
Abstract
Composite coating of Ni–Cu–P alloys containing TiN particles was prepared by electroless technique based on the excellent wear resistance of TiN and better anti-corrosion property of electroless Ni–Cu–P alloys on carbon steel surfaces. Electrochemical method which uses Tafel polarization curves was carried out to study the corrosion performance of the coating. The results indicate that the anti-corrosion ability of the Ni–Cu–P–TiN composite coating (7.92 μA) is almost doubled compared with that of the as-coated Ni–P (13.60 μA). Furthermore, heat treatment results in first increase and then decrease in anti-corrosion ability. And the Ni–Cu–P–TiN composite coatings heat-treated for 40 min have maximum hardness of HV 960 and a self-corrosion current of 28.20 μA. The friction coefficient of electroless composite coatings was measured by end-facing tribometer. It is found that the friction coefficient of the Ni–Cu–P–TiN composite coating decreases apparently compared with those of Ni–P and Ni–Cu–P electroless coatings.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electrodeposition is a well-established process with proven benefits in controlling corrosion and wear resistance. Over the last few decades, a large number of extensive reviews on electroless depositions have been published [1–4]. The conception of incorporating fine particulate matter within an electroless metal matrix and thereby utilizing their great lubrication, hardness, corrosion, and wear resistance has led to a new generation of the electroless nickel composite coatings. Some types of composite plating were demonstrated in earlier works. In order to achieve improved tribological properties and great corrosion resistance, various attempts were made to co-deposit nano-sized or micro-sized hard particles such as poly-tetra-fluoro-ethylene (PTFE) [5], Al2O3 [6], ZrO2 [7, 8], and SiC [9, 10]. The particles introduced into Ni–P matrix will slightly affect the Ni–P structure. For instance, B4C particles contribute to the change of the orientation of Ni crystals [11, 12]. While it seems that, potentially, a wide variety of second phase particles can be co-deposited, at present commercial composite electroless deposit has been limited to just a few types of second phase particles [13]. In the past, studies were focused on the development of dispersion composite coatings introduced within hard or soft particles. To further enhance the service properties, complex composite containing different particles was developed with studies on Ni–P–SiC–PTFE [14, 15], Ni–P–graphite–SiC [16, 17], Ni–P–PTFE–Al2O3 [18, 19], etc. Researchers prove synergistic effects of different particles on the wear and anti-corrosion properties.
In the paper, the electroless deposition of four-component Ni–Cu–P–TiN coating was studied. Until now, very little information is available on electroless Ni–Cu–P–TiN composite coatings. Inclusion of Cu in electroless Ni–P alloys improves their smoothness [20, 21], brightness [21, 22], and corrosion resistance [23, 24], but the adhesion reduces seriously. On the other hand, the hardness of Ni–P–TiN increases three times compared to that of common Ni–P coating [25], and wear resistance also increases remarkably [25, 26]. However, TiN added into Ni–P results in a decline of anti-corrosion property. Composite coatings with both excellent wear and corrosion resistance were obtained with the use of complementary advantages of Cu and TiN. The objective of the present work is to do a systematic study of Ni–Cu–P–TiN and discuss the effect of Cu and TiN on the property and microstructure of coatings. In addition, the double-layered design of Ni–P/Ni–Cu–P–TiN coating effectively enhances the adhesion.
2 Experimental
Schistose high-carbon steel specimens with a thickness of <1 mm were used as the substrate material for deposition of electroless Ni–Cu–P–TiN composite coatings. The composition of electroless bath and the plating parameters are given in Table 1. Before electroless deposition, the specimens should be degreased in absolute ethyl alcohol by ultrasonic cleaning, rinsed with distilled water, and then dipped in 15 wt% HCl solution for activation. The deposition time was kept for 1 h and accompanied with agitation using a magnetic stirrer.
Morphology and composition of the coating were studied by scanning electron microscopy (SEM, FSEM-SIRION200) coupled with energy-dispersive spectroscopy (EDS) analysis. The phase structure of coating was analyzed by X-ray diffractometer (XRD, D/Max 2500) using Cu Kα radiation. The average grain size of the deposit was calculated by Scherrer equation [27]. Electrochemical workstation (iM6ex) was used to study the corrosion behavior of specimens in 3.5 wt% NaCl solution. And wear tests were conducted using pin-on-disk wear tester to measure the friction coefficient of the coated specimens.
3 Results and discussion
3.1 Deposition and co-deposition
The morphology of the as-coated Ni–Cu–P alloys incorporated with TiN particles was studied by SEM. Figure 1 shows SEM image of cross-sectional cut and qualitative chemical analysis of double-layered composite coating. Composite coating can be divided into the transitional layer (I) (≈1 μm) and the outer layer (II) (8–12 μm) incorporated with TiN particles. No pores and spallation can be observed in the interface area, indicating fine adhesion between the substrate and the composite coating. The transitional layer or the matrix Ni–Cu–P alloy has a relatively high P content of 11.06 wt%, which will lead to an amorphous structure. And the black TiN particles with size of <2 μm are successfully incorporated or scattered in outer layer. Moreover, 5.59 wt% Cu is detected. It is believed that Cu of low shear strength contributes to self-lubrication.

Morphology and compositions of Ni–Cu–P–TiN composite coating: a SEM image of cross section, b EDS line analysis scanning along white line in a, and c quantitative elemental analysis of transitional layer
The effect of CuSO4 and TiN concentrations on P, Cu, and TiN contents in deposit was studied by preparing specimens at different concentrations of CuSO4 (0–1.25 g·L−1) and TiN particles (0–8 g·L−1) in the plating bath. The relation between CuSO4, TiN concentrations and P, Cu, and TiN contents of the deposit is shown in Fig. 2. The fitting deposition curve of Cu content almost follows a linear law. And it has a negative correlation with that of P. With the increase in CuSO4 concentration, Cu content in the coating straightly climbs, which in return restrains the deposition of P. The kinetic of TiN particles presents two stages that the addition of TiN particles in plating bath results in a slight increase in TiN incorporated in composites in the first stage, and then TiN content keeps unchanged between 4 wt% and 5 wt%.

Deposition kinetics of Cu, P, and TiN
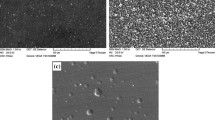
Figure 3 gives the surface images of Ni–Cu–P–TiN composite coatings prepared with different concentrations of TiN particles in the plating bath. There are two ways that TiN particles get into the Ni–Cu–P globules (Fig. 1a). One way is that the bright TiN particles are imbedded uniformly among Ni–Cu–P globules boundaries through electrochemistry mechanism, and the other is that TiN particles penetrate into Ni–Cu–P globules by mechanical force. In addition, 8 g·L−1 of TiN particles concentration (<1 μm) results in agglomerated particles (4–6 μm). And agglomerated particles with low adhesion to Ni–Cu–P matrix are easily dropped out. This well explains the second stage of TiN kinetic.

SEM images of surface morphologies of composite coatings with a 4 g·L−1 TiN and b 8 g·L−1 TiN in plating bath
3.2 Phase
XRD patterns of Ni–Cu–P–TiN composite coatings heat-treated at 400 °C for different times are shown in Fig. 4. It is observed that the as-coated coating has amorphous Ni–Cu–P structure mixed with Ni grains. And the size of those Ni grains is calculated to be 3–5 nm by Scherrer equation. Both Ni crystal and TiN have fcc structure. The observation of nano-sized grains can be attributed to the heterogeneous nucleation mechanism that Ni grains crystallize on the surface of TiN particles.

XRD patterns of as-coated composite coating and composite coatings heat-treated for 1 and 2 h
Amorphous is a metastable structure, and heat treatment of as-coated specimen results in crystallization and precipitation of Ni3P grains (1 h), and the area of amorphous peak decreases after heat treatment at 400 °C for 2 h. With calculation, the average grain size of Ni3P is found to increase from 5–6 nm (heat-treated for 20 min) to 35–40 nm (2 h). Furthermore, the hardness of TiN-doped coatings is sensitive to the changes in Ni3P grain size.
Figure 5 presents the grain size and hardness curves of TiN-doped Ni–Cu–P coating heat-treated for different time at 400 °C. The hardness decreases abruptly when the as-coated composite coating was heat-treated for 40 min. It can be explained that the increase in hardness to HV 960 results from the precipitation of tiny nano-sized Ni3P grains with size of less than 18 nm. As the grains grow from 18 to 30 nm (40–60 min), the hardness descends sharply. The phenomenon illustrates that the Ni3P grain coarsening decreases the effect of dispersion strengthening. In the interval of 60–120 min, there is a slight drop in hardness corresponding to the gain in Ni3P grain size.

Grain size of Ni3P and hardness of composite coating with heat treatment time
3.3 Corrosion performance
The potentiodynamic polarization curves of steel, Ni–P, Ni–Cu–P, and Ni–Cu–P–TiN coating in 3.5 wt% NaCl solution at 25 °C are shown in Fig. 6. Figure 6a indicates that the anti-corrosion abilities of the Ni–Cu–P (7.83 μA) and Ni–Cu–P–TiN (7.92 μA) composite coatings almost reduce by half compared with that of as-coated Ni–P (13.60 μA). The excellent anti-corrosion behavior of Ni–Cu–P or Ni–Cu–P–TiN coating is strongly due to the existence of Cu, which promotes a more compact structure of the two coatings than that of Ni–P. As shown in Fig. 7, Ni–Cu–P possesses nanometer globules structure and less pores (Fig. 7b), compared with the micrometer Ni–P globules structure (Fig. 7a). So it can be concluded that porosity rarely affects the anti-corrosion of Ni–Cu–P. Likewise, the influence of heat treatment (400 °C) on the anti-corrosion property of the TiN-doped Ni–Cu–P coatings was also studied (Fig. 6b).

Potentiodynamic polarization curves of a steel, Ni–P, Ni–Cu–P, and Ni–Cu–P–TiN and b Ni–Cu–P–TiN heat-treated for different time

SEM images of surface morphologies of a Ni–P and b Ni–Cu–P coatings
The TiN-doped Ni–Cu–P coating heat-treated for 40 min presents the maximum I corr (28.20 μA), and I corr values ascend and descend before and after 40 min, respectively. The grain size of Ni–Cu–P–TiN composite coating changes with heat treatment (Fig. 5); thus, I corr also changes along with the area of grain boundary, for various defects exist in the grain boundary to make it a corrosive susceptibility part. It is well known that the area of grain boundary has a negative correction with grain size, that is, fine grain leads to large area of grain boundary. It can be derived that the variation of I corr has a rigorous connection with the area of grain boundary. The nucleation and precipitation of Ni3P are in a dominate position before 40 min, leading to expanding in area of grain boundary and an increase in I corr. Similarly, grain coarsening after 40 min leads to the decrease in grain size and the descent in I corr. On the other hand, eutectoid transformation (Ni + Ni3P) causes the difference of micro-zone component and forms micro-corrosion cell; thus, corrosion is accelerated. Furthermore, heat treatment may cause atomic diffusion to make pores weld, which sort of improves the anti-corrosion of Ni–Cu–P–TiN composite coating.
3.4 Friction performance
Electroless coatings and steel were tested under 30 N for 0.5 (steel and Ni–P coating) and 1.0 h (Ni–Cu–P and Ni–Cu–P–TiN). Variation of their friction coefficients over time is shown in Fig. 8. Wear test shows average value of friction coefficient of Ni–P, Ni–Cu–P, and Ni–Cu–P–TiN to be 0.6140, 0.5364, and 0.4001, respectively, all of which present a better tribology property than that of uncoated steel (0.8723).

Friction coefficients (μ) of steel, Ni–P, Ni–Cu–P, and Ni–Cu–P–TiN
As Fig. 9 shows, electroless nickel (EN) coatings exhibit (Ni–P, Ni–Cu–P, and Ni–Cu–P–TiN included) some ductility under a compressive stress condition. And plastic deformation accompanied with polishing is observed, instead of material removal. Both Ni–P tested for 0.5 h (Fig. 9a) and Ni–Cu–P tested for 1.0 h (Fig. 9b) are characterized by scratching or plowing in the direction of relative motion, which demonstrates the existence of abrasion mechanism. Also, the tearing off of small welded pieces found in Ni–P and Ni–Cu–P proves the adhesion, which, compared with abrasion, is the dominant mechanism responsible for the surface roughening. The adhesion mechanism well explains the ascent of friction coefficient of Ni–Cu–P over time. Moreover, it can be concluded that Cu with low shear strength has great contribution to adhesion compared to Ni–Cu–P and Ni–P, which presents a stable friction coefficient over time.

SEM images of wear-worn surface of a Ni–P, b Ni–Cu–P, and c Ni–Cu–P–TiN
The TiN-doped Ni–Cu–P coating shows better wear resistance than the former above. There is only abrasion observed with the tiny plowing (Fig. 9c). The as-coated Ni–Cu–P–TiN with a rough surface, led by the co-deposition of angular TiN particles, was planished. This process leads to a smooth surface and decrease in friction coefficient over time (Fig. 8). However, a negative aspect is found that cracks occurring from the fatigue of surface are due to the reciprocating action under high stress, or the internal stress coming from the incorporation of TiN particles.
4 Conclusion
The effects of Cu, TiN particles and heat treatment on the anti-corrosion and tribological behaviors of electroless Ni–P coating were studied. Experimental results show that introducing Cu promotes a compact structure with less pores than Ni–P; thus, the as-coated Ni–Cu–P shows better anti-corrosion property with I corr (7.83 μA) about 50 % that of Ni–P. The TiN-doped Ni–Cu–P coating also possesses excellent anti-corrosion property (7.92 μA), and with heat treatment at 400 °C, eutectoid transformation generates Ni and nano-Ni3P, accompanied with slight oxidation of Cu. After heat treatment for 40 min, Ni–Cu–P–TiN coating reaches the maximum hardness of HV 960 and maximum I corr of 28.20 μA. Compared with Ni–P and Ni–Cu–P, as-coated Ni–Cu–P–TiN presents the minimum friction coefficient (0.4001) with only abrasion mechanism observed.
References
VeeraBabu G, Palaniappa M, Jayalakshmi M, Balasubramanian K. Electroless Ni–P coated on graphite as catalyst for the electro-oxidation of dextrose in alkali solution. Solid State Electrochem. 2007;11(12):1705.
Wang CM, Wang JQ, Zhang B, Niu RB, Yu JK, Jing Q. Ni–P coating on AZ31 magnesium alloy and its crystallization. Rare Met. 2013;32(5):465.
Balaraju JN, Sankara Narayanan TSN, Seshadri SK. Electroless Ni–P composite coatings. J Appl Electrochem. 2003;33(9):807.
Sahoo P, Das SK. Tribology of electroless nickel coatings-a review. Mater Des. 2011;32(4):1760.
Ankita S, Singh AK. Corrosion and wear resistance study of Ni–P and Ni–P–PTFE nano-composite coatings. Cent Eur J Eng. 2011;1(3):234.
Alirezaei S, Monirvaghefi SM, Salehi M, Saatchi A. Wear behavior of Ni–P and Ni–P–Al2O3 electroless coatings. Wear. 2007;262(7/8):978.
Song YW, Shan DY, Chen RS, Han EH. Study on electrolessNi–P–ZrO2 composite coatings on AZ91D magnesium alloys. Surf Eng. 2007;23(5):334.
Szczygiel B, Turkiewicz A, Serafinczuk J. Surface morphology and structure of Ni–P, Ni–P–ZrO2, Ni–W–P, Ni–W–P–ZrO2 coatings deposited by electroless method. Surf Coat Technol. 2008;20(9):1904.
Apachitei I, Duszczyk J, Kategeman L. Electroless Ni–P composite coatings: the effect of heat treatment on the microhardness of substrate and coating. Scr Mater. 1998;38(9):1347.
Huang X, Wu Y, Qian L. The tribological behavior of electroless Ni–P–SiC (nanometer particles) composite coatings. Plat Surf Finish. 2004;91(7):46.
Mallory GO, Hajdu JB. Electroless Plating: Fundamentals and Applications. Orlando: American Electroplaters and Surface Finishers Society; 1990. 121.
Bonzzini B, Martini C, Cavallotti PL, Lanzoni E. Relationships among crystallographic structure, mechanical properties and tribological behaviour of electroless Ni–P(9 %)/B4C films. Wear. 1999;225–229(4):806.
Vaghefi SMM, Saatchi A, Ebrahimian-Hasseinabadi M. Deposition and properties of electroless Ni–P–B4C composite coatings. Surf Coat Technol. 2003;168(2):259.
Huang YS, Zeng XT, Annergren I, Liu FM. Development of electroless NiP–PTFE–SiC composite coating. Surf Coat Technol. 2003;167(2–3):207.
Huang YS, Zeng XT, Hu XF, Liu FM. Corrosion resistance properties of electroless nickel composite coatings. Electrochim Acta. 2004;49(25):4313.
Wu Y, Liu H, Shen B, Liu L, Hu W. The friction and wear of electroless Ni–P matrix with PTFE and/or SiC particles composite. Tribol Int. 2006;39(6):553.
Bahaaideen FB, Mohd RZ, Ahamd ZA. Electroless Ni–P–CG(graphite)–SiC composite coating and its application onto piston rings of a small two stroke utility engine. J Sci Ind Res. 2010;69(11):830.
Berrett CS. Structure of Metals. 2nd ed. New York: Mcgraw-Hill; 1952. 295.
Dong Z, Genliang H. Effect of surfactant on performance of Ni–P–Al2O3–PTFE composite coating. Corros Eng Sci Technol. 2008;20(2):276.
Balaraju JN, Rajam KS. Electroless deposition of Ni–Cu–P, Ni–W–P and Ni–W–Cu–P alloys. Surf Coat Technol. 2005;195(2–3):154.
Tarozaitë R, Selskis A. Electroless nickel plating with Cu2+ and dicarboxylic acids additives. Trans Inst Met Finish. 2005;84(2):105.
Chen CH, Chen BH, Hong L. Role of Cu2+ as an additive in an electroless nickel-phosphorus plating system: a stabilizer or a codeposit? Chem Mater. 2006;37(37):2959.
Zhao Q, Liu Y, Abel EW. Effect of Cu content in electroless Ni–Cu–P–PTFE composite coatings on their anti-corrosion properties. Mater Chem Phys. 2004;87(2):332.
Liu Y, Zhao Q. Study of electroless Ni–Cu–P coatings and their anti-corrosion properties. Appl Surf Sci. 2004;228(1):57.
Zhao FG, Huang H, Wang F. Texture and mechanical property of brush electroplated (Ni–P)–TiN nanoparticles composite coating. Plat Finish. 2010;32(9):1.
Yu LH, Huang WG, Zhao X. Study on Ni–P-nanoTiN electroless composite coating. Surf Technol. 2009;38(5):17.
Liang Z, Feng XX, Ji GL. Effects of additive nano-sized Al2O3 and PTFE on performances of composite electroless coating. J Mater Sci Technol. 2007;15(2):276.
Acknowledgments
This study was financially supported by the Project of Hunan Province Science and Technology (No. 2013GK2025), the Project of Changsha Science and Technology (No. k1403375-11), and the Industry-University-Research Cooperation of Qingyuan City (Nos. 2013B01, 2015B04 and 2015D009).
Author information
Authors and Affiliations
Rights and permissions
About this article

Cite this article
Zhou, HM., Jia, Y., Li, J. et al. Corrosion and wear resistance behaviors of electroless Ni–Cu–P–TiN composite coating. Rare Met. 41, 3233–3238 (2022). https://doi.org/10.1007/s12598-015-0663-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-015-0663-6