
Abstract
Preparing a highly textured, flawless YBa2Cu3O7 (YBCO) layer by ion-beam-assisted deposition (IBAD) requires a substrate with a smooth surface. In this paper, smooth tapes of Hastelloy C-276, a common template alloy, were prepared by electrochemical polishing, and the surface roughness the tapes was investigating by atomic force microscopy and scanning electron microscopy. By analyzing these results, it was discussed how the processing parameters affect the surface roughness, and it is found the following optimized processing parameters: current density of 0.104 A·cm−2, temperature of 50 °C, plate spacing of 9 cm and time of 150 s. With these optimized parameters, the substrate roughness decreases to less than 5 nm, meeting the requirements of IBAD.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The second-generation high-temperature superconductor YBa2Cu3O7 exhibits great potential for practically applications such as cables and magnets. Ion-beam-assisted deposition (IBAD) has become the leading technique for fabricating templates for coated conductors. Producing high-performance coatings requires a smooth surface [1,2,3,4]: a high-quality substrate made from a metal alloy must have a root-mean-squared (RMS) roughness of less than 5 nm over a 5 µm × 5 µm area [5,6,7,8]. Hastelloy C-276 is widely utilized as metal substrates of coated conductor in IBAD technique. However, the Hastelloy C-276 alloy substrates cannot meet these requirements because of limits in rolling technology, so it requires a surface treatment. Therefore, to further develop the second-generation high-temperature superconductors, we must produce an alloy substrate with a high-quality surface.
In attempts to produce smooth surfaces, many methods have been explored, including mechanical polishing, chemical polishing, and electrochemical polishing [9,10,11,12,13,14]. Unfortunately, mechanical polishing leaves contaminants or stresses in the surface layer [15,16,17,18], and chemical polishing has relatively low efficiency, so they are not suitable for polishing Hastelloy C-276 substrates. In contrast, electrochemical polishing has shown promise in processing long tapes because of its high productivity and stability [19, 20]. The quality of an electrochemically polished surface depends on many factors such as the liquid composition and the processing parameters, including voltage, current, temperature, and time [21,22,23,24,25,26].
Qu et al. [27] has used phosphoric acid (85 vol%), glycerol (15 vol%), and additives to polish the metal tapes, which has made its surface roughness (R a ) less than 9 nm. American superconductor has also set up a continuous electrochemical polishing system.
In previous work, the surface roughness (R a ) of 4.5 nm was obtained by the polishing solution of phosphoric acid, sulfuric acid and citric acid [28]. To further produce an alloy substrate with a high-quality surface, currently electrochemical polishing was perform with a polishing liquid of phosphoric acid, sulfuric acid and chromic acid. Chromic acid was used as a complexing agent to accelerate the precipitation of metal ions. Through this work, the processing parameters for electropolishing Hastelloy C-276 were explored and optimized. These results are valuable for thoroughly understanding the surface reactions on Hastelloy C-276 substrates during electropolishing.
2 Experimental
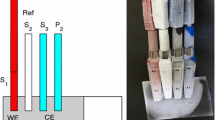
The substrates of Hastelloy C-276 metal tapes (ZAPP Co., Ltd., Germany) with a width of 1 cm and thickness of 70 µm were chosen, and then they were cut into substrates with dimensions of 8 cm × 1 cm. The original roughness of Hastelloy C-276 metal tapes is about 20 nm. Before electropolishing, the substrate was rinsed in acetone in an ultrasonic bath for 1 min at room temperature, dehydrated with alcohol, and then dried in an air stream. The polishing liquid was mainly composed of phosphoric acid (80 vol%), sulfuric acid (10 vol%) and chromic acid (10 vol%). Electropolishing was performed in a batch electrochemical cell (YB1730A 5A), in which a Hastelloy sample was served as an anode, and a lead plate as a cathode. After connecting the substrate and a lead plate to the current leads, the substrate was immersed in the electrolyte, fixed at a depth of 5 cm. The bath temperature was controlled by a thermostat, as shown in Fig. 1.

Polishing device diagram
The surface of the substrate was characterized using X-ray diffractometer (XRD, D8 Bruker Advance) with Cu Kα radiation. The surface of the substrate was observed with scanning electron microscope (SEM, QUANTA-450), and its surface roughness (R a ) was measured with atomic force microscope (AFM, ICON).The AFM scanning range was 5 µm × 5 µm, and the final data are averages of measurements from five points.
3 Results and discussion
3.1 Relationship of voltage and current
To understand the reaction on Hastelloy C-276 surface, we the voltage–current (U–I) relationship was measured by gradually increasing the voltage between the poles [29, 30], as shown in Fig. 2. This characteristic curve is divided into four stages: the AB stage is the corrosion stage, where increasing the voltage increases the electric current; the metal atoms lose electrons and turn into ions, as follows:

Voltage–current (U–I) curve on Hastelloy C-276 surface
The BC stage is the mucous membrane formation stage in which increasing the voltage decreases the current. The anodic dissolution rate is higher at the electrode interface near the ion diffusion velocity. This behavior causes the metal ions to gradually gather near the metal surface between the metal surface and polishing solution, forming a liquid-membrane diffusion layer. In this diffusion process, the diffusion speed becomes uniform. With voltage increasing, the polishing current remains constant (0.52 A), as shown in Fig. 2. Thus, it is believed that CD stage is suitable for polishing:
In this stage, the Hastelloy surface becomes smoother because a viscous layer forms near the surface, which has high resistance. The surface peaks correspond to a thinner viscous layer, letting a higher current density pass via the peaks and accelerating the reaction. The oxides react instead of the metal, and oxygen begins to appear with the surface reaction.
The DE stage is the electrolytic corrosion stage, where the final rise in current with potential increasing is caused by oxygen evolution. The high applied potential caused by these bubbles causes surface pitting and obstructs current paths.
3.2 Optimization of electrochemistry polishing parameters
3.2.1 Temperature
The quality of an electrochemically polished surface depends on many factors, and temperature is the most important one [31]. Electrochemical polishing was performed at various temperatures from 20 to 70 °C. Various studies have proposed that electrochemical polishing generally occurs at the potential of CD stage. As such, the voltage was fixed to 3.2 V for 90 s. Figure 3 shows how the temperature of the polishing solution affects the surface roughness. With temperature increasing, the roughness decreases and then becomes plateaued. When the temperature is too low (less than 40 °C), the dissolution rate of metal is too slow; when the temperature is too high (above 60 °C), the viscosity of the polishing liquid may decrease, causing surface pitting corrosion, as shown in Fig. 4. As such, 40–60 °C is an ideal temperature range to produce a metal alloy substrate with a high-quality, smooth surface.

Roughness (R a ) as a function of electrolyte solution temperature at 3.2 V

AFM images of samples electropolished at temperatures of a 30 °C, b 40 °C, c 50 °C and d 60 °C
The essential mechanism of electro-polishing is anodic dissolution, and the dominant parameter for dissolution is current density. At 50 °C, increasing current density decreases the roughness. Because a high electrolyte temperature may accelerate dissolution, increasing the current density will offer more Mn+ benefiting in the electropolishing.
3.2.2 Plate spacing and polishing time
To study the plate spacing and polishing time, the electrochemical polishing was fixed at 50 °C, 3.2 V and 0.104 A·cm−2 with the plate spacing varying from 5 to 11 cm. As the plate spacing increases, the roughness first decreases and then increases. The R a value is minimized at a plate spacing of 9 cm, as shown in Fig. 5 a. When the spacing is too small, the edge of the substrate is overly polished; when the spacing is too large, the electropolishing does not produce any obvious effect. Thus, reasonable plate spacing is 9 cm.

Variation of R a with a changing plate spacing (L) and b changing time (t)
The polishing time was also varied to 60, 90, 120, 150 and 180 s. With polishing time increasing, the surface roughness decreases. Polishing for 150 s produces a very smooth surface, with a R a value of 2.3 nm, as shown in Fig. 5 b. Polishing for longer time does not achieve good results, so the suitable polishing time is 150 s.
Before cleaning, the surface had some yellow material. This material could be dissolved in water and broke off easily after drying. Because the film thickness varies during polishing, very little Ni is dissolved during the concave part, and selective dissolution of Ni occurs during the current part under the action of current. In this step, Ni atoms break away and move to the outside of the lattice. In sulfuric acid and chromic acid under the action of the phosphoric acid dehydration, which generates pyrophosphate, Ni ions are diffused to the surface through the membrane and react with phosphoric acid to produce mainly Ni2P2O7, as shown in Fig. 6. The phosphoric acid is dehydrated to form pyrophosphatic acid, which reacts with Ni ions to generate Ni2P2O7. This process makes the metal surface smooth.

XRD pattern of Hastelloy C-276 after electrochemical polishing
Figure 7 shows SEM image of the surface after polishing, revealing that it is smooth and level. After polished with the optimized parameters, the substrate roughness decreases to less than 3 nm, meeting the requirements of IBAD. The smoother surface of the substrate produces an IBAD–YSZ buffer layer with better biaxial alignment.

SEM image of sample after polishing
Based on the results and discussion, the R a value of the Hastelloy C-276 alloy substrate can be changed by controlling the anodizing factors: current density, solution temperature, polishing time and plate spacing. By optimizing these factors, Hastelloy C-276 substrates suitable for superconductor applications were produced.
4 Conclusion
Hastelloy C-276 alloy substrates were polished in a concentrated sulfuric acid solution to optimize the polishing conditions. It is found the suitable current density, the key parameter in electrochemical polishing, to be 0.104 A·cm−2. The other recommended electro-polishing conditions are an electrolyte temperature of 50 °C, current density of 0.104 A·cm−2, plate spacing of 9 cm and time of 150 s. Polishing with these parameters produces a level, bright surface with a surface roughness of 2.3 nm over a 5 µm × 5 µm area. By controlling these three factors, Hastelloy C-276 substrates with varying roughness can be produced.
References
Kim KT, Lim JH, Kim JH, Joo J, Nah W, Ki BJ, Jun BH, Kim CJ, Hong GW. Development of cube-textured Ni-W alloy substrates for YBCO-coated conductor. Physica C. 2004;412–414(9):859.
Liu M, Meng Y, Zhao Y, Li FH, Gong YL, Feng L. Electropolishing parameters optimization for enhanced performance of nickel coating electroplated on mild steel. Surf Coat Technol. 2015;286:285.
Wang P, Tian H, Suo HL, Ren C, Liang YR, Ma L, Liu M. Cube texture evolution of Ni5 W alloy substrates and La–Zr–O buffer layer of YBCO-coated conductors. Rare Met. 2016. doi:10.1007/s12598-016-0790-8.
Tian H, Suo HL, Wulff AC, Grivel JC, Mishin OV, Jensen DJ. Comparative characterization of CuNi substrates for coated conductors. J Alloys Comp. 2014;601(601):9.
Fenga F, Shia K, Xiaoa SZ, Zhang YY, Zhao ZJ, Wang Z, Wei JJ, Han Z. Fractal analysis and atomic force microscopy measurements of surface roughness for Hastelloy C276 substrates and amorphous alumina buffer layers in coated conductors. Appl Surf Sci. 2012;258(8):3502.
Wang QY, Bai SL, Zhao YH, Liu ZD. Effect of mechanical polishing on corrosion behavior of Hastelloy C22 coating prepared by high power diode laser cladding. Appl Surf Sci. 2014;303(6):312.
Hu YN, Zhou H, Liao LP, Deng HB. Surface quality analysis of the electropolishing of cemented carbide. J Mater Process Technol. 2013;139(1):253.
Gaitzsch U, Jens H, Hühne R, Rodig C, Freudenberger J, Holzapfel B, Schultz L. High alloyed NiW substrates for low AC loss applications. Supercond Sci Technol. 2013;26(8):625.
Bhattacharjee PP, Ray RK, Tsuji N. Cold rolling and recrystallization textures of a Ni-5at.% W alloy. Acta Mater. 2009;57(7):2166.
Da SM, Ponciano Gomes JA, Ormiga F. Influence of electrochemical polishing on the mechanical behaviour of nickel–titanium rotary files. Aust Endod J. 2013;39(2):73.
Wang Y, Li CS, Jin LH, Yu ZM, Feng JQ, Wang H, Odier P, Zhang PX. Epitaxy of buffer layer and superconducting performance development of YBCO on bi-layer buffers coated on Ni5 W by all CSD. J Alloy Compd. 2015;644:554.
Chandra A, Sumption M, Frankel GS. On the mechanism of niobium electropolishing. J Electrochem Soc. 2012;159(11):C485.
Lee BG, Hong SY, Yoo JE, Choi J. Electropolishing for the formation of anodic nanotubular TiO2, with uniform length and density. Appl Surf Sci. 2011;257(16):7190.
Santipach W, Honig ML. Electropolishing and passivation of NiTi shape memory alloy. Electrochim Acta. 2010;55(7):2437.
Cheng Y, Suo H, Gao M, Liu M, Ma L, Zhou ML, Ji Y. Characterization of MOD-derived La2Zr2O7 epi-layers on textured Ni5 W substrates by electron backscattered diffraction. Acta Mater. 2011;59(7):2823.
Zhou XM, Raun SS, Peng H, Li J, Li YX. Preparation of Roundish CeO2 and its polishing performances. Chin J Rare Met. 2014;38(6):1005.
Zhai W. Research progress in tribo-electrochemistry and tribo-electrochemical polishing. Front Mech Eng. 2007;2(4):463.
Li ZG, Zhu H, Han K, Han J, Wu XY, Peng DH, Xu JA. Study on the electroplishing technique optimization of domestic Ni-5%W substrate. Plat Finish. 2015;37(6):6.
Habibzadeh S, Li L, Shum-Tim D, Davis EC, Sasha O. Electrochemical polishing as a 316L stainless steel surface treatment method: towards the improvement of biocompatibility. Corros Sci. 2014;87(5):89.
Awad AM, Ghany NAA, Dahy TM. Removal of tarnishing and roughness of copper surface by electropolishing treatment. Appl Surf Sci. 2010;256(13):4370.
Tailor PB, Agrawal A, Joshi SS. Numerical modeling of passive layer formation and stabilization in electrochemical polishing process. J Manuf Process. 2015;18:107.
Chang SH, Wu SK. Characteristics of TiNi shape memory foils fabricated by double cathodes electrochemical polishing. J Mater Eng Perform. 2012;21(12):2670.
Kim YB, Park JW. Effect of pulse time on surface characteristics and corrosion resistance during pulse electrochemical polishing. Trans Nonferrous Metals Society China. 2012;22(S3):876.
Lee ES, Shin TH. An evaluation of the machinability of nitinol shape memory alloy by electrochemical polishing. J Mech Sci Technol. 2011;25(4):963.
Tyagi PV, Nishiwaki M, Noguchi T, Sawabe M, Saeki T, Hayano H, Kato S. Influence of electropolishing current densities on sulfur generation at niobium surface. Appl Surf Sci. 2013;285(12):778.
Jin S, Wu AT, Lu XY, Rimmer RA, Lin L, Zhao K, Mammosser J, Gao J. Effect of cathode shape on vertical buffered electropolishing for niobium SRF cavities ☆. Appl Surf Sci. 2013;280(9):93.
Qu F, Liu HZ, Yang J, Gu HW. Electrochemical polishing of cubic texture Ni substrates for coated conductors. Chin J Rare Met. 2006;30(4):545.
Wang Y, Wang P, Suo HL, Jia Q, Lu DQ, Li HZ, Wu HM. Electropolishing of Hastelloy C-276 alloy. Materials Review. 2017;31(1):37.
Wang X, Li CS, Yu ZM, Zheng HL, Ji YB, Fan ZG. Electropolishing process research of NiW alloy substrates. Rare Metal Materials and Eng. 2012;41(6):1075.
Feng F, Liu R, Chen H, Shi K, Wang Z, Wu W, Han Z. Substrate surface treatment and YSZ buffer layers by IBAD method for coated conductors. Physica C. 2009;469(15–20):1367.
Kwon GD, Kim YW, Moyen E, Keum DH, Lee YH, Baik S, Pribat D. Controlled electropolishing of copper foils at elevated temperature. Appl Surf Sci. 2014;307(18):731.
Acknowledgements
This study was financially supported by the National Science Foundation of China (Nos. 51571002, 51171002 and 51401003), and Beijing Municipal Natural Science Foundations (Nos. 2132011 and KZ201310005003).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jia, Q., Wang, Y., Suo, HL. et al. Electropolishing technique of Hastelloy C-276 alloy. Rare Met. 36, 635–639 (2017). https://doi.org/10.1007/s12598-017-0935-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-017-0935-4