
Abstract
Purpose
This work assesses the environmental benefits of including the recycling strategies for PV modules at the earlier design stage of PV grid-connected systems (PVGCS) considering simultaneously techno-economic and environmental criteria.
Methods
First, two case studies from dedicated literature have been selected based on the availability of the life cycle inventory, i.e., recycling of PV modules of crystalline silicon (c-Si) and cadmium telluride (CdTe) technologies. Second, different scenarios have been formulated by varying the mix of virgin and recycled PV modules. Third, following an ecodesign framework, a bi-objective (Energy production versus Energy Payback time) optimization approach for the design of PVGCS encompassing the recycling stage has been developed to assess the formulated scenarios. The ecodesign methodology couples the life cycle assessment method with a PVGCS design model, which is then embedded in an external optimization loop based on a multi-objective genetic algorithm, i.e., a NSGA-II variant.
Results
For c-Si, the recycling strategy significantly reduces the EPBT (a factor of 1.8 is observed from the 100% virgin to the 100% recycled scenario) when considering an identical PV module efficiency and a significant decrease in Global Warming Potential (GWP), expressed in g CO2 eq per kWh, is also observed with a 20% reduction in the more extreme case. For CdTe thin film modules, the results confirm the environmental benefit when recycling of glass cullet and copper is considered. Although PV recycling modules are energy intensive, their implementation compensate for the energy used for producing virgin modules.
Conclusion
This study confirms that the end-of-life management of PV modules must be thoroughly studied not only to determine the feasibility of the process but also to assess the environmental and economic benefits.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Institutional reports on energy and environment presented by the Intergovernmental Panel on Climate Change (IPCC) and the International Energy Agency (IEA) highlight the urgency for the energy transition to limit ongoing climate change. Energy production and use account for two-thirds of global greenhouse gas emissions. Therefore, transforming the energy sector is essential for addressing the climate challenge and requires global efforts to tackle climate change within the next decade and beyond, as recognized at the 21st Conference of the Parties (COP21) that took place in Paris in December 2015. There are several challenges that need to be addressed such as the supply of enough clean energy that helps to stave off global warming effects, the reduction of the high fossil fuel dependence with emphasis on energy security and independence. Part of this vision includes, of course, renewable energies. Solar energy is the renewable source that has the most important growth rate in the last decade [1]. This energy is the cleanest and most abundant renewable energy source available and can meet the annual energy consumption across the planet [2]. Photovoltaic (PV) systems use solar energy to generate electrical energy. PV technology represents an interesting alternative because it avoids greenhouse gas emissions during the use phase and has a lifetime estimated at 20–30 years [3]. In order to extend the use of this eco-friendly technology, the PV industry is constantly seeking for new PV materials and the improvement of cell design provides modules with higher efficiency at lower costs.
Nevertheless, emissions are generated by the use of fossil fuel-based energy during the manufacture of the components, building and subsequent recycling of the components [4–6]. The main environmental problems are found in the manufacturing processes of solar cells because of a large amount of energy consumed and the use of toxic chemical and scarce minerals [7, 8].
Indeed, it is important to consider what happens to PV modules and electric components during all their lifecycle from the raw material acquisition through the end-of-life (EoL) management. The EoL management constitutes another fundamental strategy for the development of the solar industry [9, 10]. From an environmental perspective, not only does this last step lead to waste reduction but also the use of recycled materials could contribute to energy saving and emission reductions in manufacturing processes. The use of secondary materials in production has the potential to mitigate scarcity of PV materials such as Indium, Gallium, and Tellurium but also to conserve energy and land resources [3, 11].
The most significant aspect is that recycled materials substitute primary materials, which allows conserving materials (especially for rare materials), energy and land resources. This possible replacement significantly reduces materials and energy needs in the extraction processes of raw materials. Even if PV recycling is still a young industry and only taking off, international and national laws such as the waste electrical and electronic equipment (WEEE) Directive (August 13, 2012) force to implement strategies for collection and recycling of electronic waste. Since 2014, all EU member countries have been implemented a national WEEE law, regulating for the first time PV modules and producers have been obliged to take back, for free, and recycle photovoltaic modules. As any other waste, the disposal of end-of-life PV modules needs to comply with European, national and local waste legislation.
In that context, organizations and companies such as PV CYCLE, CERES, First Solar and PV Recycling are engaged in recycling and offer different types of services for the collection, transportation, recycling and sale of material once it is treated.
Larsen [9] argues that PV recycling is not yet economically viable today, due to its long life expectancy (20–30 years) and the absence of a carbon pricing scheme. Unlike other industries, PV waste is unique because it has a long lag time from the time it is produced up to the time it is decommissioned. Some investigations such as the one reported in McDonald and Pearce [10] estimated the expected waste until 2038 assuming the historical percentages and efficiencies of thin film and silicon-based technologies and an end-of-life matching the warranty lag.
According to CERES, a pan-European organisation which collects and recycles used photovoltaic modules [11], from the installed capacities and under the assumption that an average lifespan of 17 years is considered, the volume of photovoltaic waste in Europe will exceed 5,500,000 tonnes in 2026 and more than 1 million tonnes of photovoltaic waste will need to be collected in 2027 and over 2 million tonnes in 2028.
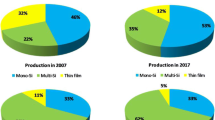
PV CYCLE 2014 annual report [12] informs that 10,430 tons of PV waste modules have been treated by all the members of the organization in Europe. Silicon-based PV module technology represents 79.7% of the volume while CdTe thin film technology contributes to 1.1%.
Despite the growing interest in new technologies for the PV panels recycling, the EoL phase is yet generally excluded from the studies on the life cycle of PV technologies as highlighted by some authors (e.g. [13]), mainly because the installations considered are relatively new and no data or limited information are available, mainly referring to small-scale recycling processes [14].
Given this panorama, the assessment of the environmental benefits from material recycling must be taken into account for quantifying the environmental performance of PV installations. This study is only devoted to the case of PV grid-connected systems (PVGCS), which are the most popular type of solar PV systems. Several methods and tools are available to assess environmental impacts and can help for decision support. Among them, LCA is viewed as a mature, systems-oriented and analytical tool assessing potential impacts of products or services using a life cycle perspective. LCA identifies and assesses the total environmental burdens associated with a product and/or a system, from the extraction of raw materials to the end of life. It identifies areas in which a product can be improved and contribute to the development of new products. This method allows comparing the environmental costs of different products, processes or systems, and analysing the different stages of the lifecycle of a product. LCA provides support elements for industrial policies, such as the choice of the design and improvement of products or the selection of a method of production, and guiding public actions. In LCA, the assessment of environment impacts is normalised by ISO 14044:2006 [15] following a four-step iterative process:
-
Defining the objectives and scope of the study. A functional unit to which emissions and removals are reported is used;
-
Life Cycle Inventory (LCI): inventory of material flow, emissions to air, water and soil and energy associated with the steps of the lifecycle relative to the functional unit used;
-
Impact assessment (LCIA) of the potential impacts from the flows of materials and energy identified;
-
Interpretation of results against targets selected to make recommendations.
By definition, LCA is a multicriteria-oriented analysis and gives the opportunity to assess a wide range of indicators, such as global warming potential (GWP), acidification, eutrophication, and land-use. Among the components of a PVGCS, PV modules contribute most largely to the environmental impacts as highlighted by the results presented by Fthenakis et al. [6]. The LCA of photovoltaic (PV) panels has been largely explored in several studies and has been adopted in this study.
In this context, this paper aims to quantify the environmental benefits related to the recycling strategies for PV modules at the earlier design stage based on a developed methodology for eco-design of PVGCS simultaneously integrating technical–economic and environmental criteria throughout its lifecycle.
Methods and Tools
The proposed framework is based on a 3-step process.
Selection and Assessment of Representative Recycling Processes of Spent PV Modules
First, a literature review has been carried out to identify and select large-scale industrial PV recycling processes for which life cycle inventory (LCI) data are available. These processes involve a combination of mechanical and chemical process steps. The manufacture of a product typically requires a mixture of primary resources and resources from the recycling phase of the same product or from another one. At EoL stage, several ways of treatments exist. The main difficulties for considering the recycling process in LCA studies are related to the choice of the boundaries for the different flows that can end in different product systems and to the allocation of the resulting impacts.
Recycling Process Modelling in LCA Methodology
To consider recycling process modeling within an LCA study, three schemes are generally reported [16]: closed loop, open loop, and semi-closed loop recycling. Figure 1 illustrates these schemes differing from where and how the recycled material is used again.

Three recycling schemes (inspired from [16])
-
1.
Closed loop recycling (Fig. 1a). Materials associated with a product are recycled and used again in the same product system. The material properties are not changed in comparison to the original primary material. The so-called bottle-to-bottle recycling is an example of closed loop recycling [17, 18].
-
2.
Open loop recycling (Fig. 1b). A recycled material goes to another product system and the initial material properties are changed. This material cannot be used in its original system. The recycled material does not yet replace all primary raw materials. Plastic recycling is a well-known open loop recycling example [19, 20].
-
3.
Semi-closed loop recycling (Fig. 1c). Recycled material is used in another product system without changing any material properties. This concerns the case of construction steel [16, 21].
Allocation Methods
The allocation or partitioning of environmental burdens between various co-products or processes with multiple inflows is a discussed subject in LCA methodology. The allocation of the benefits obtained in the recycling stage within a LCA study is extremely important for the final result of the impacts caused by a particular product with open loop recycling [22]. Currently, a diverse set of methods exists to address this challenge [16, 22, 23]. The most common approaches are:
-
1.
Cut-off method. All environmental impacts directly caused by the production of a product are assigned to that product. An eventual waste treatment, other than recycling, is allocated to the product as shown in Fig. 2a.
-
2.
Closed-loop method. Each product is equally responsible for the environmental impacts associated with primary material production, recycling, and final waste treatment. The burden is, therefore, an average impact, equally distributed among products and depending on the number of lifecycles studied. Figure 2b represents the product material flows and processes for two lifecycles. The environmental impacts of each one, applying the closed loop approach, will be a half of the sum of the primary material 1, recycling 1 and final waste treatment.
-
3.
Substitution method. This allocation method is based on the substitution of primary raw material by the reprocessed (secondary) material at the EoL stage: it occurs when a primary raw material is replaced by recycled material (Fig. 2c). It is also called the avoided burden or avoided impact method. This method is applied to materials which keep their inherent properties when they are recycled.

The easiest method to apply is the cut-off method, but the substitution approach is widely used in LCA studies where recycling at the EoL is involved [16, 24].
Other allocation methods such as system expansion, economic allocation, input-oriented, value-corrected substitution, or multiple recycling methods could be used (see [16] for more detail).
Formulation of Scenarios
For the case studies selected, the way to address and assess the benefits of the recycling strategy into the whole lifecycle of PVGCS is presented and different scenarios have been studied by varying the mix of virgin and recycled PV modules. The following assumptions have been considered to formulate feasible scenarios:
-
The recycling process does not alter the components of PV modules technologies e.g. wafer technology or electronic components, i.e. their inherent material properties;
-
The substitution method of allocation of environmental impacts is used: according to ISO 14044, the substitution (or avoiding) allocation method is recommended whenever possible. This method counts the benefits of the recycling material within the system boundaries. The recycled material will then offset the demand for an equivalent quantity of virgin material that could represent credits that the system under study would receive.
-
A product system does not fully recycle all materials that come available after use. To quantify the efficiency of an EoL system, the following indicators can be used:
Recycling efficiency (RE):
Recycling rate (RR):
PVGCS Ecodesign with Panel Recycling
As explained in a previous work [25], most of the studies dedicated to the design of PVGCS consider mainly one criterion: technical [26–28], economic [29–31] -oriented or based on environmental assessment [32–34]. The main purpose of our previous work consisted of generating alternative PVGCS configurations taking into account their techno-economic feasibility and environmental impact simultaneously from the earlier design phase.
Integrating the environmental dimension into system design can result in a complex process. The designer must ensure that the functions, techniques, and technological solutions are integrated in an appropriate manner while respecting the best possible environmental performance over the whole lifecycle of the system. Ecodesign is the term used to group together almost all the processes and approaches related to the integration of environmental considerations in product or system design. Thus, to reduce the environmental impacts of products and services throughout their lifecycle, while ensuring similar or improved services to the end customer.
The functional flow diagram of the overall ecodesign methodology has been adapted from our previous work to integrate the recycling process and its associated environmental impact (see Fig. 3).

Functional flow diagram of the proposed methodology [25]
The methodological choices that have been made will not be discussed here (see [25] for more detail). The proposed system coupled a simulation tool within an optimization module based on genetic algorithms for optimal configuration alternatives. The system involves the following steps:
Step #1: Solar radiation received by the system according to a specific geographic location is estimated.
Step #2: A mathematical PVGCS sizing mathematical model provides the annual energy generated from the characteristics of the system components and limitations on the design of the installation. This model estimates the produced energy taking into account the characteristics of the system, including the various losses, specifically mutual shading between sheds, the mismatch between modules, converters, and connecting lines.
Step #3: Technical and environmental criteria are evaluated. Evaluation is made according to the scenarios established for each PV module technologies as described previously.
Step #4: An optimization loop is implemented in order to generate a set of the best alternatives for the optimal configuration of PVGCS.
Step #5: The alternative that represents the best trade-off among the different alternatives is selected.
The main modifications are explained as follows.
Optimization Loop
In many real-life problems, the objectives under consideration conflict with each other. A reasonable solution is to investigate a set of alternatives that satisfies the objectives at an acceptable level without being dominated by any other solution. Genetic Algorithms (GA) are well suited to solve multi-objective optimization problems [35]. The ultimate goal of a multi-objective optimization algorithm is to identify the set of non-dominated solutions. A variant of NSGA-II developed for mixed problems environment was selected embedded in the so-called MULTIGEN environment previously developed by our research group [35]. The original methodology evaluates the annual energy produced (Q out ), the energy payback time (EPBT), and financial payback time (PBT) for the techno-economic performance, and the 15 mid-point IMPACT 2002+ [36] environmental categories as the environmental assessment following the LCA methodology.
Q out can be expressed as:
where Q MAX is the maximum incident energy that the facility can receive. LossPVη, LossDC/ACη, LossShading and LossMismatch represent respectively the amount of energy losses due to the four most important causes (module efficiency, inverter efficiency, shading and mismatch).
EPBT is the period needed by the renewable energy system to generate the same amount of energy (in terms of PE equivalent) as is consumed in its whole life cycle. To convert annual power generation (kWh) of electricity to primary energy, the efficiency of power plants in the country under consideration is taken into account [37].
PBT was selected because, in any project evaluation or capital budget, the estimation of the time to recover the initial investment is necessary for an investor:
The initial investment of the project considers the cost of all the components that make up the installation (PV modules, cables, mounting system, etc.), the construction and the edification cost and the cost of connection to the grid. Annual cash flow represents the income derived from selling all the energy production.
To perform the LCA study for PVGCS, the SimaPro software tool (v7.3) with the EcoInvent database was selected following the guidelines developed in [25] unless explicitly mentioned (i.e., for the recycling steps, collected data for the studied processes have been used from a literature analysis as presented in what follows).
Decision-Making
When moving from one optimal solution to another, there is always a certain amount of sacrifice of one objective to achieve a certain amount of gain in another. To select the alternative that represents the best trade-off among the different alternatives, applying a Multiple-Criteria Decision-Making (MCDM) tool has proved to be a solution in engineering applications. MCDM methods deal with the process of making decisions in the presence of multiple objectives. The objectives are usually conflicting and, therefore, the solution is highly dependent on the preferences of the decision-maker and must be a compromise. MCDM tools have been used for environmental applications [38, 39]. Among those considered, Technique for Order Preference by Similarity to the Ideal Solution (TOPSIS) is attractive because it requires only subjective input from decision makers, via the allocation of a weight to each objective, which makes it popular in engineering applications and ecodesign processes [40, 41]. M-TOPSIS [42], a variant of TOPSIS, was adopted in this work. This method requires a specific weight to each criterion taken into account. An equal weight has been considered here.
Development
Selection and Assessment of Representative Recycling Processes of Spent PV Modules
The works reported in the dedicated literature suggest that recycling processes for silicon-based and thin-film PV modules at EoL are technically possible [9, 43–45], have economic benefits [43], and have significant contributions to reduce the life cycle impact [44, 45].
A recent investigation [14] confirms that some recycling processes have been developed for silicon PV panels, but these are mainly at pilot stage. Moreover, these studies did not investigate in detail the life cycle inventories and the consequent potential life cycle impacts related to the recycling treatments. Information about the efficiency of the recycling and the achieved yields are generally lacking or incomplete. Yet, EoL has been recognised as a potential critical aspect for the lifecycle of the panels. The lack of information on recycling processes of PV modules in the literature is attributed to the fact that the photovoltaic industry is relatively young and a large number of PV modules have not yet reached the end of life.
From the reported works, only two full-scale processes have been most widely studied and are currently exploited commercially involving mechanical and chemical operations, i.e., on the one hand, Deutsche Solar (DS) that performs the treatment of crystalline silicon modules, and on the other hand, First Solar (FS) for the recycling of CdTe thin film panels. However, a detailed analysis of all the impacts related to such treatments in a lifecycle perspective is still missing in the literature as emphasized in [14]. The results found in the literature mention almost exclusively the global warming potential (GWP) expressed in tonnes of CO2 equivalent and the demand for primary energy (PE) in MJ as impact indicators. A brief description of selected cases is given as follows.
Crystalline Silicon PV Modules
Müller et al. [46] and Bombach et al. [47] present an analysis of the environmental impact of a recycling process for crystalline silicon PV modules. The data are based on the PV module recycling process of Deutsche Solar (DS) AG. Figure 4 displays the recycling process of DS. The process consists of two main steps. First, a furnace at 600 °C burns off the laminate to separate the module compound structure. This process makes easier the manual separation of solar cells, glass and metals. The metals and the glass are given to recycling partners for integration in the adequate material loops. During the thermal treatment, the furnace and the after-burner consume a significant amount of energy. The recovered cells are treated in the next step.

Recycling Process of DS [47]
The etching sequence involves removal metallization, removal antireflection layer, isotropic removal of pn-junction, surface finish, rinsing, and drying. The different chemicals required during this process are treated chemically and physically. Water and energy are consumed in the line and the gas washer. The resulting sludge is disposed of. A treatment plant receives the resulting water. Broken cells are also collected for reuse as raw materials for ingot growing after etching with a different technology.
Müller et al. [46] compare the energy consumption during the production of a module with new wafers and a module with recycled wafers. They concluded that, due to the recycling process, almost 75% of the necessary primary energy for wafer production could be saved. For the evaluation of the environmental impacts, the CML 2001 method of the Institute of Environmental Science in Leiden [48] was used in a standard crystalline PV module with 72 cells (12.5 × 12.5 cm), Tedlar as backside foil and an aluminium frame. Calculations were based on DS data as well as data from the Ecoinvent database. Inflows and outflows including the treatment of wastewater and used chemicals were considered. The environmental impact of recycling processes of glass and metals, as well as the amount of recovered wafers, are credited to the impacts of the recycling process, with a benefit of 59.2 kg CO2 eq per module recycled used.
Cadmium Telluride PV Modules
Held [49] conducted a LCA for the EoL phase of CdTe PV module following the recycling process established by FS. Figure 5 illustrates the simplified process flow chart of First Solar CdTe PV module recycling process. FS recycles spent CdTe PV modules by the mechanical and hydrometallurgical process. The process is divided into five main steps:

Flow chart of CdTe PV module recycling process developed by FS [49]
-
1.
Delamination by shredding and milling. The collected PV modules are reduced in a shredder and crushed in a hammer mill into small pieces from 4 to 5 mm.
-
2.
Extraction. The semiconductors films are removed physically in a rotating leach drum. Sulphuric acid (H2SO4) and hydrogen peroxide (H2O2) are added throughout the leach cycle to form a tellurous acid (H2TeO3).
-
3.
Solid–Liquid separation. After extracting the semiconductor materials, the liquids are separated from solid materials. A spiral classifier with an Archimedean screw allows the separation of the glass pieces from the liquid. The glass pieces are further treated to separate the laminate foil from the glass whereas the extracted liquor leaves to next step.
-
4.
Precipitation and filtration. The extracted liquor is treated by a three-stage precipitation process with an increasing pH using sodium hydroxide for pH control. The precipitated solution is thickened, so the solids settle and increase in a solids loading. The thickened slurry is filtered and ends up in a semiconductor material enriched filter cake and a liquid solution. The filter cake is stored and sent to third party companies to recover the metals. The liquid solution is transferred to wastewater treatment.
-
5.
Laminate foil/glass separation and rinsing. In the milling and crushing process, most of the laminate foil is already separated into large pieces from the glass. In a vibrating screen, the remaining laminate foil parts are separated from the glass cullet. The separated glass is then discharged and washed and sends to recycling.
Held [49] follows a substitution approach and considers the recycling and further treatment of clean glass cullet, lamination waste, and liquid waste. The recycling process for filter cake is not considered. However, it can be expected that the recovery of the metals provides a positive benefit.
The environmental benefits due to the glass cullet recycling are reflected by substituting primary material, which avoids environmental impacts and primary energy demand, and by a reduction of CO2 emissions in the melting process.
The recycling process for the junction box and lead wires is represented by material specific EoL treatments. Held [49] assumed that all plastic material is burned in a waste incineration plat. The recovery energy by the incineration is reflected as a credit for the substitution of electrical power and thermal energy from fossil fuels. A specific copper recycling process represents metal parts. Environmental benefits of secondary copper are accounted as a credit.
All primary data are based on industry data. Additional data are based on available GaBi 4 datasets. Life Cycle Inventory (LCI) is created in GaBi 4. The methodology for quantifying the environmental impact is CML2001 [48]. The functional unit used is 1 m² of spent CdTe modules. Table 1 displays the results of both cases. Negative values indicate that the environmental benefits constitute a credit within the life cycle assessment.
LCA principles will not be recalled here in detail. Only the necessary information to evaluate the environmental impacts associated with the recycling processes is mentioned. Even if the evaluation of all the environmental impacts that an LCA is likely to obtain is still impossible because of the lack of data on the Life Cycle Inventory phase for both recycling processes, the methodological guidelines of an LCA study have been adopted. A preliminary environmental assessment of the studied processes has thus been conducted.
Formulation of Scenarios
It must be emphasized that the works used for the selection of the case studies have considered different equivalent boundaries as well as a different functional unit. From the data reported by Held [49], it is not possible to perform the same analysis carried out for the case of c-Si reported by [46]. Held [49] just focuses on performing the LCA for the recycling process of PV module based on CdTe and does not perform the same analysis for the primary energy saved by the use of recycled material in the manufacture of new modules. Because of this situation, different scenarios for each case have been established.
For c-Si PV modules four scenarios are considered by changing the mix of PV modules used: (1)—PVGCS with 100% of PV modules with virgin wafers; (2)—PVGCS with 80% of PV modules with recycled wafers; (3)—PVGCS with 90% of PV modules with recycled wafers; and (4)—PVGCS with 100% of PV modules with recycled wafers. These recycling rates were considered from the information given by Solar World and PV CYCLE. Figure 6a represents the system boundary for scenario 1 in which credits from the recycling process are not considered. The inventory for this scenario only considers the material, energy, water and emissions flows from the manufacturing phase of the components to the energy generation phase. For the other three scenarios, the recycling phase is considered. A given percentage of recycled wafers is introduced to manufacture c-Si PV modules in order to reduce the needs of virgin wafers. (see Fig. 6b).

Process flow and system boundary for PVGCS with c-Si PV module. a 100% new wafer scenario. b New and recycled wafer mix scenario
For CdTe PV modules, the two scenarios proposed by Held [49] are investigated: including and excluding material recycling credits. Figure 7 shows the integration of recycling process within the system boundary for LCA. FS recycling process achieves a recycling rate of 95%. For this case study, the values presented in Table 1 are considered according to the scenario selected.

Process flow and system boundary for PVGCS with CdTe PV module
PVGCS Ecodesign with Panel Recycling
Selection of Objective Functions
The works that support the recycling processes are based on a different environmental assessment method i.e. the CML method, with partial information so that the environmental assessment cannot be performed using all the 15 IMPACT 2002 + mid-points as previously carried out in our investigation with no recycling. However, in order to integrate the recycling phase into the ecodesign framework, only the PE demand through EPBT and Q out are considered as objective functions.
GWP is not directly optimized but is correlated to PE (i.e. minimization of PE will lead to a reduction of GWP). PBT is not taken into account because of the current lack of reliable information on the cost of the recycling process of photovoltaic modules as well as the price of photovoltaic modules from recycled materials.
GWP, expressed in g CO2 equivalent, is obtained using SimaPro 7.3 environmental software tool by the equivalent coefficients fixed by the IMPACT 2002 + method.
Formulation of the bi-objective Problem
The bi-objective problem is formulated in Eq. (6) involving the maximization of the energy and the minimization of EPBT, which are antagonist criteria. The model considers a horizontal field without elevation, with a fixed length L and a fixed width W. It comprises K rows of solar collectors with a horizontal distance D between rows. Each collector has a length L C , a height H, and is tilted at an angle β with respect to the horizontal. (see Fig. 8).

Main parameters for PVCGS design [25]. a Position of two tilted sheds, b Solar collector configuration
Evaluation of Proposed Scenarios
Table 2 shows the main input parameter related to Fig. 3. The dimensions and characteristics of the five PV modules used are those selected in Perez-Gallardo et al. [25] (see Table 3). A 20-year lifetime is assumed for PV modules.
The considered values related to Eq. 6 are summarized in Table 4.
The common parameters of the GA used are determined following the guidelines suggested by Gomez [35]: a crossover rate of 90% and a mutation rate of 50%.
Crystalline Silicon PV Modules
The reference flow used in PV module processing was 1 m2 of PV module but the results of Müller et al. [46] are reported per module. An adjustment of the benefit reported is performed to fit with the same reference flow, i.e. 1 m2 of PV module. Considering the dimension of PV modules from Table 2, the new value results in a benefit of 52.62 kg CO2 eq per m² of PV module. It is assumed that the requirement of PE for a recycled module is 75% less than a PV module with new wafers. The same efficiency as the value for the new panels has been considered for the recycled panels. A bi-objective optimization run is performed.
Cadmium Telluride PV Modules
As in c-Si recycling case, the impact assessment method adopted in this work is not the same as the one mentioned in [49]. As previously, only GWP and PE categories are reported for further analysis.
Compared with the c-Si case, Held [49] just focuses on performing the LCA for the recycling process of PV module based on CdTe and does not perform the same analysis for the primary energy saved by the use of recycled material in the manufacture of new modules. Values are taken from Table 1.
Results
Table 5 shows the results of bi-objective optimization runs. The corresponding value of GWP is also presented in Table 5. The impact scores are divided by the energy produced during all the period of evaluation (20 years).
As it can be seen in Table 5, the use of recycled modules reduces significantly the EPBT (a factor of 1.8 is observed from the 100% virgin to the 100% recycled case). The yearly produced energy is approximately the same in all the optimization runs since the same efficiency has been considered for the recycled and new panels. Even if the GWP is not optimized, a significant reduction of its impact (per kWh of energy produced) is observed when recycling of PV modules is considered (a 20% reduction is observed in the more extreme case). These results justify and quantify the interest of c-Si PV panels recycling in the ecodesign strategy. Although PV recycling is energy intensive, its implementation compensates for the use of newly produced panels.
Cadmium Telluride PV modules
After performing the proposed methodology for this bi-objective case, the results show that the benefits due to material recycling and energetic recovery outweigh the impacts of the recycling process and therefore would lead to a reduction of the environmental profile of the overall CdTe PV module lifecycle. The results of both scenarios are presented in Table 6.
The results confirm the benefit related to the overall environmental impacts when recycling of material (glass cullet and copper) is considered. The gain concerning EPBT and GWP is not as significant as in the c-Si case. It must be yet highlighted that these results do not consider recycling of cadmium and tellurium included in the filter cake due to a lack of information.
When comparing the two technologies c-Si and CdTe for PVGCS configuration, it must be said that recycling can significantly influence the choice of a technology: recycling will undoubtedly favour c-Si not only from the yearly produced energy (and consequently the economic criterion) but also from the EPBT and related GWP criteria point of view.
Conclusion
Even if the average lifetime of PV modules can be expected to be more than 25 years, the disposal of PV systems will become a problem in view of the continually increasing production of PV modules. Photovoltaic (PV) systems are expected to play a major role in the renewed energy policies. That is why the environmental impacts of this kind of technology must be assessed from the design stage in order to minimize them by implementing global procedures of multicriteria optimization. An example is presented here focusing on the recycling phase of PV modules despite the limited data available to date. A study of strategies for recycling of PV modules has shown that only two industrial-scale recycling processes are currently operating, i.e., for crystalline silicon modules (c-Si) and Cadmium telluride (CdTe).
Concerning crystalline modules, the use of a recycling strategy reduces significantly the EPBT (a factor of 1.8 is observed from the 100% new to the 100% recycled case). It must be yet kept in mind that simplifying assumptions are considered in this preliminary study: the same efficiency has been considered for the recycled and new panels. This explains why the yearly produced energy is approximately the same in all the optimization runs. Even if the GWP is not optimized, a significant reduction of its impact (per kWh of energy produced) is observed when recycling of PV modules is considered (a 20% reduction is observed in the more extreme case). Although PV recycling is energy intensive, its implementation compensates for the use of newly produced panels.
This study confirms that PV modules EoL management must be thoroughly studied not only in terms of the feasibility of the process but also to assess the environmental and economic benefits. For example, it shows a significant gain on the GWP impact for the same energy productivity with crystalline silicon. Yet because only GWP is presented, it is, of course, difficult to conclude for the overall environmental impact. The proposed methodology is generic enough to be extended to other midpoint impact categories when the lack of Life Cycle Inventory data will be bridged. Some works such [14] presenting the application of the Life Cycle Assessment methodology to an innovative process to recycling PV waste panels go into this direction.
Of course, we are aware that an economic study of the recycling strategy must be investigated in order to have a more comprehensive view for decision-making. Due to the lack of reliable economic data, it was no possible to do it. These first results demonstrate the need to continue encouraging producer responsibility not only in the PV manufacturing sector but also in the entire energy industry.
Abbreviations
- AC:
-
Alternating Current
- c-Si:
-
Crystalline Silicon
- CdTe:
-
Cadmium telluride
- D:
-
Distance between collector rows, m
- DC:
-
Direct Current
- D min :
-
Minimum distance between collector rows, m
- DS:
-
Deutsche solar process
- E max :
-
Maximum collector height above ground, m
- EoL:
-
End-of-life
- EPBT:
-
Energy payback time
- FS:
-
First solar process
- GA:
-
Genetic Algorithms
- GWP:
-
Global Warming Potential
- H :
-
Collector height, m
- H m :
-
PV module height, m
- H max :
-
Maximum collector height, m
- K :
-
Number of solar collector rows
- L c :
-
Collector length, m
- LCA:
-
Life cycle assessment
- L m :
-
PV module length, m
- MCDM:
-
Multiple-Criteria Decision-Making
- PBT:
-
Financial Payback Time
- PE:
-
Primary energy
- PV:
-
Photovoltaic
- PVGCS:
-
PV grid-connected system
- Q out :
-
Yearly output energy of the field (kWh)
- RR:
-
Recycling rate
- W:
-
Solar field width, m
- β :
-
Collector inclination angle (°)
- η :
-
PV module efficiency (%)
References
REN21: The first decade: 2004–2014, 10 years of renewable energy progress, Paris, France (2014)
EPIA: Solar generation 6. Solar photovoltaic electricity, Netherlands (2011)
Goe, M., Gaustad, G.: Strengthening the case for recycling photovoltaics: an energy payback analysis. Appl. Energy 120, 41–48 (2014)
de Wild-Scholten, M.J., Alsema, E.: Towards cleaner Solar PV. Refocus 5(5), 46–49 (2004)
Fthenakis, V.M., Kim, H.C.: Photovoltaics: life-cycle analyses. Sol. Energy 85, 1609–1628 (2011)
Fthenakis, V.M., Kim, H.C., Alsema, E.: Emissions from photovoltaic life cycles. Environ. Sci. Technol. 42, 2168–2174 (2008)
Zhong, Z.W., Song, B., Loh, P.E.: LCAs of a polycrystalline photovoltaic module and a wind turbine. Renew. Energy 36, 2227–2237 (2011)
Union of Concerned Scientists (UCS) Environmental impacts of renewable energy technologies. http://www.ucsusa.org/clean_energy/our-energy-choices/renewable-energy/environmental-impacts-solar-power.html#.V_KPzlvGAoA. Accessed 3 Oct 2016
Larsen, K.: End-of-life PV: then what? Renew. Energy Focus. 10, 48–53 (2009)
McDonald, N.C., Pearce, J.M.: Producer responsibility and recycling solar photovoltaic modules. Energy Policy. 38, 7041–7047 (2010)
Bilimoria S, Defrenne N. The evolution of photovoltaic waste in Europe. Study 1305–01. S&T Consulting and CERES (2013). http://www.sandtconsulting.eu/app/download/6093396/The+evolution+of+photovoltaic+waste+in+Europe.pdf. Accessed 31 Mar 2017
PV CYCLE: Annual report 2014, Brussels(2015)
Kim, H.C., Fthenakis, V., Choi, J.K., Turney, D.E.: Life cycle greenhouse gas emissions of thin-film photovoltaic electricity generation: systematic review and harmonization. J. Ind. Ecol. 16(S1), S110–S121, (2012)
Latunussa, C.E.L., Ardente, F., Blengini, G.A., Mancini, L.: Life cycle assessment of an innovative recycling process for crystalline silicon photovoltaic panels, Sol. Energy Mater. Sol. Cells 156, 101–111, ISSN 0927–0248 (2016)
International Standard Organization: ISO 14044:2006, Environmental management-life cycle assessment- requirements and guidelines (2006)
Ligthart, T.N., Ansems, T.A.M.M.: Modelling of recycling in LCA. In: Post-Consumer waste recycling and optimal production, p. 294. InTech (2002)
Komly, C.-E., Azzaro-Pantel, C., Hubert, A., Pibouleau, L., Archambault, V.: Multiobjective waste management optimization strategy coupling life cycle assessment and genetic algorithms: application to PET bottles. Resour. Conserv. Recycl. 69, 66–81 (2012)
La Mantia, F.P.: Closed-loop recycling. A case study of films for greenhouses. Polym. Degrad. Stab. 95, 285–288 (2010)
Williams, T.G.J.L., Heidrich, O., Sallis, P.J.: A case study of the open-loop recycling of mixed plastic waste for use in a sports-field drainage system. Resour. Conserv. Recycl. 55, 118–128 (2010)
Ha, K.H.: Open-loop recycling to apply refrigerator plastics from post-consumer waste polypropylene. Mater. Des. 35, 310–317 (2012)
Chen, B., Yang, J., Ouyang, Z.: Life cycle assessment of internal recycling options of steel slag in Chinese Iron and Steel Industry. J. Iron Steel Res. Int. 18, 33–40 (2011)
Vogtländer, J.G., Brezet, H.C., Hendriks, C.F.: Allocation in recycling systems an integrated model for the analyses of environmental impact and market value. Int. J. Life Cycle Assess. 6, 1–12 (2001)
Nicholson, A.L., Olivetti, E.A., Gregory, J.R., Field, F.R., Kirchain, R.E.: End-of-life LCA allocation methods†¯: open loop recycling impacts on robustness of material selection decisions. In: Sustainable systems and technology, pp. 1–7. IEEE (2009)
Frischknecht, R.: LCI modelling approaches applied on recycling of materials in view of environmental sustainability, risk perception and eco-efficiency. Int. J. Life Cycle Assess. 15, 666–671 (2010)
Perez-Gallardo, J.R., Azzaro-Pantel, C., Astier, S., Domenech, S., Aguilar-Lasserre, A.: Ecodesign of photovoltaic grid-connected systems. Renew. Energy 64, 82–97 (2014)
Mondol, J.D., Yohanis, Y.G., Norton, B.: The impact of array inclination and orientation on the performance of a grid-connected photovoltaic system. Renew. Energy 32, 118–140 (2007)
Notton, G., Lazarov, V., Stoyanov, L.: Optimal sizing of a grid-connected PV system for various PV module technologies and inclinations, inverter efficiency characteristics and locations. Renew. Energy 35, 541–554 (2010)
Weinstock, D., Appelbaum, J.: Optimization of solar photovoltaic fields. J. Sol. Energy Eng. 131, 031003 (2009)
Mondol, J.D., Yohanis, Y.G., Norton, B.: Optimising the economic viability of grid-connected photovoltaic systems. Appl. Energy 86, 985–999 (2009)
Kornelakis, A., Marinakis, Y.: Contribution for optimal sizing of grid-connected PV-systems using PSO. Renew. Energy 35, 1333–1341 (2010)
Weinstock, D., Appelbaum, J.: Optimization of economic solar field design of stationary thermal collectors. J. Sol. Energy Eng. 129, 363 (2007)
Ito, M., Komoto, K., Kurokawa, K.: Life-cycle analyses of very-large scale PV systems using six types of PV modules. Curr. Appl. Phys. 10, S271–S273 (2010)
Kannan, R., Leong, K.C., Osman, R., Ho, H.K., Tso, C.P.: Life cycle assessment study of solar PV systems: an example of a 2.7kWp distributed solar PV system in Singapore. Sol. Energy 80, 555–563 (2006)
Pacca, S., Sivaraman, D., Keoleian, G.A.: Life Cycle assessment of the 33 kw photovoltaic system on the dana building at the University of Michigan, Michigan (2006)
Gomez, A., Pibouleau, L., Azzaro-Pantel, C., Domenech, S., Latgé, C., Haubensack, D.: Multiobjective genetic algorithm strategies for electricity production from generation IV nuclear technology. Energy Convers. Manag. 51, 859–871 (2010)
Jolliet, O., Margni, M., Charles, R.: IMPACT 2002+: a new life cycle impact assessment methodology. Int. J. LCA 8, 324–330 (2003)
Bhat, I.K., Prakash, R.: LCA of renewable energy for electricity generation systems—a review. Renew. Sustain. Energy Rev. 13, 1067–1073 (2009)
Huang, I.B., Keisler, J., Linkov, I.: Multi-criteria decision analysis in environmental sciences: ten years of applications and trends. Sci. Total Environ. 409, 3578–3594 (2011)
Huang, Y.P., Poh, K.L., Ang, B.W.: Decision analysis in energy and environmental modeling. Energy 20, 843–855 (1995)
Morales Mendoza, L.F., Perez Escobedo, J.L., Azzaro-Pantel, C., Pibouleau, L., Domenech, S., Aguilar-Lasserre, A.: Selecting the best portfolio alternative from a hybrid multiobjective GA-MCDM approach for new product development in the pharmaceutical industry. In: 2011 IEEE symposium on computational intelligence in multicriteria decision-making (MDCM), pp. 159–166. IEEE (2011)
Ahmadi, M.H., Dehghani, S., Mohammadi, A.H., Feidt, M., Barranco-Jimenez, M.A.: Optimal design of a solar driven heat engine based on thermal and thermo-economic criteria. Energy Convers. Manag. 75, 635–642 (2013)
Ren, L., Zhang, Y., Wang, Y., Sun, Z.: Comparative analysis of a novel M-TOPSIS method and TOPSIS. Appl. Math. Res. Express. 2007, 10 (2007)
Marwede, M., Reller, A.: Future recycling flows of tellurium from cadmium telluride photovoltaic waste. Resour. Conserv. Recycl. 69, 35–49 (2012)
Sander, K., Schilling, S., Reinschmidt, J., Wambach, K., Schlenker, S., Müller, A., Springer, J., Fouquet, D., Jelitte, A., Stryi-Hipp, G., Chrometzka, T.: Study on the development of a take back and recovery system for photovoltaic products, (2007). PV Cycles, Brussels
Granata, G., Pagnanelli, F., Moscardini, E., Havlik, T., Toro, L.: Recycling of photovoltaic panels by physical operations. Sol. Energy Mater. Sol. Cells. 123, 239–248 (2014)
Müller, A., Wambach, K., Alsema, E.: Life cycle analysis of solar module recycling process. Mater. Res. Soc. Symp. Proc. 895, 2–4 (2006)
Bombach, E., Röver, I., Müller, A., Wambach, K., Kopecek, R., Wefringhaus, E.: Technical experience during thermal and chemical recycling of a 23 year old PV generator formerly installed on Pelllworm island. In: 21st European Photovoltaic Solar Energy Conference, pp. 2048–2053. Dresden, Germany (2006)
Centre of Enviromental Science: CML: Characterization and normalization factors (2001)
Held, M.: Life cycle assessment of CdTe module recycling. European Photovoltaic Solar Energy Conference, pp. 21–25. Hamburg, Germany (2009)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Perez-Gallardo, J.R., Azzaro-Pantel, C. & Astier, S. A Multi-objective Framework for Assessment of Recycling Strategies for Photovoltaic Modules based on Life Cycle Assessment. Waste Biomass Valor 9, 147–159 (2018). https://doi.org/10.1007/s12649-017-9878-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-017-9878-0