
Abstract
In this study, the vortical casting used to prevent the agglomeration of alumina nanoparticles in molten aluminum, and the various aspects were studied. The influence of strontium as a reformer material on the microstructure of the A356 aluminum composite substrate, nano-alumina, and micro-copper reinforcing particles investigated. The alumina nanoparticles and the microparticles of copper milled and the mixed powder added to produce the composite A356. 1.5 vol% nano Al2O3/Cu vortex of the molten aluminum in the casting process, and different amounts of sr were added to the melt separately. The results of this study showed that the optimum amount of Sr to modify the eutectic structure of silicon and improve the wettability of the A356 alloy is 0.5% strontium, which shows the results of the X-ray map analysis of the Sr separation on the particle–matrix interface. The consumed a fraction of the strontium in the matrix. The strontium separation in the particle–matrix interface can lead to the improved wettability of the alumina nanoparticles. Higher amounts of 0.5% volumetric strontium lead to the formation of intermetallic Al2Si2Sr particles. Also, the highest strength at 0.5% volumetric strontium, 191 MPa reported.
Graphic Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Today, the tendency to study the orientation matrix composites falls into the category of the aluminum metal matrix composites (AMMC). This results from the superior mechanical properties, high strength to weight ratio, good formability, heat treatment capability, varied consolidation techniques, as well as the ability to distribute various ceramic particles to the aluminum matrix. Therefore, the automotive, aerospace, and other industries are the most critical consumers of these materials. The strengthening of Aluminum Ductile Matrix with Hard Particles Secondary Phase, such as oxides, carbides, borides, and nitrides, enhances the physical and mechanical properties of the composite material [1]. Preliminary research has shown that medium-sized particles (between 0.2 and 1.5 microns) will cause cavities in the matrix due to the lack of proper attachment of these particles to the matrix. However, particles less than 100 nm in size have a more reliable and more convenient connection to the matrix and provide no place for the formation and initiation of holes in the structure [2, 3]. Nanoparticles agglomeration is the major challenge and the leading cause of a decrease in the properties of the nanocomposites reinforced with high volume percentages of ceramic nanoparticles. The nanoparticles must be distributed in the structure as uniformly and individually as possible (To achieve the optimum mechanical properties). Research has shown that uniformity, structural integrity, and deep pores increase the mechanical properties of aluminum alloys. It has also observed in many studies that agglomeration of reinforcing particles decreased flexural strength [4,5,6,7,8]. The vortical casting method can seamlessly distribute the reinforcing particles in the matrix [6, 9]. Particle agglomeration is not only due to the high percentages of reinforcing ceramic nanoparticles, but also due to the non-wettability of these particles by the molten metal and the intrinsic tendency of these particles to absorb each other. Various studies have conducted to overcome this challenge. Research in the matrix of aluminum composites reinforced with ceramic nanoparticles, especially SiC and Al2O3, has received much attention due to the widespread use of these materials in the aerospace industry [10]. In the present study, the aim is to modify the aluminum composite matrix reinforced with alumina and micro-copper nanoparticles by strontium. Among the various composite production methods, powder metallurgy and casting techniques are more common than the other manufacturing methods. Although the casting techniques are more straightforward, cheaper, and more accessible, the inherent non-wettability of the ceramic in the aluminum melt is problematic. Some methods based on utilizing mechanical factors in production to improve wettability, such as vortical casting. Another group of methods based on the physical properties of the surface of the nanoparticles. Techniques such as Thermal action, coating, and active elements can improve the wettability. For example, the heat treatment of the nanoparticles changes their surface contact angle. Active elements are added to the matrix to increase the wettability of the reinforcing particles. Increasing the wettability of the reinforcing particles results in a uniform distribution of the particles and an increase in strength. The most common commercial improvers are sodium, strontium, and antimony [10,11,12,13]. In the present study, a set of solutions as a novel hybrid technique used to produce A356/1.5 vol% nano Al2O3 nano-composite to differentiate between the statuses of the ceramic powders when they added to melt with pure nanoparticles. To investigate the effect of strontium refining, different percentages of these elements added to the aluminum melt. Control samples compared with pure nano-alumina powders, nano-alumina, and micro-copper blends and strontium samples.
2 Experimental Procedure
In this study, gamma-alumina nanoparticles (γ-Al2O3) with 20 nm dimensions used as the Reinforcement phase. Figure 1 shows the electron microscope image of the morphology of the nanoparticles. Also, alumina nanoparticles were produced by (Ampco. Ltd). Ltd with a purity of 99.97% and a theoretical density of 3.37 g/cm3.

Scanning electron microscopy image of the morphology of alumina nano powders
Table 1 shows the chemical composition of nano-alumina.
The copper powder products company (Merck) with dimensions less than 50 micrometers, and high-purity to mix with the nanoparticles used. The aluminum alloy composition used in this study shown in Table 2.
2.1 Production of Powdered Reinforcing Particles
In the present study, the mixing of copper microparticles with alumina nanoparticles used to increase the wettability of alumina nanoparticles. The ratio of nanoparticles to microparticles was equal to 1; also, stainless steel pellets with four different sizes of 15, 11, 9, 7 mm used in the mixing process. The dry mixing process was performed for 1 h at 250 rpm in a planetary mill with a weight ratio of 20:1. Quantities of aluminum alloy and reinforcing particles obtained for the production of A356/1.5% vol Al2O3 composite based on Eq. 1.
In this equation, the weight of the reinforcing particles with MR is its density with ρR and as well as ρM the density of the composite matrix, and X is the volume fraction of the Reinforcement phase, and MM is the melt weight of the matrix.
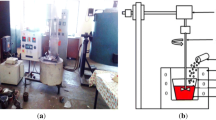
2.2 Vortical Casting
A resistance furnace with a stirring system and temperature control used to prepare the aluminum melt. The stirrer was connected to a speed-controlled drill by an adjustable arm. The stirring system consisted of three graphite blades with an angle of 40 degrees relative to the horizon, which performed the composite manufacturing process at 850 °C. Throughout the composite manufacturing process, the temperature maintained by a constant thermocouple system. The liquid stirred for 12 min, and the velocity was rpm450. After adding the powders to optimize the produced composite, four different volumes from the Al-10% SR mixture, namely 0.01%, 0.03%, 0.06%, 0.5% and 1% strontium were added to the melt, respectively. Subsequently, the melt poured into a cast-iron mold and specimens of 140 mm length, and 14 mm diameter prepared.
2.3 Heat Treatment
Also, for the heat treatment process, the sample reached a temperature of 495 °C, which took 2 h to reach this temperature and was kept constant for 8 h at this temperature [1]. Then it reached 530 °C; this temperature reduction took 1 h and kept at this temperature for 2 h. Afterward, the samples were then quenched in water (at 25 °C), and for 8 h at 180 °C, Precipitation treatment was performed on the samples.
2.4 Analysis of the Samples
To investigate the effect of strontium addition on the samples, porosity, density of theory, and density of Archimedes compared. The comparison of the theoretical density with the Archimedes density determined the amount of porosity in each sample, which calculated using the Eq. 2.
This equation shows the weight fraction of the amplifier with XR and the weight fraction of the XM metal matrix. Also, the density of the amplifier and matrix shown with dR and dM, respectively. The Archimedes density obtains by the weights of the samples were weighed in air (Wa) and distilled water (Wb) by scales and calculated by placing in Eq. 3.
In Eq. 1, the density of distilled water at room temperature is 30.997 g/cm3 and shown by d0. A Bowers400-DAT device measured the hardness of the samples at an operating load of 500 grams. The hardness reported in the results of the present study averaged to 5 hardnesses. The tensile test performed according to ASTM-B557, and Gotech-model gt-700-Is5 performed the tensile test at a tensile strength of 1 mm/min. The microstructure of the specimens investigated by a light microscope (Optika B600-MET) and a scanning electron microscope (VEGA\TESCAN-LMU).
3 Results and Discussion
The morphology of the alumina reinforcing particles mixed with copper shown in Fig. 2 at different magnifications. Figure 2a Pre-milled copper particle size, the approximate size of this powder is less than 50 μm. Figures (c) and (b) show the morphology of the powders after 1 h of milling, and no changes observed in the powders. Figure 2 shows that the purpose of the milling was to mix the powders only. Figure 2d the morphology of the reinforcing particles shows that the surface of the metal powder particles coated with alumina reinforcing nanoparticles Powder metallurgy techniques can explain this phenomenon. The Bodeward model showed that smaller ceramic particles cover the surface of larger metal particles, and there is also a similar report in a study on Al–Al2O3 composite [14].

Electron microscope image, a unmilled copper powder, b Al2O3–Cu powder mixture after 1-h milling, c Al2O3–Cu powder mixture at high magnification, d particle surface image of mixed powders
Table 3 shows the porosity of composite samples produced at 850 °C. These samples contain different amounts of strontium in the manufacturing process. The results showed that the addition of reinforcing nanoparticles and strontium to the aluminum matrix resulted in increased porosity in the composite casting specimens. The increase in porosity can be attributed to the increased contact area between the coating particles and molten metal, as well as to the germination and porosity formation at the surface of the reinforcing particles.
Another reason for the increase in porosity is the inhibition of melt flow due to the agglomeration of the reinforcing particles [15,16,17]. As can be seen, the porosity of the samples reinforced with metal-alumina powder mixtures is higher than that of the samples reinforced with pure alumina particles. This increase in porosity can attribute to the higher amount of alumina/metal mixture used in the melt compared to the amount of pure alumina powder. As shown, these metal particles have also surrounded by ceramic nanoparticles. Besides, the presence of metal oxide particles in ceramic–metal mixed powders is not unexpected due to the milling in the dry and unprotected atmosphere of the mill. Therefore, the presence of metal oxide particles in the powder mixture and the formation of gas bubbles on the surface of these particles upon entering the melt can consider as one of the sources of porosity. It should note that according to the Allingham diagram, the copper oxide particles surrounded by aluminum melt. However, the aluminum melt is not capable of the resuscitation of aluminum oxide particles. The presence of these oxide particles can interfere with the mechanical performance of the composite and cause the material properties to be impaired. It should note that the thermal expansion coefficient of the metal matrix is much higher than the thermal expansion coefficient of the ceramic particles. Since the difference of the thermal expansion coefficient in the joint between the particle–matrix is maximal, maximum tensile stress will create in this part, which further disrupts the bonding, and therefore, the pores appear as particle-porosity. Figure 3 clearly shows the accumulation of alumina nanoparticles in the pores [18]. The silica phase at the during solidification in eutectic alloy A356 develops as a blade. This nonmetallic phase can only grow in the direction of <112> if the modifiers not used. It is possible to modify the blade structure using elements such as strontium and T6 heat treatment. The mechanical properties and casting quality of aluminum–silicon alloys strongly depend on the grain size, dendritic secondary arm spacing, as well as the size and morphology of eutectic silicas. Strontium used to change the eutectic phase of silica in aluminum alloys.

Alumina nanoparticles aggregation around the pores
Modifiers are the elements that modify the morphology of silicon crystals (as shown in Fig. 4) and transform them from coarse-grained filaments to fine-grained spherical filaments. The optimum strontium content for the complete refinement of the needle-shaped silicon is 0.5%, and the addition of more strontium results in the formation of strontium-rich intermetallics and increases the porosity and shrinkage in the matrix [7,8,9]. According to Fig. 5, the EDS analysis shows the presence of strontium-rich intermetallic compounds in the matrix. Also, adding strontium causes the coarsening of the α phase and tends to grow the aluminum column that does not have this one as a positive effect on the mechanical properties [19]. Adding active alloying elements such as strontium can alter the matrix alloy by using an unstable layer between the particle and the liquid phase. The mechanism of this unstable layer resembles the matrix and surrounds the reinforcing particles, which improves wettability. There is little evidence for the effect of strontium on the wettability behavior of ceramic reinforcing particles, but strontium can act in two ways.

The optical microscope image and the effect of strontium on the microstructure of the A356 alloy: a unmodified, b 0.01% strontium, c 0.03% strontium, d 0.06% strontium, e 0.5% strontium, f 1% strontium

Scanning electron microscope image with the EDS analysis of the A356 alloy microstructure containing 1% strontium, indicating the presence of strontium-rich intermetallic compounds in the matrix
-
(a)
The strontium separation in the interlayer of ceramic particles with the matrix creates a transition layer with a structure similar to the alumina and matrix interlayer, which can improve the wettability [20, 21].
-
(b)
A layer of air surrounds the ceramic particles. It is likely that by adding strontium, the oxide films around the particles will be transformed from gamma-alumina to strontium ceramics because the strontium reacts more with oxygen and nitrogen than with aluminum. Strontium-containing spinels are also thermodynamically more stable than gamma films [22].
Figure 6 shows the microstructure of nanocomposite reinforced with a mixture of Al2O3–Cu particles in a state not refined by strontium and refined with strontium. The addition of nanoparticles reduced the grain size of the matrix in the composite samples. The grain size in the unreinforced aluminum matrix is about 48 μ. However, the simultaneous addition of mixed alumina nanoparticles and micro-copper particles reduced the matrix grain size to 14 μ. The uniform distribution of the nanoparticles in the matrix reduced the grain size, which eventually improved the mechanical properties [15]. Figure 6a shows a sample reinforced with a mixture of Al2O3–Cu. The silicon phase is completely needle-filamentous. The addition of 0.5% strontium to the composite has shown in Fig. 6b the result in the complete refinement of the microstructure and the fully spherical silicon phase. The addition of 0.5% strontium to the composite has represented in Fig. 6b addition of 0.5% strontium led to the complete refinement of the microstructure and the fully spherical silicon phase and eliminated the wettability problem. By adding 1% strontium, the composite microstructure fully refined, and the nanoparticles expected to well disperse in the aluminum matrix. However, as shown in Fig. 6c, strontium-precious intermetallic compounds increase porosity, and contractile cavities neutralize the refining effect on the matrix microstructure and harm the mechanical properties. As can be seen in Fig. 7, the X-ray analysis map shows 0.5% strontium separation results in nanoparticles with a matrix interface.

Electron microscopy image and the effect of strontium on the morphology of a unmodified A356–Al2O3, b A356–Al2O3 refined with 0.5% strontium, c A356–Al2O3 refined with 1% strontium

X-ray analysis map of the Cu–Al2O3 composite improved by 0.5% strontium
The profile of hardness provided in Fig. 8. It observed that the addition of small amounts of nanoparticles to the aluminum matrix significantly increases the hardness of the composites. This increase is due to the presence of nanoparticles and their effect on reducing the matrix grain size.

Hardness profile of the castings at 850 °C
On the other hand, the uniform distribution of alumina particles will act as a barrier to the movement of dislocations. The area around the nanoparticles also has a high density of dislocations due to the significant difference in the thermal expansion coefficient of the matrix metal and ceramic particles. The interplay of the dislocations with each other and with the nanoparticles significantly increased the hardness of the composites [15, 16, 23, 24]. It found that the hardness oscillations of composite specimens reinforced with pure alumina nanoparticles are higher than those of the strontium-modified composite specimens reinforced with a ceramic–metal powder mixture. The higher hardness fluctuations indicate the inappropriate distribution of particles in different composite regions. Also, low fluctuations in the hardness profile indicate a uniform distribution in the structure. The hardness of the samples reinforced with pure alumina was low due to the low wettability and nonuniform distribution of the nanoparticles. The optimum performance of the composite reinforced with the Al2O3–Cu powder mixture at the melt temperature of 850 °C affects the melt fluidity, resulting in better dispersion of the nanoparticles. By adding strontium as a structural modifier and enhancing the wettability of the particles in the matrix, the performance of the composites reinforced with the Al2O3–Cu powder mixture can increase. The examination of the composite microstructure also shows essential results. The presence of the clusters of ceramic particles in the samples reinforced with strontium-free Al2O3–Cu observed. However, as shown in Fig. 9, the distribution of nanoparticles in the composite samples containing 0.5% strontium has an utterly uniform distribution. Hence, the hardness profile fluctuations during the composite samples are very low.

Distribution of nanoparticles in the sample containing 0.5% strontium
In order to investigate the tensile strength, three tests take from each sample, and the mean reported. The results of different volume percentages of strontium have shown in Table 4. The results reveal that the yield strength in the base alloy sample is 87.1 MPa; and that in the alloy with volume fraction containing pure alumina is 90.8 MPa; and that in the alloy with a 0.5% strontium volume fraction is 109.83 MPa; and that in the alloy with 1% strontium volume fraction is 83.3 MPa. Comparisons show that adding strontium as an active element and optimizing the phase to the aluminum composite structure caused the behavior of these materials to change. This addition of strontium produced a transient layer between the particles and the liquid phase, forming a structure similar to the alloy matrix and particles, which surrounds the ceramic particles, resulting in the improved wettability of the particles. The sample with a volume fraction of 0.5% strontium has a significant effect on the yield strength. The increase in tensile strength in composites containing reinforcing particles is due to the increased density of dislocations around the particle due to the difference in thermal expansion coefficient between the matrix and the reinforcing particles. Increasing the density of the dislocations and trapping them behind the reinforcing particles, which considered obstacles to the dislocation movement, can cite as an additional reason for the strength of the composites. As a result of tensile stresses, the dislocations are moved and then stopped behind the reinforcing particles at stresses below the stress necessary to supply the relevant energy for the dislocations to pass through the barriers, causing the dislocations to accumulate and increase the dislocation density. The increased dislocation density by increasing the number of particles is intensifying, and this has analyzed by the appropriate distribution of particles in the interlayer between the matrix and reinforcing particles [25].
As is known, the percentage of elongation increased with the addition of strontium as a matrix alloy optimizer. The tensile strength results of the modified and unmodified specimens have shown in Table 4. Figures 10 and 11 reveal the ultimate Tensile strength, yield strength, and elongation percentage of composite samples before and after strontium optimization. As observed, an increase in strontium volume in the composite specimens increased the ultimate tensile strength, yield strength, and elongation percentage due to the increased wettability of the alumina nanoparticles in the aluminum matrix and ultimately the uniform distribution of the nanoparticles in the matrix. Also, by increasing the strontium content in the matrix, it improves the eutectic structure of silicon in the matrix alloy. Adding strontium to the aluminum matrix composites changes the behavior of these materials, produces a transient layer between the particles and the liquid phase, and creates a structure similar to the alloy matrix and particle, which further encapsulates the ceramic particles and improves particle wettability [26]. Increasing strontium in the matrix increased the wettability of the nanoparticles and also increased the dislocation density. This increase in strontium limited the plastic behavior of the matrix. Limiting the plastic behavior is due to the significant difference in thermal expansion coefficients between the matrix and the particles, which results in the formation of thermal stress in the particle interface. The hardness of the composites is affected by the dislocation density. The uniform distribution of particles in the matrix caused the displacement reaction and plastic deformation control.

Diagram of yield strength and tensile strength of strontium-containing specimens cast at 850 °C

Diagram of percentage elongation samples of strontium-containing specimens cast at 850 °C
The aluminum alloy matrix (A356) can only be deformed by moving the alumina particles or by moving the dislocations and passing through the reinforcing particles. Increasing the amount of strontium reduced the distance between the particles. The decrease in the distance between the particles caused their uniform distribution in the matrix. Also, Fig. 9 shows the result of matrix deformation, which increased stress, ultimate strength, and reduced Malleability [17]. It is noteworthy that due to the higher percentage of optimizing elements such as strontium, the melt viscosity increases, and therefore, the rate of exit of trapped gases inside the melt decreases during cooling. Research has also shown that increasing strontium results in increased porosity and contractile cavities around Al2O3 particles. The results showed that the addition of more strontium leads to the formation of Al2Si2Sr intermetallic particles, which does not have a good effect on the mechanical properties. Compared to non-optimized alloys, the optimized alloys are more susceptible to the germination of gas bubbles, thereby increasing the gas porosity in the melt [17].
Studying the fracture sections of the composites shows that the primary mechanism of fracture is inter-dendritic cracks. This type of fracture is similar to the fracture of the non-modified A356 alloy, whose behavior has recently been reported [27]. Figure 12 shows the dendritic structures at the composite fracture surfaces. Dendritic structures are visible at the fracture cross-section. During solidification, the nanoparticles and alloying elements, notably silicon, are driven to the solid/melt interface and separated in the dendritic regions.

Dendritic structures at the fracture cross-section of unmodified A356 alloy
According to Fig. 13, the micro-cracks grow along with the interlayer aluminum–eutectic silicon and cause the composite to fracture. This fracture behavior proves that the primary fracture mechanism of these composites controlled by matrix fracture [28].

Micro-cracks created at the fracture cross-section of composite specimens at different magnifications
Also, some fracture zones of the composite structure are similar to a hole. Figure 14 shows the existence of these structures on the sample surfaces.

Cavity-like structures on fracture surfaces
The presence of cavities in the microstructure of the cross-sectional of area of the fracture indicates that soft fractures occurred. The reason for the soft fracture is the germination as well as the porosity in the matrix. Cavity-like fractures generally begin with the germination and expansion of cavities between the layers of silicon phases and the matrix. The presence of cavity structures, as well as fractured particles in the reinforcement phase, has been reported at the composite fracture surfaces. The presence of cavity structures is due to shear deformation in the sliding plates, whereas the fracture of the reinforcement phase particles is due to the hardening and crushing of the ceramic particles due to the stress concentration [27, 29]. Figure 15 reveals the cavity structures along with the cellular structures at the fracture cross-section. The presence of nanoparticles in the matrix changed the microstructure from dendritic to cellular. The cellular microstructure indicates that the amount of tensile strength is affected by the nanoparticles in the metal matrix. It can demonstrate that the presence of large pores at the fracture surfaces is due to the abundant gas cavities that cause the fracture in the composite specimens.

Large pores caused by gas porosity at the fracture cross-sections
Many efforts have made to improve the aluminum matrix to influence the fracture behavior of the composite. Research has disclosed that the set of factors that reduce the grain size in the matrix consists of the shrinkage of the primary and secondary dendritic arms, nanoparticle dispersion in the matrix, improved wettability, and reduction in the dimensions of silicon eutectics. These factors will improve the performance of the composite in shear forces and its fracture behavior. The results of the present study indicated that the addition of strontium to the nano-alumina-reinforced composite reduces the size of the eutectic phase of silicon. Also, at the fracture sections, cellular structures were observed, indicating the effect of the strontium addition on the melt. This addition of strontium changed the solidification process from the dendritic structure to the cellular structure. Additionally, the small size of the silicon phases caused by the addition of modifiers and heat treatment increased the strength and toughness of the composite. Moreover, the presence of copper phases in the matrix can create a crisp structure [15].
4 Conclusion
Based on the results obtained for the casting composite, this can conclude.
-
1.
Based on the results, it can conclude that the addition of strontium resulted in the optimization of silicon in the A356 alloy. The optimum amount of strontium addition reported at 0.5% volumetric. This optimum amount made the best mechanical properties and the best quality of reinforcing particle distribution related to this composite.
-
2.
Higher amounts of strontium lead to the formation of intermetallic Al2Si2Sr particles, which does not have a good effect on the mechanical properties.
-
3.
Much of the composite fracture under tensile stress is due to an inter-dendritic fracture in the composite matrix.
-
4.
Cavity-like structures at the fracture cross-section are attributed to the presence of porosities, resulting from the production process.
-
5.
The microstructure of the brittle fracture is due to the composite production process as well as the presence of brittle copper phases.
References
B. Prabhu, Microstructural and Mechanical Characterization of Al–Al2O3 Nanocomposites Synthesized by High-Energy Milling (2005)
V. Viswanathan et al., Challenges and advances in nanocomposite processing techniques. Mater. Sci. Eng. R Rep. 54(5–6), 121–285 (2006)
S.P. Rawal, Metal–matrix composites for space applications. JOM 53(4), 14–17 (2001)
S. Liu et al., Effect of B4C and MOS2 reinforcement on micro structure and wear properties of aluminum hybrid composite for automotive applications. Compos. B Eng. 176, 107329 (2019)
M. Manoj, G. Jinu, T. Muthuramalingam, Multi response optimization of AWJM process parameters on machining TiB2 particles reinforced Al7075 composite using Taguchi-DEAR methodology. Silicon 10(5), 2287–2293 (2018)
C. Fenghong et al., Effects of silicon carbide and tungsten carbide in aluminium metal matrix composites. Silicon 11(6), 2625–2632 (2019)
P.N. Kumar, A. Rajadurai, T. Muthuramalingam, Thermal and mechanical behaviour of sub micron sized fly ash reinforced polyester resin composite. Mater. Res. Express 5(4), 045303 (2018)
P.N. Kumar, A. Rajadurai, T. Muthuramalingam, Multi-response optimization on mechanical properties of silica fly ash filled polyester composites using Taguchi-grey relational analysis. Silicon 10(4), 1723–1729 (2018)
S. Pashmforoosh, S. Shahriyari, O. Mirzaee, Evaluation of Mechanical and Microstructure Properties of Mg-Modified Aluminum Matrix Composite by Vortical Casting Method (Metals and Materials International, New York, 2020)
Y.-C. Kang, S.L.-I. Chan, Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Mater. Chem. Phys. 85(2–3), 438–443 (2004)
Z.R. Hesabi, H. Hafizpour, A. Simchi, An investigation on the compressibility of aluminum/nano-alumina composite powder prepared by blending and mechanical milling. Mater. Sci. Eng. A 454, 89–98 (2007)
D. Poirier et al., Fabrication and properties of mechanically milled alumina/aluminum nanocomposites. Mater. Sci. Eng. A 527(29–30), 7605–7614 (2010)
M. Kok, Thesis (The Institute of Science and Technology of Elazig University, Turkey, 1999)
D. Bouvard, Densification behaviour of mixtures of hard and soft powders under pressure. Powder Technol. 111(3), 231–239 (2000)
A. Mazahery, H. Abdizadeh, H. Baharvandi, Development of high-performance A356/nano-Al2O3 composites. Mater. Sci. Eng. A 518(1–2), 61–64 (2009)
S.A. Sajjadi, H. Ezatpour, M.T. Parizi, Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 34, 106–111 (2012)
A. Mazahery, M. Ostadshabani, Investigation on mechanical properties of nano-Al2O3-reinforced aluminum matrix composites. J. Compos. Mater. 45(24), 2579–2586 (2011)
P. Bindumadhavan et al., Effect of particle-porosity clusters on tribological behavior of cast aluminum alloy A356–SiCp metal matrix composites. Mater. Sci. Eng. A 315(1–2), 217–226 (2001)
L. Lu, A. Dahle, Effects of combined additions of Sr and AlTiB grain refiners in hypoeutectic Al–Si foundry alloys. Mater. Sci. Eng. A 435, 288–296 (2006)
J. Garcia-Hinojosa et al., Effect of Sr addition on an Al–7Si–10 vol% SiCp cast composites. Mater. Sci. Eng. A 382(1–2), 315–320 (2004)
J. Hashim, L. Looney, M. Hashmi, Particle distribution in cast metal matrix composites—part I. J. Mater. Process. Technol. 123(2), 251–257 (2002)
S. Miresmaeili et al., Precipitation of Sr-rich intermetallic particles and their influence on pore formation in Sr-modified A356 alloy. Metall. Mater. Trans. A 36(9), 2341–2349 (2005)
A.L. Geiger, J.A. Walker, The processing and properties of discontinuously reinforced aluminum composites. JOM 43(8), 8–15 (1991)
R.E. Reed-Hill, R. Abbaschian, Physical Metallurgy Principles, 3rd edn. (Van Nostrand, New York, 1994)
B. Closset, J. Gruzleski, Structure and properties of hypoeutectic Al–Si–Mg alloys modified with pure strontium. Metall. Trans. A 13(6), 945–951 (1982)
Z. Yu et al., Coating of Y2O3 additive on Al2O3 powder and its effect on the wetting behaviour in the system Al2O3p/Al. Mater. Lett. 57(20), 3111–3116 (2003)
S. Asavavisithchai, A. Kennedy, The effect of Mg addition on the stability of Al–Al2O3 foams made by a powder metallurgy route. Scr. Mater. 54(7), 1331–1334 (2006)
A. Munitz, M. Metzger, R. Mehrabian, The interface phase in Al–Mg/Al2O3 composites. Metall. Trans. A 10(10), 1491–1497 (1979)
P. Shen et al., The influence of surface structure on wetting of α-Al2O3 by aluminum in a reduced atmosphere. Acta Mater. 51(16), 4897–4906 (2003)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shahriyari, S., pashmforoosh, S. & Mirzaee, O. Investigation of the Effect of Sr on the Mechanical Properties and Microstructure of Nano-Alumina Reinforced Aluminum Matrix Composites by the Vortical Casting Method. Met. Mater. Int. 27, 4250–4262 (2021). https://doi.org/10.1007/s12540-020-00715-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-020-00715-8