
Abstract
This work investigated fermentable sugar production by modifying the traditional classical mechanical system used by Pulp & Paper Mills as a potential biorefinery step regarding energy consumption and sugar yield. The study explored the effectiveness of thermal pretreatment, with and without the addition of NaOH, followed by a disk refining pretreatment using various gap and consistency operating conditions through a pilot-scale disk refining system. The chemical components and sugar streams obtained from woody biomass using thermal and/or chemical refining pretreatments were characterized and analyzed. The energy consumption of the disk refining system was also analyzed. The results show that the effects of biomasses on chemical components are mainly caused by the removal of lignin content in the thermochemical pretreatment with the addition of NaOH (5% w/w dry biomass). The combination of thermochemical and disk refining pretreatments could significantly reduce the energy consumption. Moreover, decreasing the refining consistency from 15 to 5% (w/w) and increasing the refining gap from 0.15 to 1.00 mm further decreased refining energy consumption up to 90%. At the same time, the thermochemical and disk refining pretreatment significantly increased the sugar yield. This yield, however, decreases as larger gaps are used in the refining process. Therefore, when using existing mechanical refining equipment, a modified thermochemical disk refining pretreatment can produce a higher sugar yield (an increase 35%), and lower the energy consumption (a decrease 62%), when compared to a typical mechanical refining process.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The bio-based economy aims at producing bioenergy, chemicals, and bioproducts at a large scale [1]. Sugar is a core transitional biofeedstock, which can be produced using a biorefinery approach and can be further converted into sustainable biofuels or chemicals. One of the challenges involved in using lignocellulosic biomass to produce sugar, however, is developing an efficient pretreatment process before the hydrolysis step, which is related to wood biomass’ complex composition.
Traditionally, highly energy-intensive mechanical pretreatments have been considered unsuitable for biofeedstock processing in a biorefinery. However, due to its large capacity and commercial availability for wood transformation processes, the present work investigates the possibility of using classical or conventional disk refining (pulping) systems as a potential biorefinery step for producing low-cost sugar streams.
Mechanical refining system is at the core of mechanical pulping processes such as thermomechanical pulping (TMP) and refiner mechanical pulping (RMP). By means of disk refining, wood pulp is produced at high yields (exceeding 90%) [2]. Globally, Canada is the main producer of mechanical wood pulp, primarily because it is the dominant mechanical paper grade for newsprint manufacturing. However, since 2000, the North American market for newsprint has declined by 65% [3], and thus from 2006, the mechanical pulping industry has faced decling revenue. This means that research on diversified products from the mechanical refining process could significantly affect the future of newsprint mills.
Mechanical refining technology has attracted increasing attention as a pretreatment method to improve the enzymatic digestibility of lignocellulosic biomass by overcoming biomass recalcitrance [4]. The application of the newsprint mill disk refining system could offer great possibilities for converting newsprint mills into biorefinery mills. In addition, the biorefinery industry could benefit from its high productivity, its existing infrastructure and the experienced workforce that is available in the newsprint mills that can operate such systems. However, in most cases, mechanical refiners are only involved in the post-refining or stock preparation step in chemical pulping mills [5]. In 1990, Schell and Harwood [6] showed that mechanical treatments increase sugar yield by reducing the biomass particle size. However, these treatments are also energy intensive. And, without the removal of lignin, mechanically pretreated biomass has a low sugar yield as compared to chemically pretreated lignocellulosic biomass. Therefore, it is essential to find a way to create refined biomass of suitable quality while avoiding high energy consumption for exploring new opportunities for the usage of the newsprint mill disk refining system.
In general, both the quality of refined biomass and the energy consumption influences pulp quality. Both factors are affected by the refiner disk design, the feed properties and the operational conditions [7].
When using an existing mechanical pulping process, the properties of the feedstocks can be altered by the mechanical process. In fact, the energy consumption required for pulp production can be reduced from the utilization of the thermal processes involving steam and operating at about 110–135 °C, under pressure in order to soften the wood chips [2]. In autohydrolysis, the empirical model of severity factor (S) reflects the impact of the pretreatment on the feedstock. It is a function of residence time (t) and temperature (T) [8, 9].
Steam-based pretreatment typically uses high temperature (from 160 to 220 °C) [10], while, according to Wang [11], low temperature (less than 140 °C) has been proven to open the wood’s structure by a fast decompression in a mild steam explosion technology. Moreover, adding chemicals during the steaming process is very useful to improve the sugar yield by changing the chemical composition of the biomass while may as well as lead to a reduction of the energy costs [4]. For example, alkaline pretreatment can lead to a partial delignification and hemicellulose removal (including acetyl groups and uronic acids) [12]. Additionally, cellulose swelling can substantially increase the fiber surface area [12]. Such pretreatment (at a low reaction temperature) involves no equipment erosion, as well as few of the environmental issues caused by acid pretreatments, such as sulfite acid pretreatment. Recently, Chen et al. studied the use of alkaline-combined disk refining pretreatment for corn stover [13].
Alternatively, modifying the refining process’s operational conditions can improve its energy efficiency and the feedstock’s sugar yield. The pulp and paper industry has extensively studied methods for reducing energy cost and improving pulp quality. For example, according to the refining theory of defibrillation and defiberation, high consistency refining (HCR) (over 30% w/w pulp) can produce highly defibrillated fibers without reducing fiber length however, it involves high energy cost [14]. In contrast, low consistency refining (LCR) (less than 10% w/w pulp) results in more short fibers but with low energy consumption [15]. Traditionally, because it reduces the fiber length, LCR is not recommended for paper production. When producing sugar via enzymatic hydrolysis, the main requirement related to the refined biomass is to increase the accessibility of enzymes to react with fiber cellulose rather than to separate and maintain single fiber lengths. Also, the distance between the two disks in the disk refiner is called the refining gap, which significantly affects the fiber length by applying both shear and compression forces [16]. Therefore, the study of low consistency and gap of the disk refiner are meaningful for feedstock production.
In this paper, a pilot-plant scale disk refining system intended for newsprint mills was used to treat hardwood chips for sugar production. The mechanical pretreatment process includes a forward thermochemical pretreatment and a disk refining pretreatment with modified operation conditions. The objectives of this work have therefore: (1) to evaluate the effect of thermochemical pretreatment on biomass composition (cellulose, hemicellulose, lignin, and extractives); (2) to assess the effect of thermochemical pretreatment and disk refining pretreatment conditions for reducing energy consumption for the production of pretreated biomasses of fementable sugars; (3) to evaluate the yield of sugar production obtained via the enzymatic hydrolysis of the biomasses obtained after each pretreatment.
Materials and Methods
Materials
Debarked white birch chips from Industries John Lewis (QC, Canada) were used. The chips were then classified using a Rader Disc Screen from Rader Companies Inc. (TX, United States) to pass through a 6 mm screen. Then, the chips were washed to remove impurities such as sand and stones. The prepared samples with L/S ratio around 1:1.65 were stored in a plastic bag in a cold room (4 °C) until the pretreatment step (no longer than 3 months).
Methods
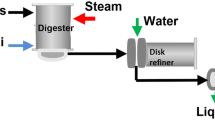
Figure 1a shows the overall pretreatment process, which includes four stages usually used in a pilot scale TMP system assembled of a presteaming bin, a plug screw, a digester, and a disk refiner in Fig. 1b. In this study, the pretreatment process consisted of two-steps: (1) thermochemical pretreatment using a digester, and then (2) disk refining pretreatment (DRP) using a disk refiner (Metso CD-300, Finland) equipped with a fixed and a rotating disk of a disc size of CD-300 mm and a fixed rotation speed of 3250 rpm shown in Fig. 1c.

a Schematic of the pretreatment process, b Disk refining system (Metso CD-300), c Disk of refiner (Metso CD-300)
Thermochemical Pretreatment
Twenty-five kilograms of clean white birch chips were heated to around 100 °C for 5 min using saturated steam. Next, a plug-screw feeder was used to crush the chips and transfer the biomass from the presteaming bin to the digester (0.11 m3). At the same time, the sodium hydroxide (5% w/w dry biomass) was added to the biomass. The digester was heated using high-pressure saturated steam at 140 °C for 30 min with a severity of 2.65. The digested wood chips were collected from the digester. All of the pretreated samples were characterized for cellulose, hemicellulose, lignin and extractives content via the Van Soest et al. method [17].
Disk Refining Pretreatment
After the thermochemical pretreatment, the biomass was collected from the digester. Then, the pilot-scale disk refiner was used for the disk refining pretreatment. In the test, a series of disk refining pretreatment experiments was performed under atmospheric conditions at gap sizes of 0.15, 0.25, 0.50, 0.80 and 1.00 mm. The refining pulp consistencies calculated by the oven-dry weight of refined samples (pulp) over the weight of pulp and water (w/w) were 5, 8, 11, and 15%. The refining pulp consistency is The electrical energy consumption was recorded for the disk refining pretreatment and calculated to net specific energy (NSE) [5]:
where Ptot is the Total power consumed during refining (kW), Pno−load is the No load power (kW), M is the Dry weight of refined pulp per hour (ton/h).
The pulp collected from the disk refining pretreatment was filtrated using filter papers to remove the wastewater and air dried to about 50% (w/w) humidity. The solid material was stored for characterization, including fiber length by Fiber Quality Analyzer (OpTest Equipment Inc. ON, Canada) and cellulose, hemicellulose, lignin and extractives content by the Van Soest and al. method [17].
Enzymatic Hydrolysis
Enzymatic digestion of the pretreated samples was performed in a 250 ml shake flask using a 10% solid loading in a citric acid buffer with a work volume of 125 ml. The addition of ACCELLERASE® DUET enzyme (from Dupont Industry Biosciences, California, USA) was made at a ratio of 0.25 ml/dry g of biomass. The enzymatic hydrolysis was performed at 55 °C, 200 rpm, and pH 4.8 during 72 h. Tetracycline and cycloheximide were added at 0.5% v/w of biomass to avoid any contamination from microorganisms. Samples obtained at 72 h of hydrolysis were analyzed for total reducing sugar concentration following the method described by Miller [18] using dinitrosalicylic acid and the concentrations of the total reducing sugar were measured using a spectrophotometer (Varian Cary 50 Bio, UV–Visible spectrophotometer) at 540 nm. The sugar yield was calculated on the basis of the total carboxylates of pretreated solid biomass used for enzymatic hydrolysis.
Results and Discussion
Thermochemical Pretreatment
Figure 2 shows the results of the biomass components of the raw material, and the thermally pretreated biomasses with and without the addition of NaOH (5% w/w dry biomass, steaming at 140 °C). The thermal pretreatment will be refered to as TP, while the thermal pretreatment (with NaOH) is designed as a thermochemical pretreatment (TCP).

Effects of TP and TCP on biomass component (TP thermal pretreatment, TCP thermo-chemcial pretreatment)
Results clearly shows that the pretreatment affect the chemical transformation of the lignocellulosic components. Specifically, the lignin content and hemicellulose content in the TCP solids are lower than that of the raw material, around 10 and 5%, respectively. This caused the increase of the values of the cellulose content (in percentage) increased in TCP solids compared to that in the raw material. In contrast to TP, the addition of NaOH in the TCP caused significant delignification. This can be explained by the fact that during the alkaline pretreatment sodium hydroxide may promote the rearrangement of the phonate structure, where the ∂-aryl and ∂-alkly ether bonds can be cleaved [19]. In addition, the values of the extractives content (in percentage) increased in TCP solids compared to that in the raw material. This might be caused by the formation of pseudo-extractives resulted from lignin and carbohydrates fragments generated during the pretreatment [12]. This might also be caused by the residual of NaOH, because the thermochemical pretreated biomass were not washed before the mechanical pretreatment process.
Compared to classical alkaline pretreatment using high alkaline loading (10% w/w dry biomass) or the actual method using low temperature deacetylation (< 100 °C) for 2 h [13], the thermochemical pretreatment has the following advantages: (1) lignin extraction by applying a high reaction temperature and a short residence time and (2) the reduction of hemicellulose sugar loss by mild alkaline loading. Typically, at least 30% of hemicellulose is lost by peeling reaction from traditional alkaline pretreatments [13].
Disk Refining Pretreatment
Effect of the Thermochemical Pretreatment on the Energy Consumption of the Disk Refining Pretreatment
Table 1 presents the effects of the addition of NaOH in the thermal disk refining pretreatment on the energy consumption of the disk refining pretreatment. The thermal disk refining pretreatment without NaOH is designated by TDRP, and the thermochemical disk refining pretreatment (with NaOH) is designated by TCDRP.
This table shows that, a decreasing gap size from 1.00 to 0.25 mm results in an expected increasing energy. However, at given refining conditions, TCDRP biomasses can save net specific energy up to a maximum of 80% of the energy consumed for TDRP biomasses. This result is competitive with the other reported methods using hot water, dilute acid and sulfite pretreatment to overcome recalcitrance of lignocelluloses [20].
Adding NaOH during the thermal pretreatment reduces its energy consumption. There are two main reasons for this: (1) the dilute alkaline solution causes the wood ability of swell, thus, softening the wood fibers; (2) the partial removal of the lignin by dilute alkaline can produce nanoscopic pores between cellulose microfibril bundles which further weaken the fiber structure [19].
Furthermore, from the point of economic view, Table 2 shows effects of the thermochemical pretreatment on energy costs for the disk refining pretreatment. For 1 ton pretreated biomass, the cost of NaOH is 17.5 $ while it can save the energy cost from 21.1 to 435.84 $. Therefore, regarding to the saved cost of the energy in the disk refining pretreatment, the chemical used in the thermochemical pretreatment will not cause extra cost for the overall pretreatment process.
Effects of Refining Consistency and Gap on the Energy Consumption of the Disk Refining Pretreatment
Figures 3 and 4 show the effects of the refining consistency and refining gap of the TCDRP biomass on energy consumption.

The effect of refining consistency on net specific energy

The effect of refining gap size on net specific energy
According to Fig. 3, at a given gap size, increasing the refining consistency requires higher specific energy consumption during disk refining. A 3–5 times energy is consumed at 15% consistency than that at 5% consistency for the TCDRP biomasses. Thus, by decreasing the refining consistency from 15 to 10%, the energy consumption decreases around 48–66% depending on the applied gap size. When the consistency is further decreased to 5%, it can further decrease the energy consumption by about 20%. Ultimately, up to 82% of the energy can be saved by adjusting the refining consistency from 15 to 5%.
Figure 4 shows that the net specific energy of all biomasses refined at all consistencies are dropped along with the increasing gap size. When the gap is 1.00 mm, about 1–3.5 times less energy is consumed than when the refining gap is 0.15 mm. This can be explained by the fact that the net energy consumption is inversely proportional to the gap, an obbservation that was also stated by Luukkonen [21]. Thus, increasing refining gap size from 0.15 to 1.00 mm reduces the energy consumed by approximately 70–82%. This corresponds with the reference reported energy cost saved over 80% by adjusting the refining gap and consistency [20].
Overall, both a high refining consistency and a small gap consume more energy. In general, refining at a high consistency and using a small gap usually causes significant friction between the fibers and the disks, which not only develops the fiber properties but also increases the temperature in the refining zone. Thus, the heat loss is caused by steam evaporation that is generated by the high temperature in the refining zone [16].
Effects of Refining Consistency and Gap Size on Fiber Length
Figure 5 presents the effects of the disk refining gap on the fiber length for the different consistencies (5, 8 and 11%) tested in this work.

Effects of refining consistency and gap on fiber length
Firstly, there is a critical gap size, at approximately 0.25 mm, below which fiber length declines dramatically. Specifically, the fibers are shorter when the gaps tend to be smaller, which is consistent with previous findings [21]. Since the small gap size can increase the energy consumed, the high energy can generally shorten fibers by cutting and peeling caused of the friction between the fibers or the fibers and the disks causes the surface layer to peel off while also producing fines which are the fibrils generated during the cutting and peeling [16].
Secondly, the refining consistency did not affect the fiber length in this study except for a slightly increase of the fiber length at a refining consistency of 5% as compared to the other consistencies (8 and 10%), which could be caused by insufficient refining.
Enzymatic Hydrolysis
Effect of Thermochemical Pretreatment on Sugar Yield
Figure 6 describes the sugar yield of the pretreated biomasses from raw material, TP (i.e. without the addition of NaOH) and TCP (i.e. with the addition of NaOH 5% w/w dry biomass).

Effects of TP and TCP on sugar yield of pretreated biomass. TP thermal pretreatment, TCP thermo-chemcial pretreatment; the sugar yield was calculated based on the total carbohydrates of pretreated biomass
The sugar yield of the raw biomass was 4.42%, which could be increased to 6.40 and 28.44% by TP and TCP respectively. In opposition to the TP biomass, the TCP biomass showed a rapidly increasing sugar yield which may be caused by NaOH that can partially degrade lignin. The lignin is known to inhibit enzymes by blocking their interactions with the cellulosic chians [22]. Therefore, thermochemical pretreatment improves the enzymes’ ability to access the cellulose.
Effects of Fiber Length and Gap on Sugar Yield
Figure 7 shows the sugar yield from the TCDRP biomass using various refining gaps.

Effect of refining gap on the sugar yield and fiber length of the TCDRP biomass (TCDRP: thermo-chemical disk refining pretreatment, refining consistency 8%)
First, the refining pretreatment in the TCDRP improved the sugar yield about 10–20% depending on the refining gap, compared to the TCP biomass. This confirms that the disk refining pretreatment can enhance the enzymatic hydrolysis yield [23, 24]. This is because refining significantly accelerates the hydrolysis reaction rates by increasing the interactions between cellulose and enzymes.
Second, the smaller the gap size that the TCDRP operated, the higher the TCDRP sugar yield. For example, when the gap size was reduced from 1.00 to 0.15 mm, the sugar yields increased from 40.69 to 48.37%. However, the sugar yield still increased while the fiber size did not vary, when the refining gap was larger than 0.25 mm. This means that sugar yields were not directly proportional with the fiber length. However, a reduced fiber length can increase the available specific fiber surface area, which is the most relevant factor for increasing enzyme accessibility [25]. Thus, the increased sugar yields may first be caused by the increased available fiber surface area caused by the separation of fiber bundles, then further increased by number of short fibers and newly generated fiber surfaces.
Effects of Refining Consistency and Refining Energy on Sugar Yield
The sugar yield of the TCDRP biomass with various refining consistencies is shown in Fig. 8. At a given refining gap, lowering the refining consistency did not affect the sugar yield, except when the consistency was less than 8%. This result is consistant with the trend observed for fiber length at a low refining consistency.

Effect of refining consistency on the sugar yield and fiber length of the TCDRP biomass (TCDRP thermo-chemical disk refining pretreatment, refining gap 0.50 mm)
Figure 9 shows the relationship between energy consumption and sugar yield. On the one hand, decreasing the refining energy resulted in a slow reduction of sugar yield, (in a range of 6–12%) which was mainly caused by the gap size. Thus, a larger refining gap is suggested for intensive energy saving. On the other hand, the refining consistency of 5% had a slightly lower sugar yield than other refining consistencies. Therefore, an 8% refining consistency is suggested to avoid the decrease in sugar yield and to maintain low energy consumption.

Relationships between net specific energy and sugar yield of TCDRP (TCDRP thermo-chemical disk refining pretreatment)
Comparison Between the TCDRP and the Typical TMP Process
Table 3 compares the modified TCDRP pretreatment and a conventional TMP process (without modification) for white birch chips in terms of energy consumption and sugar yield. It also includes the results for the raw material.
Compared to the raw material for sugar extraction, the TMP pretreatment process consumed 872 kWh/ton, but only slightly increased the sugar yield. This may be caused by the short steaming time and high refining consistency. By modifying the typical TMP process, the TCDRP process used a two-step pretreatment: (1) thermochemical pretreatment with a longer steaming time (30 min) and the addition of NaOH (5% w/w dry biomass), (2) operation conditions including a low refining consistency (8%) and a larger refining gap (0.80 mm). Table 3 shows that the TCDRP significantly reduced the energy consumption by 62% and achieved a higher sugar yield, around 35%, than the TMP. These results further prove that through the modification of an existing mechanical refining system, mechanical pretreatment can obtain a high sugar yield with a low energy cost.
Conclusion
Based on the existing mechanical refining technology, a new pretreatment process with a low energy consumption and a high sugar yield was developed by combining a thermochemical pretreatment and a refining pretreatment (TCDRP). By adding 5% of NaOH (w/w dry biomass) to TCDRP at 140 °C, the degraded partial lignin resulted in an increase of cellulose content in the substrates. Adding NaOH to the TCDRP pretreatment reduced the energy consumption. Moreover, reducing the refining consistency from 15 to 5% and increasing the refining gap from 0.15 to 1.00 mm can further reduce the energy cost. The refining gap has the greatest impact on fiber length, in comparison with refining consistency. Sugar yield can be increased by adding NaOH to the thermal pretreatment. However, the larger refining gap has a negative effect on sugar yield; the reduced refining consistency slightly reduces sugar yield. Therefore, the TCDRP is a two-step pretreatment process. The first step is the thermochemical pretreatment at 140 °C for 30 min with an addition of NaOH (5% w/w dry biomass). The second step is the disk refining pretreatment under the operational conditions with a refining consistency of 8% and a large refining gap of 0.80 mm. Compared to the typical TMP process, this process not only improves the sugar yield by 35% but also reduces the specific energy consumption by about 62%.
References
Scarlat, N., Dallemand, J.-F., Monforti-Ferrario, F., Nita, V.: The role of biomass and bioenergy in a future bioeconomy: policies and facts. Environ. Dev. 15, 3–34 (2015)
Biermann, C.J.: Handbook of Pulping and Papermaking. Academic Press, San Diego (1996)
Food and Agriculture Organization of the United Nations. In: FAOSTAT (ed.). FAOSTAT Database, Rome (2016)
Zhu, J., Chandra, M.S., Gleisner, R., Gilles, W.T., Gao, J., Marrs, G., Anderson, D., Sessions, J.: Case studies on sugar production from underutilized woody biomass using sulfite chemistry. Tappi J. 14(9), 577–583 (2015)
Park, J., Jones, B., Koo, B., Chen, X., Tucker, M., Yu, J.-H., Pschorn, T., Venditti, R., Park, S.: Use of mechanical refining to improve the production of low-cost sugars from lignocellulosic biomass. Bioresour. Technol. 199, 59–67 (2015)
Schell, D.J., Harwood, C.: Milling of lignocellulosic biomass. Appl. Biochem. Biotechnol. 45(1), 159–168 (1994)
Li, B., Li, H., Zha, Q., Bandekar, R., Alsaggaf, A., Ni, Y.: Review: effects of wood quality and refining process on TMP pulp and paper quality. Bioresources 6(3), 3569–3584 (2006)
Jacquet, N., Maniet, G., Vanderghem, C., Delvigne, F., Richel, A.: Application of steam explosion as pretreatment on lignocellulosic material: a review. Ind. Eng. Chem. Res. 54(10), 2593–2598 (2015)
Overend, R.P., Chornet, E., Gascoigne, J.: Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. Lond. A 321(1561), 523–536 (1987)
Ramos, L.P.: The chemistry involved in the steam treatment of lignocellulosic materials. Quim. Nova 26(6), 863–871 (2003)
Wang, Y.: Pretreatment and enzymatic treatment of spruce: a functional designed wood components separation for a future biorefinery. Ph.D. Thesis, KTH Royal Institute of Technology: (2014)
Carvalho, D.M.d., Queiroz, J.H.d., Colodette, J.L.: Assessment of alkaline pretreatment for the production of bioethanol from eucalyptus, sugarcane bagasse and sugarcane straw. Ind. Crops Prod. 94, 932–941 (2016). https://doi.org/10.1016/j.indcrop.2016.09.069
Chen, X., Shekiro, J., Pschorn, T., Sabourin, M., Tao, L., Elander, R., Park, S., Jennings, E., Nelson, R., Trass, O.: A highly efficient dilute alkali deacetylation and mechanical (disc) refining process for the conversion of renewable biomass to lower cost sugars. Biotechnol. Biofuels 7(1), 98 (2014)
Muhic, D.: High consistency refining of mechanical pulps during varying refining conditions: High consistency refiner conditions effect on pulp quality. Master Thesis, Linköping University (2008)
Luukkonen, A., Olson, J.A., Martinez, D.M.: Low consistency refining of mechanical pulp: relationships between refiner operating conditions and pulp properties. Nord. Pulp Pap. Res. J. 27(5), 882–885 (2012)
Gharehkhani, S., Sadeghinezhad, E., Kazi, S.N., Yarmand, H., Badarudin, A., Safaei, M.R., Zubir, M.N.M.: Basic effects of pulp refining on fiber properties—a review. Carbohydr. Polym. 115, 785–803 (2015)
Van Soest, P.v., Robertson, J., Lewis, B.: Methods for dietary fiber, neutral detergent fiber, and nonstarch polysaccharides in relation to animal nutrition. J. Dairy Sci. 74(10), 3583–3597 (1991)
Miller, G.L.: Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 31(3), 426–428 (1959)
Kim, S.M., Dien, B.S., Singh, V.: Promise of combined hydrothermal/chemical and mechanical refining for pretreatment of woody and herbaceous biomass. Biotechnol. Biofuels 9(1), 1 (2016)
Zhu, W., Zhu, J.Y., Gleisner, R., Pan, X.J.: On energy consumption for size-reduction and yields from subsequent enzymatic saccharification of pretreated lodgepole pine. Bioresour. Technol. 101(8), 2782–2792 (2010). https://doi.org/10.1016/j.biortech.2009.10.076
Luukkonen, A.: Development of a methodology to optimize low consistency refining of mechanical pulp. Ph.D. Thesis, University of British Columbia: (2011)
Öhgren, K., Bura, R., Saddler, J., Zacchi, G.: Effect of hemicellulose and lignin removal on enzymatic hydrolysis of steam pretreated corn stover. Bioresour. Technol. 98(13), 2503–2510 (2007)
Zhu, J.: Physical pretreatment—woody biomass sizereduction—for forest biorefinery. In: vol. 1067. pp. 89–107. ACS Symposium Series, (2011)
Han, Q.: Autohydrolysis pretreatment of lignocellulosic biomass for bioethanol production. Ph.D. Thesis, North Carolina State University: (2014)
Zhu, L.: Fundamental study of structural features affecting enzymatic hydrolysis of lignocellulosic biomass. Ph.D. Thesis, Texas A&M University (2006)
Acknowledgements
The authors would like to thank Mr. Alain Marchand and Bryan Brousseau for their assistance. They would also like to sincerely thank BiofuelNet for the grant support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chen, J., Adjallé, K., Barnabé, S. et al. Mechanical and Thermal Pretreatment Processes for Increasing Sugar Production from Woody Biomass Via Enzymatic Hydrolysis. Waste Biomass Valor 10, 2057–2065 (2019). https://doi.org/10.1007/s12649-018-0217-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-018-0217-x