
Abstract
The extruded Mg–7Y–1Nd–0.5Zr (wt%) alloy were performed to the same strain hot rolling with different temperatures. The microstructure and texture evolution of the sheets were investigated by optical microscopy (OM), scanning electron microscopy (SEM), transmission electron microscopy (TEM), X-ray diffraction (XRD), and electron back-scattered diffraction (EBSD). The results indicate that the microstructure becomes homogeneous after hot rolling process and precipitated phase distributes at grain boundaries along rolling direction. With the increase in rolling temperature, the grains of sheet grow up. The sheet rolling at 400 °C is composed of recrystallization grains, the necklace of the precipitated phase in the grain boundaries and excessive dislocations. The structure of necklace of the precipitated phase is fcc structure with lattice constant of a = 0.75 nm. With rolling temperatures increasing from 400 to 450 °C, the content of recrystallized grains in volume fraction with relatively random orientations increases significantly. Compared with the rolling process at 400 °C, the amount of precipitated phases is reduced at the grain boundary, and the precipitated phase begins to appear in the grain interior when rolling at 450 °C. The structure of the precipitated phase is fcc with lattice constant of a = 2.22 nm. The recrystallization grains begin to grow in the rolling process at 500 °C. The basal texture is obviously produced during the rolling process at 400 and 450 °C; however, the basal texture is weak in the rolling process at 500 °C.
Graphical Abstract
The pole point of the (0002) pole figure is concentrated in the center. It can be seen that the basal surface is parallel to RD–TD surface of the rolling sheets. Compared with as-extruded alloy, the basal texture is significantly enhanced with a small increase in basal texture intensity from 6.127 to 7.175, and \((10\bar{1}0)\) and \((11\bar{2}0)\) textures change to random textures.

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Magnesium alloys containing rare earth (RE) elements have been attracting scholars’ interest for potential applications in transportation and aerospace industries [1–5]. In order to extend the utilization of magnesium products, rolling processes were introduced to eliminate the porosities in as-extruded and refine the microstructure resulting from the dynamic recrystallization (DRX) during plastic deformation.
After hot rolling, the microstructure of magnesium alloy is more uniform with finer grain size, and the deep drawing properties and formability are greatly improved. But in recent years, the research on rolled wrought magnesium alloys was mostly confined to AZ and ZK series alloy. The temperature was an important factor affecting the ability of the plastic deformation of magnesium alloy [6–8]. The deformation microstructure of magnesium alloy was very sensitive to temperature; too high rolling temperature may lead to the phenomenon of secondary recrystallization, affecting the performance of the alloy; too low rolling temperature may result in that the grains were not fined by dynamic recrystallization, and the coarse grain structure will produce lots of twins. Therefore, in the present study, the hot extrusion process was introduced to Mg–7Y–1Nd–0.5Zr (wt%) alloy prior to hot rolling for the purpose of enhancing the formability. Then the as-extruded alloy was hot-rolled with rolling temperatures of 400, 450, and 500 °C, reduction of 10 % per pass, and total reduction of 30 %. The effect of rolling temperature on the microstructure and texture evolution was analyzed, which can provide a reference for the rare earth magnesium alloy hot-rolled deformed.
2 Experimental
The experimental alloy was Mg–7 wt%Y–1 wt%Nd–0.5 wt%Zr (WE71), and the analyzed result is given in Table 1.
The plates with the thickness of 18 mm were cut along the extrusion direction from the rectangle extruded sheets with 145 mm in width and 200 mm in length. The plates were preheated at 400, 450, and 500 °C for 20 min in the resistance furnace to homogenize samples, respectively. Meanwhile, both rollers were probably heated to 200 °C by the flame heating. The rolling sheets were reheated at corresponding rolling temperature for 10 min between the consecutive rolling passes. The as-extruded alloy was hot-rolled with the rolling temperatures of 400, 450, and 500 °C, reduction of 10 % per pass and total reduction of 30 %.
The microstructural characters of all the samples were analyzed by optical microscope (OM, Carl Zeiss Axiovert 200), scanning electron microscope (SEM, JSM-6510A) equipped with energy-dispersive spectroscopy (EDS), and transmission electron microscope (TEM, FEI-TECNAI G2 F20) operating at 200 kV. The samples were mechanically polished and then etched in a solution of 4 vol% nitric acid in alcohol [9]. Thin foils for TEM observation were punched to disks of 3 mm in diameter, manually polished to ∼50 μm and then ion-milled using Gatan plasma ion polisher. The texture analysis was conducted by electron back-scattered diffraction (EBSD, EDAX-TSL) system operating at 25 kV, equipped with OIM analysis software. The samples for EBSD observation were manually polished and then polished using an electrolytic solution of 20 vol% nitric acid in alcohol [10].
3 Results and discussion
3.1 Microstructure analysis
The microstructures of as-extruded alloy and rolling sheets with different temperatures are shown in Fig. 1. The microstructure consists of fine equiaxed grains with a mean grain size of about 25–35 μm, demonstrating that the dynamic recrystallization appears during the hot extrusion process. However, the grain size is inhomogeneous. The precipitated phase distributes parallel to the extrusion direction (Fig. 1a). It can be seen that the microstructure of rolling sheet at 400 °C exhibits double-size distribution significantly in Fig. 1b and DRX happens in local area. The fine recrystallized grains distribute around the larger grains [10]. The grains are elongated along the rolling direction, and many of the small deformation precipitated phases are observed at grain boundary, so that the grain boundary is coarsened. The microstructure of rolling sheet at 450 °C is completely static recrystallization, and the microstructure becomes more uniform, consisting of equiaxed recrystallized grains. Compared with the rolling sheet at 400 °C, the amount of precipitated phase is reduced at the grain boundary, and the grain interior begins to appear precipitated phase. The twins are found in some grains. The microstructure presents two times recrystallization, leading to grain growth in the process rolling at 500 °C. The average grain size is 30–45 μm which is a little coarser than that of the as-extruded alloy. A small amount of precipitated phases and cubes of Y-rich phase are obtained.

OM images of as-extruded and rolling sheets with different rolling temperatures: a as-extruded alloy, b rolling sheet at 400 °C, c rolling sheet at 450 °C, and d rolling sheet at 500 °C
3.2 SEM analysis of rolling sheets
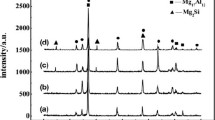
Figure 2 shows SEM images, EDS spectra, and XRD patterns of rolling sheets with different temperatures. After rolling at 400 °C, the necklace of the precipitated phase appears in the DRX grain boundary, and the number of precipitated phases inside grains is less. The precipitated phase was analyzed by EDS and XRD, and the results are shown in Fig. 2b, f. It can be seen that the Mg and Re atomic ratio is close to 3:1, indicating that the chemical type of bright white globular phase is Mg3Re phase. The EDS analysis is consistent with XRD result.

SEM images, EDS spectra and XRD patterns of rolling sheets with different rolling temperatures: a SEM image of rolling sheet at 400 °C, b EDS spectrum of rolling sheet at 400 °C, c SEM image of rolling sheet at 450 °C, d EDS spectrum of Area A in c, e EDS spectrum of Area B in c, and f XRD patterns of rolling sheet at 400 and 450 °C
After rolling at 450 °C, Fig. 2c shows that the discontinuous precipitated phase appears at grains boundary in the hot rolling process. In comparison with rolling sheet at 400 °C, the number of precipitated phases begins to increase in grain internal. For the different precipitated phases analyzed by EDS, the Mg and Re atomic ratios of precipitated phase are about 1:2 in grain boundary and 2:3 inside grains. The results indicate that the two types of precipitates contain the same chemical elements, but the chemical formula is different. The precipitation sequence of the two phases is remained to be studied. With the increase in rolling temperature, the amount of precipitated phase begins to decrease, but the size of precipitated phase begins to increase.
According to XRD patterns in Fig. 2f, it can be seen that Mg3Re phase is mainly produced in rolling process at 400 °C, and the peaks of Mg5Re phase are not found in XRD patterns; however, Mg5Re and Mg3Re phases are produced during the rolling process at 450 °C. The results in Ref. [11] showed that the EW75 alloy produced Mg5Re phase in 440 °C/30 min pre-precipitation process. Present results coincide with this conclusion. Combined with the XRD patterns in this study, it can be found that the Mg3Re phase is prior to generate crystal nucleus. With the increase in rolling temperature, Mg5Re phase begins to form.
3.3 TEM analysis of rolling sheets
The bright-field TEM image and SAED pattern of precipitated phases in rolling sheet at 400 °C are shown in Fig. 3a, b. The SAED pattern shows that the fine precipitated phases are observed in recrystallization grain boundary, and some precipitated phases are connected together. These small precipitated phases could effectively prevent grain growth in hot rolling process. The granular precipitated phase could effectively prevent grain boundary sliding, and this phenomenon is also observed in OM microstructure (Fig. 1b). The twins structure is also seen in the bright-field TEM image (Fig. 3b), and Koike et al. [12] also believed that the role of twins was twofold during plastic deformation of magnesium alloy. On the one hand, the twin could provide additionally independent slip system which was beneficial to the improvement of the plastic material; on the other hand, the twins hindered dislocation motion, which could lead to strain hardening; finally, the twins also produced stress concentration zone and failure zone which made the material toughness decrease. The SAED pattern of the precipitated phases indicates that the structure of the precipitated phases is fcc with lattice constant of a = 0.75 nm. This result is the same as that of the Mg3Re phase structure of EW75 alloy [13]. Compared with rolling sheet at 400 °C, the amount of precipitated phase is reduced at the grain boundary, and the precipitated phase begins to appear in the grain interior. The structure is also fcc with lattice constant a = 2.22 nm (Fig. 3c, d).

Bright-field images and SAED patterns of precipitated phases in rolling sheets with different rolling temperatures: a, b rolling sheet at 400 °C; c, d rolling sheet at 450 °C
3.4 Texture evolution
The results of EBSD analysis are given in Fig. 4. As shown in Fig. 4a, the as-extruded alloy is composed of equiaxial recrystallized grains. The calculated (0002), \((10\bar{1}0)\), \((11\bar{2}0)\) pole figures of the as-extruded plate on the extrusion direction–transverse direction (ED–TD) plane are given in Fig. 4a, there is a tendency to exhibit a basal texture in which most of grains are oriented to their basal planes nearly parallel to the extrusion direction. This is usually found in the as-extruded magnesium alloys [14, 15]. The maximum pole intensity is 6.127, while the peak intensity is tilted slightly away from the sheet normal direction (ND) toward the transverse direction (TD). In addition, as shown in Fig. 4d, \([10\bar{1}0]\) and \([11\bar{2}0]\) directions of crystals are approximately parallel to the extrusion direction (ED), however, the \([10\bar{1}0]\) texture is stronger as indicated by the higher peak intensity. During the extrusion process, the basal slip system is easily activated; the \([11\bar{2}0]\) texture is due to the smallest critical resolved shear stress of dislocations slipping on the basal plane along \([11\bar{2}0]\) direction. The \([11\bar{2}0]\) direction in a lot of grains are oriented parallel to ED in the extrusion process. However, the \([11\bar{2}0]\) texture is unstable, and texture change is observed [16, 17]. In this case, prismatic slip systems are easily activated, so the normal direction of most grains is re-orientated and the extrusion direction is parallel to \([10\bar{1}0]\) texture. Eventually, \([10\bar{1}0]\) texture developed is stronger than the extrusion direction parallel to \([10\bar{1}0]\) texture [18]. The results indicate that in the alloy, not only the grain is refined, but also part of the grain orientations change in the process of extrusion. The change of grain orientation produces important influence on subsequent rolling deformation. Compared with prismatic slip and pyramidal slip, the basal slip has smaller critical shear stress in magnesium alloy, so the basal slip is the main way to plastic deformation of magnesium alloys.

EBSD analysis of WE71 alloy in different states: a as-extruded alloy, b rolling sheet at 400 °C, c rolling sheet at 450 °C, and d rolling sheet at 500 °C
After extrusion and rolling, the texture evolution of alloy in Fig. 4b–d shows that the texture of sheets is a common basal texture of magnesium alloy, and the (0002) of α-Mg grain is parallel to rolling direction–transverse direction (RD–TD) surface in the hot rolling process. After rolling at 450 °C, the (0002) pole figure extends toward the direction of TD, but the strongest pole point begins to move closer to the center of pole figure. This indicates that the deflection angle of basal surface along the direction of TD is smaller and smaller. The maximum basal texture intensity is 5.667. After rolling at 450 °C, the pole point of the (0002) pole figure is concentrated in the center. From Fig. 4c, it can be seen that the basal surface is parallel to RD–TD surface of the rolling sheets. The basal texture is significantly enhanced with a small increase in basal texture intensity from 6.127 to 7.175. Compared with as-extruded alloy, because fully DRX occurs in the process of rolling deformation at 500 °C, the intensity of the basal texture obviously decreases, and \((10\bar{1}0)\) and \((11\bar{2}0)\) textures change to random textures. Compared with rolling process at 500 °C, because of the lower temperature of rolling processes at 400 and 450 °C, the recrystallization is not sufficient, indicating that the texture intensity is higher than that rolling at 500 °C.
The (0001) < \(11\bar{2}0\)> Schmid factor distribution along the direction of RD in different states is shown Fig. 4. Compared with that of as-extruded alloy, the Schmid factor of rolling sheets is bigger, so the grain dislocation slip is in soft orientation, and it is easier to start. With the increase in rolling temperature, the basal texture is significantly weakened, the Schmid factor value increases, and the basal slip is easier to start; the \((10\bar{1}0)\) and \((11\bar{2}0)\) textures are weakened gradually and finally show weak random texture.
4 Conclusion
The WE71 magnesium alloy presents different degrees of dynamic recrystallization at different rolling temperatures. The microstructure is relatively inhomogeneous in the rolling process at 400 and 450 °C, and is mainly composed of coarse grains and the fine recrystallization grains. After rolling at 400 °C, the Mg3Re phase is preferentially observed in the grain boundary, and the structure is fcc with lattice constant of a = 0.75 nm. Compared with rolling at 400 °C, the number of precipitated phases is reduced at the grain boundary, and the precipitated phase begins to appear in the grain interior when rolling at 450 °C. The structure is also fcc with lattice constant of a = 2.22 nm.
By increasing the rolling temperature, the intensity of the basal texture first increases and then decreases, and reaches a maximum of 7.175 in the rolling process at 450 °C. Owing to that the microstructure presents fully dynamic recrystallization during the rolling process at 500 °C, the basal texture intensity of rolling sheet decreases obviously, and the \((10\bar{1}0)\) and \((11\bar{2}0)\) textures change to random textures.
References
Liu Z, Zhang K, Zeng XQ. Magnesium Matrix of Lightweight Alloy Theoretical Basis and Application. Beijing: Mechanical Industry Press; 2002. 16.
Liu Z, Wang Y, Wang ZG. The research and application of magnesium matrix of lightweight materials. J Mater Res. 2000;14(5):449.
Bi G, Li Y, Zang S. Microstructure, mechanical and corrosion properties of Mg–2Dy–xZn (x = 0, 0.1, 0.5 and 1 at.%) alloys. J Magnes Alloys. 2014;2(1):6471.
Huang Y, Gan W, Kainer KU, Hort N. Role of multi-microalloying by rare earth elements in ductilization of magnesium alloys. J Magnes Alloys. 2014;2:1.
Kang YH, Wu D, Chen RS, Han EH. Microstructures and mechanical properties of the age hardened Mg–4.2 Y–2.5 Nd–1Gd–0.6 Zr (WE43) microalloyed with Zn. J Magnes Alloys. 2014;2(2):109.
Ma ML, Zhang K, Li YJ. Effect of homogenization on microstructure and properties of WE91 alloys. J Rare Earths. 2013;31(8):830.
Ma ML, Zhang K, Li XG, Li YJ, Shi GL, Yuan JW. Influence of solution and aging on the microstructures and mechanical properties of complex deformed WE93 alloy. Mater Des. 2013;51(5):73.
He LQ, Li YJ, Li XG. Microstructure and properties of WE93 alloy. Trans Nonferr Met Soc China. 2011;21(4):791.
Yang Y, Zhang K, Ma ML, Yuan JW. Microstructure and phase compositions of as-cast Mg–3.9Zn–0.6RE (Gd, Y) alloy with different Gd/Y ratios. Rare Met. 2015;34(3):160.
Lv BJ, Peng J, Peng Y, Tang AT, Pan FS. Mechanical properties and energy absorption of extruded Mg–2.0Zn–0.3Zr alloy with Y addition. Rare Met. 2015;34(5):314.
Li T, Zhang K, Li XG, Du ZW, Li YJ, Ma ML, Shi GL. Dynamic precipitation during multi-axial forging of an Mg–7Gd–5Y–1Nd–0.5Zr alloy. J Magnes Alloys. 2013;1(1):47.
Koike J, Yoshida Y, Kamado S, Suzuki M, Maruyama K, Kojima Y. Grain size dependence of active slip systems in an AZ31 magnesium alloy. J Jpn Inst Met. 2003;67:149.
Li T, Du ZW, Zhang K. Morphology and crystallography of β precipitate phase in Mg–Gd–Y–Nd–Zr alloy. Trans Nonferr Met Soc China. 2012;22(12):2877.
Xu C, Zheng MY, Xu SW, Wu K, Wang ED, Kamado S, Wang GJ, Lv XY. Microstructure and mechanical properties of rolled sheets of Mg–Gd–Y–Zn–Zr alloy: as-cast versus as-homogenized. J Alloy Compd. 2012;528(13):40.
Huang X, Suzuki K, Chino Y, Mabuchi M. Influence of rolling temperature on static recrystallization behavior of AZ31 magnesium alloy. J Mater Sci. 2012;47(11):4561.
Xu C, Xu SW, Zheng MY, Wu K, Wang ED, Kamado S, Wang GJ, Lv XY. Microstructures and mechanical properties of high-strength Mg–Gd–Y–Zn–Zr alloy sheets processed by severe hot rolling. J Alloy Compd. 2012;524(524):46.
Alireza Sadeghi, Mihriban Pekguleryuz. Recrystallization and texture evolution of Mg–3%Al–1%Zn–(0.4–0.8)%Sr alloys during extrusion. Mater Sci Eng, A. 2011;52(3):1678.
Yuan J, Zhang K, Li T, Li X, Li YJ, Ma M, Luo P. Anisotropy of thermal conductivity and mechanical properties in Mg–5Zn–1Mn alloy. Mater Des. 2012;40:257.
Acknowledgments
This study was financially supported by the National Basic Research Program of China (No. 2013CB632202) and the National Natural Science Foundation of China (No. 51204020).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, JB., Zhang, K., Han, JT. et al. Microstructure and texture evolution of Mg–7Y–1Nd–0.5Zr alloy sheets with different rolling temperatures. Rare Met. 39, 1273–1278 (2020). https://doi.org/10.1007/s12598-016-0740-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-016-0740-5