
Abstract
The objective of this study is to quantitatively analyze the static and fatigue characteristics of the repeated welding, operating temperatures, and surface defects (notches) in tubes with Al3003-O aluminum, which is applied to the heat exchangers. In particular, fatigue characteristics on actual aluminum tubes are evaluated. It was confirmed the grain size increases and the hardness decreases due to changes in the internal structure as the number of repeated welding increases. The fatigue limit of the aluminum tube at the operating temperature was 49.02 MPa which was lower than the room temperature. Also, the fatigue limit of the notched aluminum tube is measured to be 29.37 MPa which is reduced compared to that of the specimens without a notch; the fatigue notch factor is 1.67. Based on the Peterson equation, the material constants were derived by combining the results (fatigue notch factor, etc.) obtained through analysis and experiments. Derived material constants allow the prediction of fatigue limits for various defect (notch) sizes that may occur during the manufacturing and assembly of the heat exchanger.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Copper material has been extensively utilized in heat exchanger industries due to its outstanding thermal conductivity and corrosion resistance [1,2,3,4]. As copper prices have risen in recent years, manufacturers have been very interested in finding alternatives to copper tubes [5]. Aluminum is currently considered a replacement for copper due to its low cost, high corrosion resistance, high productivity, and low weight [6,7,8]. Aluminum tubes are 75% cheaper and 35% lighter than copper. Moreover, aluminum has outstanding strength, so it is widely used in the form of an alloy in the manufacturing field [9, 10]. Therefore, aluminum tubes with good thermal conductivity are used to replace copper tubes for heat exchangers for air conditioners [11, 12].
However, aluminum tubes have lower strength compared to copper tubes, so they are susceptible to deformation during installation. Surface defects (notches) are frequent, especially when aluminum tubes go through the heat exchanger manufacturing process. Since heat exchanger tubes for air conditioners are exposed to vibration and heat load for the long term after installation, they must be inspected for fatigue failure [13, 14]. Therefore, fatigue life testing is necessary, and if the product cannot meet the target fatigue life, design modifications and re-inspection are required. As a means to solve this problem, many studies are being conducted to predict fatigue life using FE analysis. It can be estimated using the theoretical fatigue life equation from the literature, along with the stress values of the structure based on FE analysis [15, 16]. However, due to complex operating conditions and material composition, fatigue life predictions are generally unreliable [17]. To overcome such shortcomings, a probabilistic approach is based on a methodology for predicting S–N fatigue curve parameters. The parameters are modified using an S–N fatigue curve obtained from fatigue life tests based upon standard specimens [18,19,20]. However, this methodology still gives inaccurate fatigue life since the shape between the actual product and standard specimen is different. Therefore, many researchers are conducting various experiments to predict fatigue life.
Choi et al. confirmed the fatigue characteristics between the standard specimen extracted from the steel pipe for water supply and the actual pipe through a fatigue life test. They confirmed that the actual pipes had significantly shorter fatigue life [21, 22]. Lee et al. analyzed the effect of welding residual stress of pipes on the fatigue crack growth. It was confirmed that the residual stress increases the fatigue crack propagation rate of weld zones compared to the base metal. This work is expected as the influence of microstructure changes [23]. Regarding the product operating environment, it is investigated that the fatigue strength decreases to the concentration of stress with the increase in the surface roughness of the corroded steel [24, 25]. In addition, despite the pressure boundary component being designed conservatively, the fatigue life test should be conducted by considering actual operating conditions since material properties could be changed under high temperature and high pressure [26]. Based on previous research by Wilson [27], Elbel et al. conducted an aluminum press-fitting fatigue life test under actual operating conditions such as temperature cycling, etc. Since fatigue life test results are similar for both copper and aluminum press-fittings, it is claimed that aluminum fittings could replace copper fittings [28].
Fatigue life testing on standard specimens is usually performed to analyze fatigue characteristics from a material point of view. Many studies have fatigue life tests performed to analyze the various conditions on fatigue characteristics; surface finishes, heat treatments, and so o [29, 30]. For example, tubes applied to heat exchangers for the cooling system (i.e., air conditioners) are manufactured by drawing and extruding original materials. These processes make material homogeneity differences and affect various material properties, including strength and hardness. The heat exchanger tube is installed via additional processes such as welding and cutting. These defects, such as notches and grooves on the tube surface, occur during installation. Therefore, the non-uniform material properties of the tube and differences in stress distribution lead to actual tubes having different fatigue characteristics from standard test specimens. Furthermore, less accurate fatigue characteristics can be obtained if standard test specimens are used and external operating requirements are not considered. A quantitative analysis of fatigue characteristics is required regarding the actual tubes instead of standard test specimens.
A systematical analyzed the effects of environmental factors on aluminum tubes made by Al3003-O materials and defects arising from the machining and assembling heat exchangers on fatigue and material properties. For this purpose, the interrelation between the changed grain sizes and the hardness of the aluminum tube is investigated by repeated welding at the air conditioner installation site. Moreover, evaluated the fatigue life of actual aluminum tubes under elevated operating temperature and defects conditions.
2 Materials and Methods
2.1 Aluminum Tube Specimen
The Al3003-O aluminum tubes used in heat exchangers for air conditioners are made through the process of extrusion and have excellent formability and corrosion resistance (Table1).
2.2 Specimen Preparation for Hardness Measurements and Grain Size Analysis
An air conditioner consists of an indoor unit responsible for controlling indoor air conditions and an outdoor unit that rejects heat from the external environment. The two units are connected using aluminum tubes. Welding of the aluminum tubes is performed during the installation of an air conditioner, and welding is repeated for the purpose of re-installation and repairs. This may cause structural changes in the material of the tubes, and such changes can be observed in the grain size. The material quality should be maintained by maintaining the grain size at a certain level because a larger grain size lowers the yield strength, hardness, and fatigue life of the tubes. The repeated welding of the aluminum tube occurs during air conditioner installation, resulting in a change in the grain size of the aluminum tube. Therefore, a correlation analysis is carried out between the hardness and grain size of the aluminum tube according to the number of repeated welding. The welding was performed on the aluminum tube surface for about 10 s with a gas torch at a temperature of approximately 580 °C, and air-cooled for 1 h. Four specimens are prepared each under different welding conditions of 0, 1, and 5 times, amounting to 12 specimens. The repeated welding conditions are set up to a maximum of 5 times considering the actual installation environment. The epoxy molding specimens are prepared by wire cutting the torched area, and it is finely ground to a maximum of 1 μm. Further, the polished surface is etched with DI 105 ml, HCl 9 ml, and FeCl3 3 g for analyzing grain size and measuring hardness (Fig. 1).

Cross-section of epoxy molded specimens made by cutting the part which is repeatedly welded in an aluminum tube
2.3 Design of Fatigue Life Test Specimens
2.3.1 Un-notched Tube Specimens
Metal plugs are embedded in both ends of the aluminum tube and mount the specimen to the jigs to perform fatigue life tests. The shape was designed so that fatigue fracture occurred at the center of the aluminum tube during the fatigue life test.
FE analysis is performed to determine the fracture position when metal plugs are included in aluminum tubes under the unprocessed state. A 3D model of an aluminum tube with a metal plug inserted is created by ANSYS software (V19.1, USA); the tube's outer diameter and thickness are 15.88 mm and 1.9 mm respectively. The analysis is carried out by applying symmetric boundary conditions and simplifying the FE model with one quarter. The mesh created nodes and the elements to 30,000 and 10,000 using hexahedral elements, respectively. In our previous study, the tensile and yield strength of Al3003-O aluminum tubes are obtained from tensile tests; Referring to the online database Matweb, the material properties are established with an elastic modulus of 69 GPa and Poisson's ratio of 0.33. The metal plug is employed with the properties of structural steel, which is built in the ANSYS Material Library; the tensile yield strength is 250 MPa. In the case of the loading condition, a bending moment of 300 N mm is subjected to one end of the aluminum tube (Fig. 2).

Finite element (FE) model and loading conditions
As a result of structural analysis, the high stress is evenly distributed on the surface, so no fracture occurred in the center of the tube (Fig. 3a). Therefore, it is designed as a concave specimen (R 200 mm) with the tube center thickness reduced to 0.94 mm in consideration of the area where high stress is distributed on the surface, and FE analysis confirmed that fractures occurred in the center of the tube (Fig. 3b).

Structural analysis results: a Selection of cutting thickness in the unprocessed state, b Designed as a concave test specimen (R200 mm) whose tube center thickness is reduced to 0.94 mm
2.3.2 Notched Tube Specimens
The occurred surface defects of the aluminum tube during the heat exchanger manufacturing process cause stress concentration and shorten the fatigue life. This study measures the notch generated in the processing and assembling of heat exchangers in air conditioners. The size of the notch was measured for a total of 30 locations, and the average value was obtained. The notched tube specimen was manufactured by creating a V-notch on the surface of an un-notch tube specimen. These were to predict the fatigue life of a defective tube. Every surface defect is in a V-notch shape of 0.115 mm in depth, 90° angle, and 0.02 mm radius (Fig. 4).

Dimension of V-notch
2.4 Condition of Rotational Fatigue Life Test
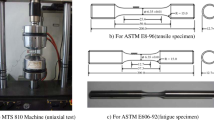
Fatigue life tests are conducted by employing a rotational fatigue life tester (Fig. 5), and the stress ratio (R) is set as −1, in which tensile and compressive stress is repeated identically. In particular, fixing the fatigue life test specimens, after confirming the eccentricity with a dial gauge (0.05 mm or less), a fatigue life test is performed at a rotation speed of 1800 rpm. The bending stress produced by the bending load is calculated following Eq. (1).
where \(d\) and \(D\) values are obtained by measuring the inner and outer diameters of the aluminum tube with an electronic digital caliper, \(P\) is the applied load on the rotational fatigue test specimens, and L is the distance between the points under load which is 200 mm. The fatigue life tests are performed at varying maximum stress under two different temperatures (25, 125 °C) and notched conditions; ten test specimens are used for each condition. Each test is completed when the specimen fails or reaches the fatigue limit (1 × 107 cycles). Fractures are observed in the center of the specimen as predicted by the specimen design (Fig. 5).

Fractured aluminum tube specimen after fatigue life tests and the rotational fatigue life tester
3 Results and Discussion
3.1 Hardness Measurements and Grain Size Analysis
The grain size of the etched surface at a magnification of 100 × is observed by employing a metallurgical microscope (Nikon, MA200, Japan). A total of 4-grain sizes are observed and measured at two locations per specimen: upper and lower thickness regions. The grain size (\({D}_{m}\)) was measured and calculated by employing the linear intercept method referred to in ASTM E112 [31]; the grain size is counting the number of grains (\(n\)) from 5 parallel lines of length L (mm) in the metallurgical microscope image (Fig. 6), which is calculated through Eq. (2).
where \(P\) is the number of parallel lines, and \(M\) is the magnification. The surface micro-hardness of the aluminum tube according to the number of repeated welding was measured using an HM-100 tester from Mitsubishi corporation. The surface microhardness was measured from the area of the indentation generated by holding a 0.1 \(\mathrm{kgf}\) load for 10 s. The surface micro-hardness was respectively measured by designating 10 points at the area of the upper and lower thickness per specimen (Fig. 7).

Representative a 0 cycle, b 1 cycle, and c 5 cycles results of grain size for repeated welding

Micro-Vickers hardness measurement of the repeated welded aluminum tube
As a result of measuring the heat-affected zone following the number of repeated welding, the grain size is found to be 99.82 ± 9.72 (n = 16) for the unheated specimens, 122.87 ± 7.33 (n = 16) when heated once, and 174.32 ± 36.45 (n = 16) when heated five times (Fig. 3, Table 2). As a result, it is confirmed that the grain size increased with the number of repeated welding. Furthermore, the hardness is found to be 40.72 ± 0.45 \(Hv\) (n = 80) for the specimens without heating, 36.61 ± 0.41 \(Hv\) (n = 80) when heated once, and 34.49 ± 0.40 \(Hv\) (n = 80) when heated five times (Table 2). A one-way ANOVA (Microsoft Excel, USA) is conducted to analyze the influence of repeated welding on hardness, and it was found to be statistically significant at a 0.05 level (\(P<0.05\)). Consequently, the hardness is decreased by increasing the repeated welding number (Table 2).
Based on this, the correlation between the two variables (grain size, \(d\)—hardness, \({H}_{v}\)) under the number of repeated welding is written as an equation (Fig. 8a, \({R}^{2}=0.999\)),

Correlation between number of grain size and hardness of the aluminum tube according to the number of the repeated welding cycles
The specimens welded once repeatedly indicate about 19% coarser grain boundary and more than 11% further smaller hardness values than the unheated specimens. The decrease in hardness with repeated welding is not greater than the grain size increase, and both hardness and grain size gradually converge over time.
Grain size—hardness, the non-linear correlation between two variables is expected to significantly decrease both hardness and mechanical strength, even in a single weld. In general, the grain size becomes finer and the grain spacing narrower as the dislocation increases. At this time, the number of grains existing in a unit volume increases and acts as an obstacle to the movement of dislocations. Thus, the resistance to deformation increases, and thus the hardness increases. In other words, grain boundaries affect dislocation movement.
Furthermore, it can also be defined as the relationship between the grain size and hardness from the Hall–Petch equation, \({H}_{v}={H}_{o}+{k}_{H}{d}^{-0.5}\); where \({H}_{v}\) is the hardness, \({H}_{o}\) and \({k}_{H}\) are the material constants for the hardness, and d is the grain size. Hence, with an increasing number of repeated welds, the hardness decreases, and the ductility of the material increases, which can affect fatigue strength. It has been well known that ductile material generally provides good fatigue resistance in the low-cycle fatigue region where most of the fatigue life is occupied by crack propagation than crack nucleation due to a considerable amount of plastic deformation. Furthermore, in the present study, when unheated, the hardness of the material is based on both work hardening and grain size, but materials with heat history (0, 1, and 5 times re-weldings) are re-crystallized, thus the hardness values are related only to the grain size. The current results using the Hall–Petch equation show a low correlation (Fig. 8b, \({R}^{2}=0.866\)) [32, 33], between hardness (Hv) and grain size (d−0.5).
3.2 Rotational Fatigue Life Test Results According to the Type of Specimens and Operating Temperature
The rotational fatigue life tests evaluated the fatigue life of the aluminum tube in the operating environment at 25 °C and 125 °C (Fig. 9a). A V-notch is fabricated on the aluminum tube and analyzed for the effect of surface defects that occur during product assembly. Furthermore, a linear equation of the log–log scale (Eqs. (5) and (6)) is obtained based on experimental data. These equations are represented as follows:

a Comparing fatigue life test results between the temperatures at 25 °C (◆) and 125 °C (▲) b Comparing fatigue life test results between the un-notched specimen (▲) and notched specimen (△) at 125 °C
The fatigue limits determined 1 × 107 cycles are 57.19 MPa and 49.02 MPa at 25 °C and 125 °C, respectively, with a temperature modification factor of 0.86 calculated. When the temperature increases, the kinetic energy of the molecules in the aluminum tube rises to produce active molecular motion. According the spacing between molecules increases, and the bonding force decreases. Also, the grain size increases at high temperatures, accelerating the slip deformation and significantly reducing fatigue strength.
The fatigue life test results regarding the notched tube specimen are shown in Fig. 9b. The following equation is obtained by fitting the S–N fatigue curve.
The fatigue limit of the notched specimen is found to be 29.37 MPa at the operating temperature of the heat exchanger for the air conditioner at 125 °C, and overall, the alternating stress values are lower than the un-notched tube specimens. The fatigue notch factor is calculated to be 1.67 at the 1 × 107 cycles region.
3.3 Identification of Material Constant for Heat Exchanger Tubes with Al3003-O
The material constants (a) of the Peterson equation are computed based on the fatigue notch factor derived from the fatigue life test and the stress concentration factor (\({K}_{t}\)) obtained from the FE analysis [34]. The material constants can be estimated to predict the fatigue notch factor under various notch conditions. To estimate the material constant, the stress concentration factor when the aluminum tube has a notch is obtained through structural analysis of ANSYS (V19.1, USA).
The specimens with V-notches are generated through FE modeling. The tube specimens with V-notches are generated through FE modeling, and the same loading conditions as the design of the fatigue life test specimen were applied. The maximum stress of the notched specimen is indicated by 13.692 MPa via structural analysis (Fig. 10). A calculation of \({K}_{t}\) by dividing the stress value for the notched tube specimen by the stress value of the un-notched tube specimens. As a result, the value is able to be indicated by 2.73. The material constant (\(a\) = 0.03 mm) was acquired by substituting the stress concentration factor 2.73 come by the previous analysis, notch radius 0.02 mm, and the fatigue notch factor 1.67 obtained through the fatigue life test into the Peterson equation (Eq. (8)).

Simulated maximum principal stress results of aluminum tube notched specimen for calculation of material constants of Peterson equation
Since the Kf based on Peterson's equation can be easily calculated by identifying material constant (a) at specific notch sizes (r), the fatigue limit regarding various notch sizes can be predicted and analyzed by its equation.
For instance, the \({K}_{t}\) can be acquired via structural analysis when the aluminum tube has a notch size with a radius of 0.3 mm. Substituting the aforementioned material constants 0.03 mm and the results obtained from the FE analysis into the Peterson equation can calculate the \({K}_{f}\) for this notch size. In this research, the material constants presented can be used to easily calculate the \({K}_{f}\) for the defect (notch) size that occurs during the fabrication and assembly of heat exchangers using aluminum tubes made in Al3003-O material.
4 Conclusions
This work aims to analyze the fatigue and material properties by the effects of the number of repeated welding, operating temperatures, and surface defects (notches) on Al3003-O aluminum tubes applied to the heat exchangers for air conditioners. In addition, we also investigated the fatigue notch factor at 125 °C, which is the heat exchanger's operating temperature. One can see that the hardness of the aluminum tube gradually non-linearly decreased with an increasing number of repeated welding. Furthermore, the fatigue life of the aluminum tube at 125 °C, which is the operating temperature of the heat exchanger, is relatively lower than at room temperature. Based on this, the major contribution of this study is proposing a method to predict the fatigue limit of the aluminum tube according to various surface defects (notches). In future research, we plan to investigate the effects of various factors such as residual stress due to changes in tube curvature during bending processing, effects on surface defects (notches) occurring in welds, and reduction in fatigue limit by corrosion under actual operating conditions in heat exchangers for air conditioners.
References
Karamış, M. B., Taşdemirci, A., & Nair, F. E. H. M. İ. (2003). Microstructural analysis and discontinuities in the brazed zone of copper tubes. Journal of Materials Processing Technology, 141(3), 302–312.
Ando, T., Tamagawa, H., & Shohji, I. (2010). Cu–Sn–Zr–P alloy for a high-strength heat-exchanger tube. Transactions of The Japan Institute of Electronics Packaging, 3(1), 14–17.
Shirai, T., & Saeki, C. (2004). Development of high strength, heat resistant KHRT copper alloy tube. Research and Development-Kobe, 54(1), 78–82.
Yang, Y. J., & Lee, C. M. (2021). A study on the optimization of joint mandrel shape for manufacturing long type elbow using push bending process. International Journal of Precision Engineering and Manufacturing, 22, 431–439.
Sajuri, Z., Baghdadi, A., Mahmod, M. F., & Syarif, J. (2014). Fatigue and mechanical properties of aluminium-copper bi-metal tubes. In Advanced Materials Research (Vol. 896, pp. 626–629). Trans Tech Publications Ltd.
Wang, S., Cheng, S., Yu, H., Rao, Z., & Liu, Z. (2013). Experimental investigation of Al–Cu composed tube–fin heat exchangers for air conditioner. Experimental thermal and fluid science, 51, 264–270.
Kim, S. H., Lee, S. G., Park, J. M., Park, J. H., & Lee, M. H. (2018). A Study on Galvanic Corrosion properties between differential Al Alloys. In Proceedings of the Korean Institute of Surface Engineering Conference (pp. 96–96). The Korean Institute of Surface Engineering.
Liu, Y., Gong, H., He, Y., Zhang, T., Sun, Y., & Liu, X. (2022). Research on machining deformation of 7050 aluminum alloy aircraft rib forging. International Journal of Precision Engineering and Manufacturing, 23(5), 533–543.
Ferreira, V., Egizabal, P., Popov, V., de Cortázar, M. G., Irazustabarrena, A., López-Sabirón, A. M., & Ferreira, G. (2019). Lightweight automotive components based on nanodiamond-reinforced aluminium alloy: A technical and environmental evaluation. Diamond and Related Materials, 92, 174–186.
Li, X., Chen, Y., Lang, L., & Xiao, R. (2021). A modified mk method for accurate prediction of flc of aluminum alloy. Metals, 11(3), 394.
Ma, Z. L., Zhang, J. L., & Li, D. F. (2003). Some problems of copper using in air conditioning and refrigeration system. Refrigeration and Air Conditioning, 3, 66–70.
Khosravifard, A., & Ebrahimi, R. (2010). Investigation of parameters affecting interface strength in Al/Cu clad bimetal rod extrusion process. Materials & Design, 31(1), 493–499.
Hwang, S. H., Kim, H. G., Seon, C. Y., Lee, C. S., & Lee, B. Y. (2010). Fatigue life evaluation for HP drum in HRSG according to EN code. In Proceedings of KSME autumn conference (pp. 506–511).
Kim, T. H., Choi, J. S., & Han, J. S. (2017). Thermal-structural analysis and fatigue life evaluation of a parallel slide gate valve in accordance with ASME B&PVC. Transactions of the Korean Society of Mechanical Engineers A, 41(2), 157–164.
Yim, H. J., & Lee, S. B. (1996). An integrated CAE system for dynamic stress and fatigue life prediction of mechanical systems. KSME Journal, 10(2), 158–168.
Lee, S. B., Park, T. W., Park, J. S., Lee, S. B., & Yim, H. J. (2000). A study on computational method for fatigue life prediction of vehicle structures. In Proceedings of the Korean society for noise and vibration engineering conference (pp. 1883–1888). The Korean Society for Noise and Vibration Engineering.
Yoon, H. Y., & Zhang, J. (2008). Evaluation for probabilistic distributions of fatigue life of marine propeller materials by using a Monte Carlo simulation. Transactions of the Korean Society of Mechanical Engineers A, 32(12), 1055–1062.
Kim, D. S., & Kim, J. K. (1994). The prediction of fatigue life according to the determination of the parameter in residual strength degradation model. Transactions of the KSME, 18(8), 2053–2061.
Qiao, H., & Hao, X. (1995). Two-parameter nominal stress approach. International Journal of Fatigue, 17(5), 339–341.
Ling, J., & Pan, J. (1998). A new method for selection of population distribution and parameter estimation. Reliability Engineering & System Safety, 60(3), 247–255.
Seok, C. S., Park, J. S., Kim, H. I., Lee, Y. M., Cho, W. H., & Song, W. K. (2005). Evaluation of fatigue characteristic of a real waterworks pipe. In Key engineering materials (Vol. 297, pp. 2471–2476). Trans Tech Publications Ltd.
Choi, J. H., Koo, J. M., Seok, C. S., & Song, W. K. (2008). Evaluation of fatigue life characteristic of a real waterwork pipe using the probability density function. Transactions of the Korean Society of Mechanical Engineers A, 32(9), 707–712.
Lee, T. S., & Yang, H. T. (1997). A research of effect on fatigue life by residual stress at welds of pipe. Korea Welding Society Special Lecture and Conference Presentation Overview, 74–77
Mun, J. M., Jeong, Y. S., Jeon, J. H., Ahn, J. H., & Kim, I. T. (2017). Experimentally evaluating fatigue behavior of corroded steels exposed in atmospheric environments. Journal of Korean Society of Steel Construction, 29(3), 193–204.
Rusnak, C. R., & Menzemer, C. C. (2021). Fatigue behavior of nonreinforced hand-holes in aluminum light poles. Metals, 11(8), 1222.
Gerber, D. A. (1998). Evaluation of environmental fatigue effects for a Westinghouse nuclear power plant. EPRI Report No TR-110043.
Wilson, M., & Bowers, C. D. (2014). Design of accelerated fatigue tests for flame free refrigeration fittings.
Elbel, S., Duggan, M., LaGrotta, T., Raj, S., & Hrnjak, P. (2016). Accelerated fatigue testing of aluminum refrigeration press fittings for HVAC & R applications.
Kim, K. J., & Chung, S. C. (2002). An Effect of warm shot peening on the fatigue behavior of suspension coil springs. Transactions of the Korean Society of Mechanical Engineers A, 26(6), 1209–1216.
Heo, C. Y., An, D. W., Won, J. H., & Choi, J. H. (2011). Inverse estimation of fatigue life parameters of springs based on the bayesian approach. Transactions of the Korean Society of Mechanical Engineers A, 35(4), 393–400.
Standard, A. S. T. M. (1996). E112: Standard test methods for determining average grain size. West Conshocken, 112, 4–20.
Hansen, N. (2004). Hall-Petch relation and boundary strengthening. Scripta Materialia, 51(8), 801–806.
Pande, C. S., & Cooper, K. P. (2009). Nanomechanics of Hall-Petch relationship in nanocrystalline materials. Progress in Materials Science, 54(6), 689–706.
Pilkey, W. D., Pilkey, D. F., & Bi, Z. (2020). Peterson’s stress concentration factors. Wiley.
Acknowledgements
This research is supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (NRF-2021R1I1A3044394, PI: Prof. Jaehyeok Doh).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
On behalf of all the authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Han, C., Doh, J. Investigation of Fatigue Characteristics for Heat Exchanger Tube in Air Conditioner: Effect of Surface Defect and Environmental Factor. Int. J. Precis. Eng. Manuf. 24, 867–875 (2023). https://doi.org/10.1007/s12541-023-00793-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-023-00793-9