
Abstract
Indium sulfide thin films were prepared by chemical bath deposition method on glass substrates for about 40 min as deposition time and 60 °C as deposition temperature. The films were post-annealed at different temperatures such as 100 °C, 200 °C, 300 °C and 400 °C, for about 1 h. Structural and optical properties of In2S3 thin films after post-annealing process have been investigated. The crystallinity and nanostructures of the films were studied by using X-ray diffraction, scanning electron microscopy, energy-dispersive X-ray spectroscopy and atomic force microscopy analysis. Optical reflectance and transmittance of layers were measured in the wavelength of 300–1100 nm by spectrophotometer instrument. Kramers–Kronig relations were used to calculate the optical constants. The X-ray diffraction measurements showed transformation of an amorphous nature to a crystalline structure by increasing the annealing temperature. The atomic force microscopy images showed by increasing the annealing temperature, the roughness of the thin films increased. The scanning electron microscopy images revealed that growth rate increased consistently with the increase in annealing temperature and well-dispersed quasi-spherical nanoparticles with high agglomeration rate are formed at 400 °C. The energy-dispersive X-ray spectroscopy results show reduction in the S/In ratio from 1.61 to 1.49 when annealing temperature increased. Optical results showed the highest optical band gap of 3.65 eV was achieved at the highest annealing temperature (400 °C).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Indium sulfide (In2S3) is an III–VI semiconductor material with an n-type electrical conductivity. This semiconductor has a direct and large band gap that can be varied from 2 to 3.25 eV [1,2,3] by the addition of some elements such as oxygen or Na. Because of its good photoconductive properties, high transparency in the visible spectral region and chemical stability, In2S3 was appeared to be suitable to use in photovoltaic industries, optoelectronic and photoelectron chemical solar cell devices [4]. The electrical and optical properties of a β-In2S3 single crystal are stable at normal temperatures, and its band gap energy is about 1.98 eV [5]. In2S3 can exist in several polymorphs; thus, it is expected that the physical properties of In2S3 films significantly are dependent on the preparation conditions.
In2S3 thin films have been prepared by different methods such as physical vapor deposition (PVD), photochemical deposition (PCD) technique [6], spray pyrolysis [7], atomic layer epitaxy [8], atomic layer deposition [9], reactive evaporation [10], ionic layer gas atomic reaction (ILGAR), thermal evaporation [11, 12], modulated flux deposition [13] and chemical bath deposition (CBD) [14]. Chemical bath deposition is a promising method to deposit semiconductor films, such as CdS and In2S3, on different substrates at low temperature [15]. CBD has unique advantages such as low temperature deposition and uniform and stoichiometric films over large areas. CBD is also a useful and effective method that can be easily scaled up.
In this study, effects of post-deposition annealing on deposited In2S3 thin films by CBD method were studied. The structural and optical properties of prepared thin films were systematically investigated as a function of annealing temperature.
The material properties can be enhanced by annealing processes. Post-annealing process causes improvement in the film’s crystallinity and increases the grain size. Therefore, annealing of the films at optimized conditions could improve the film’s quality with reduced surface roughness and defects present in the films [16]. In fact, the values of surface roughness and grain size can be controlled by adjusting the annealing temperature.
By studying the reflectance spectra of the deposited films on solid surfaces, optical constants (real and imaginary part of refractive indexes n and k) can be determined [17]. There are many different methods for determining the optical constants of materials. One of the most common techniques that have been used to determine the optical constants over the whole measurement range is Kramers–Kronig analysis [18].
The deposited films have been characterized by different techniques such as X-ray diffraction (XRD), scanning electron microscopy (SEM), energy-dispersive X-ray spectroscopy (EDS), atomic force microscopy (AFM) and optical spectra by spectrophotometry. (The optical parameters are calculated by Kramers–Kronig relations.)
Deposition conditions significantly have effect on the physical properties of In2S3 films. These results could help in controlling the structural parameters according to suitable morphological properties requirements for photovoltaic and other applications.
2 Experimental details
In2S3 thin films were prepared by CBD method on glass substrates. Prior to deposition, all glass substrates were ultrasonically cleaned in acetone and then ethanol. Aqueous solution containing thioacetamide (TA) and indium chloride (InCl3) was used as sources of S2− and In3+, respectively, and acetic acid was used as complex agent of the In3+. The resulting solution was diluted to 100 mL with water distillated. Deposition parameters were: [InCl3] = 25 mM; [TA] = 350 mM; acid acetic = 300 mM. During the deposition, the bath temperature was constant at 70 °C and deposition time was 45 min. After deposition, the films were annealed at different temperatures such as 100 °C, 200 °C, 300 °C and 400 °C under vacuum for about 1 h. Phase structure of the deposited In2S3 films was identified using an X-Ray X’ pert MPD diffractometer (CuKα radiation, λ = 0.15 406 nm) in the range of 10° to 80° with step size of 0.02. Nanostructures were investigated by SEM (S-3400, Hitachi, Japan). Surface physical morphology was obtained by means of AFM (Dual Scope TM DS, 95-200/50). Reflectance of the films was determined with UV–Vis spectrophotometer (Hitachi, U-3310) instrument. Kramers–Kronig relations were derived to calculate optical properties such as α, n, k and optical band gap energy.
3 Results and discussion
3.1 Structural analysis
3.1.1 X-ray diffraction analysis
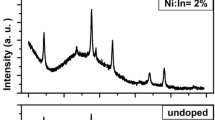
Figure 1 shows the XRD patterns of as-grown and annealed In2S3 films at different annealing temperatures such as 100 °C, 200 °C, 300 °C and 400 °C, respectively. In2S3 crystallizes in three phases, namely α, β and γ. The γ-In2S3 phase is stable at temperatures above 754 °C, α-In2S3 phase is stable at temperatures between 420 and 754 °C while β-In2S3 is stable at temperatures below 420 °C [19]. β-In2S3 crystal is a defect spinel lattice with a large number of vacancies [20], which can be seen as a quasi-ternary compound consisting of S, In and vacancies.

XRD patterns of In2S3 thin films produced by CBD method at different annealing temperatures: (a) as deposited, (b) 100 °C, (c) 200 °C, (d) 300 °C and (e) 400 °C
It is seen that the as-grown film has an amorphous structure. No characteristic peaks show up in the XRD patterns of the as-deposited samples. It is due to the low thermal energy, which is insufficient for significant crystallization [21].
Diffractogram of as-deposited In2S3 thin film depicts amorphous nature even after annealing at 100 °C and crystalline structures at 200 °C, 300 °C and 400 °C under vacuum.
For the annealed sample at 200 °C, the crystallization begins. The amorphous structure transforms to crystalline structure which indicates the arrangement of atoms into volume. X-ray diffraction pattern shows a low-intensity peak at 2θ = 31.78° related to the (300) crystalline plane of the tetragonal In2S3 phase.
According to X-ray diffraction pattern for the annealed film at 300 °C, few minor peaks are observed at 2θ = 15.23°, 33.75° and 48.33° that are related to the (101), (220) and (440) orientations, respectively, corresponding to tetragonal β-In2S3.
The crystallization is more evidence for the annealed film at 400 °C. The new peaks obtained at 2θ = 12.08°, 13.51°, 15.09° and 25.21° are corresponding to crystallographic orientations of (111), (103), (101) and (109), respectively, which are related to tetragonal β-In2S3 phase (JCPDS: 73-1366) with (101) plane as its preferred orientation.
It seems that the intensity of X-ray diffraction peaks increases with annealing temperature. This may be due to thermal energy increase enough for crystallization and the grain growth.
3.1.2 Energy-dispersive X-ray spectroscopy
The elemental analysis of as-grown and annealed In2S3 thin films was carried out by employing energy-dispersive spectroscopy (EDS). The EDS analysis revealed that the annealing temperature had a significant influence on the stoichiometry of the grown films (Fig. 2). The data showed the presence of In and S elements and other impurity elements.

EDS images of In2S3 on glass thin films produced by CBD method at different annealing temperatures: (a) 100 °C, (b) 200, (c) 300 °C and (d) 400 °C
All films were nearly stoichiometric, and the S/In ratio decreased from 1.61 to 1.49 (bulk In2S3) with the increase in annealing temperature. The presence of Si and O elements in all samples was a sign of glass substrates in our experiments. The S/In ratio of annealed sample at 400 °C shows that the film is sulfur-deficient. The strongly decreasing sulfur content is due to its high volatility. In fact, the improvement in crystallinity of this film could be attributed to a rapid reaction of S vapor with In which would lead to β-In2S3 phase.
The post-annealing process carried out in vacuum is leading to additional loss of sulfur due to re-evaporation from the film [22, 23].
3.1.3 Scanning electron microscopy analysis
Figure 3 shows scanning electron microscopy of In2S3 on glass thin films produced by CBD method at different annealing temperatures such as 100 °C, 200 °C, 300 °C and 400 °C, respectively. As shown in Fig. 3(a), nucleation sites of the In2S3 grains were observed. After 1-h annealing, small grains are visible on the surface of the film. By increasing the annealing temperature to 200 °C and 300 °C (shown in Fig. 3(b, c)) and increasing the ion energy, nucleation increased and grain growth occurred. Small spherical nanoparticles were coalescence and clusters formed. At 400 °C annealing temperature (Fig. 3(d)), there was a noticeable increase in the grain size. At this temperature, in addition to the nucleation and growth, coalescence and re-nucleation appear which has led to the formation of cavities.

Scanning electron microscopy of In2S3 on glass thin films produced by CBD method at different annealing temperatures: (a) 100 °C, (b) 200, (c) 300 °C and (d) 400 °C
3.1.4 Atomic force microscopy analysis
AFM data provide a high-magnification three-dimensional image of a solid surface and can examine the film morphology, roughness and grain size.
Figure 4 shows atomic force microscopy images of In2S3 on glass thin films at different annealing temperatures such as 100 °C, 200 °C, 300 °C and 400 °C, respectively. The as-deposited In2S3 thin films are continuous and homogeneous and show a slight roughness. It is observed from the images that the average height of the roughness profile increases with annealing temperature because of correlation between smaller particles.

Atomic force microscopy images of In2S3 on glass thin films produced by CBD method at different temperatures: (a) 100 °C, (b) 200, (c) 300 °C and (d) 400 °C
However, in the case of the annealed films at different temperatures, the surface had a completely different morphology. The films annealed at higher temperature have a granular surface morphology. The morphology became coarser, and the height of distribution has changed when the annealing temperature was increased. It can be seen that the surface roughness increases with the increase in annealing temperature. The average roughness of as-deposited thin films was ~ 1.8 nm, but after annealing at 400 °C, the average roughness increased to ~ 4.19 nm. It seems due to aggregations of smaller crystallites.
4 Optical properties
It is common knowledge that the Kramers–Kronig relations connect real and imaginary parts of an analytic function describing some causal physical processes [23, 24]:
The complex reflectivity r in polar form is given by:
where R is the normal incidence reflectance and θ is the phase angle, which at energy E0 can be calculated rigorously from the Kramers–Kronig integral:
where E is the photon energy, provided that the reflectance R(E) is known for all energies. However, since R is not known over the entire energy range, it is necessary to extrapolate R(E) to infinite energies, usually by a power law. One can use an extrapolation which will force the optical or dielectric constants to agree with some independent measurements at a particular energy. For example, ellipsometric measurements on metals will yield ε1, ε2 or n, k directly. In order to calculate θ(ω) from Eq. (2), the following procedure can be adopted. At very low energies, we assume that the reflectance at zero energy approaches unity. At high energies, when the incident photon energy is higher than certain energy E2, the reflectance is determined from free electron asymptotic limit [25]:
Substituting Eq. (2) in K–K Eq. (3), we have:
Hence, if E2 is known, the θ(E) can be calculated. If the film thickness is taken as a known parameter, then for calculation of the real and the imaginary parts of the reflective index of the thin film (n2, k2), two equations at one frequency are required. By substituting the known values of θ(E) and R(E) in Eq. (1), the reflectance index r(E) can also be determined with reference to the reflectance equation for a thin film [23] as:
where r1, r23, r31, r12, r23 and r31 are Fresnel reflectance indices [24] for air film, film–substrate and substrate–air boundaries and d2 and d3 are the film and the substrate thicknesses, respectively. In the case of normal incidence, we have:
The complex refractive index of any layer is written as
Here, the real part n is the refractive index and specifies the phase velocity, while the imaginary part κ is called the extinction coefficient or mass attenuation coefficient that shows the amount of attenuation when the electromagnetic wave propagates through the material.
When the real and imaginary parts of the refractive index are determined, one can calculate the other optical constants. The results for optical properties are as follows:
Figure 5(a) shows the reflectance curves of In2S3 films deposited on glass substrates at different annealing temperatures such as 100 °C, 200 °C, 300 °C and 400 °C. As it can be seen, the increase in annealing temperature completely affects the reflectance spectra. It is seen that by increasing the annealing temperature, reflectance decreases. That is because of the formation of voids by increasing the annealing temperature. Experimental absorption coefficient is given as:
where c is the velocity of light and k(E) is the imaginary part of refractive index.

Reflectance for In2S3 layers with different annealing temperatures
The absorbance coefficient curves of indium sulfide films annealed at different temperatures are shown in Fig. 5(b). With the increase in annealing temperature, transmittance increases and absorbance decreased. This decrease is because of the formation of more voids on the films. The lowest absorbance coefficient belongs to film that annealed at 400 °C temperature. Figure 6(a) shows real part of refractive index (n), for In2S3 thin films at different annealing temperatures and other same deposition conditions. Here different curves correspond to different annealing temperatures. General trend of all curves is the same. By increasing the annealing temperature and formation of porous layers, real part of refractive index (n) decreased. In Fig. 6(b), we depict the imaginary part of refractive index (k), for In2S3 thin layers of different annealing temperatures. By increasing the annealing temperature, the surface of the layers becomes full of void fractions so a rough surface appears which leads to a decreasing trend for the imaginary part of refractive index.

Real part of refractive index for In2S3 layers with different annealing temperatures
Figure 7 illustrates calculations of the optical band gap energy (Eg) for the layers in this work, which has been obtained by:
where ν is the frequency, Eg is the optical band gap and m (= 2) is a constant. The optical band gaps calculated for annealed samples at different temperatures are shown in Table 1.

Band gap energy of In2S3 layers with different annealing temperatures
Increasing the annealing temperature leads to the increase in band gap energy that means more semiconductor films are produced. The increase in the optical band gap shows that the conductivity decreases with the increase in annealing temperature.
It is believed that the increase in band gap energy can contribute to the scattering [26].
It is also dependent on the morphology of the nanostructures [27].
It is found that the crystalline film was rougher than the amorphous film because of its grain growth at higher annealing temperature. The surface roughness causes reduction in mean free path lengths of scattered electrons [28].
5 Conclusion
In this work, thin In2S3 films on glass substrates were prepared by chemical bath deposition (CBD) method, at different annealing temperatures such as 100 °C, 200 °C, 300 °C and 400 °C for about 60 min. The influence of annealing temperature on structural and optical properties and the relation between nanostructures and optical properties of In2S3 thin layers were investigated.
The XRD spectrums revealed that the films are amorphous in nature and exhibited improved crystallinity with tetragonal structure after annealing. The SEM images showed good uniformity and enhanced grain size with the increase in annealing temperature.
Morphology of films was changed by increasing the annealing temperature. RMS roughness of layers was increased by increasing the annealing temperature. The lower S/In ratio at higher annealing temperature (400 °C) shows that the film is sulfur-deficient, resulting from the evaporation of sulfur from the film.
The optical parameters of produced films were calculated by Kramers–Kronig relations on reflectivity curves in UV–Vis light wavelength range and correspondence energy range. By increasing the annealing temperature, reflectance decreases because of the formation of undesirable voids under deposition conditions. Optical band gap energy increases by increasing the annealing temperature that means more semiconductor films are produced.
References
J George, K S Joseph, B Pradeep, T I Palson Phys. Stat. Sol. A 106 123 (1988)
E B Yousfi, T Asikainen, V Pietu, P Cowache, M Powlla, D Lincot Thin Solid Films 361 183 (2000)
N Barreau, J C Bernede, S MarsilIac J. Cryst. Growth 241 51 (2002)
M I Hossain Chalcogenide Lett. 9 185 (2012)
M Ichimura, A Nakamura, K Takenchi, E Arai Thin Solid Films 384 157 (2001)
R Kumareasan, M Ichimura, N Stato, P Ramasamy Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 96 37 (2002)
N Kamoun, R Bennaceur, M Amlouk, S Belgacem, N Mliki, J M Frigerio, M C Theye Phys. Status Solidi A Appl. Res. 169 97 (1998)
N Bouguila, H Bouzouita, E Lacaze, A BelHadj Amara, H Bouchriha, A Dhouib J. Physique III 7 1647 (1997)
N Naghavi, R Henriquez, V Laptev, D Lincot Appl. Surf. Sci. 222 65 (2004)
T Asikainen, M Ritila, M Leskela Appl. Surf. Sci. 82/83 122 (1994)
J.George, K S Joseph, B Prodeep, T I Palson Phys. Status Solidi A Appl. Res. 106 123 (1988)
A A Elshazly, D Abdelkady, H S Metoually, M A M. Segman J. Phys. Condens. Mater. 10 5943 (1998)
C Guille´an, T Garico, J Herrero, M T Gutie´rrez, F Briones Thin Solid Films 112 451 (2004)
J H Kim, D Shin, B T Ahn Curr. Appl. Phys. 16 1040 (2016)
H Kangarlou, M Motallebi Agh Gonbad, A Abdollahi Mater. Sci. Semicond. Process. 1 1 (2015)
S Rasool, K Saritha, K T Ramakrishna Reddy, M S Tivanov, A V Trofimova, S E Tikoto, L Bychto, A Patryn, M Maliński, V F Gremenok Curr. Appl. Phys. 11 16 (2018)
O A Castelo-Gonaz´ lez, H C Santacruz-Ortega, M A Quevedo-Lo´pez M Sotelo-Lerma J. Electr. Mater. 41 695 (2012)
E Jalili, H Kangarlou, P Esmaili Optik 127 11235 (2016)
D Diehl, R Nitsche J. Crystal Growth 20 38 (1973)
K S J B M Kambas Phys. Status Solidi (b) 105 291 (1981)
M T Bhatti, A M Rana, A F Khan Mater. Chem. Phys. 84 126 (2004)
E Li ta, J E Sanchez J. Appl. Phys. 85 876 (1999)
G B Arfken, H J Weber Mathematical methods for physics (Port Harcourt: Harcourt Science and Technology Company) (2001)
E D Palik Handbook of optical constants of solids (Cambridge: Courtesy Academic Press Inc) (1985)
LWard The optical constants of bulk materials and films (Philadelphia: Institute of Physics) (1988)
C C Ting, S Y Chen J. Appl. Phys. 88 4628 (2000)
G Zhang, K Lu, X Zhang, W Yuan, M Shi, H Ning, R Tao, X Liu, R Yao, J. Peng Micromachines 9 377 (2018)
S. Asgary, M. Hantehzadeh, M. Ghoranneviss, A. Boochani Rare Metals 40 1 (2016)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Nasiri Sarvi, M., Esmaili, P. & Asgary, S. Effect of annealing on structural and optical properties of indium sulfide thin layers produced by chemical bath deposition method. Indian J Phys 94, 1545–1552 (2020). https://doi.org/10.1007/s12648-019-01601-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12648-019-01601-9