
Abstract
The effects of heat treatments on the phase transformation behavior of Ti49Ni49.5Fe1V0.5 and Ti48Ni48.5Fe1V2.5 alloys were investigated. The results indicate that the alloys subjected to different heat treatments have B2 structure at room temperature. All the specimens exhibit a two-stage B2 → R → B19′ martensitic transformation on cooling, but a B19′ → B2 one-stage reverse martensitic transformation on heating except aged A1 alloy, which undergoes an abnormal two-stage transformation upon heating. The phase transformation temperatures are affected by heat treatments and V content, which can be attributed to the variation of the second-phase particles content in the matrix.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
We have known shape memory alloys (SMAs), since they were found by the Naval Ordinance Laboratory [1]. Among them, TiNi alloys and their ternary or quaternary alloys have become one of the most important SMAs because of their superior shape memory effect (SME) [2], superelasticity (SE), and mechanical properties [3]. As for the Ti–Ni-based alloys, their SME and SE originate from martensitic and their reverse transformations, which are induced from either thermal or stress. Actually, it was well established that phase transformation behavior can be tailored by many factors, such as Ni content, heat-treatment [4, 5], thermo-mechanical treatment [6], and the addition of alloying elements [3]. For example, the addition of the third element Fe can obviously decrease the phase transformation temperatures [7], and the proper addition of V can control the transformation temperatures of Ti–Ni-based alloys due to the solid–solution strengthening and second-phase particles (Ti,V)2Ni [8]. With V atoms entry into the crystal lattice of the matrix, the transformation temperatures decrease due to solid solution strengthening. It is said that the phase transformation involves a large number of shear, no matter what kind of strengthening mechanism can prevent the shear, will reduce the transformation temperatures [9–11]. However, when more V element is added, the transformation temperatures will rise up, which is attributed to the formation of second-phase particles within the austenitic structures [8].
As is well known, the aging treatments of the alloys can usually affect the transformation behavior of Ti–Ni-based alloys by the formation or growth of the second-phase particles. Some researchers proposed a series of transformation behavior theories of Ni-rich TiNi alloys subjected to different aging treatments [12, 13]. Of course, other heat treatments that can result in the forming or dissolving of the second-phase particles will also affect the transformation behavior, such as solution-treated treatment.
Though the transformation behavior of TiNiFe and TiNiV ternary shape memory alloys has been intensively investigated, there are few relative researches on the quaternary shape memory alloy TiNiFeV. In this article, the quaternary Ti49Ni49.5Fe1V0.5 (A1) and Ti48Ni48.5Fe1V2.5 (A2) SMAs are employed to investigate their transformation behavior during the heat treatments of solution or aging.
2 Experimental
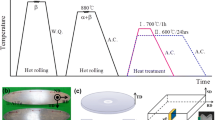
The Ti49Ni49.5Fe1V0.5 (A1) and Ti48Ni48.5Fe1V2.5 (A2) alloys were prepared in an arc-melting furnace. Titanium(99.90 wt%), nickel(99.97 wt%), iron(99.30 wt%), and vanadium(99.70 wt%), a total of about 156 g, were melted and remelted five times in an argon atmosphere to ensure their homogeneity. The buttons were hot-rolled at 850 °C to a 1.2 mm thick plate, after being homogenized at 1000 °C for 24 h and water quenched. Specimens for the X-ray diffraction (XRD) and differential scanning calorimeter (DSC) were carefully cut from this plate with a wire-electrode cutting machine. All the heat-treated specimens were sealed and evacuated in quartz tubes and then solution-treated at 850 °C for 0.5 h and 1000 °C for 0.5 h, respectively. The 850 °C, 0.5 h solution-treated specimens were then aged for 2 h at 300 and 500 °C separately. All the specimens before measurement were slightly mechanically polished to remove the surface oxide coating. The XRD was conducted on a RigakU D/max 2200pc diffractometer using Cu Kα radiation at room temperature with a scanning rate of 6 (°)·min−1. The transformation temperatures were measured by a TA company instrument DSC Q2000 with a heating and cooling rate of 10 °C·min−1.
3 Results and discussion
Figure 1 shows the XRD patterns of A1 and A2 alloys after different heat treatments. All the specimens consist of dominant B2 parent phase and minor (Ti,V)2Ni, irrespective of slight fluctuation volume fraction. The diffraction peak of the second-phase particles is around 40° [14, 15]. No monoclinic structure B19′ phase is found in Fig. 1, indicating that the martensitic transformation temperature is below room temperature. This mainly results from the addition of V and Fe elements [7, 8]. In the solution-treated state, the diffraction peak of the second-phase particles disappears when treated at 1000 °C for 0.5 h (Fig. 1a(3)). This is due to the dissolving of (Ti,V)2Ni phase as the V atoms can diffuse quite well in the matrix at relatively high temperatures (for example, 1000 °C). With respect to aging, aging at 500 °C (Fig. 1a(5)) can result in more second-phase particles than aging at a relatively low temperature 300 °C (Fig. 1a(4)). This is consistent with the aging theory very well [16]. The XRD patterns of A2 alloy were subjected to the same series of heat treatments as A1, which are similar to those shown in Fig. 1a.

XRD patterns of the specimens after different heat treatments: a A1 and b A2 alloys. For each figure: (1) rolling, (2) solution-treated at 850 °C for 0.5 h, (3) solution-treated at 1000 °C for 0.5 h, (4) solution-treated at 850 °C, 0.5 h, and aged at 300 °C for 2 h, and (5) solution-treated at 850 °C, 0.5 h, and aged at 500 °C for 2 h
Figure 2 shows the DSC curves of different heat treatments specimens during cooling (Fig. 2a, c), and heating (Fig. 2b, d) processes of A1 and A2 alloys. It is obvious that the transformation behavior is a two-stage B2 → R → B19′ transformation on cooling, but a B19′ → B2 one-stage transformation on heating except aged A1, which is quite similar to the behavior of TiNi binary and TiNiFe ternary alloys [1]. For the aged A1 (curves (4), (5) in Fig. 2b), the reverse martensitic transformation occurs in a two-stage manner upon heating. We can consider this manner as two kinds of M → A transformation, which represent the reverse martensitic transformation of the grain boundary region (left peak) and the grain interior region (right peak), respectively [17–19]. The phase transformation temperatures can be determined by the peak temperatures from the DSC curves to ensure accuracy [20]. In this paper, the letters M p, R p, and A p represent the phase transformation temperatures of R → B19′, B2 → R, and B19′ → B2, respectively. As for the two-stage transformation during heat processes (Fig. 2b), we use the right peak as their reverse transformation temperatures A p. The phase transformation temperatures are presented in Table 1. From Table 1, we can draw the conclusion that the transformation temperatures can be changed a little with different heat treatments.

DSC curves of specimens after different heat treatments: a A1 and b A2 alloys. For each figure: (1) rolling, (2) solution-treated at 850 °C, 0.5 h, (3) solution-treated at 1000 °C for 0.5 h, (4) solution-treated at 850 °C, 0.5 h, and aged at 300 °C for 2 h, and (5) solution-treated at 850 °C for 0.5 h, and aged at 500 °C for 2 h
Comparing (1), (2), and (3) three kinds of treatments of A2 alloy (Table 1), the phase transformation temperatures will increase a little after solution treatments. However, with the increase of solution-treated temperatures, the phase transformation temperatures decrease slightly, as shown in (2) and (3) treatments (A2). The decrease of (Ti,V)2Ni content within the matrix and solid–solution strengthening effect are the two main reasons for the variation of phase transformation temperatures. The decrease of (Ti,V)2Ni phase leads to the increase of V content and the decrease of Ni content in matrix. Both of these variations can improve the transformation temperatures slightly [8, 21]. When solution treated at a relatively high temperature, such as 1000 °C, more V diffuse into the matrix; therefore, solid–solution strengthening may take a primary role in determining the phase transformation temperatures. Thus, both the R p and M p after 1000 °C treated (Table 1, A2, (2)) are higher than the 850 °C treated one (Table 1, A2, (3)). However, the one solution-treated at 850 °C has a relatively high A p. It is mainly because of the elastic energy storing in the martensite, which can be a great driving force for the B19′ → B2 transformation. Comparing (2), (4) and (5) three kinds of treatments of A2 alloy (Table 1), we can draw a conclusion that after aging, the phase transformation temperatures will increase slightly, and with the increasing of aging temperatures, the transformation temperatures will also increase. This may be due to the formation and growth of (Ti,V)2Ni phase particles, which can change the constituent of the matrix and decrease the Ni/Ti ratio. After solution-treated or aged process, the transformation temperatures will increase a little as compared with the hot-rolled one. The rolled matrix has a relatively high coherent stress field and a lot of defects, which can act as effective obstacles against the transformation, leading to the decrease in transformation temperatures [22].
The variation of the phase transformation temperatures within different heat treatments for A1 (Table 1) can also be related to the changing of (Ti,V)2Ni content within the matrix and solid-solution strengthening effects. The variation trends of A1 are similar to A2 (except (3) treatment) and are omitted here. For A1 alloy, the specimen after 1000 °C, 0.5 h solution treatment (A1, (3)) has the lowest transformation temperatures. It is mainly attributed to the fact that the 0.5 V (at%) can diffuse into the matrix quite well within high solution-treated temperatures, thus the solid–solution strengthening effect can prevent the phase transformation.
Comparing the transformation temperatures of the hot-rolled A1 and A2 alloys (Fig. 3), the former has lower temperatures. The transformation temperatures will drop down a little due to the solid–solution strengthening, when the V atoms have proper content (for example 0.5 %). However, more V atoms (for example 2.5 %) addition into the matrix will form some (Ti,V)2Ni phase particles, which leads to the increase of transformation temperatures [8]. This explains why hot-rolled A2 alloy possesses a higher transformation temperature.

Transformation temperatures M p, R p, and A p of hot-rolled A1 and A2 alloys
4 Conclusion
The Ti49Ni49.5Fe1V0.5 and Ti48Ni48.5Fe1V2.5 alloys subjected to different heat treatments compose of dominant B2 phase and a trace of second phase at room temperature. All the specimens undergo a two-stage B2 → R → B19′ martensitic transformation on cooling, but a B19′ → B2 one-stage reverse martensitic transformation on heating, except aged A1 alloy. The aged A1 specimens undergo a two-stage reverse martensitic transformation upon heating. This two-stage represents the reverse martensitic transformation of the grain boundary region and the grain interior region, respectively. With the increase of solution-treated temperatures from 850 to 1000 °C, the phase transformation temperatures decrease slightly. However, when the aging temperatures increase from 300 to 500 °C, they increase a little. The hot-rolled A1 has lower transformation temperatures than hot-rolled A2 alloy for their difference in V content. All these phenomena can be attributed to the variation of the second phase content in the matrix, which can be affected by solution, aging, and alloying.
References
Zhao LC, Cai W, Zheng YF. Shape Memory Effect and Superelasticity in Alloys. Beijing: National Defense Industry Press; 2002. 1.
Wu SK, Lee CY, Lin HC. A study of vacuum carburization of an equiatomic TiNi shape memory alloy. Scripta Mater. 1997;37(6):837.
Otsuki K, Wayman CM. Shape Memory Materials. Cambridge: Cambridge University Press; 1998. 49.
Eucken S, Duerig TW. The effects of pseudoelastic prestraining on the tensile behaviour and two-way shape memory effect in aged NiTi. Acta Metall. 1989;37(8):2245.
Lin HC, Wu SK, Chou TS, Kao HP. The effects of cold rolling on the martensitic transformation of an equiatomic TiNi alloy. Acta Metall Mater. 1991;39(9):2069.
Liu Y, Liu FS. Transformation behaviors of Ti48.5Ni48Fe2Nb1.5 dependence of annealing and thermomechanical cycling. Rare Met. 2012;31(3):231.
Wang SJ, Mi XJ, Yin XQ, Li YF. Deformation behavior of TiNiFe alloy in isothermal compression. Rare Met. 2012;31(4):323.
Lin HC, Lin KM, Chang SK, Lin CS. A study of TiNiV ternary shape memory alloys. Alloys Compd. 1999;284(1–2):213.
Lin HC, Wu SK, Lin JC. The martensitic transformation in Ti-rich TiNi shape memory alloys. Mater Chem Phys. 1994;37(2):184.
Hornbogen E. The effect of variables on martensitic transformation temperature. Acta Metall. 1985;33(4):595.
Lin HC, Wu SK. Effects of hot rolling on the martensitic transformation of an equiatomic TiNi alloy. Mater Sci Eng. 1992;158(1):87.
Wang Q, He ZR, Liu MQ, Yang J, Liu Y. Effects of Ni content and solution-aging treatment on multi-stage transformations of TiNi shape memory alloys. Rare Met Mater Eng. 2011;40(3):395.
Eggeler G, Allafi JK, Gollerthan S, Somsen C, Schmahl W, Sheptyakov D. On the effect of aging on martensitic transformations in Ni-rich TiNi shape memory alloys. Smart Mater Struct. 2005;14(5):186.
Tong YX, Liang CQ, Chen F, Li L, Zheng YF, Chung CY. Effect of aging on martensitic transformation behavior of Ti48.8Ni50.8V0.4 alloy. J Mater Sci. 2011;46(19):6432.
Qiu GS, Zhao XQ, Meng LJ, Xu HB. Effects of Nb on the high temperature mechanical properties of TiNiAl alloys. Mater Sci Forum. 2007;546–549:1477.
Cui ZZ, Liu HS. Metal Materials and Heat Treatment. Changsha: Central South University Press; 2010. 197.
Fan GL, Chen W, Yang S, Zhu JH, Ren XB, Otsuka K. Origin of abnormal multi-stage martensitic transformation behavior in aged Ni-rich Ti-Ni shape memory alloys. Acta Mater. 2004;52(14):4351.
Zhou YM, Zhang J, Fan GL, Ding XD, Sun J, Ren XB, Otsuka K. Origin of 2-stage R-phase transformation in low-temperature aged Ni-rich Ti–Ni alloys. Acta Mater. 2005;53(20):5365.
He ZR, Wang F, Wang YS, Wang YS, Xia PJ, Yang B. Effects of V and Cr on transformation and deformation characteristics of Ti–Ni superelastic alloy. Acta Metall Sin. 2007;43(12):1293.
Lin HC, Wu SK. Damping characteristics of TiNi shape momery alloys. Metall Mater Trans. 1993;24(10):2189.
Otsuka K, Ren XB, Sarkar S. Evidence for strain glass in the ferroelastic-martensitic system Ti50−x Ni50+x . Phys Rev Lett. 2005;95(20):205702.
Rösner H, Schloßmacher P, Shelyakov AV, Glezer AM. The influence of coherent TiCu plate-like precipitates on the thermoelastic martensitic transformation in melt-spun Ti50Ni25Cu25 shape memory alloys. Acta Mater. 2001;49(9):1541.
Acknowledgments
This project was financially supported by the Industry, Education and Research Projects of the China Aviation Industrial (No. cxy2012BH04).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liu, YY., Liu, FS. Phase transformation behavior of Ti49Ni49.5Fe1V0.5 and Ti48Ni48.5Fe1V2.5 alloys after different heat treatments. Rare Met. 33, 16–20 (2014). https://doi.org/10.1007/s12598-013-0075-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-013-0075-4