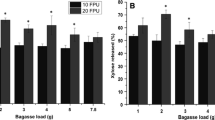
During the production of ethanol from lignocellulosic biomass feedstocks, enzyme is considered to be a major cost [39]. Therefore, a second series of experiments were carried out to investigate the possibility of reducing enzyme loading while still maintaining high conversions of glucan and xylan. In this case, enzymatic hydrolysis of the two-stage pretreated bamboo was carried out at 50 °C with different enzyme loadings (10–50 mg protein/g glucan) for 72 h (Fig. 2). As shown in Fig. 2a, b, the release of glucose and xylose decreased with increasing solid loading at the same enzyme dosage. Moreover, a higher dosage of enzyme was required at high solid loadings to achieve desirable glucan and xylan conversion levels (Fig. 2a, b). For example, at 5% solid loading, 10 mg protein/g glucan of enzyme was sufficient to reach 95.7% glucan and 87.4% xylan conversions. In contrast, at 25% solid loading, 40 mg protein/g glucan were required to convert 67.5% glucan and 60.4% xylan in 72 h (Fig. 2a, b). Higher enzyme requirement could be a result of inadequate contact between enzyme and substrate related to the poor mixing at higher solid loadings. Moreover, the high concentration of enzyme inhibitors at high solid loadings also reduced the activation of enzyme [21, 26]. Higher enzyme loadings could increase the surface coverage of substrate by enzyme, thereby increasing the conversion of glucan and xylan at high solid loading. In addition, at solid loadings of 5–20% (w/v), further increase of the enzyme dosage to 40 or 50 mg protein/g glucan only slightly increased the conversion of glucan (0.5–1.5%) and xylan (0.4–1.5%) beyond that observed with 30 mg protein/g glucan. For example, hydrolysis of the bamboo substrate at 20% solid loading using an enzyme loading of 30 mg protein/g glucan resulted in 77.5% of glucan and 77.1% of xylan conversion into glucose and xylose, respectively. With 40 mg protein/g glucan enzyme, the conversions of glucan and xylan were 79.0% and 78.1%, respectively (Fig. 2a, b). These results indicate that 30 mg protein/g glucan is sufficient to hydrolyze the bamboo substrate to a substantial degree, close to the target of converting about 80% of glucan in the biomass-to-bioethanol industry [40], even at 20% solid loading. However, in contrast to the case with < 20% (w/v) solid loading, during enzymatic hydrolysis at 25% (w/v) solid loading, polysaccharide conversion continued to increase with increasing enzymes loadings (10–50 mg protein/g glucan). Thus, to maximize the conversion of glucan and xylan at 25% solid loading, a higher amount of enzyme is required, possibly to improve the liquefaction of the solid substrate in the early stages of the reaction by increased conversion of polysaccharides.

Enzymatic hydrolysis of the pretreated bamboo substrate at different solid loadings and enzyme loadings for a fixed hydrolysis time of 72 h, a glucan conversion, b xylan conversion, c glucose concentration, d xylose concentration
Figure 2c, d show the concentrations of glucose and xylose in the enzymatic hydrolysates. As shown, at low solid loading (5% w/v), the concentrations of both glucose and xylose only slightly changed with increasing enzyme dosage. In contrast, at higher solid loadings (> 5%), the concentrations of glucose and xylose increased with increasing enzyme input (Fig. 2c, d). This can be attributed to the fact that a higher enzyme amount was generally required to hydrolyze a significant amount of polysaccharides in the substrate at higher solid loading [41]. However, the effect of increasing enzyme loading varied at different solid loadings: glucose and xylose release leveled off beyond 20–30 mg protein/g glucan at 10–15% solid loadings. At 20% solid loading, glucose release appeared to saturate at 30 mg protein/g glucan while xylose release continued to increase up to 50 mg protein/g glucan, the highest enzyme loading tested. At 25% solid loading, release of both glucose and xylose continued to increase, albeit at a slower rate, up to 50 mg protein/g glucan. For example, at 20% solid loading, the concentrations of glucose and xylose were increased from 121 g/L and 25.3 g/L, respectively, to 122.1 g/L and 26.2 g/L when the enzyme dosage was increased from 30 to 50 mg protein/g glucan; these results indicate that an enzyme loading of 30 mg protein/g glucan was sufficient to hydrolyze the two-stage NaOH/AHP pretreated bamboo substrate at 20% solid loading. In addition, when using relatively low enzyme loadings (≤ 40 mg protein/g glucan), the concentration of monomeric sugars (glucose and xylose) of the hydrolysate obtained from 20% solid loading was even higher than that of 25% solid loading; this further indicates that high amount of enzyme might be required for the enzymatic hydrolysis at 25% solid loading. Based on the above experimental results, efficient enzymatic hydrolysis of NaOH-AHP pretreated bamboo substrate could be achieved at 20% solid loading, during which approximately 78% of glucan and 77% of xylan could be converted into glucose and xylose, respectively.
Separate Hydrolysis and Fermentation of NaOH-AHP Pretreated Bamboo
To evaluate the effect of solid loading on the ethanol fermentation process while avoiding the effects created by unhydrolyzed solid, ethanol fermentation was carried out using the solid-free enzymatic hydrolysate. In this series of experiments, the liquid streams, recovered from 72-h enzymatic hydrolysis at different solid loadings (5–25% w/v) with an enzyme dosage of 30 mg protein/g glucan, were fermented using a metabolically engineered S. cerevisiae LF1 strain under conditions optimized in our laboratory. Figure 3 shows the time course of the fermentation of glucose and xylose into ethanol through the SHF process. As shown in Fig. 3a, longer fermentation times were required to consume 99% of glucose in hydrolysates obtained from high solid enzymatic hydrolysis reactions. This could be attributed to possible negative impacts of high concentrations of initial monomeric sugars (as high as 148.2 g/L) for yeast metabolism [42]. While we haven’t tested the sugar tolerance levels of S. cerevisiae LF1 used in this study, sugar concentrations as high as 150 g/L are known to adversely affect the growth of yeast [19, 43, 44]. However, even with hydrolysates from high solid loadings (20% and 25% w/v), glucose concentration was decreased to near zero after 40-h fermentation (Fig. 3a), indicating that the utilized S. cerevisiae LF1 strain could efficiently convert hexose sugars into ethanol.

Batch fermentation of the enzymatic hydrolysates obtained from different solid loadings using Saccharomyces cerevisiae LF1 strain, a glucose concentration, b xylose concentration, c ethanol concentration
Compared to the consumption of glucose, fermentation of xylose was much slower (Fig. 3b). However, more than 80% of xylose in the studied bamboo hydrolysates were consumed after 120-h fermentation; this demonstrates the high performance of the used S. cerevisiae LF1 strain in xylose fermentation. In addition, the fraction of unconsumed xylose increased with increasing solid loading in enzymatic saccharification (Fig. 3b). For example, during fermentation, 91.2% of xylose in the enzymatic hydrolysate from the 5% solid loading was consumed in 120 h; however, xylose consumption decreased to 80.2% when the 20% solid hydrolysate was fermented. Reduction in xylose consumption rate at high solid loadings may be due to the presence of higher concentrations of inhibitory compounds, such as sugars, xylose degradation products, lignin, and fermentation metabolites such as amino acids [19, 44, 45]. On the other hand, the high concentration of ethanol, generated by the high concentration of glucose in the initial hydrolysate, might also inhibit the growth of yeast cells and reduce the fermentation efficiency [19, 46].
Figure 3c shows that, in general, the concentration of produced ethanol increased with increasing concentration of monomeric sugars in the hydrolysate obtained from the enzymatic hydrolysis. As shown, fermentation of the 20% solid loading hydrolysate had the highest ethanol concentration (65.6 g/L) compared to that of other solid loadings investigated, 5% (20.1 g/L), 10% (37.8 g/L), 15% (53.4 g/L) and 25% (64.2 g/L). Even though the hydrolysate from 25% solid loading had the highest concentration of total glucose and xylose, it produced less ethanol concentration than the 20% hydrolysate. This is likely due to the fact that yeast preferentially uses glucose and, hence, the high initial glucose concentration of the 25% solid hydrolysate may have decreased xylose fermentation [19]. Based on remaining solid fraction following NaOH/AHP pretreatment, ethanol concentration, and solid loading, the ethanol yields from solid loadings of 5%, 10%, 15%, 20%, and 25% (w/v) were calculated to be 60.4%, 56.8%, 53.5%, 49.3%, and 38.6% (based on the theoretical yield from initial sugar content in untreated bamboo) (calculations not shown), respectively. This further confirmed that increasing the solid loading to 25% (w/v) substantially reduced the ethanol yield.
Simultaneous Saccharification and Co-fermentation (SSCF) of NaOH/AHP Pretreated Bamboo
To minimize the inhibitory effect of high concentration of sugars and investigate the effect of unhydrolyzed solid on xylose fermentation, ethanol production through the conventional SSCF process was carried out. SSCF was conducted at five different solid loadings (5–25% w/v) and one fixed enzyme dosage of 30 mg protein/g glucan (same enzyme loading used in SHF) (Fig. 4). As shown in Fig. 4a, glucose concentration at the time of inoculation (6 h) increased with increasing solid loading. The highest glucose concentrations, noted at the time of innoculation, for the solid loading 5%, 10%, 15%, 20%, and 25% (w/v) were 18.1, 26.8, 30.4, 37.4, and 35.9 g/L, respectively. Thereafter, the concentration of glucose decreased rapidly over the next 18 h to remain at a low level for all cases of solid loadings. These results are in accordance with previous studies on the production of ethanol from corn stover and hardwood through SSCF at various solid loadings [19, 30].

Simultaneous saccharification and co-fermentation of two-stage pretreated bamboo at different solid loadings using an enzyme dosage of 30 mg protein/g glucan
With regards to the consumption of xylose, it can be observed that xylose was consumed more slowly compared to glucose (Fig. 4a, b); this is similar to that of SHF (Fig. 3b). In addition, the residual xylose concentration increased with increasing solid loading (Fig. 4b). For example, after 120-h fermentation, the residual xylose concentration was approximately 5.14 g/L at 25% solid loading and about 0.41 g/L at 5% solid loading (Fig. 4b); this indicated that the extent of consumption of available xylose was reduced with increasing solid loading of SSCF. One likely explanation is that the synergistic inhibitory effects caused by poor mixing, higher concentration of ethanol and degradation products from lignin and carbohydrates in the fermentation medium at high solid loading decreased xylose fermentation [19, 46,47,48]. Moreover, after 120-h fermentation, the concentration of xylose in the fermentation was slightly lower in SSCF than in SHF for the solid loadings of 5–20% (Figs. 3b, 4b). For example, when the fermentation was conducted at 20% solid loading, the residual concentration of xylose was 5.19 g/L and 4.84 g/L for SHF and SSCF, respectively. This could be attributed to the reduction of glucose (or C6 sugars) inhibition of xylose fermentation in SSCF.
Ethanol concentration in the final fermentation broth increased from 21.1 to 71.2 g/L when the solid loading of pretreated bamboo in SSCF was raised from 5 to 25% (w/v). However, due to the incomplete hydrolysis of xylan and fermentation of xylose, the increase in ethanol concentration was not directly proportional to the solid loading (data not shown). Moreover, following fermentation using the SSCF process at solid loadings of 5%, 10%, 15%, 20%, and 25% (w/v), the ethanol yields were 63.4%, 60.0%, 56.4%, 52.1%, and 42.8% (based on the theoretical yield from initial sugar content in untreated bamboo), respectively, which were slightly higher than those obtained from SHF under the same solid loading. This illustrates that the inhibitory effects created by the initial high concentration of C6 sugars might be greater than that of unhydrolyzed solid during the fermentation process. Accordingly, of the two methods investigated for the production of ethanol from the two-stage NaOH/AHP pretreated bamboo at high solid loading, SSCF can be considered the better choice due to increased ethanol concentration and minimized sugar inhibition. Moreover, SSCF could also reduce operating costs by conducting enzymatic hydrolysis and fermentation in the same reactor [48].
Ethanol Production Through Simultaneous Saccharification and Co-fermentation Process at Lower Enzyme Loading
To explore the possibility of reducing enzyme dosage during ethanol production from the NaOH/AHP pretreated bamboo in SSCF, experiments were carried out at the relatively high solid loading of 20% (w/v) using various enzyme dosages (10–30 mg protein/g glucan). As shown in Fig. 5, higher enzyme dosage and longer reaction time improved fermentation of glucose and xylose. For example, 58.9 g/L ethanol was reached in 120 h with 15 mg protein/g glucan enzymes. In contrast, ethanol concentration increased to 62.8 g/L in 72 h when 20 mg protein/g glucan enzymes were used (Fig. 5). Further increase in the enzyme loading from 20 mg protein to 30 mg protein/g glucan did not lead to substantial increase in the final ethanol concentration. For example, after 120-h fermentation, the final ethanol concentrations were 68.2 g/L and 69.4 g/L for 20 mg protein/g glucan and 30 mg protein/g glucan, respectively. This could be due to the fact that the number of enzyme-accessible substrate sites could be efficiently contacted with enzyme at an enzyme loading of 20 mg protein/g glucan [49, 50]. Therefore, compared to the concentration obtained in our earlier studies (approximately 46 g/L) [8, 14], a much higher ethanol concentration (approximately 68 g/L) was achieved in this study by conducting SSCF of NaOH/AHP pretreated bamboo at 20% solid loading with a relatively low energy input (20 mg protein/g glucan); in this case, the ethanol yield was 51.1% (based on the theoretical yield from initial sugar content in untreated bamboo).

Simultaneous saccharification and co-fermentation of two-stage pretreated bamboo at 20% (w/v) solid loading using different enzyme dosages
To further illustrate the effect of enzyme loading on ethanol production from pretreated bamboo through SSCF process, the chemical composition of retained solid after 120-h fermentation was measured (Table 2). The fraction of remaining solid decreased with increasing enzyme dosage (Table 2). Based on the remaining solid and compositional analysis, the conversion of glucan and xylan could be calculated (calculations not shown). As expected, conversion of glucan and xylan increased with increasing enzyme dosage. With 20 mg protein/g glucan, 83.1% of glucan and 72.9% of xylan in the two-stage pretreated bamboo were converted to glucose and xylose, respectively. In contrast, only 58.1% of glucan and 53.8% of xylan were hydrolyzed by an enzyme loading of 5 mg protein/g glucan during the SSCF process. Moreover, as shown in Table 2, the increase of enzyme dosage from 20 to 30 mg protein/g glucan only led to a slight increase of the conversion of glucan and xylan. Collectively, the results of Fig. 5 and Table 2 suggest that 20 mg protein/g glucan can be considered as a suitable enzyme dosage for the production of high titer ethanol from NaOH-AHP pretreated bamboo at 20% (w/v) solid loading.
Based on our findings, the solid substrate obtained from the two-stage NaOH/AHP pretreatment can be a suitable feedstock for the production of high titer ethanol through SSCF process at relatively high solid loading. To provide an overview of this process, a mass balance based on 100 g oven-dried raw bamboo is shown in Fig. 6. After pretreatment, a solid substrate with 41.5 g glucan and 9.1 g xylan was recovered. By conducting SSCF with this solid substrate at 20% solid at an enzyme loading of 20 mg protein/g glucan for 120 h, a final ethanol at a concentration of 68.2 g/L with the yield of 204 kg/ton oven-dried bamboo was achieved (Fig. 6). Although the ethanol yield from bamboo was lower than that from corn grain (371 kg/ton) [51], the production of ethanol from bamboo provides a promising option to reduce the competition with food. Additionally, the production of ethanol from bamboo also facilitates the transition of fossil-based economy to bio-economy.

Overall mass balance of the proposed process scheme
Conclusions
Bamboo, pretreated with two-stage alkaline/alkaline hydrogen peroxide (AHP) pretreatment, was demonstrated to be highly digestible during ethanol production at high solid loadings. An ethanol concentration of 68.2 g/L was reached through simultaneous saccharification and co-fermentation (SSCF) at 20% (w/v) solid loading with a relatively low enzyme loading of 20 mg protein/g glucan. Compared to SHF, SSCF was shown to be a better strategy to resolve sugar accumulation issues, decrease the enzyme loading, and improve sugar conversion into ethanol. In these lab-scale studies an ethanol yield of 204 kg/ton bamboo was achieved through SSCF.
References
Kumar, M.N., Ravikumar, R., Thenmozhi, S., Kumar, M.R., Shankar, M.K.: Choice of pretreatment technology for sustainable production of bioethanol from lignocellulosic biomass: bottle necks and recommendations. Waste Biomass Valoriz. 8, 1–17 (2018)
Banerjee, G., Scott-Craig, J.S., Walton, J.D.: Improving enzymes for biomass conversion: a basic research perspective. Bioenerg Res. 3, 82–92 (2010)
Littlewood, J., Wang, L., Turnbull, C., Murphy, R.J.: Techno-economic potential of bioethanol from bamboo in China. Biotechnol. Biofuels 6, 1 (2013)
Scurlock, J.M.O., Dayton, D.C., Hames, B.: Bamboo: an overlooked biomass resource? Biomass Bioenergy 19, 229–244 (2000)
Mou, H., Wu, S.: Comparison of hydrothermal, hydrotropic and organosolv pretreatment for improving the enzymatic digestibility of bamboo. Cellulose 24, 85–94 (2017)
Curreli, N., Fadda, M.B., Rescigno, A., Rinaldi, A.C., Soddu, G., Sollai, F., Vaccargiu, S., Sanjust, E., Rinaldi, A.: Mild alkaline/oxidative pretreatment of wheat straw. Process Biochem. 32, 665–670 (1997)
Kamsani, N., Salleh, M.M., Yahya, A., Chong, C.S.: Production of lignocellulolytic enzymes by microorganisms isolated from Bulbitermes sp. termite gut in solid-state fermentation. Waste Biomass Valoriz. 7, 357–371 (2016)
Yuan, Z., Wen, Y., Kapu, N.S.: Ethanol production from bamboo using mild alkaline pre-extraction followed by alkaline hydrogen peroxide pretreatment. Bioresour. Technol. 247, 242–249 (2018)
Banerjee, G., Car, S., Scott-Craig, J.S., Hodge, D.B., Walton, J.D.: Alkaline peroxide pretreatment of corn stover: effects of biomass, peroxide, and enzyme loading and composition on yields of glucose and xylose. Biotechnol. Biofuels 4, 16 (2011)
Dien, B.S., Sarath, G., Pedersen, J.F., Sattler, S.E., Chen, H., Funnell-Harris, D.L., et al.: Improved sugar conversion and ethanol yield for forage sorghum (Sorghum bicolor L. Moench) lines with reduced lignin contents. BioEnergy Res. 2, 153–164 (2009)
Martínez-Patiño, J.C., Ruiz, E., Romero, I., Cara, C., López-Linares, J.C., Castro, E.: Combined acid/alkaline-peroxide pretreatment of olive tree biomass for bioethanol production. Bioresour. Technol. 239, 326–335 (2017)
Talukder, M.M.R., Goh, H.Y., Puah, S.M.: Interaction of silica with cellulase and minimization of its inhibitory effect on cellulose hydrolysis. Biochem. Eng. J. 118, 91–96 (2017)
Das, S., Berke-Schlessel, D., Ji, H.F., McDonough, J., Wei, Y.: Enzymatic hydrolysis of biomass with recyclable use of cellobiase enzyme immobilized in sol–gel routed mesoporous silica. J. Mol. Catal. B: Enzymatic 70, 49–54 (2011)
Yuan, Z., Wen, Y.: Evaluation of an integrated process to fully utilize bamboo biomass during the production of bioethanol. Bioresour. Technol. 236, 202–211 (2017)
Vaughn, S.F., Berhow, M.A.: Glucosinolate hydrolysis products from various plant sources: pH effects, isolation, and purification. Ind. Crops Prod 21, 193–202 (2005)
Mamaeva, V., Sahlgren, C., Lindén, M.: Mesoporous silica nanoparticles in medicine-recent advances. Adv. Drug Deliv. Rev. 65, 689–702 (2013)
Yuan, Z., Chang, X.F., Kapu, N.S., Beatson, R., Martinez, D.M.: An eco-friendly scheme to eliminate silica problems during bamboo biomass fractionation. Nordic Pulp Pap. Res. J. 32, 4–13 (2017)
Galbe, M., Sassner, P., Wingren, A., Zacchi, G.: Process engineering economics of bioethanol production. In: Olsson, L. (ed.) Biofuels, pp. 303–327. Berlin, Springer (2007)
Jin, M., Sarks, C., Bals, B.D., Posawatz, N., Gunawan, C., Dale, B.E., Balan, V.: Toward high solid loading process for lignocellulosic biofuel production at a low cost. Biotechnol. Bioeng. 114, 980–989 (2017)
Gerbens-Leenes, P.W., Hoekstra, A.Y., Van der Meer, T.H.: The water footprint of energy from biomass: a quantitative assessment and consequences of an increasing share of bio-energy in energy supply. Ecol. Econ. 68, 1052–1060 (2009)
Kristensen, J.B., Felby, C., Jørgensen, H.: Yield-determining factors in high-solid enzymatic hydrolysis of lignocellulose. Biotechnol. Biofuels 2, 11 (2009)
Qiu, J., Ma, L., Shen, F., Yang, G., Zhang, Y., Deng, S., et al.: Pretreating wheat straw by phosphoric acid plus hydrogen peroxide for enzymatic saccharification and ethanol production at high solid loading. Bioresour. Technol. 238, 174–181 (2017)
Isci, A., Murphy, P.T., Anex, R.P., Moore, K.J.: A rapid simultaneous saccharification and fermentation (SSF) technique to determine ethanol yields. BioEnergy Res. 1, 163–169 (2008)
Cara, C., Moya, M., Ballesteros, I., Negro, M.J., González, A., Ruiz, E.: Influence of solid loading on enzymatic hydrolysis of steam exploded or liquid hot water pretreated olive tree biomass. Process Biochem. 42, 1003–1009 (2007)
Hodge, D.B., Karim, M.N., Schell, D.J., McMillan, J.D.: Soluble and insoluble solid contributions to high-solid enzymatic hydrolysis of lignocellulose. Bioresour. Technol. 99, 8940–8948 (2008)
Ramachandriya, K.D., Wilkins, M., Atiyeh, H.K., Dunfor, N.T., Hiziroglu, S.: Effect of high dry solid loading on enzymatic hydrolysis of acid bisulfite pretreated Eastern redcedar. Bioresour. Technol. 147, 168–176 (2013)
da Silva Martins, L.H., Rabelo, S.C., da Costa, A.C.: Effects of the pretreatment method on high solid enzymatic hydrolysis and ethanol fermentation of the cellulosic fraction of sugarcane bagasse. Bioresour. Technol. 191, 312–321 (2015)
Liu, Y., Xu, J., Zhang, Y., Yuan, Z., Xie, J.: Optimization of high solid fed-batch saccharification of sugarcane bagasse based on system viscosity changes. J. Biotechnol. 211, 5–9 (2015)
Zhong, C., Lau, M.W., Balan, V., Dale, B.E., Yuan, Y.J.: Optimization of enzymatic hydrolysis and ethanol fermentation from AFEX-treated rice straw. Appl. Microbiol. Biotechnol. 84, 667–676 (2009)
Zhu, J.Y., Gleisner, R., Scott, C.T., Luo, X.L., Tian, S.: High titer ethanol production from simultaneous enzymatic saccharification and fermentation of aspen at high solid: a comparison between SPORL and dilute acid pretreatments. Bioresour. Technol. 102, 8921–8929 (2011)
Nguyen, T.Y., Cai, C.M., Kumar, R., Wyman, C.E.: Overcoming factors limiting high-solid fermentation of lignocellulosic biomass to ethanol. Proc. Natl. Acad. Sci. USA. 114(44), 11673–11678 (2017)
Sluiter, A., Hames, B., Ruiz, R., Scarlat, C., Sluiter, J., Templeton, D., Crocker, D.: Determination of Structural Carbohydrates and Lignin in Biomass. Version 2012. National Renewable Energy Laboratory, Golden (2012)
Li, H., Shen, Y., Wu, M., Hou, J., Jiao, C., Li, Z., Liu, X., Bao, X.: Engineering a wild-type diploid Saccharomyces cerevisiae strain for second-generation bioethanol production. Bioresour. Bioprocess 3, 51 (2016)
Zhu, Y., Malten, M., Torry-Smith, M., McMillan, J.D., Stickel, J.J.: Calculating sugar yields in high solid hydrolysis of biomass. Bioresour. Technol. 102, 2897–2903 (2011)
Gall, D.L., Ralph, J., Donohue, T.J., Noguera, D.R.: Biochemical transformation of lignin for deriving valued commodities from lignocellulose. Curr. Opin. Biotechnol. 45, 120–126 (2017)
Luo, H., Klein, I.M., Jiang, Y., Zhu, H., Liu, B., Kenttämaa, H.I., Abu-Omar, M.M.: Total utilization of miscanthus biomass, lignin and carbohydrates, using earth abundant nickel catalyst. ACS Sustain. Chem. Eng. 4, 2316–2322 (2016)
Zhao, S., Abu-Omar, M.M.: Biobased epoxy nanocomposites derived from lignin-based monomers. Biomacromolecul. 16, 2025–2031 (2015)
Qing, Q., Wyman, C.E.: Supplementation with xylanase and β-xylosidase to reduce xylo-oligomer and xylan inhibition of enzymatic hydrolysis of cellulose and pretreated corn stover. Biotechnol. Biofuels 4, 18–29 (2011)
Sassner, P., Galbe, M., Zacchi, G.: Techno-economic evaluation of bioethanol production from three different lignocellulosic materials. Biomass Bioenergy 32, 422–430 (2008)
Berlin, A., Maximenko, V., Gilkes, N., Saddler, J.: Optimization of enzyme complexes for lignocellulose hydrolysis. Biotechnol. Bioeng. 97, 287–296 (2007)
Modenbach, A.A., Nokes, S.E.: Enzymatic hydrolysis of biomass at high-solid loadings–a review. Biomass Bioenergy 56, 526–544 (2013)
Kim, Y., Hendrickson, R., Mosier, N.S., Ladisch, M.R., Bals, B., Balan, V., Dale, B.E.: Enzyme hydrolysis and ethanol fermentation of liquid hot water and AFEX pretreated distillers’ grains at high-solid loadings. Bioresour. Technol. 99, 5206–5215 (2008)
Charoenchai, C., Fleet, G.H., Henschke, P.A.: Effects of temperature, pH, and sugar concentration on the growth rates and cell biomass of wine yeasts. Am. J. Enol. Vitic 49, 283–288 (1998)
Caspeta, L., Caro-Bermúdez, M.A., Ponce-Noyola, T., Martinez, A.: Enzymatic hydrolysis at high-solid loadings for the conversion of agave bagasse to fuel ethanol. Appl. Energy 113, 277–286 (2014)
Kumar, A.G., Nagesh, N., Prabhakar, T.G., Sekaran, G.: Purification of extracellular acid protease and analysis of fermentation metabolites by Synergistes sp. utilizing proteinaceous solid waste from tanneries. Bioresour. Technol. 99, 2364–2372 (2008)
Tomás-Pejó, E., Oliva, J.M., Ballesteros, M., Olsson, L.: Comparison of SHF and SSF processes from steam-exploded wheat straw for ethanol production by xylose-fermenting and robust glucose-fermenting Saccharomyces cerevisiae strains. Biotechnol. Bioeng. 100, 1122–1131 (2008)
Romaní, A., Garrote, G., Parajó, J.C.: Bioethanol production from autohydrolyzed Eucalyptus globulus by simultaneous saccharification and fermentation operating at high solids loading. Fuel 94, 305–312 (2012)
Sasaki, K., Tsuge, Y., Sasaki, D., Teramura, H., Inokuma, K., Hasunuma, T., Ogino, C., Kondo, A.: Mechanical milling and membrane separation for increased ethanol production during simultaneous saccharification and co-fermentation of rice straw by xylose-fermenting Saccharomyces cerevisiae. Bioresour. Technol. 185, 263–268 (2015)
De Assis, T., Huang, S., Driemeier, C.E., Donohoe, B.S., Kim, C., Kim, S.H., Gonzalez, R., Jameel, H., Park, S.: Toward an understanding of the increase in enzymatic hydrolysis by mechanical refining. Biotechnol. Biofuels 11, 289 (2018)
Olsson, L., Soerensen, H.R., Dam, B.P., Christensen, H., Krogh, K.M., Meyer, A.S.: Separate and simultaneous enzymatic hydrolysis and fermentation of wheat hemicellulose with recombinant xylose utilizing Saccharomyces cerevisiae. Appl. Biochem. Biotechnol. 129, 117–129 (2006)
Pimentel, D.: The limitations of biomass energy. In: Meyers, R. (ed.) Encyclopedia of Physical Science and Technology, vol. 2, 3rd edn., pp. 159–171. Academic, San Diego (2001)
Acknowledgements
The authors greatly acknowledge the support from National Natural Science Foundation of China (Grant No. 21506105). The authors are grateful to Novozymes for kindly providing the enzyme preparations.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yuan, Z., Wei, W., Li, G. et al. High Titer Ethanol Production from Combined Alkaline/Alkaline Hydrogen Peroxide Pretreated Bamboo at High Solid Loading. Waste Biomass Valor 11, 2795–2805 (2020). https://doi.org/10.1007/s12649-019-00638-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-019-00638-5