
Abstract
Composite films of different contents were prepared by Fe73.5Cu1Nb3Si13.5B9 powder as compound phase and silicone rubber as matrix phase. The thickness of film is 200 μm. Values of impedance, Z, under pressure stress were measured by TH2816LCR digital bridge. LYYL-500N high-grade-type microcomputer control pressure testing machine was used to conduct program control loading with a speed of 0.1 mm·min−1. The results show that composite films of different contents (25 vol%, 30 vol%, and 35 vol%) have excellent force-sensitive properties in both loading process and unloading process, especially when the stress is below 0.2 MPa, the stress–impedance (SI) and |k| values of composite films are much higher than that in the range of 0.2–1.0 MPa. The force-sensitive properties of loading process are superior to unloading process. While the frequency is 1 kHz, the force-sensitive properties of composite films are better than 50 kHz. The optimal temperature of powder heat treatment is 500 °C. Composite film which was prepared by this kind of powder has a good force-sensitive property.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, many researches have shown that Fe-based amorphous alloys have good soft magnetic properties [1]. Some Fe-based amorphous alloys were used as elements of magnetoelastic sensors [2, 3]. A strain or pressure applied to the soft magnetic materials causes a significant change in the impedance of soft magnetic materials, which is called the stress–impedance (SI) effect [4], which was first reported by Shen et al. [5] in negative, magnetostrictive, Co-based amorphous wire in 1997. Fe73.5Cu1Nb3Si13.5B9 alloy ribbon as a type of Fe-based amorphous alloys exhibits superior soft magnetic properties and displays a sensitive magnetoelastic response to small strains or applied stresses [6, 7]. However, only few results concerning SI effect were reported in soft magnetic films or multilayered films [8–15]. In this paper, composite film was prepared by Fe73.5Cu1Nb3Si13.5B9 powder as compound phase and silicone rubber as matrix phase. The SI effect and force-sensitive properties of FeCuNbSiB powder/silicone rubber composite film under pressure are presented, for predicting the performance of the film as potential applications in magnetic sensors.
2 Experimental
Fe73.5Cu1Nb3Si13.5B9 powders, average particle size of which is 40 um, were produced by air current comminution method after Fe73.5Cu1Nb3Si13.5B9 amorphous strips annealed in vacuum for 1 h at the temperature 300 °C. Fe73.5Cu1Nb3Si13.5B9 powder was put into silicon rubber after mixing for 3 min, and then vulcanization accelerator and vulcanization agent were added in rubber. Composite films of different powder content with a thickness of 200 um were prepared after vulcanizing for 6 h under 200 °C.
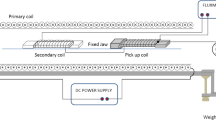
Values of impedance Z, under pressure stress were measured by TH2816LCR digital bridge, and LYYL-500N high-grade-type microcomputer control pressure-testing machine was used to conduct program control loading. The measurement pressure stress range was about 0–1.0 MPa. The loading/unloading process of pressure stress was dynamic and continuous, carried out at a speed of 0.1 mm·min−1. The sketch map of experiment is shown in Fig. 1. Copper foils, with size of 80 mm × 10 mm × 50 um, cover the top and bottom surfaces of composite film with size of 20 mm × 20 mm × 200 um. The contact area between pressure head and composite film is 100 mm2. Impedance Z, following the change of pressure stress, was used to characterize force-sensitive properties of composite film.

Sketch map of experiment
The value of SI was given by
where Z(0) is the impedance of sample without stress, and Z(x) is the impedance when stress equals to x.
3 Results and discussion
3.1 Microstructural analysis and magnetic properties of composite films
Figure 2 presents section morphology of FeCuNbSiB powder/silicone rubber composite film using scanning electron microscope (SEM). The bright part is FeCuNbSiB powder particle, and dull part is silicone rubber. It is seen that the polygonal FeCuNbSiB powder inlays in silicone rubber without uniting. The SEM image shows that dispersion of powder is excellent.

SEM image of composite film
Magnetic properties of composite films were studied using vibrating sample magnetometer. From Fig. 3, it can be found that composite films of different powder contents (20 vol%, 25 vol%, 30 vol%, and 35 vol%) have high magnetic permeability, high magnetic induction, and low coercive force. Hysteresis loops imply that composite films have an excellent soft magnetic performance. The skin depth δ [13–15] of magnetic films is given by
where ρ is the resistivity, ω is the angular frequency, μ 0 is the vacuum permeability, and μ is the relative magnetic permeability. The change of skin depth affects the SI effect of films. Different hysteresis loops show that composite films have different permeabilities, which causes the difference in the sensitivities of composite films for sensing application. The higher the permeability is, the greater the decrease of impedance value is.

Hysteresis loops of composite films
3.2 Force-sensitive properties of composite films
Figure 4 shows the stress dependence of the impedance value when the frequency is 1 kHz. It can be seen that the impedance value decreases with the stress increasing when loading process increases, and when in unloading process, the impedance value increases along with the stress decreasing. In particular, when the stress is below 0.2 MPa, the impedance value changes significantly with the stress during both loading and unloading processes. On account of subsequent elastic effect, the impedance value of a constant stress is not equal between loading process and unloading process.

Stress dependence of impedance value of different powder contents
In order to investigate force-sensitive properties of composite films in detail, the slope k, of SI curves is obtained after derivation of function expressions which were received by data fitting. The absolute value of k was used to indicate sensitive accuracy of composite films.
Figure 5 shows the force-sensitive properties, such as SI and the sensitive accuracy (|k|) of composite films during loading and unloading processes. Figure 5a, b shows the force-sensitive properties during loading process. The SI value of a constant content increases approximately linearly with the stress increasing below 0.2 MPa. When stress is above 0.2 MPa, it rises slightly. The higher the powder content of the film is, the higher the SI value is. For example, while the stress is 0.4 MPa, the SI value increase from 58.2 % (at the content of 20 vol%) to 80.5 % (at the content of 30 vol%). The |k| value during 0–0.2 MPa is higher than that during 0.2–1.0 MPa, which can be seen from Fig. 5b. For instance, when the stress is 0.1 MPa at the content of 25 vol%, the |k| value is 5.84. However, when the stress is 0.6 MPa, the |k| value decreases to 0.18. The difference between 0.1 and 0.6 MPa is 5.66.

Force-sensitive properties of composite films: a SI-stress curves and b |k|-stress curves during loading process; c SI-stress curves, and d |k|-stress curves during unloading process
The force-sensitive properties of unloading process have the same trend as those of loading process, which are observed in Fig. 5c, d. Compare Fig. 5a with c, the SI value of unloading process is lower than that of loading process. For example, when the stress is 0.5 MPa at the content of 25 vol%, the SI values of unloading process and loading process are 76.6 % and 86.4 %, respectively. The |k| value of unloading process is also lower than that of loading process as seen from the comparison between Fig. 5b, d. The reductions of SI and |k| values indicate the decline in the force-sensitive degree of composite films. From this, it can be concluded that the force-sensitive properties of loading process are superior to those of unloading process.
Upon comprehensive consideration about the variations of the SI and |k| values, while the powder content of composite film is 20 vol%, the SI value is not very high compared with the other content. This is because FeCuNbSiB powder particle cannot form completely conducting particle chain in silicone rubber. Therefore, it can be concluded that the composite films of 25 vol%, 30 vol%, and 35 vol% have excellent force-sensitive properties, and loading process is superior to unloading process.
3.3 Influence of frequency on force-sensitive properties
Influence of frequency on force-sensitive properties were studied by loading process, when the content of composite film is 30 vol%, since loading process has the same trend as unloading process. It is evident that both the SI and |k| values of 1 kHz are higher than the value of 50 kHz as seen from Fig. 6, while the stress ranges from 0 to 1.0 MPa, especially below 0.3 MPa. When the stress is 0.2 MPa, the SI values corresponding to 1 and 50 kHz are 72.1 % and 45.3 %, and the |k| values are 0.65 and 0.07, respectively. The force-sensitive properties of 1 kHz are better than that of 50 kHz.

Force-sensitive properties of different frequencies: a SI-stress curves; and b |k|-stress curves during loading process
3.4 Influence of powder heat treatment on force-sensitive properties
Figure 7a shows the XRD patterns of FeCuNbSiB powder under different heat treatments. It is can be seen that when the temperature of powder heat treatment is 400 °C, the powder is in amorphous state. With the temperature increasing, the powder crystallizes. The percentages of crystalline phase under 500 and 550 °C are different, which is one of the reasons that composite films have different force-sensitive properties. The force-sensitive properties of composite films of 1 kHz, with content of 30 vol%, were obtained after the powder was annealed for 1 h in vacuum in the temperature range of 400–550 °C. The impedance changes with stress regularly during both loading and unloading processes (Fig. 7b). When the temperature of powder heat treatment is 500 °C, the SI value has a maximum (Fig. 7c), and the |k| value reaches middle level (Fig. 7d). So, the optimal temperature of powder heat treatment is 500 °C.

XRD patterns of FeCuNbSiB powder and force-sensitive properties of different heat treatment of powder: a XRD patterns, b Z-stress curves, c SI-stress curves, and d |k|-stress curves
The impedance of composite film is
where R, X L, and X C are the resistance, the inductive reactance, and the capacitive reactance, respectively. Since the composite film is between two copper foils, the film system is connected via capacitance. The value of impedance is
where ω and c are the mean angular frequency and the capacitance, respectively. Capacitance is given by
where ε is the dielectric constant, s is the area, and d is the thickness of composite film. Since area changes slightly, capacitance is determined by thickness and dielectric constant. The decreasing thickness causes the rise of capacitance value, leading to the decreasing impedance. The SI values are decided by the thickness variations when frequency is fixed. The thickness variations of loading and unloading processes are different at the constant stress value due to subsequent elastic effect. Therefore, the sensitivities of composite film are different for the load force and the unload force. Value of capacitive reactance decreases with the frequency increasing at a constant stress, which makes the impedance decrease. Composite film almost shows a connectivity condition at the higher frequency, making the change of the impedance value to decrease. Thus, the sensitivities of composite films are different at different frequencies. It implies that the composite films have advantages in higher frequency than in lower frequency for sensing application.
4 Conclusion
The force-sensitive properties of FeCuNbSiB powder/silicone rubber composite films were studied in this paper. Composite films of different contents (25 vol%, 30 vol%, and 35 vol%) have excellent force-sensitive properties in both loading and unloading processes, especially when the stress is below 0.2 MPa. The SI and |k| values are much higher than 0.2–1.0 MPa. Meanwhile, the force-sensitive properties of loading process are superior to those of unloading process. Force-sensitive properties of composite films in 1 kHz are better than those of 50 kHz. The optimal temperature of powder’s heat treatment is 500 °C, where the SI value attains a maximum and the |k| value reaches middle level. Composite film which was prepared by this kind of powder has a good force-sensitive property. The results in this study present a great prospect with a potential for sensing application of the composite films.
References
Grahl H, Roth S, Eckert J, Schultz L. Stability and magnetic properties of Fe-based amorphous alloys with supercooled liquid region. J Magn Magn Mater. 2003;254–255:23.
Chiriac H, Pletea M, Hristoforou E. Fe-based amorphous thin film as a magnetoelastic sensor material. Sens Actuators. 2000;81(1–3):166.
Hristoforou E, Reilly RE. Displacement sensors using soft magnetostrictive alloys. IEEE Trans Magn. 1994;30(5):2728.
Peng B, Zhang WL, Liu JD, Zhang WX. Stress impedance effect of FeCoSiB/Cu/FeCoSiB sandwich layers on flexible substrate. J Magn Magn Mater. 2011;323(11):1574.
Shen LP, Uchiyama T, Mohri K, Kita E, Bushida K. Sensitive stress-impedance micro sensor using amorphous magnetostrictive wire. IEEE Trans Magn. 1997;33(5):3355.
Zheng XL, Zhu ZH, Li XM. The absorbing properties of Fe73.5Cu1Nb3Si13.5B9 amorphous powder/S-glass fiber-reinforced epoxy composite panels. Rare Met. 2013;32(3):294.
Zhu ZH, Huang YH, Jiang DG, Ma GB, Song H. Point-piezomagnetic properties of the FeCuNbSiB alloy strips. J Wuhan Univ Technol Mater. 2009;24(1):114.
Zhou Y, Ding W, Mao XH, Chen JA, Zhang YM, Gao XY. Stress-impedance effects in multilayered FeSiB/Cu/FeSiB films. Thin Solid Films. 2005;489(1–2):177.
Arai KI, Muranaka CS, Yamaguchi M. A new hybrid device using magnetostrictive amorphous films and piezoelectric substrates. IEEE Trans Magn. 1994;30(2):916.
Hu QX, Yu DB, Yang HC, Li KS. Development of magnetostrictive properties of Fe–Ga alloy. Chin J Rare Met. 2013;37(1):164.
Chen SQ, Man QK, Dun CC, Shen BL. Giant magnetoimpedance effect in stress-joule-heated Co-based amorphous ribbons. Sci China Phys Mech Astron. 2012;55(12):2372.
Zhang LR, Lü H, Liu X, Bai JM, Wei FL. Excellent soft magnetic properties realized in FeCoN thin films. Chin Phys B. 2012;21(3):037502.
Sanchez ML, Santos JD, Olivera J, de la Prida VM, Hernando B. Influence of magnetic field and torsional stress on the skin penetration depth of Finemet wires. J Magn Magn Mater. 2007;316(2):475.
Ma GB, Zhu ZH, Xia XG, Li TH. Pressure stress-impedance effect in FeCuNbSiB amorphours ribbons. Sci China Ser E Technol Sci. 2009;52(8):2302.
Peng B, Zhang WL, Zhang WX, Jiang HC, Yang SQ. Simulation of stress impedance effect in magnetoelastic films. J Magn Magn Mater. 2005;288:326.
Acknowledgments
This study was financially supported by the National Natural Science Foundation of China (No. 60961001), the National Natural Science Foundation of China and China Academy of Engineering Physics Joint Funds (No. 11076016), and the Advance Research of National Basic Research Program of China (No. 2010CB635112).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhou, J., Zhu, ZH., Li, XM. et al. Force-sensitive properties of FeCuNbSiB powder/silicone rubber composite films. Rare Met. 35, 784–789 (2016). https://doi.org/10.1007/s12598-014-0277-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-014-0277-4