
Abstract
The hot deformation behavior of Ti22Al25Nb was investigated by hot compression test. The flow stress–strain curves can be divided into two types: conventional dynamic recrystallization (DRX) and discontinuous DRX. The different softening mechanism and microstructure observation of conventional DRX and discontinuous DRX were analyzed. The processing map (PM) of Ti22Al25Nb was built to predict the safe deformation region. The optimal low strain rate domain (DOM I) with high power dissipation efficiency indicates the complete DRX. Additionally, in the high strain rate and low-temperature domain (DOM III), the power dissipation efficiency is low and some adiabatic shear bands and glide bands are observed, which are unsafe and should be avoided. Finally, the DRX map was established. In DOM I, it reveals low dislocation density and high DRX content, which is in agreement with PM.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The workability of metal refers to the plastic deformation ability. The soundness and in-service performance of a metallic component largely depend on the workability of the metal. Some damages may occur within the component during the forging process because of poor workability, which will become hidden troubles during the period of service. The processing map (PM) technology based on the dynamic material modeling (DMM), which was developed by Prasad et al. [1], is an effective method to correlate the workability with the thermo-mechanical parameters during the hot deformation. With the PM, the processing factor of unstability can be avoided and the proper deformation design can be made. Owing to the accuracy, visibility and convenience of the PM, many researchers were focused on it to optimize the hot processing parameters of different metals. Lin et al. [2] studied the PM of 7075 aluminum alloy. From the established PM, the high-angle boundaries and coarse precipitations distributing in the grain interior/boundaries can easily be avoided in the final products. Ning et al. [3] used advanced PMs to study the flow behavior and hot workability of FGH4096 superalloy. The reduced isodynamic strength temperature of FGH4096 superalloy was predicted in the range of 1050–1080 °C, at which the hot isostatic pressed alloy showed a similar flow behavior to the fine grained alloy. Wen et al. [4] established the PMs of a typical Ni-based super alloy and optimized the hot working domains, which were validated by the microstructure evolution. Also, Samantaray et al. [5] developed PMs of 9Cr–1Mo ferritic steel, finding that the optimum domain for the hot deformation was in the temperature ranges of 1250–1350 K and the strain rate ranges of 0.015–0.300 s−1 with a peak power dissipation efficiency of 38 %.
Owing to the high strength and stiffness, as well as its excellent creep and oxidation resistance, Ti2AlNb alloys are of great interest for high-temperature structural applications [6, 7]. The Ti2AlNb alloys mainly consist of different contents of B2 phase matrix, orthorhombic O phase and the packed hexagonal α2 phase [8]. The different properties between B2 matrix and hard phases O and α2 may lead to damages at the phase boundaries. However, moderate content of hard phases will promote the ductility and plasticity of Ti2AlNb alloys during hot deformation. And the dynamic recrystallization (DRX) process is also significantly influenced by the different contents of hard phases [9–11].
The current work aims to generate the PM of Ti22Al25Nb based on the hot compression tests. The effects of forming temperature and strain rate on the power dissipation efficiency and instability factor were discussed. The microstructure observation for conventional DRX and discontinuous DRX were analyzed. A DRX map was established, which verified the accuracy and validity of PM.
2 Experimental
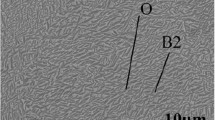
The Ti2AlNb alloy used in this work is Ti22Al25Nb, whose specific chemical composition is given in Table 1. The phase fields of Ti22Al25Nb are: B2 > 1060 °C, 1000 °C < α2 + B2 < 1060 °C, 975 °C < O + α2 + B2 < 1000 °C and O + B2 < 975 °C, which were determined by the metallographic method. Figure 1 shows the microstructure of Ti22Al25Nb before hot compression experiment. The original grain size was about 90 μm. The O + α2 particles spread uniformly within the B2 matrix.

OM image of original microstructure of Ti22Al25Nb before hot compression
The homogenized ingots with 8 mm in diameter and 10 mm in height were machined for tests. A computer controlled Gleeble 1500 machine was used for hot compression experiment. Before the experiment, a thermocouple for accurate temperature control was welded on the side surface of each specimen. A tantalum foil, 0.1 mm in thickness, was placed between the specimen and anvil to reduce the friction. The specimen was heated at the rate of 10 °C·s−1 to the deformation temperature and held at the given temperature for 5 min. The compression tests corresponding to a high reduction of 50 % were carried out at six different temperatures of 950, 980, 1010, 1030, 1050, and 1070 °C, and four different strain rate of 0.001, 0.010, 0.100 and 1.000 s−1. After experiments, each specimen was quenched with water immediately to retain the instant microstructure. The deformed specimen was sliced along the central axis. The exposed surface was polished and etched with the proper solution (volume ratio of HF:HNO3:H2O2:H2O = 1:2:7:20); then, the microstructure was observed by an OLYMPUS-PM3 optical microscope (OM).
3 Results and discussion
3.1 True stress–strain curves
The true flow stress–strain curves of Ti22Al25Nb at six different temperatures of 950, 980, 1010, 1030, 1050 and 1070 °C, and four different strain rates of 0.001, 0.010, 0.100 and 1.000 s−1 are shown in Fig. 2. Note that the stress–strain curves can be divided into two types: the blue one of single peak and the red one of multiple peaks. The blue one shows the normal flow behavior. The flow stress rapidly reaches the peak stress at the beginning of the stress–strain curves due to the work hardening (WH). Meanwhile, the dynamic recovery takes place to weaken the effect of WH. Afterward, the DRX occurs. When the competition between WH and softening mechanisms reaches a balance, the curve maintains at a fairly constant level regardless of the increasing strain.

True flow stress curves under all experimental conditions: a 950 °C, b 980 °C, c 1010 °C, d 1030 °C, e 1050 °C, and f 1070 °C
The red one demonstrates multiple alternate dominant of WH and DRX, which are called discontinuous softening process. The phenomenon is obvious with the strain rate increasing, which agrees with the previous researches [12, 13]. The DRX softening mechanism is caused by the migration of large angle grain boundary. Under the condition of high strain rate, the dynamic recovery (DRV) is too weak to overcome the WH caused by the dislocation pile-up and tangling [14, 15]. The flow stress increases until the first peak. Afterward, the DRX occurs and a great deal of dislocation is eliminated by the migration of large angle grain boundary. When the DRX dominates the process, the flow stress decreases. Along with the fast continuous deformation, many original grains not replaced by the new re-grains (recrystallized grains) remain to be deflated. When the dislocation density reaches a critical extent, the second DRX will take place. Hence, the alternate dominate of hardening mechanism and softening mechanism results in the multimodal flow stress–strain curves (Fig. 3a).

Schematic illustrations of two type flow curves a and discontinuous DRX for hot processing Ti22Al25Nb b
From Fig. 3b, it can be found that the flow stress–strain curves of Ti22Al25Nb are significantly influenced by the thermal processing factors (such as the temperature and strain rate). With temperature increasing and strain rate decreasing, the conventional DRX mechanism turns into discontinuous DRX mechanism and the curves become smooth.
3.2 Processing map and microstructural validation
3.2.1 Principles for processing maps
According to the dynamic metal modeling (DMM) [1], the specimen undergoes high-temperature deformation which can be considered as a power dissipation. And the total power dissipation (P) during hot deformation can be divided into two parts: the power dissipated by plastic deformation (G) and the power dissipated by microstructure evolution (J). The processing of power dissipation can be given as:
where \(\sigma\) is the flow stress and \(\dot{\varepsilon }\) is the strain rate. At a given temperature and strain rate, the flow stress could be expressed as:
where K is a metal constant, and m is the strain rate sensitivity and can be defined as:
The value of J can be calculated as:
The J value increases with m increasing at a given power input (\(\sigma \dot{\varepsilon }\)). When m equals to 1, J becomes maximum:
From Eqs. (4) and (5), the efficiency of power dissipation (\(\eta\)) can be expressed as:
The power dissipation efficiency (η) is a function of the strain rate sensitivity (m). In other words, η is a function of strain (ε), strain rate (\(\dot{\varepsilon }\)) and temperature (T). The power dissipation efficiency (η) represents how efficiently the power was dissipated by microstructure evolution, which indicates the workability of the metal. The power dissipation maps are established by the value of η at different temperatures and strain rates at a given strain. However, the high η value does not necessarily mean the great workability. There will be some deformation defects occurring within the metals, such as the adiabatic shear bands, microfissure and flow localization. In order to distinguish the stable and instable domains, a dimensionless parameter (ξ) can be defined as:
when the parameter ξ is negative, some defects may occur within the metal. Contrarily, the positive ξ implies the safe region for hot deformation. Superimposing the instability map over the power dissipation map, the PM will be built.
3.2.2 Effect of strain on power dissipation efficiency
Figure 4 shows the effects of true strain on the efficiency of power dissipation efficiency (η) under all experimental conditions. Obviously, the power dissipation efficiency (η) under low temperature (950–1010 °C) is greater than that under high temperature (1030–1070 °C) when the specimens were deformed at low strain rate (0.001 and 0.010 s−1), as shown in Fig. 4a, b. Additionally, when deformed at high strain rate (1.000 s−1), the specimens under the low temperature exhibit lower η values (Fig. 4d).

Effects of true strain on power dissipation efficiency (η) at strain rates of a 0.001 s−1, b 0.010 s−1, c 0.100 s−1, and d 1.000 s−1
It is well known that the power dissipation efficiency (η) represents the dissipation of power induced by the microstructural evolution. The high η value is generally associated with the DRX which is considered as an energy-cost process owing to the new grain nucleation and boundary migration. When deformed at the temperatures ranging from 950 to 1010 °C, more second-phase particles precipitate in the matrix compared with that at 1030–1070 °C. The DRX is promoted by the second-phase particles at low strain rate and restrained at high strain rate. Owing to the differences of plasticity and elasticity between the matrix and second phases, the local lattice distortion occurs close to the phase interfaces. Hence, the re-grains can easily nucleate in this area with high dislocation density. The low strain rate provides enough time for the material to undergo conventional DRX [16]. During the high strain rate and low-temperature deformation, the rapid inhomogeneous deformation between the second particles and the matrix may result in the sharp dislocation multiplication. The boundary migration is restrained [17] and WH becomes the main deformation mechanism. Hence, the alternate occurrence of DRX and WH results in the discontinuous DRX at low temperature and strain rate.
3.2.3 Effect of strain on power dissipation efficiency
Figure 5 shows the effect of strain on the instability parameter (ξ) at different temperatures and strain rates. As seen from Fig. 5, the instability parameter (ξ) of Ti22Al25Nb is significantly affected by strain and thermo-mechanical parameters (such as temperature and strain rate). At low strain rate of 0.001 and 0.010 s−1, the values of instability parameter (ξ) are positive, which means that the Ti22Al25Nb alloy is deformed in the stable domains. The low strain rate provides longer time for the nucleation and growth of dynamical re-grains [16]. With the strain rate increasing, the negative values of instability parameter (ξ) appear at the low deformation temperatures. The DRX of Ti22Al25Nb is restrained in the rapid deformation process. The accumulated WH could not be eliminated entirely, which may lead to the damage. Additionally, the values of instability parameter (ξ) always decrease with the strain increasing. As shown in Fig. 5d, when deformed at 1.000 s−1, the curve decreases rapidly when the strain is greater than 0.4. This means that the instable phenomena might take place at the temperature of 950 °C. Hence, the Ti22Al25Nb alloy can be deformed safely at low strain rate, while the condition of low temperatures and high strain rate should be taken more attention in hot deformation.

Effects of true strain on instability parameter (ξ) at strain rates of a 0.001 s−1, b 0.010 s−1, c 0.100 s−1, and d 1.000 s−1
3.2.4 Processing map and microstructural evolution
Figure 6 illustrates the PM at the strain of 0.69. In the PM, the contour numbers indicate the power dissipation efficiency under the given condition. The blue shaded regions represent the flow instability, which appear under the condition of high strain rate and low deformation temperature. From Fig. 6, the PM under the strain of 0.69 can be divided into three domains: the low strain rate domain (DOM I), the high strain rate and high-temperature domain (DOM II), and the high strain rate and low-temperature domain (DOM III).

PM of Ti22Al25Nb alloy under strain of 0.69 (Contour numbers indicating power dissipation efficiency, unite being %)
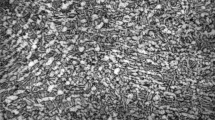
From Fig. 6 it can be seen that the power dissipation efficiency in DOM I is high ranging from 30 % to 48 %. In this domain, the conventional DRX takes place with the new grain nucleation and growth as well as the boundary migration which are regarded as a process of energy dissipation by microstructure evolution. Figure 7 shows the microstructure evolution in this domain. It can be found that the original grains are replaced by the re-grains through the DRX process. Under the condition of low strain rate and temperature, the O or α2 particles precipitated in B2 matrix promote the DRX process. Besides at the original boundaries, the re-grains are inclined to nucleate adjacent to the second-phase particles. Additionally, owing to the pinning force on the boundaries by the second-phase particles, the growth of the refined re-grains is restrained. With the temperature increasing, some second-phase particles dissolve and the pinning force is weakened, and thus the re-grains grow up gradually. When deformed at 1070 °C, the average grain size is about 289 μm.

OM images of microstructure evolution in DOM I at strain rate of 0.001 s−1: a 950 °C, b 980 °C, c 1030 °C, and d 1070 °C
Figure 8 shows the microstructure evolution in DOM II. Deformed in DOM II, the original grains are elongated perpendicular to the compression direction and a number of small grains appear along the original grain boundaries. But there is not enough time for the atomic diffusion and boundary migration at high strain rate. And high strain rate leads to high dislocation density in the subgrains. Lower different dislocation densities between subgrains and matrix result in slow grain boundary mobility. Hence, the grain growth is restrained and the DRX occurs incompletely. Along the boundaries, it also can be found that partial re-grains are deflated (Fig. 9). Compared with that of the slow deformation, the higher density of dislocations [18] during the fast deformation leads to WH which is also the driving force of the next DRX process.

OM images of specimens deformed in DOM II: a 1030 °C, 1.000 s−1; b 1050 °C, 0.100 s−1

OM image of re-grains of specimen deformed at 1030 °C and 1.000 s−1
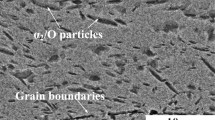
In DOM III, the lowest power dissipation efficiency is observed, and the flow instability may appear. The shaded domain indicates the flow instability, such as the adiabatic shear bands and the flow localization. Figure 10 shows the microstructure in DOM III. The adiabatic shear bands may appear under 950–980 °C and 0.100–1.000 s−1 conditions. Figure 10a, b shows that when deformed under the condition of 950 °C and 0.100 s−1, more power is dissipated by the adiabatic shear band. And the adiabatic shear band and the compression direction are inclined to one another at an angle of 30°. From the high magnification OM image (Fig. 11), it can be found that the re-grains nucleate around the second-phase particles and part of them are distorted along the shear band. Additionally, a large number of glide bands are observed under the condition of 980 °C and 1.000 s−1, which is a typical phenomenon of the flow localization (Fig. 10c). The O or α2 particles are also distorted along the direction of glide bands. And some distorted original grains are observed within the glide bands (Fig. 10d). The adiabatic shear bands and the glide bands can easily lead to the crack initiation and fast crack propagation.

OM images of specimens deformed in DOM III: a, b 950 °C and 0.100 s−1; c, d 980 °C and 1.000 s−1

OM image of re-grains of specimen deformed at 950 °C and 0.100 s−1
From the microstructure evolution, the differences between the discontinuous DRX curve and the conventional DRX curve are shown in Fig. 12. It can be found that during the conventional DRX, the new re-grains grow up gradually at a low strain rate and the original grains are completely replaced. When a new balance between the dynamic softening and WH is reached, the curve exhibits a steady stage. During the discontinuous DRX, the original grains remain in the material and a number of re-grains nucleate along the original boundaries. Owing to the slow boundary migration, the material undergoes incomplete DRX process and the re-grains hardly grow up. With the continuous rapid deformation, partial re-grains are deflated. When the dislocation storage reaches a critical extent, the second DRX will take place, and many new small re-grains will appear.

Schematic graph of microstructure evolution of conventional DRX and discontinuous DRX for Ti22Al25Nb
3.3 DRX map
During hot deformation, the applied stress is directly affected by the dislocation density. The relationship between the stress and the dislocation density can be expressed as [19]:
where \(\alpha\) is the material constant of the order (0.5), G is the shear modulus, b is the strength of dislocation, and \(\rho\) is the dislocation density. For Ti2AlNb alloy, the values of G and b are 52 GPa [20] and 2.9 nm [21], respectively.
The DRX content (X D) can be represented as:
where \(\sigma_{\text{s}}\) is the saturation stress and \(\sigma_{\text{ss}}\) is the steady stress. The parameters \(\sigma_{\text{s}}\) and \(\sigma_{\text{ss}}\) can be determined through the work-hardening rate curve \(\theta - \sigma\) (where θ is the work-hardening rate, \(\theta = {\text{d}}\sigma /{\text{d}}\varepsilon\), as shown in Fig. 13a). Thus, the curves of DRX content can be obtained by Eq. (9) and are shown in Fig. 13b. Note that the curves of DRX content for conventional DRX and discontinuous DRX are different. The curves of DRX content for conventional DRX are normal curves. During this low strain rate deformation, the specimen undergoes a stable DRX process. The re-grains nucleate and grow up gradually. The curves of DRX content for discontinuous DRX are wave-shaped curves, which display a rise-decline-rise property. The ascendant line indicates the DRX process, and the descendant line represents the WH process. In addition, the final DRX content of discontinuous DRX is lower than that of conventional DRX. During the conventional DRX deformation, the most original grains are replaced by the new re-grains. However, partial distorted original grains could still be observed in the discontinuous DRX sample, whose DRX content is less than 90 vol% under the fast deformation (strain rate ≥ 0.100 s−1).

Relationship between working-hardening rate and true stress of Ti22Al25Nb and determination of σ s and σ ss a; curves of DRX content under temperature of 1050 °C b
Superimposing the final DRX content map over the dislocation evolution map, the DRX map can be built, as shown in Fig. 14. The shaded domain indicates DRX content of more than 90 vol%. From the DRX map, it can be noted that the dislocation density increases dramatically at fast strain rate. The excess dislocation storage could easily result in the instability. Adiabatic shear band and glide bands appear in this domain. The high DRX content occurs at low dislocation density domain with high η value in PM. In this domain, the boundary migration is enhanced by the power supported by the moderate dislocation storage. Original grains are replaced with the re-grains. This phenomenon can lead to a significant grain refinement and is found to be a powerful method to enhance the mechanical properties [22].

DRX map of Ti22Al25Nb alloy under strain of 0.69, numbers being dislocation density (1012cm−2)
4 Conclusion
The high-temperature deformation behaviors of Ti22Al25Nb were studied under wide ranges of forming temperature and strain rate. Based on the experimental data, the PM of Ti22Al25Nb was established. The PM under the strain of 0.69 can be divided into three domains: the low strain rate domain (DOM I), the high strain rate and high-temperature domain (DOM II), and the high strain rate and low-temperature domain (DOM III). In DOM I, the power dissipation efficiency is high, indicating the occurrence of the DRX. And uniform equiaxed re-grains grow up gradually and the original grains disappear. DOM III of negative ξ value is an unsafe region. The adiabatic shear bands and glide bands could be observed in this domain.
The high-temperature deformation behaviors of Ti22Al25Nb are significantly influenced by temperature, strain rate and strain level. The flow stress–strain curves can be divided into two types: conventional DRX of single peak and discontinuous DRX of multiple peaks. During the conventional DRX, the new re-grains grow up gradually at a low strain rate and the original grains are completely replaced. During the discontinuous DRX, partial original grains remain in the material and a number of re-grains nucleate along the original boundaries. Owing to the slow boundary migration, the material undergoes incomplete DRX process and the re-grains hardly grow up.
References
Prasad Y, Gegel HL, Doraivelu SM, Malas JC, Morgan JT, Lark KA, Barker DR. Modeling of dynamic material behavior in hot deformation-forging of TiI-6242. Metall Trans A Phys Metall Mater Sci. 1984;15(10):1883.
Lin YC, Li LT, Xia YC, Jiang YQ. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J Alloy Compd. 2013;550:438.
Ning YQ, Yao ZK, Yang Z, Guo HZ, Fu MW. Flow behavior and hot workability of FGH4096 superalloys with different initial microstructures by using advanced processing maps. Mater Sci Eng A Struct Mater Prop Microstruct Process. 2012;531:91.
Wen DX, Lin YC, Li HB, Chen XM, Deng J, Li LT. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mater Sci Eng A. 2014;591:183.
Samantaray D, Mandal S, Bhaduri AK. Optimization of hot working parameters for thermo-mechanical processing of modified 9Cr–1Mo (P91) steel employing dynamic materials model. Mater Sci Eng A. 2011;528(15):5204.
Li SQ, Mao Y, Zhang JW, Li JT, Cheng WJ, Zhong ZY. Effect of microstructure on tensile properties and fracture behavior of intermetallic Ti2AlNb alloys. Trans Nonferr Metals Soc China. 2002;12(4):582.
Zhang JW, Li SQ, Liang XB, Cheng YJ. Research and application of Ti3Al and Ti2AlNb based alloys. Chin J Nonferr Metals. 2010;20(z1):336.
Boehlert CJ, Majumdar BS, Seetharaman V, Miracle DB. Part I. The microstructural evolution in Ti–Al–Nb O + bcc orthorhombic alloys. Metall Mat Trans A. 1999;30(9):2305.
Apel M, Boettger B, Rudnizki J, Schaffnit P, Steinbach I. Grain growth simulations including particle pinning using the multiphase-field concept. ISIJ Int. 2009;49(7):1024.
Chang K, Feng W, Chen LQ. Effect of second-phase particle morphology on grain growth kinetics. Acta Mater. 2009;57(17):5229.
Gao Y, Zhang H, Jin X, Huang C, Luo Z. Phase-field simulation of two-phase grain growth with hard particles. Acta Metall Sin. 2009;45(10):1190.
Wang K, Li MQ. Flow behavior and deformation mechanism in the isothermal compression of the TC8 titanium alloy. Mater Sci Eng A. 2014;600:122.
Zhao ZL, Ning YQ, Guo HZ, Yao ZK, Fu MW. Discontinuous yielding in Ni-base superalloys during high-speed deformation. Mater Sci Eng A. 2015;620:383.
Lin YC, Chen MS, Zhong J. Microstructural evolution in 42CrMo steel during compression at elevated temperatures. Mater Lett. 2008;62(14):2132.
Momeni A, Dehghani K. Prediction of dynamic recrystallization kinetics and grain size for 410 martensitic stainless steel during hot deformation. Met Mater Int. 2010;16(5):843.
Lin YC, Chen XM, Wen DX, Chen MS. A physically-based constitutive model for a typical nickel-based superalloy. Comput Mater Sci. 2014;83:282.
Ji ZS, Hu ML. Solid Phase Regeneration and Synthesis of Magnesium Alloy. Beijing: Science Press; 2011. 101.
Chen Z. Research on microstructure and mechanical properties of Ti2AlNb-based alloy fabricated by multiple isothermal forging. Harbin: Harbin Institute of Technology; 2013. 46.
Mecking H, Kock UF. Kinetics of flow and strain hardening. Acta Metall. 1981;29(11):1865.
Banerjee D. The intermetallic Ti2AlNb. Prog Mater Sci. 1997;42(1–4):135.
Li SY. Phase transformation and superplasticity deformation mechanism in Ti2AlNb-based alloys. Harbin: Harbin Institute of Technology; 2013. 59.
Favre J, Fabrègue D, Piot D, Tang N, Koizumi Y, Maire E, Chiba A. Modeling grain boundary motion and dynamic recrystallization in pure metals. Metall Mat Trans A. 2013;44(13):5861.
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (No. 51175431).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, JL., Guo, HZ. & Liang, HQ. Hot deformation behavior and process parameter optimization of Ti22Al25Nb using processing map. Rare Met. 35, 118–126 (2016). https://doi.org/10.1007/s12598-015-0646-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-015-0646-7