
Abstract
The aim of this research was to evaluate the potential of using castor husk as raw material for particleboard production un/mixed with pine wood considering anatomical, physical and chemical characteristics. The particleboards were produced with five different levels of castor husk content (0, 25, 50, 75 and 100 %) in association to pinewood. The adhesive urea formaldehyde and paraffin content were applied at 8 and 1 %, respectively. The particleboards were pressed under a pressure of 3.92 MPa and 160 °C of temperature for 8 min. Properties of castor husks particleboards such as density, modulus of rupture, modulus of elasticity, water absorption (2 and 24 h) and thickness swelling (2 and 24 h) were investigated. There were no statistical differences between the densities of the particleboards. The castor husk particleboards produced with 75 and 100 % had lower mechanical strength. In general, the addition of castor husk particles in particleboards improved their physical properties; although the thickness swelling for all samples met the requirements stipulated by EN 312 standard. Overall, mechanical strength of particleboards decreased with higher castor husk content. Castor husk may be added up to 50 % to pine wood in order to produce particleboards suitable for internal applications. The study concluded that it is feasible to produce particleboards with castor husk in combination to pinewood for production of particleboards.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The industries of reconstituted wood panels have used, in most of cases, the planted forests wood, mainly the genera Pinus sp. and Eucalyptus sp. [20]. With the growth of the sector, it is necessary to search for new lignocellulosic materials that can contribute to supply the needs of the industries. Considering the shortage and pressure to decrease the wood dependence, there is an interest in other renewable materials, such as agricultural wastes, which are produced on a large scale worldwide.
Brazil is a basically agroindustrial country which shows in its territory several products such as wheat, soy, corn, coffee, and others. Among the diverse agricultural products cultivated is the castor (Ricinus communis L.), which has a high importance in castor oil production, used by the chemical industries worldwide [29].
The oil is used in the manufacture of a wide range of products such as pharmaceuticals or polymers of high commercial value [33] and is currently considered as a crop with great potential for biodiesel production [23].
The major castor seed producers of the world are India, China, Brazil and Mozambique [28]. In 2014, the Brazilian production of castor seed was approximately 37,600 t [9]. The processing of this culture has been generating a significant amount of agricultural wastes, such as the castor husk.
An alternative application for this waste could be the production of composite materials, such as the particleboards, which add value to the product, reduce the production cost in industry, and consequently become the industry more competitive in the economic setting [19, 25].
The review conducted by [34] shows the dedication of studies on non-wood lignocellulosic materials in production of reconstituted panels. The authors presented more than 1000 researches associated to the topic in the last 100 years. Currently, different researchers have reported the utilization of agricultural wastes in particleboards production, such as sugarcane bagasse [19], rice husk [17] maize cob [26, 27], coffee husk [18], castor stalk [11], peanut husk [12], corn straw [30], and bamboo particle [32].
The castor husks could be a potential alternative material for being applied in particleboards production, due to the fact that it is a residue mainly composed by cellulose and lignin. The impossibility for some uses, such as in feeding, due to the low nutrient content, adds a potential as a sustainable raw material for castor husks particleboard production. The aim of this study was to evaluate the potential of using castor husk as raw material for particleboard production un/mixed with pine wood considering anatomical, physical and chemical characteristics.
Materials and Methods
Harvesting and Sampling of Raw Materials
The castor husks were collected from Engineering Department, Biodiesel Sector of Federal University of Lavras (UFLA). 25 year-old pine trees (Pinus oocarpa) were obtained from experimental planting at UFLA.
Basic Density of Materials
The basic density of pine wood was obtained according to the methodology described in NBR 11941 [1].The density of castor husk particles was determined as described in the same standard with some adjustments in obtainment of volume (water displacement of particles).
Chemical Composition of Lignocellulosic Materials
The contents of total extractives, lignin and ashes of the castor husk and pine wood for chemical characterization (retained on the 60 mesh sieve) were determined. The total extractives content was obtained according to the methodology described in [3]. Mineral/ash content and lignin content followed the [5] and [4] standards respectively.
Morphological Analysis
The castor husk structure was visualized by light optical microscopy (LM) in order to identify the layers morphology of the particles obtained. A Leica DM4000B compound light optical microscope (Olympus BX51) was used for the initial investigation of the morphology of the particles.
Obtaining and Processing of Lignocellulosic Particles
Pinus oocarpa logs were sectioned into small logs of 55 cm length. Then, they were steamed at 60 °C for 24 h and 2.0 mm thick rotary cut veneers were obtained from these steamed logs. The veneers and castor husk were transformed in particles by a hammer-mill containing a sieve (2 mm aperture).
The particles of both materials were sieved for selection of the fraction that was retained in a 40 mesh (0.420 mm) in order to remove fine and uniform particle sizes. After these procedures, the particles were dried at 100 °C ± 5 until they reach a moisture level of approximately 3 % (dry weight basis).
Production of Castor Husk Particleboards
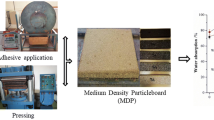
After determining the mass of each particleboard components, the particles were placed in a rotating drum for application of the adhesive by spraying. In all treatments production, 8 % of urea–formaldehyde (based on dry weight of particles) was used as adhesive (solid content 57 %, viscosity 261.4 cP, and pH 9.5).
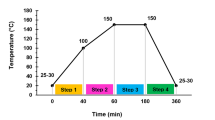
After blending, the mixtures of particles with resin were put in the mold of 480 mm × 480 mm × 15 mm and manually compressed at 0.4 MPa at room temperature using a hydraulic press machine. The resulting sheet was then subjected to a hot compression cycle at a temperature of 160 °C, pressure of 3.94 MPa, for 8 min.
The particleboards were then dried at room temperature before trimming to the required size. After trimming, the samples were conditioned at temperature of 22 ± 2 °C and a relative humidity of 65 ± 5 % and posteriorly tested for strength and water absorption abilities.
Three panels with a nominal density of 700 kg m−3 were made for each treatment produced in five different associations of Pinus oocarpa and castor husk (Table 1).
Determination of Castor Husk Particleboards Properties
The procedures for determination of WA, and TS outlined in the [6] were followed. Test specimens of 150 mm × 150 mm × 15 mm were soaked in water for 2 and 24 h. At the end of immersion period, the specimens were removed from water and then measured and weighed.
Internal bond (IB) of castor husk particleboards was determined as per [6] procedures, while the properties modulus of rupture (MOR) and modulus of elasticity (MOE) for bending were evaluated as per [8] standard (distance between supports: 200 mm; loading: 5.0 mm/min).
Determination of Apparent Density and Compaction Ratio
Apparent density of castor husk particleboards was determined as per [6] procedures. The value was determined through the average density of each specimens used for evaluation of physical and mechanical properties. The compaction ratio was obtained through the relation between the panel density and the density of composition material.
Experimental Design
An experiment in a complete randomized design was used to generate five experimental treatments. Each treatment was replicated three times prior to testing. ANOVA and regression analysis were carried out to investigate the effect of castor husk addition on the properties of particleboards.
Results and Discussion
Characterization of Lignocellulosic Materials and Particleboards
Analyzing the values of chemical components found in this research, the higher amount of extractives and ashes of castor husk in comparison to pinewood was considerable. Extractives are hydrophobic compounds of low molecular weight which can occur in minimal or significant levels and depend on the species and geographical location of plants [13].The material ash content does not affect directly the performance of the adhesive bond. However, materials such as silica may cause excessive wear of the saw during the obtainment of the samples [14].
Another important result is the lower amount of lignin in castor husk (Table 2). Lignin is responsible for providing mechanical and biological resistance, and has hydrophobic properties necessary for the functioning of the conductive water cell [22, 24].
The significant difference in the chemical composition may influence the physical and mechanical properties of particleboards. The values found for chemical composition of pinewood in the present work were according to [21] (25.18 % lignin, 4.38 % total extractives and 1.26 % ash). The values observed for chemical analysis of castor husk in this study were consistent with [10] studying the use of waste from biodiesel production feed, finding values of 24.1 % extractives, 7.7 % lignin, 9.7 % ash for castor husk.
In addition of chemical composition of materials, the morphology and arrangement of the anatomical elements may also influence the properties of particleboards. The micrograph shows three layers of cells forming the fruit pericarp of castor (Fig. 1).

Typical light microscopy (LM) image showing details of castor husk structure with magnification of ×80
In the external part (epicarp), multiple layers of juxtaposed fibers with variable morphology can be seen, probably suberized, which may hamper the WA. Additionally, the internal part (endocarp) shows multiple layers of juxtaposed, multi-layered, flat and lignified cells, which confers hydrophobicity. The mesocarp, located between the internal and external part, is composed of columnar cells perpendicularly arranged to the endocarp cells. This arrangement, associated to the epicarp suberisation and the endocarp lignification, promotes lower WA.
The ANOVA showed significant difference between the properties of WA and TS (2 and 24 h) for different panels (Figs. 2, 3, 4, 5).

Average and standard deviation values of WA2h at different levels of castor husk content. *Significant P value at 5 % significance level

Average and standard deviation values of WA24h at different levels of castor husk content. **Significant P value at 1 % significance level

Average and standard deviation values of TS2h at different levels of castor husk content. **Significant P value at 1 % significance level

Average and standard deviation values of TS24h at different levels of castor husk content. **Significant P value at 1 % significance level
Scatolino et al. [26], studying particleboards composed by different percentage of maize cob (0, 25, 50, 75 and 100 %) in association to pine wood, using urea formaldehyde adhesive, observed the same trend for TS obtained in this research. These authors explain that the trend was due to the gradual increase in compaction ratio and the high amount of extractives present in maize cobs.
The amount of extractives (see Table 2), coupled with the morphology and arrangement of the anatomical elements of castor husks as previously discussed (see Fig. 1), were the factors which provided lower WA in particleboards containing the waste material in composition. Furthermore, the addition of castor husk particles in the panels improved the physical properties as a result of the gradual increase in compression ratio (Table 3) by increasing the proportion of castor husk particles, which gradually decreases the porosity of panels.
Although the increase of castor husk amount in particleboards composition improved the physical properties evaluated, the adhesive used in production of the panels was urea formaldehyde, which restricts the utilization of these materials to indoor environments (including furnitures) according to [7].
The apparent density of the panels ranged from 611 to 646 kg m−3, therefore all panels produced showed medium density (551–750 kg m−3), according to [2] standard. There was no statistical difference between the average apparent densities of the panels from different treatments. Oppositely, there was a significant difference between the compaction ratio of the different treatments, and only the 100Pw and 25Ch_75Pw were in accordance with the ideal values (1.3–1.6) indicated by [15].
The values found for basic density of castor husk and pine wood were 247 and 473 kg m−3, respectively. These basic density values may interfere significantly on particleboards properties. With the high content of castor husk particles, the compaction ratio of panels was increased, consequently, causing a decrease in pore content.
The third order polynomial regression obtained for the MOR and MOE properties were significant and showed a decrease of values in panels 75Ch_25Pw and 100Cw (Figs. 6, 7), while for IB it was not significant (Fig. 8).

Average and standard deviation values of MOR at different levels of castor husk content. **Significant P value at 1 % significance level

Average and standard deviation values of MOE at different levels of castor husk content. *Significant P value at 5 % significance level

Average and standard deviation values of IB, at different levels of castor husk content. ns No significant P value at 5 % significance level
The significant decrease of MOR and MOE in panels 75Ch_25Pw and 100Ch can be explained by the low lignin content (see Table 3), the anatomical arrangement of castor husk cells (see Fig. 1a, b) and the low basic density of castor husk. Lignin increases the rigidity of the panel, since it operates as a buffer of cellulose microfibrils limiting movement parallel to the grain and increasing the mechanical resistance to external forces [31].The low amount of lignin present in the agricultural waste, contributes to the weak consolidation of particles, since the lignin is responsible for increasing the rigidity of the cell wall [16, 30].
Similarly, the anatomical arrangement acted as a barrier for water penetration, it may also hamper the penetration of the adhesive and its connection with the hygroscopic regions of cellulose, castor husk particles are suberized, thus it is very likely that the adhesive could not properly penetrate into particle structure hindering mechanical hooks of the adhesive, decreasing the mechanical properties.
The low basic density of castor husk directly influences in cell wall thickness and therefore in strength and stiffness of the material. This may be another determining factor for the low values obtained for MOE and MOR in panels 75Ch_25Pw and 100Ch.
Decreases in MOR and MOE with increases in the proportion of alternative biomass mixed with wood for particleboard production have already been reported in the literature [26].
Only panels 75Ch_25Pw did not reach the minimum required by [7] for MOR. The other treatments met the standard requirements for the properties MOR (13 MPa), MOE (1600 MPa) and IB (0.35 MPa).
Conclusion
This study investigated the potential of using castor husk as raw material for conventional particleboard production un/mixed with pine wood using urea formaldehyde.
Castor husk significantly improved the physical properties of WA and TS of particleboards. The panels 100Ch presented better physical properties.
The panels 75Ch_25Pw and 100Ch had significant decreases in mechanical properties MOR and MOE. The castor husk content did not affect the values of IB. Overall, there was a loss of mechanical strength of particleboard with castor husk increase. However, these panels (except 75Ch_25Pw) can be applied indoors (including furnitures). It can be concluded that the castor husk as substitute to the pine wood for production of particleboard was is viable. This renewable and environmentally friendly raw material could be a promising alternative to the declining wood supply. As the concurrent increasing consumption of woody materials due to the increasing world population, maximum gain must be obtained from natural sources. Additionally, further studies need to be carried out on the following fields; (1) feasibility studies on economic status of castor husk particleboards; (2) studies on the properties of castor husk when mixed with other agricultural wastes such as maize cob and coffee husks.
Abbreviations
- ABNT:
-
Associação brasileira de normas técnicas
- ANOVA:
-
Analysis of variance
- ANSI:
-
American National Standards Institute
- ASTM:
-
American Society for Testing and Materials
- CEN:
-
European Committee for Standardization
- FAO:
-
Food and Agriculture Organization of the United Nations
- IB:
-
Internal bond
- MOR:
-
Modulus of rupture
- MOE:
-
Modulus of elasticity
- TS:
-
Thickness swelling
- UFLA:
-
Federal University of Lavras
- WA:
-
Water absorption
References
ABNT: Associação brasileira de normas técnicas. NBR 13999: Papel, cartão, pastas celulósicas e madeira - Determinação do resíduo (cinza) após a incineração a 525°C. Rio de Janeiro (2003)
ABNT: Associação brasileira de normas técnicas. NBR 14810- Chapas de madeira aglomerada (2002)
ABNT: Associação brasileira de normas técnicas. NBR 14853: Madeira - Determinação do material solúvel em etanol-tolueno e em diclorometano e em acetona. Rio de Janeiro (2010)
ABNT: Associação brasileira de normas técnicas. NBR 7989: Pasta celulósica e madeira - Determinação de lignina insolúvel em ácido. Rio de Janeiro (2010)
ABNT: Associação brasileira de normas técnicas. NBR 11941: madeira – determinação da densidade básica. Rio de Janeiro (2003)
ASTM D-1037: Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials(2006)
CEN: European Committee for Standardization. EN 312: Particleboards—specifications (2003)
DIN: Normen fur Holzfaserplaten Spanplatten Sperrholz. DIN 52362: Testing of Wood Chipboards Bending Test, Determination of Bending Strength (1982)
FAO: Food and Agriculture Organization of The United Nations. http://faostat3.fao.org/browse/Q/QC/E (2015). Accessed 21 Mar 2016
Gomes, F.H.T.: Chemical-Bromatological Composition and In Situ Degradation of Co-products Nutrients from Castor and Physic Nut Biodiesel Production. Monograph (Graduation in Agronomy). Federal University of Ceará (2007)
Grigoriou, A., Ntalos, G.A.: The potencial use of Ricinus communis L. (Castor) stalks as a lignocellulosic resource of particleboards. Ind. Crops Prod. 13, 209–218 (2002)
Guler, C., Buyuksari, U.: Effect of production parameters on the physical and mechanical properties of particleboards made from peanut (Arachis hypogaea L.) husk. BioResources 6, 5027–5036 (2011)
Hardell, H.L., Nilvebrant, N.O.: A rapid method to discrimination between free and esterified fatty acids by pyrolytic methylation using tetramethyl ammonium acetate or hydroxide. J. Anal. Appl. Pyrol. 52, 1–14 (1999)
Iwakiri, S.: Painéis de madeira reconstituída. UFPR, Curitiba (2005)
Maloney, T.M.: Modern Particleboard and Dry-Process Fiberboard Manufacturing. Miller Freeman, San Francisco (1993)
Mani, S., Tabil, L.G., Sokhansanj, S.: Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 30, 648–654 (2006)
Melo, R.R., Santini, E., José, H., Clovis, R., Martins, S.D.: Propriedades físico-mecânicas de painéis aglomerados produzidos com diferentes proporções de madeira e casca de arroz. Ciência Florestal 19, 449–460 (2009)
Mendes, R.F., Mendes, L.M., Guimarães Júnior, J.B., Mori, F.A., César, A.A.S.: Effect of the incorporation of coffee husks on the physico-mechanical properties of Eucalyptus urophylla S.T. Blake particleboards. Ciênc. Agrotec. 34, 610–617 (2010)
Mendes, R.F., Mendes, L.M., Guimarães Júnior, J.B., Santos, R.C., César, A.A.S.: Efeito da associação de bagaço de cana, do tipo e do teor de adesivo na produção de painéis aglomerados. Ciência Florestal 22, 161–170 (2012)
Mendes, R.F., Mendes, L.M., Mendonça, L.L., Guimarães Júnior, J.B., Mori, F.A.: Qualidade de painéis aglomerados homogêneos produzidos com a madeira de clones de Eucalyptus Urophylla. Cerne 20, 329–336 (2014)
Morais, S.A.L., Nascimento, E.A., Melo, D.C.: Análise da madeira de Pinus oocarpa parte I – estudo dos constituintes macromoleculares e extrativos voláteis. Rev. Árvore. 29, 461–470 (2005)
Neutelings, G.: Lignin variability in plant cell walls: contribution of new models. Plant Sci. 181, 379–386 (2011)
Shrirame, H.Y., Panwar, N.L., Bamniya, B.R.: Biodiesel from castor oil—a green energy option. Low Carbon Econ. 2, 1–6 (2011)
Sakagami, H., Kushida, T., Oizumi, T., Nakashima, H., Makino, T.: Distribution of lignin-carbohydrate complex in plant kingdom and its functionality as alternative medicine. Pharmacol. Ther. 128, 91–105 (2010)
Samson, A.B., Hans-Wolf, R.: Fibers of coffee husk and hulls for the production of particleboard. Mater. Struct. 43, 1049–1060 (2010)
Scatolino, M.V., Silva, D.W., Mendes, R.F., Mendes, L.M.: Maize cob utilization for production of particleboard. Ciência Agrotecnologia 37, 330–337 (2013)
Sekaluvu, L., Tumutegyereize, P., Kiggundu, N.: Investigation of factors affecting the production and properties of maize cob-particleboards. Waste Biomass Valoriz. 5, 27–32 (2014)
Severino, L.S., Auld, D.L.: A framework for the study of the growth and development of castor plant. Ind. Crops Prod. 46, 25–38 (2013)
Severino, L.S., Freire, M.A.O., Lucena, A.M.A., Vale, L.S.: Sequential defoliations influencing the development and yield components of castor plants (Ricinus communis L.). Ind. Crops Prod. 32, 400–404 (2010)
Silva, D.W., Farrapo, C.L., Ribeiro, D.P., Mendes, R.F., Mendes, L.M., Scolforo, J.R.S.: MDP com partículas de eucalipto e palha de milho. Sci. For. 43, 853–862 (2015)
Sweet, M.S., Winandy, J.E.: The influence of degree of polymerization (DP) of cellulose and hemicellulose on the strength loss of fire-retardant-treated wood. Holzforschung 53, 311–317 (1999)
Teodoro, R., Raabe, J., Silva, D.W., Mendes, R.F., Tonoli, G.H.D.: Functionally graded MDP panels using bamboo particles. Key Eng. Mater. 668, 39–47 (2016)
Vijaya, K.P., Ramakrishna, Y.S., Rao, B.V.R., Victor, U.S., Srivastava, N.N., Subba Rao, A.V.M.: Influence of moisture, thermal and photoperiodic regimes on the productivity of castor beans (Ricinuscommunis L.). Agric. Forest Meteorol. 88, 279–289 (1997)
Youngquist, J.A., English, B.E., Scharmer, R.C., Chow, P., Shook, S.R.: Literature review on use of nonwoodplant fibers for building materials and panels. General Technical Report FPL–GTR-80 (1994)
Acknowledgments
The authors thank to the Fundação de Amparo à Pesquisa do Estado de Minas Gerais – FAPEMIG, Coordenacão de Aperfeiçoamento de Pessoa de Nível Superior – CAPES, Conselho Nacional de Desenvolvimento Científico e Tecnológico – CNPq, Brazilian Research Network in Lignocellulosic Composites and Nanocomposites – RELIGAR and PPGBiomat – Programa de Pós Graduação em Engenharia de Biomateriais.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Silva, D.W., Scatolino, M.V., do Prado, N.R.T. et al. Addition of Different Proportions of Castor Husk and Pine Wood in Particleboards. Waste Biomass Valor 9, 139–145 (2018). https://doi.org/10.1007/s12649-016-9742-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-016-9742-7