
Abstract
The most precise method for reconstructing operational chains (chaîne opératoire) is the refitting of stone artefacts. Unfortunately, the sequences for forming a typical Szeletian artefact—a leaf point—were missing for a long time. Finds from the multilayer open-air site of Moravský Krumlov IV (Czech Republic) brought a unique opportunity to study Szeletian technology through refittings. The excavations of this site uncovered an in situ horizon in the uppermost archaeological layer 0 in sector IV-3 that has been classified as a workshop. On the basis of both technology and dating, the finds are related to the Szeletian. Spatial distribution of bifacial artefact refittings shows that pieces were produced in two distinct spots within the excavated area. An analysis of their deposition indicated an in situ position, and therefore, results of the technological analysis can be understood as significant. Refittings and surface morphological analyses demonstrate a specific manner of leaf point production based primarily on achieving a maximum reduction in thickness and a minimum reduction of their length and, especially, width. Although incomplete and unsuccessful artefacts are reminiscent of the Middle Palaeolithic Micoquian backed knives, the general production strategy tended towards the manufacture of rather symmetrical leaf points. It seems probable, therefore, that the described method of production of leaf points is characteristic for the Early Szeletian in Moravia.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The technological analysis of the lithic industry provides an opportunity to reconstruct chaîne opératoire that reflect a specific mental template, which was common to a society of a certain period, and this enables us to broaden the options for differentiating Palaeolithic industries. Apart from scar pattern analysis (e.g. Clarkson et al. 2006; Kot and Richter 2012) and experimental studies (Hiscock and Clarkson 2005; Laughlin and Kelly 2010; Lucas 1999; Lycett and Eren 2013; Migal and Urbanowski 2006; Migal and Urbanowski 2008), one of the most precise methods for reconstructing chaîne opératoire is the refitting of stone artefacts (e.g. Cziesla 1990; Hofman 1981; Neruda and Nerudová 2005; Pope and Maxted 2008; Škrdla 2003b). Through a detailed analysis of both preserved and missing artefacts, we can very precisely understand their mutual relations and the sequence of individual manufacturing steps. For the Early Upper Palaeolithic, the highest number of refittings is available mainly for the Bohunician (Nerudová and Krásná 2002; Škrdla 1996; Škrdla 2003b; Valoch et al. 2009; Valoch et al. 2000) or for the Aurignacian in Moravia (Neruda and Nerudová 2005; Škrdla 2003a). On the other hand, complex refittings of Szeletian industry have been unavailable for a long time, especially the sequences for forming the most diagnostic Szeletian artefact—the leaf point. For the first time, finds from the multilayer open-air site of Moravský Krumlov IV (Neruda and Nerudová 2009; Neruda and Nerudová 2010) provided a unique opportunity to study the Szeletian technology through refittings. An earlier model of leaf point production (Nerudová 2009) has been improved by new more detailed analysis, that has comprised both the refitting description and the scar pattern analysis (Nerudová and Neruda 2017). Discussion within the defined technological operational chain pointed out the need to publish more items that are related to leaf point production and their spatial distribution. This approach establishes a functional classification for the site and demonstrates the homogeneity of layer 0.
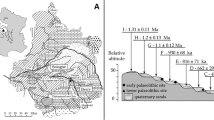
The site of Moravský Krumlov IV (MK IV) was found in the Krumlovský Les (Krumlovian Forest) Region which is well known as a source of the local chert (Přichystal 2009). This hilly area is situated in south Moravia (SE part of Czech Republic; Fig. 1a) 40 km southwest of Brno City (Fig. 1b) and has yielded many Palaeolithic sites concentrated on the eastern slopes (Fig. 1c) that are separated by a series of valleys and distinct ridges facing south-southeast (Nerudová 2013). The Palaeolithic site of MK IV was discovered on the edge of a deep Late Pleistocene valley at an elevation of 315–325 m a.s.l. (Fig. 1d–e) and excavated in several sectors (Fig. 1f) with different stratigraphy (Neruda 2009).

Geographical position of the site. a Map of Europe. b Map of Moravia (eastern part of Czech Republic) and relation to important sites mentioned in the text. c Map of Krumlovský Les (Forest) Region. d Aerial view to the site. e Position of sectors and isolated finds (+) at the edge of the valley. f Individual sectors at Moravský Krumlov IV (sector IV-3 in red colour)
A complex stratigraphic sequence at MK IV records the geological development from the Holocene to the Saalian Glaciation. The deepest sequence was uncovered in unit 11K that became a reference profile (Fig. 2a). Archaeological layer 0 with bifacial artefacts was identified only in sector IV-3 where finds were deposited in the upper part of geological layer E (Fig. 2a–c). This layer, represented by the leptosol (Fig. 2b), evinces features of redeposition, especially in the bottom part denominated as layer F (Fig. 2a, c). The southern part of the find horizon has been affected by erosion and Holocene soil formation processes (see units 11/H and 11/I in Fig. 2a).

Stratigraphy at Moravský Krumlov IV, sector IV-3. a Longitudinal section (the western profile), projection of finds in units 11/I-R. b Eastern profile, units 12/L-R (double arrows indicate position of finds). c Perpendicular section, projection of finds in units 8–12/R. d Position of cross-section (black lines) within the excavated area
The chronological position of Szeletian artefacts in layer 0 was established using Picea/Larix charcoal samples. Radiocarbon (AMS) dating provided an uncalibrated time range between 36,820 and 38,350 BP (Davies and Nerudová 2009) that is comparable with the other Szeletian open-air site at this region—Vedrovice V (Valoch et al. 1993). The radiocarbon dating was cross-checked by OSL dating (Nejman et al. 2011), yielding an age of 43,600 ± 3300 BP for the upper part of layer 0, which is approximately consistent with the calibrated radiocarbon data framework (Table 1) we obtained for the MK IV-3 site (Davies and Nerudová 2009). The lower OSL sample taken from the base of archaeological layer 0 (64,600 ± 7000 BP) was much older (for a discussion, see Neruda and Nerudová 2010).
The composition of the preserved layer 0 lithic industry corresponds to the site character where the majority of the debitage is represented by flakes often coming from the shaping of bifacial tools. Flake fragments (78%) are the most common technological category. Cores and core fragments account for 0.39% of the assemblage. Some pebbles were used as hammerstones and retouchers (0.14%) while others probably represent raw materials (0.14%). Pseudo-blades (flakes with parallel edges but metrically flakes) are represented minimally (only 19 pieces, i.e. 0.3%). Retouched tools account for 1.2% of the assemblage. Besides leaf points, end scrapers, side scrapers and various notches and denticulates are also present (Neruda and Nerudová 2010, Table 2, Fig. 9). The site was classified as a workshop, where shaping of leaf points was also carried out (Neruda and Nerudová 2010; Nerudová 2009).
Material and methods
For the detailed analysis and presentation of the chaîne opératoire of the bifacial artefact, we chose 9 of the most complex refittings; they comprise altogether 38 refitted items. The collection of the studied items was supplemented with 11 individual bifacial artefacts of various technological stages. Numbering of the described refittings and the IDs of individual items corresponds to evidence of lithics in the collection of stone tools curated in the Anthropos Institute.
An important criterion that facilitates our understanding of the dynamic aspect of human behaviour is the relationship between refittings and the distribution of lithic artefacts found at the site. Artefacts were recorded in three coordinates (manually in individual square metres); small chips from wet sieving were localised using sub-squares (usually 50 × 50 cm, in specific cases 25 × 25 cm). A square network (the outline of the sector) was fixed in real coordinates (a national grid: S-JTSK), and all finds were georeferenced using ArcGis software (Figs. 2d and 3) into the same system for visualisation. Orientation of artefacts is described using the inclination of three axes (x, y and z), overlaid onto the individual artefact (Fig. 4).Footnote 1 Each axis could be horizontal (h), oblique (s) or vertical (v).

Distribution of lithic artefacts at Moravský Krumlov IV-3. a Distribution of finds with coordinates. b Projection of chips and small technological fragments using Kernel density raster; three working spots (WS) were defined. c Projection of all refits and conjoins within plan b; white triangle—bifacial pieces in UMS-BT stage 1, diamonds—bifacial pieces in UMS-BT stage 2-1 (yellow), stage 2-2 (orange) and stage 3 (blue). d Projection of refitting sets (RS) related to bifacial tool production

Moravský Krumlov IV-3, layer 0 – orientation of artefacts (in %) in individual units using the combination of three axes
For the description of refittings, we follow the method of Cziesla (1990) and Sisk and Shea (2008). We distinguish “refits” (“refitting of the production sequence” in Cziesla’s model) for sets of artefacts split from each other by controlled conchoidal fracture and “conjoins” (refitting of breakage) that join individual parts of one piece broken by forces other than conchoidal fracture—typically two parts of a broken flake or a leaf point (e.g. frost fractures, trampling, bending fractures, fractures due to technical errors, etc.). Cases with more than two pieces and minimally one refit we call refitting set (RS). On plans showing the distribution of artefacts, we graphically distinguish refits (solid line) and conjoins (dash line). We do not draw all possible lines relating pieces to each other; usually, we simply connect flakes and fragments to bifacial pieces.
When evaluating the refittings, we worked both with flakes refitted to the bifacial piece and with preserved scar patterns. To achieve the best visualisation of each refitting, we divided it into steps usually related to the individual series of removals extracted from the distinct surface. These were gradually photographed and the selected parts drawn and digitalized (outlines of flakes and scars). All the main elements that demonstrate the process of manufacture in some way are described in the schematics using texts and graphics (e.g. Fig. 6). Knapped flakes are numbered in sequence from the oldest identifiable flake to the most recent, and the flakes we are only able to identify on the grounds of scars are designated in italics. In cases when the order of detached flakes in one series was not possible to determine, we distinguish them using small letters (e.g. f3a and f3b). We differentiate graphically the flakes or scars with a preserved striking point (black dot) and the cases (white-centred ring), in which it was possible to make a reconstruction of the striking point using a circular segment method (see below). To make the graphics more illustrative, we added arrows to these marks. For preserved flakes, arrows with solid lines denote only the vectors of strikes, whereas for scars, the dash-line arrows signify both direction and minimum length.
Some studies focused on post-palaeolithic bifacial tool production (Callahan 2006; Migal and Urbanowski 2008) mention it is possible to define several general technological stages—the universal manufacturing scheme of bifacial tool production (UMS-BT)Footnote 2. For Middle and Early Upper Palaeolithic collections, the model can be adapted to include four stages of UMS-BT, in which case, the model can be used for the technological distinction of both leaf point or asymmetrical knife production (Kot 2014; Nerudová and Neruda 2017).
UMS-BT comprises (Migal and Urbanowski 2008)Footnote 3:
-
Stage 1:
Formation of a surrounding edge that enables further tool processing. The edge cannot be formed in the axe of the artefact, and therefore, it does not represent preform of the final edge.
-
Stage 2:
Rough surface formation with extensive thinning of the preform. Thinning is achieved by extraction of usually large flakes that significantly change mostly the thickness and width of the bifacial item.
-
Stage 3:
Thinning and edge (shape) formation that can be divided into several phases.
-
Stage 4:
Knapping of flakes (retouching) which corrected the edge shape—mostly in terms of angle and regularity.
Results
Distribution of all lithic artefacts
The ArcGis database contains 1346 lithic artefacts with coordinates that could be displayed and analysed. Their distribution is irregular and it is possible to distinguish 2 or 3 accumulations—unit 11/R, 10-11/N-O and 12/O, respectively (Fig. 3a). The Kriging raster of 3908 chips correlates to accumulations in units 11/R and 10-11/N-O in which case the first area is larger (10-12/R-S) and the area of unit 11/R is the most abundant and the most clearly delimited (Fig. 3b). A third accumulation in unit 12/N-O does not contain a significant amount of small chips. On the other hand, they are found in the large area of units 8–9/N-P where we do not see a distinct concentration of larger artefacts.
To improve our understanding of the division of space, we can take into account refittings (refittings and conjoins). They correspond very well with the areas of units 10–11/R and 10–11/N-O. The third accumulation of chips (units 8–9/N-P) seems to correlate to a more dispersed refitting distribution facing south. An isolated group of refits and conjoins is visible in squares 11/I-J; however, there is no significant distribution of small chips and technological fragments of raw material. Distribution lines of conjoins often relate very distant spots in the area under the analysis (dashed line in Fig. 3c), and they are often perpendicular to the slope vector.
Projecting the artefact distribution, density of chips and position of refittings enables us to define 3 main working spots (WS)—WS 1 (units 10–11/N-O), WS 2 (units 10–12/R-S) and WS 3 (units 8–9/N-P).
The taphonomy of paleosoil E indicates post-depositional movement of the sediment. To assess the scale of redeposition of the artefacts, an analysis of their orientation was prepared for the individual units (Fig. 4). Artefacts lying horizontally prevail in almost all square metres, especially in the area of all three defined WS. Significant evidence for the post-depositional movement of artefact is indicated in the southern area of the sector. This correlates to stratigraphic observations that indicated geological layer E was partly eroded and at this place (southern part of the sector), an archaeological layer was affected by Holocene soil formation and bioturbation. Concerning the question of taphonomy of archaeological layer 0 (sediment E), refittings should also be taken into account. However, while the direction of refittings in WS1 and WS2 roughly corresponds to the vector of the slope, there are several conjoins and fractures that are more or less perpendicular to this vector (Fig. 3c).
Distribution of bifacial pieces
Bifacial artefacts (preforms, leaf points and their fragments) are randomly scattered throughout virtually the entire studied area. An expected relationship of preforms to WSs is not confirmed at all. While pieces in UMS_BT stage 1 are related to WS2 and were probably manufactured there, bifacial artefacts representing the next technological step of massive thinning (classified as stage 2-1) are dispersed outside of the defined WSs, and they are not refitted with flakes that form their shape (mostly thinning flakes) (Fig. 3c, d). Advanced stage 2-2 lithic debitage partly followed this observation; nevertheless, in several cases, they relate to WSs. Two bifacial pieces can be related to WS2 (refits 78 and 79) and one, the most complex refitting (refit 74), to WS1. Other items of this stage are distributed again out of WSs. Similar characteristics were observed for stage 3 lithics. In this case, there are pieces found in WS2 as well as pieces distributed out of WSs. These lithics represent evidence for bifacial artefact production in situ. This interpretation is corroborated by the fact that refit sets related to bifacial production and the refitted flake sequences and isolated flakes are from the same raw material and they belong to the same specific refit set even though they are not directly refitted (conjoined).
Taking into account all bifacial pieces and refittings related to bifacial technology, we can identify four primary groups of finds:
Group 1—refittings and isolated artefacts related to WS 1
Group 2—refittings and isolated artefacts related to WS 2
Group 3—refittings with an unclear relation of WSs
Group 4—isolated bifacial pieces out of WSs
Group 1
The most lithic-rich place at MK IV-3 yielded only one refitting set (No. 74) related to bifacial technology. On the other hand, it represents the most complex one because it contains sequences from the initial stage 1 to relatively advanced stage 2 (artefacts—ID115859–115868).
The first step of the reduction (UMS stage 1) was decortification of the natural half of a pebble that was plano-convex, relatively thick (more than 42 mm) and small in length-width dimensions (Fig. 5). It represents a typical form of Krumlov Forest chert that can be obtained by dividing pebbles along frost cracks. The sequence of five flakes (f1-ID 115868, f2-ID 115866, f3a-ID 115859, f4-ID 115861 and f5-ID 115860) was extracted from the right side over the tip to the left side using a hard hammer. The cortex with nail-like scratches was completely removed, while a piece of sandy cortex was preserved on the left side of this piece.

Moravský Krumlov IV-3, layer 0. Vertical and horizontal distribution, and technology of refitting set 74; the white diamond—the bifacial piece, squares—preserved flakes (numbers correspond to numbering in the technological description (photos), black dots—striking points, black/white dots—reconstructed striking points, solid lines with arrows—direction of the preserved flakes, dash lines with arrows direction of flakes reconstructed from scars, plain text—preserved flakes (e.g. f1), italics—flakes recognisable from scars (e.g. f12) (photos and drawings P. Neruda)
The next documented step 2 belonged to UMS-BT stage 2-1. It began on face B that was modified by flakes f3b, f6 and f7 (which were not preserved). On the right side of the piece (frontal view on face A), an artificial back was formed by two flakes (f11a and f11b). We can also count three flake-scars (f8, f9 and f10) as part of this sequence that together form the proximal part of the worked piece. These flakes have flat or dihedral remnants of striking platforms with traces of frost cracks on their surfaces. Flake f12 was probably also related to this step as it forms the convexity of face A. Creating an artificial back on the right side enabled the knapper to start reducing the thickness of the piece. First, flake f13 was knapped using a soft hammer. This removed the frosted surface and modified the entire width at the proximal part of the piece. Part of a natural back on the left side was reduced. Flakes f14 and f15 were unsuccessful because they were relatively short. Significant reduction of the thickness was achieved by flake f16 (ID 115865) that similarly as flake f13 forms a large part of face A. This flake was also extracted with a soft hammer.
Step 3 (still UMS stage 2-1) was initiated by flake f17 that formed the convexity of face A near the tip of the worked piece. Two flakes, f18 and f19, extracted from the left side, served the same purpose. Nevertheless, the main reduction of the thickness has been done from the right side. Both flakes f20 (ID 115864) and f21 removed material from the entire width of face A. The striking platform remnant of preserved flake f20 (polyhedral) is a little bit rounded and this was probably the reason why the knapper used a hard hammer.
In step 4 (UMS stage 2-2), the reduction of thickness continued being done from the right side. At first, the angle between face A and B (artificial back) was modified by two flakes (f22 and f23). Further reduction is demonstrated by the preserved flake f24 (ID 115867) which was extracted using a soft hammer, a scar left by flake 25 and the preserved flake (f26a-ID 115863) that was struck off from the apical part of the right side and removed a large part of the bifacial artefact’s tip. All three flakes reduced more than 75% of the biface’s width. The last flake was struck off from the right side (f26b) and from the left side (f27a and f27b).
The end product (ID 115862) has preserved both natural and artificial backs on both of its sides. The piece is asymmetric in the cross section. Therefore, it resembles a bifacial backed knife. Nevertheless, there is no forming of working edges (UMS stages 3 and 4 are missing). The width was reduced from 62 mm to 41 mm and thickness from 45 to 22 mm.
We can surmise that the whole process of shaping took place at WS 1 because the shaped leaf point preform (115862) lay directly in the conspicuous elongated concentration of lithic artefacts and most of the flakes were found in the immediate vicinity of a bifacial artefact. We do not observe any spatial shifting in relation to UMS-BT stages—flakes from all individual stages were found in the centre of the refitting (the position marked by the bifacial preform) as well as outside of it. These ones are represented by two flakes from UMS-BT stage 1 (f2 and f4), one flake (f20) from stage 2-1 and one (f26a) from stage 2-2. The most distant flakes (1.5–2.5 m) originated from the cortex removal phase of bifacial tool shaping (flakes f2 and f4). It is interesting that a majority of flakes documented from Step 2 (f6-f15) are not preserved or they were not recognised. All finds were deposited on a line with the axis oriented approximately N–S. The vertical distribution does not show any disturbance; all finds follow a pattern of distribution along a specific axis defined by distribution of all lithic pieces.
On the border of WS 1 (defined by the distribution of small chips and chert fragments), there are only two isolated bifacial pieces (ID 115749 and 115793) preserved in UMS-BT stage 2 (Fig. 3d). Nevertheless, their spatial and technological relation to WS 1 is unclear. From the technological point of view, the preform ID 115793 (Fig. 10) is important because it represents the initial stage of forming a bifacial artefact from a block of chert with a trapezoidal section arisen through breaking of a pebble after frost fracturing. The thickness was reduced from the natural back (surface of the frost fracture) on the right side, and only the first series of strikes that lowered the thickness down to two thirds of the width of the complete object was successful; the last preserved scars resulted in a hinge termination unfit for repair because of the morphology of the left edge. Traces of an attempt to reduce the hinge termination are only visible close to the fracture in the distal part of the object. Besides three short percussions, the ventral part of the item was not shaped, and its original frost surface was preserved.
Group 2
This place at MK IV-3 probably played the main role in bifacial tool production because it yielded three individual refitting sets, one group of three refitting sets, one leaf point and several flakes related to the same raw material unit, and several isolated bifacial artefacts in different UMS-BT stages. Almost all pieces are close to the centre of WS 2 that is defined by the distinct accumulation in unit 11/R (Fig. 6).

Moravský Krumlov IV-3, layer 0—distribution of finds in unit 11/R. Dark grey—rests of bifacial pieces, light grey—flakes belong to refitting sets or flakes related to them on the base of the same raw material unit. Accumulation of finds is structured with the highest concentration created a strip in direction NW–SE
Refitting set 33 (ID 115675–115676) represents the initial stage of bifacial tool shaping. A massive piece of chert (ID 115675) was found directly within the densest concentration of artefacts in WS 2 (Fig. 3c, d); the conjoined flake (ID 115676) lay approx. 60 cm awayFootnote 4 (Fig. 7a). Both pieces are from the initial stage of a bifacial tool shaping (UMS stage 1). A chert pebble was apparently divided into halves and created a longitudinal shape of a triangular section (Fig. 2b) through flake (f1a) detached from the proximal part, and flake (f1b) that formed the right side of the object (convex face B). The left side (in view on face A) was modified by flake (f2) that was not preserved, and another one (f3-ID 115676) knapped off in the same direction. It created the triangular section of the object that can be considered a blank for a prospective bifacial artefact.

Moravský Krumlov IV-3, layer 0. Vertical and horizontal distribution, and technology of refitting sets 33 (a) and 79 (b); white diamonds—bifacial pieces, grey squares—conjoined flakes. c The technology of refitting set 25. For technological marks, see Fig. 5 (photos and drawings P. Neruda)
Refitting set 79 (ID 115907–115909) represents a typical example of a leaf point made from a piece of raw material with a prepared back on the left side (Fig. 7b). Detached from this edge were two flakes (f1a and f1b) that were supposed to reduce the object thickness in its distal part and can be classified as UMS-BT stage 1. Out of the subsequent series of flakes (f2–f4, UMS-BT stage 2-1) knapped off the left edge, only two were preserved (f3-ID 115909 and f4-ID115908). Flake f4 was detached using a hard hammerstone. The strikes were not directed perpendicularly to the back (and the longitudinal axis of the object), but thrown at an angle, probably because it was necessary to reduce the massive distal part of the bifacial artefact. The actual forming of the point (UMS stage 2-2), during which the thickness was reduced, was performed from the back on the left edge with a continuous check of transversal convexity from the right edge. The opposite surface (face B) of the object was shaped only from the right edge.
The complete RS was found at WS 2. Both parts of the leaf point preform lay at a distance of 16 cm and the other two flakes up to 60 cm (the longest distance). All pieces were deposited in the same level that followed the axis of the lithic accumulation.
Refitting set 78 (ID 115829–115835) is another typical example of bifacial thinning processes, UMS-BT stage 2 (for a detail description, see Nerudová and Neruda 2017). Due to the character of the final bifacial product, it is impossible to subdivide this stage (Fig. 8).

Moravský Krumlov IV-3, layer 0. Vertical and horizontal distribution, and technology of refitting set 78. Grey diamond—the bifacial piece, grey squares—conjoined flakes; for technological marks, see Fig. 5 (photos and drawings P. Neruda)
The entire form of a chert is unknown, but it looks probable that a knapper used a block of an elongated shape with a plano-convex cross section.
Traces of the oldest reduction of the thickness (step 1) are represented by two distal parts of scars (f1a and f1b).
The thinning of the thickness is better preserved in documented step 2. There are two scars (f2a and f2b); the first one shows the hinge stop behind the longitudinal axis and the second one is the flake that modified face A up to this axis. The elongated flake f3 (ID 115834), which finished the sequence from the left side, removed material from almost the entire width of face A. The rest of the striking platform is of a linear shape, and according to the striking point, a knapper used a soft hammer.
The next sequence (step 3) was conducted from the right side of the piece. The first removed flake (f4) modified surface A by up to three fourths of its width. The scar f5 represents an unsuccessful removal of a flake, which has been caused by the inhomogeneity hidden inside the raw material. The next removal (f6-ID 115833) was situated near the striking point of flake f4. Both flakes (f4 and f6) should have been extracted with a soft hammer made of antler. The sequence from the right edge was ended by flakes f7 and f8 (ID 115830). The second one repaired the irregularity in convexity of face A caused by the hinge fracture of a previous flake (f2a). At the end of this step, a knapper partially modified face B by removing flake f9. The last modification is represented by the small scar on the right side of face A (f10).
Step 4 includes a sequence of flakes f11 (ID 115831), f12, f13, f14 (ID 115835) and f15 (ID 115832) extracted from the left side of face A. The order of flakes is not regular. Positions of striking points skip between distal and proximal parts of the left edge.
During step 5, the knapper controlled only the right side of the piece. He removed two small flakes (f16a and f16b; the order of removals is not possible to determine).
More important is step 6. Probably during the right edge modification (f16a and f16b), the biface was broken, and flakes f18–f21 represent an effort to repair fractures on the distal part of the piece. Nevertheless, the rectangular shape was not suitable for continuing the process.
In the case of this refitting, artefacts have a specific distribution. All preserved flakes lay almost in the centre of the main concentration in square 11/R (Fig. 8). The vertical distribution of flakes indicates in situ position. It is hard to explain the position of the bifacial artefact remnant that was found in unit 10/S, e.g. 1.6 m away from the centre of the flake accumulation (f3, f6, f11, f14 and f15).
Probably the most important finds of WS 2 are items of one specific raw material (the grey fine grain chert with sandy inclusions). It is made up of refitting sets 34, 69 and 70; one broken (conjoined) leaf point (ID 115902); and 27 flakes at least.
Refitting set 34 of four flakes could represent an initial phase of a bifacial artefact (Fig. 9a). All flakes (f3-ID 115800, f4-ID 115799, f5-ID 115798 and f7-ID 115797) have preserved the original cortex typical for the chert of the Krumlov type. All preserved items plus one unpreserved flake (f6) were extracted from the same edge and their organisation resembles refittings from later phases in terms of the thickness reduction of bifaces documented at the site.

Moravský Krumlov IV-3, layer 0, (grey chert raw material unit). Vertical and horizontal distribution, and technology of refitting sets 34 (a white square in the plan and cross sections), 69 (b white circle) and 70 (c grey triangle). d Leaf point broken to two parts (diamond), and “+”—isolated flakes related to the this raw material unit; for technological marks, see Fig. 5 (photos and drawings P. Neruda)
Refitting set 69 of 3 flakes (f4-115885, f5-ID115884 and f9-ID 115883) is a reduction of object thickness through percussion of thinning flakes from opposite edges (Fig. 9b). The preserved flakes are markedly smaller compared to the preceding phase (see refitting set 70), and they might stand as proof of UMS stage 2.
Refitting set 70 of four massive flakes (ID 115886–115890) illustrates a basic reduction in thickness of the worked lump of raw material in UMS stage 1 (Fig. 9c). The reduction was performed from face-prepared back that was formed almost along the entire circumference of the worked item of apparently trapezoidal section. The first preserved flake (f5) of the sequence consisted of two conjoined pieces (ID 115889 + 115890), and it was detached by applying a soft hammer from the prepared impact surface (abrasion). This was followed by knapping off two unpreserved flakes (f6 and f7) from the opposite edges, but these created a hinged termination. The surface was modified by two thin flakes (f8 and f9) first; subsequently, the hinged termination was reduced by percussion of a massive flake (f10-ID 115886) in the same direction and from the same striking surface as flakes f2a, f2b, f5, f8 and f9. A soft hammer was applied again. Further reduction was intended to be done from the opposite edge, but the detached flakes (f11 and f12) were too short. The left striking platform (from the figure’s orientation) was modified by extracting flake f13. Surprisingly, the hinged termination was not removed from this left side but by means of another flake (f14-ID 115891) from the right side; this flake only came down in the form of a distal fragment. Other flakes (f16+) were detached from the same striking edge, and one flake (f17) modified the thinned surface from the left side but unsuccessfully due to its too invasive character and short length. The last flake (f18-ID 115887) can be characterised as an overpassed (plunging termination) flake with preserved left striking surface.
Conjoined leaf point (ID 115902)
This leaf point refitted from two pieces is the most successful leaf point recovered from layer 0 (Fig. 9d). The leaf point was broken into two parts due to the technical error. In the centre of the dorsal face, there is the rest of a cortex or inhomogeneity.
The shape is elongated with a rounded base. This piece is important from the technological point of view because it demonstrates the main strategy of the bifacial shaping in layer 0 in MK IV. It is obvious that the original shape of a preform was asymmetrical with the natural or artificial back on the left side. During the advanced stage (UMS stage 3), a knapper tried to create the symmetry on both longitudinal and perpendicular axes (cross section). He extracted flakes from both faces A and B (from the left edge). The results were not fully successful; nevertheless, we see the main task of the shaping was symmetry of a bifacial artefact (leaf point concept), not forming the working edge (bifacial knife concept, UMS stage 4). The thickness of the piece in the part of the back was reduced by removing a flake from the right edge of the piece. The striking point was situated too far from the edge and the use of a hard hammer most likely broke the piece.
Almost all pieces related to the grey chert raw material unit are situated in the main accumulation of lithics in unit 11/R or close to it. Refits, a conjoin of the leaf point as same as distribution of flakes create two directions. One follows the orientation of the main accumulation in unit 11R (Fig. 6) that correlates to the slope vector; the second one represented mostly by refitting sets 34 and 70 is perpendicular to the first one. It indicates the distribution reflects human activity rather than post-depositional movement.
Other than refittings and pieces related to the grey chert raw material unit, there are three isolated bifacial pieces (ID 115670, 115711 and 115778) important for understanding bifacial tool production at MK IV (Fig. 3d and 11). All pieces are from UMS-BT stage 3 and were found in the main accumulation. The first (ID 115778) bifacial artefact is preserved in the form of an apex fragment of a leaf point. It shows the process of final reduction of thickness and a simultaneous shaping of the point. In this particular case, it is difficult to classify the piece within UMS-BT. An effort to achieve a symmetrical point profile through knapping of both surfaces is obvious; therefore, the classification to stage 2/3 or 3 could be correct. On the concave ventral part, we observe an intense tendency to reduce the thickness, and the termination of flakes detached from both edges can be classified as a hinge and step termination. During this reduction, a dynamic fracture of the point (a technological fault) occurred.
A second piece (ID 115670) has been found as the one piece divided into three parts alongside the frost cracks (post-depositional process), and the whole shape can be refitted conjoined (Fig. 11). A knapper used the block of a chert with original smooth cortex (face B). There was the remnant of a back (probably artificial) on the right side of the piece and scars showing that a knapper tried to reduce it unsuccessfully, especially face A. The angle in the striking edge was not suitable for knapping, making flakes very short with step fractures. Moreover, in the middle part of the piece, inhomogeneity affected the diffusion of the force inside the material. The bifacial piece is not perfectly symmetrical in all axes, but the strategy is concordant with the leaf point conception (Kot 2014). The item is a typical example of UMS-BT stage 3.
Technologically most successful was a leaf point (ID 115711) preserved in the form of a proximal fragment. The piece became broken during the final shaping. From the technological point of view, the biconvex shape of the cross section is important because it demonstrates the effort to obtain the symmetrical artefacts (Fig. 11).
Group 3
There are two refittings with unclear relation to defined WSs. Refitting set 25 (ID 115667–115669) consists of three flakes (f3, f4 and f7) with the smooth natural cortex on the rest of the striking platform, and it demonstrates the thinning phase of a biface shaping (Fig. 7c). Taking into account flakes indicated by scars (f1, f2, f5 and f6), seven flakes were detached from one face and the edge of a biface in one series using a soft (probably organic) hammer. One flake was found in the southern border of WS 1, second two items near WS 3 dispersion of chips and fragments.
Similarly, refitting set 77 (ID 115903–115906) also has unclear relation to defined WSs (Fig. 3d). A bifacial artefact conjoined from two parts was found in unit 10/M, one flake (ID 115904) in unit 10/T and one flake 115905 in unit 12/R. The distance among bifacial artefacts and both flakes is conspicuous—6 m and 4.4 m. Except the long distance of conjoined flakes, this refitting is interesting from the technological point of view. We see typical thinning from the back, and due to the knapper’s mistake, the product has been left in UMS-BT stage 2. The end product (ID 115903) looks like a Micoquian bifacial knife, but again, there is no modification of the cutting edge (UMS stage 4). The reason why a knapper did not continue with the thinning (creating the symmetry) is unclear, since the morphology of the item enabled it (for a detailed description, see Nerudová and Neruda 2017).
Group 4
Isolated bifacial artefacts out of defined WSs are dispersed. Except their above-mentioned accumulation in WS 2, there is probably only one feature that can be understood as typical. Almost all pieces classified to the initial stage of the thinning process (stage 2-1) are situated out of WSs; however, we should expect them in the centre of WSs. It concerns the massive preform ID 115688 (Fig. 10) with prepared back and traces of unsuccessful thinning and flat preform ID 115728 (Fig. 10) that demonstrates the process of thinning of a blank with suitable angles on the edges (Nerudová and Neruda 2017). To the same stage can be classified also the pieces ID 115801 and 115793, which are near WS 1 but no indicative items were produced there (Fig. 3d).

Moravský Krumlov IV-3, layer 0. Distribution of isolated bifacial pieces in UMS-BT stages 2-1 and 2-2 and their important features within MKIV-3 bifacial tool production. 1 technological fractures, 2 scars documented thinning of pieces, 3 re-shaping of technological fractures, and 4 frost fractures (surfaces) on bifacial pieces (photos and drawings P. Neruda)
Isolated pieces from stage 2-2 were found in different places with no relation to previous ones. Out of WSs, they are represented by preforms ID 115904, 115699, 115749 and 115809. Technologically interesting is preform 114904 because we see the re-shaping of the piece after the breakage of the tip during the thinning of the piece from the prepared back on the left edge (Fig. 10).
Contrary to previous observation, pieces from stage 3 are related mostly to WS1. Near this, the broken leaf point ID 115736 was found. In the preserved item, the transversal profile is still plano-convex, although we observe an effort to obtain a symmetrical section (Fig. 11). Reduction of the back the remnant is visible on the left side of the artefact and occurred mainly at the ventral side. Another two examples (ID 115671 and 115828a) that prove the effort to obtain symmetrical artefacts were found in the southern part of MK IV-3. Both pieces have preserved traces of back removing; nevertheless, both have more or less symmetrical shape created using a soft hammer.

Moravský Krumlov IV-3, layer 0. Distribution of isolated bifacial pieces in UMS-BT stage 3 and their important features within MKIV-3 bifacial tool production. 1 removing of back and 2 re-shaping of technological fractures, and 4 frost fractures (surfaces) on bifacial pieces (photos and drawings P. Neruda)
Discussion
Spatial data as proxy for the technological analysis
Discussion of previous results (Nerudová 2009; Nerudová and Neruda 2017) shows the model of leaf point production in MK IV should be improved by more detailed spatial analysis of all lithic pieces, refittings and bifacial items and by increasing number of examples showing identified technological features that serve for modelling.
One approach that has not been resolved in an adequate way is the taphonomy of the site. We have pointed out two contradictory observations. Sediment E, where finds of archaeological layer 0 were deposited, has marks of redeposition (Neruda 2009c). On the contrary, lines relating individual pieces in refits and conjoins are often perpendicular to the slope vector. For better understanding of both depositional and post-depositional processes, we analysed the artefact orientation. It shows items in normal horizontal position prevail in almost the whole excavated area (Fig. 4). It indicates rather minimal post-depositional movement. Also, most complex refitting sets (RS 74 or refitting sets related to grey chert RMU) were found in a relatively small area and vertical distribution does not exclude such interpretation. In this context, it is interesting to note that the lines of individual pieces in refitting sets 74 and 78 are close to the orientation of the slope vector. Moreover, shapes of two main accumulations (WS 1 and WS 2) are oriented in the same direction. It is hard to decide if it is the result of post-depositional movement or facing of knappers during the knapping; however, finds, e.g. in unit 11/R, create a structure common during the experimental knapping. Clear delimitation of both WS 1 and 2 that are not related by either refitted or conjoined pieces (individual spots) proves we work with a relatively well-preserved site and its division should reflect human activities there.
Somewhat more complicated is the question of single or multiple event occupation of the site. Usually, refits among individual accumulations of finds are usually understood as an argument for contemporaneity of individual spots (e.g. Grimm 2000). Nevertheless, in the case MK IV-3, both WS 1 and WS 2 that are not connected can be also contemporaneous. They are well delimited within to space (especially on the base of small pieces distribution) and in the distance that does not exclude parallel using of both spots. Moreover, both spots differ in the composition of finds. While WS 1 contains only one and the relation of isolated bifacial pieces to this place is discussable, WS 2 contains many refitting sets and isolated bifacial pieces also indicate bifacial pieces were produced mostly there. On the other hand, it is not possible to classify whole layer 0 as the result of the single event occupation without doubts. WS 3 defined on the base of small pieces distribution differs from both WS 1 and 2. There is no well visible accumulation of larger lithic and refitting sets are shifted a bit away from this area. We cannot exclude that this area is just a remnant of another occupation event in the different state of the preservation.
Spatial distribution also indicates that not only leaf production took place at MK IV-3. Isolated pieces in different UMS-BT stages and long distance between bifacial pieces and adequate flakes (e.g. refitting set 77) indicate post-processing of bifacial pieces and probably thinning of flakes in different spots at MK IV. This could be corroborated by the relatively low success rate within the refittings—all refits and conjoins constitute 6.5%, while bifacial refittings are only 2.8%. If we accept that WS 2 was the place where bifacial pieces (leaf point) were produced and this spot is more or less in situ, we should expect a high rate of refitted flakes. Nevertheless, individual refitting sets and the adequate leaf point belonging to the same RMU were not possible to put together. One approach to support the hypothesis of consumption of both bifacial pieces and some flakes is the identification of use-wear on pieces out of WSs. Concerning flakes, this analysis was not done in all flakes and, therefore, results are not significant in this question. Nevertheless, the use-wear analysis of bifacial pieces was not successful and neither does it sustain this hypothesis. Out of 11 items that underwent the analysis, only one unfinished leaf point (ID 115907) shows use-wear related to graving/sticking into a soft organic material (Šajnerová-Dušková 2009), but this leaf point was found lying directly in WS 2 and, therefore, it cannot resolve the pro argument.
Despite all the problematic points, the basic characteristics of the site that are important for technological analysis are relatively clear. Layer 0 at MI IV-3 represents the workshop type of the site where bifacial tools (leaf points) were produced. The area was functionally divided into several zones, where two WSs were well recognised. It looks probable post-depositional processes did not affect lithic composition in a significant way that excludes the modelling of technological activities that took place there.
Bifacial tool production concepts at MK IV-3
On the base of refitting sets and spatial distribution of lithic artefacts, we can reconstruct the most probable bifacial tool production model applied by humans at Moravský Krumlov IV. It is divided into three parts according to the location of human activities—outside MK IV-3 on raw material outcrops, just on the area of workshop and again out of the site (Fig. 12).

Schematic model of leaf point production at Moravský Krumlov IV-3, layer 0
The area of MK IV-3 lies on sediments based on loess, and therefore, it is impossible to obtain chert pebbles just on this spot. It was necessary to look for suitable forms of chert on outcrops. We cannot determine which distinct outcrop was used. The nearest one is situated in the valley that borders the site from the south (in this case, a distance of 100 m). Nevertheless, we know the quality of the local chert varies in individual outcrops (Neruda 2009a) and we should allow for the possibility of people transporting material from more distant sources. On the other hand, it is obvious that several activities could be carried out on the individual outcrops. First, people extracted cherts mostly from tertiary sands and it is possible they transported material without modification directly to the area of MK IV-3. Due to the quality of the local chert (Neruda 2009a), testing of material that modified the shape is highly probable. We cannot also exclude in some cases people transforming the natural form of the chert into the massive preform of a bifacial piece (e.g., Fig. 10, ID 115688). Such a case is UMS-BT stage 1. Taking into account the character of local outcrops and human activities, people could obtain several kinds of chert forms that were transported to MK IV-3—pebbles, half pebbles of plano-convex cross section, irregular blocks and preforms (e.g. bifacial preforms) and more or less flat blocks of trapezoidal cross section.
Analyses of refitting sets and isolated bifacial pieces show before the processing of these materials, a knapper chose one of two possible conceptions that were closely related to the shape of the chert used for bifacial tool shaping (Fig. 12; Nerudová and Neruda 2017, Fig. 11). Their division is valid for UMS-BT stages 1 and 2-1 when manufacturing steps differed significantly:
Conception 1
In the case of massive preforms (pebble, half of pebble, block), it was necessary to modify the shape to remove the cortex and prepare the striking platform for thinning. This process belongs to UMS-BT stage 1 that could be carried out also out of MK IV-3, but minimally refitting sets 74 and 34 prove this stage was carried out at WSs using the hard hammer.
Using natural or prepared back enabled them to start the process of massive thinning (UMS-BT stage 2-1) also mostly carried out by a hard hammer. A knapper extracted a series of thinning flakes from one edge where the back was presented and the orientation of flakes of the main horizontal surface of the preform. The opposite edge was for correcting mistakes that rejuvenated the transverse convexity (mostly of face A). This process is well demonstrated by the group of refitting sets related to the grey chert raw material unit processing (Fig. 9a–c). The semi-product has been the bifacial piece with the back that has resembled a bifacial knife (refitting 73).
Conception 2
The second way of the leaf point shaping, which led to the same semi-product, was processing of the relatively flat blank of an asymmetrical (trapezoidal) cross section (e.g. Fig. 10—ID 115728). In such case, UMS-BT stage was not necessary or only minor modification of the striking platform was carried out.
If the flat block was relatively thick, a knapper started to thin it (UMS-BT stage 2-1). The thinning of the blank was carried out on face A, and face B (with the cortex) served as the striking platform, only occasionally modified by short flakes. The thinning was organised in sequences alternatively knapped from the right and left edges. Each sequence extracted from one edge containing three or more flakes and striking points have skipped from the apex to basal part of the edge keeping the convexity of the surface of the extraction (on face A).
In particular cases, it was possible to jump stages 1 and 2-1 and shaping of the bifacial piece could start from the stage 2-2 (Fig. 12).
Results of both conceptions after stage 2-1 were similar – relatively flat preform of the plano-convex or trapezoidal cross sections with a back (mostly artificial). Therefore, from UMS-BT stage 2-2, the process of bifacial tool (leaf point) production is the same for both conceptions. A knapper was focused on the forming of a leaf shape (in frontal view). From the technological point of view, the knapping process was similar to the previous one. Precise distinguishing of stages 2-1 and 2-2 is difficult. Taking into account refitting set 74 flakes are smaller (adequately for reduction of bifacial tools), they have prepared the rest of the striking platform (it reflects the advanced stage of the back modification) and they were extracted by a soft hammer.
The manufacturing process was ended by finishing of the tool (leaf point) symmetry (UMS-BT stage 3). Besides the frontal symmetry, most effort was applied to remove the rest of the back. This process is well documented at MK IV-3 on several pieces (Fig. 9d, Fig. 11—IDs 115670, 115736 and 115671). If the whole process of the shaping was successful, a knapper obtained the leaf point of a more or less symmetrical shape (final product or ideal type, e.g. Fig. 11—IDs 115828a, 115671, 115711). Especially the removing of the back we can consider as the diagnostic feature for identification of the described method in assemblages that contain almost final symmetrical points.
Next UMS-BT stage 4 (shaping of working edges by retouching) was not documented at MK IV-3 and technological analyses indicate this stage is not related to leaf point production in Szeletian (see discussion below).
One leaf point with use-wear indicates some leaf points could be consumed directly at MK IV-3 but probably in a different (unexcavated) spot of the site. Finally, unbroken leaf points were probably used outside the site. This activity is hard to prove because we have no direct refitting of a leaf point between MK IV-3 where was formed and another site where was lost. Taking into account the space of MK IV-3 was spatially divided and we uncovered the workshop part of the site, we cannot exclude there is another space near the workshop where domestic activities took place. On the other hand, the site is situated in a relatively high position within the region and other Szeletian sites of the base camp type lie in lower elevation leaf points could be transported there. E.g. in the archaeologically excavated open-air site of Vedrovice V, we noted leaf points with the same morphological features as final products at MK IV-3 (traces of UMS-BT stage 3—removing back).
Micoquian vs. Szeletian problem
One of the main problems of bifacial artefacts from layer 0 at MK IV-3 is their resemblance to the Middle Palaeolithic Micoquian industries. Morphologically, some of the items (unfinished pieces) are almost identical to backed knives. Their common attributes are bifacial surface working, asymmetrical section, modification of the apex part (it is possible to differentiate the tip and the base), and an existence of either a natural or prepared back opposite to the “cutting edge”.
However, there is also a significant difference related to the general strategy of the production process (Table 2). If we consider all items coming from MK IV-3, which we can regard as quasi-final products (ideal type according to Cziesla 1989), it is apparent that the overall strategy aimed at achieving both transversal and longitudinal symmetry of an artefact. The most elaborate point that broke just prior to its finishing shows an obvious symmetry (Fig. 9d). On the right side of the piece, we see traces of back removing. On several other pieces, the remnants of backs blemish the symmetry of the cross section, but simultaneously the effort to remove them is clear (Fig. 11—ID 115670). Several pieces demonstrate that the effort to obtain the symmetry (mostly transversal) was successful (Fig. 11—IDs 115711, 115671 and 115828a). In our opinion, artefacts of MK IV-3 are unambiguously related to the application of a mental template typical for leaf points.
This strategy has not been noticed with the Micoquian assemblages from Moravia. The best reference collection comes from Kůlna Cave (Valoch 1988). The main attention was focused on forming of functional edges, and in most cases these edges are found repeatedly re-sharpened. The tool is primarily formed bifacially with an asymmetric section (Boëda 1995). Removal of the back was not carried out because such a process was redundant within the function of the tool. In the course of re-sharpening, the shape of the bifacial knife was maintained according to the same scheme, as long as it was technologically advantageous (Migal and Urbanowski 2006). Where necessary, it was possible to re-orientate the item (Migal and Urbanowski 2006) or re-work it into the form of a bifacial side scraper (Mańka et al. 2006). In the Micoquian collections from Moravia and Slovakia (e.g. Kůlna Cave, Bojnice I – Prepoštská Cave), we noted the reutilisation of the cutting edge was often done unifacially (Neruda and Kaminská 2013), and the tool underwent changes to its shape more likely within the concept of side scraper reduction according to the model by H. Dibble (Dibble 1995). With these tools, the asymmetrical section is always adhered to, and the tool is not symmetrical in the longitudinal direction either.
The differences above are in conformity with the conclusions of M. Kot, who sees the main difference between bifacial knives and leaf points in the stages of tool shaping. “In case of the leaf point, the main issue was to obtain a symmetrical shape, whereas the aim of the knife was to obtain long and sharp cutting edge.” (Kot 2014). Consequently, leaf points do not show signs of re-sharpening of edges by applying gradual retouch. If a leaf point is put in repair, it is in case it gets broken, and this means re-shaping of its entire form (UMS-BT stage 3, not 4, according to Migal and Urbanowski 2008).
The overall strategy of Szeletian and Micoquian tool manufacture is therefore quite dissimilar. We find only morphological similarities at the level of some technological steps. The differentiation of both technologies (in the case of MK IV-3) only comes in the advanced third (shaping of the resulting form) and especially fourth stage (correction of edge shape) according to the concept by Migal and Urbanowski (2008). Therefore, we could understand the emergence of leaf points as a result of technological innovation of the original bifacial knives. Such explanation would fall into the concept of genetic continuity of Szeletian and Micoquian (Kaminská et al. 2011; Neruda and Nerudová 2013; Oliva 1995; Svoboda 2005; Valoch 1996). In this respect, we deem it important to stress that the function of leaf points and bifacial knives was not very different, since with some exceptions leaf points were not utilised as projectiles (Nerudová et al. 2010; Nerudová et al. 2011a).
Comparison with other EUP sites
Comparison of the results from Moravský Krumlov IV-3 with other sites or regions is difficult particularly because the finds originate from a workshop and have to be taken as unsuccessful artefacts that were discarded and do not enter into further human activities. From a behavioural point of view, their meaning is waste. Nevertheless, the artefacts from MK IV-3 represent a cross section of nearly all stages of the production process; therefore, the items can be unambiguously anchored in the operating chain. Thus, we can define the overall strategy of shaping of bifacial artefacts, and in many respects, this is more important for comparison than the morphology proper of the item (cf. e.g. Kot 2014; Mester 2010).
The method of production of leaf points from layer 0 at MK IV-3 is traceable also at other Szeletian sites in the Krumlovský les area. A direct comparison suggests itself especially with the well-known collection from Vedrovice V, which is penecontemporaneous with MK IV-3, but it represents a base camp type of site. Although the products from Vedrovice V available to us are more likely final (“ideal type” defined by Cziesla 1989), such that could undergo further reductions in relation to rejuvenation of tools, the remains of the process of final removal of backs are still noticeable on some pieces. This reveals itself by a somewhat greater thickness of the artefact near one of the edges and a presence of terminated retouch, which is connected with an unsuccessful transfer of striking force into the material because of an unsuitable angle. So far, we noticed similar pieces with such remnants at Neslovice I, Jezeřany I and II, and probably at other sites as well (Nerudová 2011).
Outside Moravia, the described method of manufacture could be captured at the sites in Poland, in the area of the Głubczyce plateau; according to the dating from Lubotyń 11 and Dzierżysław 1 (Połtowicz-Bobak et al. 2013), these may be generally contemporaneous with Moravský Krumlov IV and Vedrovice V. Retouching on bifacial artefacts and side scrapers from Lubotyń 11 is compared with Moravský Krumlov IV, but there are no traces of any backs from the stage of tool shaping preserved on the depicted items. However, a piece analogous to artefacts from MK IV appeared at the site of Pilszcz 64 (Połtowicz-Bobak et al. 2013, Fig. 8), where a massive plano-convex blank served for the production of a point.
The creators of Jerzmanowician in Poland with a similar dating solved the requirement for symmetrical leaf points differently from Moravia. They used blades, in which a massive reduction in thickness was not necessary.
In Jankovichian, knappers used Levallois flakes as blanks, and shaping of the edge was alternate or alternating. Z. Mester observed virtually the same characteristics for Early Szeletian from Szeleta Cave, and he therefore links it with Jankovichian into one archaeological unit (Mester 2010), which can be penecontemporaneous with Early Szeletian in Moravia.
Specific development of Middle Palaeolithic industries with bifacial knives tending to industries with leaf points is also recorded in Germany, and the analogies more likely point to the Jerzmanowician in Poland (Richter 2008–2009). In wider context, D. Flass understands the Lincombian-Ranisian-Jerzmanowician (LRJ) as the independent techno-complex, that appears more likely to have been authored by Neanderthals, and is unlikely to be the result of acculturation processes (Flas 2011).
It seems, therefore, that the technology of manufacture of leaf points emerged at a number of places more or less contemporaneously, but the reasons and methods of solution were subject to regional differences that were perhaps closely tied with the local conditions (local development of industries, climatic and environmental factors, quality and availability of raw materials, economy, etc.). From the technological point of view, an important role was played by lithic raw material that could influence the entire technological process (Neruda 2012). Within the leaf point industries, the change of raw material provides explanation for the differences between the Early and Developed Szeletian in Hungary (Mester 2010).
For the future, it will be of interest to compare technological variability of leaf points in the collections we link with the Late Szeletian. For the time being, it seems that the development of Szeletian in the region of Poland-Moravia-Slovakia-Hungary led to more meticulous elaborating of the symmetry of points (Nerudová et al. 2011b). We observe this at the site of Moravany-Dlhá dated at 33.6 kyr 14C BP (Kaminská et al. 2011); this locality distinguishes itself by thin symmetrical leaf points with rounded base. A similarly high degree of symmetry in all axes show leaf points of the so-called Developed Szeletian from Szeleta Cave (group 1 an 2 according to Mester 2010).
Conclusions
The material unearthed in layer 0 at Moravský Krumlov IV enabled us to perform complex refittings, on the grounds of which it was possible to classify the type of the site and describe the specific method of production of leaf points. Finds from layer 0 in sector MK IV-3 represent a workshop where leaf points were produced into distinct working spots (WS 1 and 2). There are also isolated leaf points and different preforms randomly distributed on the excavated area. They indicate spatial division of the site and more complex activities related not only to the production of leaf points.
The focus of the entire process was an intensive thinning of the initial raw material form. At the beginning of the manufacturing process (UMS-BT stages 1 and 2-1), a knapper chose one of two conceptions according to the material—conception 1 for massive blanks or conception 2 for flat blanks of the trapezoidal cross section. From UMS-BT stage 2-2, the process of leaf point shaping was the same because previous stages resulted in the same preform. Thinning was carried out by knapping of a series of flakes from one face, and the striking edge (natural or artificial backs) was alternately on the right and left side (edge). The opposite face served for the correction of the striking angle.
The production process is reminiscent of the Middle Palaeolithic technology of manufacture of bifacial backed knives; however, in the advanced stages of shaping, the strategy was different. The target was not to create working edges, but rather an effort at creating both longitudinal and transversal convexity. Many items found in Moravský Krumlov IV still have remains of backs preserved because of failure to remove them in the course of reduction. This could have been the reason why such pieces were left behind on the site, and this is related to the workshop character of the locality. Therefore, the overall strategy of manufacture (attaining convexity of the leaf point) is in correspondence to Szeletian. Application of this process was also proven at the base campsite of Vedrovice V, which is similarly dated to the older phase of the EUP complex. On the strength of these sites, we can state that the described technology is specific to the Early Szeletian in Moravia.
Outside Moravia, the application of this method will be apparently evidenced in the Szeletian collections in the area of the Głubczyce plateau in Poland. In other parts of Central Europe, the need to obtain symmetrical leaf points was tackled in a different manner, although in general attributes the overall strategy of façonnage (shaping) is similar in Hungary, Poland (Jerzmanowician) and Germany.
Notes
The method of artefact orientation measurement proposed by McPherron (2005) was not applied during the excavation.
Only UMS in Nerudová–Neruda 2017
For leaf point production, M. Kot (2014) described in detail three stages in which case the designation of stages 1 and 2 is partly shifted within the Migal–Urbanowski model (2008).
The exact position of the flake was not measured.
References
Callahan E (2006) Neolithic Danish Daggers: an experimental peek. In: Apel J, Knutsson K (eds) Skilled production and social reproduction. Aspects of traditional stone-tool technologies, Proceedings of a Symposium in Uppsala, August 20–24, 2003. SAU Stone Studies 2. Societas Archaeologica Upsaliensis, Uppsala, pp 115–137
Clarkson C, Vinicius L, Lahr MM (2006) Quantifying flake scar patterning on cores using 3D recording techniques. J Archaeol Sci 33:132–142. https://doi.org/10.1016/j.jas.2005.07.007
Cziesla E (1990) On refitting stone artefacts. In: Cziesla E, Eichoff S, Arts N, Winter D (eds) The big puzzle: international symposium on refitting stone artefacts, vol 1. Studies in modern archaeology, Bonn, pp 9–44
Davies W, Nerudová Z (2009) Moravský Krumlov IV—its chronological place in a wider area. In: Neruda P, Nerudová Z (eds) Moravský Krumlov IV - vícevrstevná lokalita ze středního a počátku mladého paleolitu na Moravě. Anthropos, vol 29 (N.S. 21). Moravské zemské muzeum, Brno, pp 84–90
Hiscock P, Clarkson C (2005) Experimental evaluation of Kuhn’s geometric index of reduction and the flat-flake problem. J Archaeol Sci 32:1015–1022. https://doi.org/10.1016/j.jas.2005.02.002
Hofman JL (1981) The refitting of chipped-stone artifacts as an analytical and interpretive tool. Curr Anthropol 22:35–50
Kot M, Richter J (2012) Leafpoints or rather "leafknives"? A technological analysis of bifacially shaped artefacts from Mauern, Germany. Anthropologie (Brno) 50:361–375
Kot MA (2014) The earliest Palaeolithic bifacial leafpoints in central and southern Europe: techno-functional approach. Quat Int 326–327:381–397. https://doi.org/10.1016/j.quaint.2013.10.030
Laughlin JP, Kelly RL (2010) Experimental analysis of the practical limits of lithic refitting. J Archaeol Sci 37:427–433. https://doi.org/10.1016/j.jas.2009.10.007
Lucas G (1999) Production expérimentale de lamelles torses : approche préliminaire. Bulletin de la Société Préhistorique Française 96:145–152
Lycett SJ, Eren MI (2013) Levallois economics: an examination of ‘waste’ production in experimentally produced Levallois reduction sequences. J Archaeol Sci 40:2384–2392. https://doi.org/10.1016/j.jas.2013.01.016
Migal W, Urbanowski M (2006) Pradnik knives reuse - experimental approach. In: Wiśniewski T, Płonka A, Burdukiewicz JM (eds) The stone. Technique and technology, Wrocław, pp 73–89
Migal W, Urbanowski M (2008) Narzędzia bifacjalne jako wskaźniki chronologiczne? Technologie środkowego paleolitu i wczesnej epoki brązu na przykładzie materiałów ze stanowiska Polany Kolonie II. In: Borkowski W, Libera J, Sałaciński S (eds) Materiały z konferencji w Orońsku "Krzemień Czekoladowy w Pradziejach", 08–10-12.2003, Studia nad gospodarką surowcami krzemiennymi w pradziejach. pp 215–244
Nejman L et al (2011) New chronological evidence for the middle to upper Palaeolithic transition in the Czech Republic and Slovakia: new optically stimulated luminiscence dating results. Archaeometry 53:1044–1066. https://doi.org/10.1111/j.1475-4754.2011.00586.x
Neruda P (2009) Stratigrafie sedimentů v Moravském Krumlově IV. In: Neruda P, Nerudová Z (eds) Moravský Krumlov IV - vícevrstevná lokalita ze středního a počátku mladého paleolitu na Moravě, vol 29 (N.S. 21). Anthropos, vol 29 (N.S. 21). Moravské zemské muzeum, Brno, pp 53–83
Neruda P, Nerudová Z (2005) The development of the production of lithic industry in the early upper Palaeolithic of Moravia. Archeologické rozhledy 57:263–292
Neruda P, Nerudová Z (eds) (2009) Moravský Krumlov IV - vícevrstevná lokalita ze středního a počátku mladého paleolitu na Moravě. Anthropos, vol 29 (N.S. 21). Moravské zemské muzeum, Brno
Neruda P, Nerudová Z (2010) Moravský Krumlov IV - a new multilayer Palaeolithic site in Moravia (Czech Republic). Archäologisches Korrespondenzblatt 40:155–174
Nerudová Z (2009) Archeologie szeletienské vrstvy 0 z Moravského Krumlova IV. In: Neruda P, Nerudová Z (eds) Moravský Krumlov IV - vícevrstevná lokalita ze středního a počátku mladého paleolitu na Moravě vol 29 (N.S. 21). Anthropos, vol 29 (N.S. 21). Moravské zemské muzeum, Brno, pp 148–173
Nerudová Z (2013) Palaeolithic settlement strategies in the Krumlov Forest area (South Moravia, Czech Republic) during MIS 3. Quat Int 294:61–70. https://doi.org/10.1016/j.quaint.2011.07.024
Nerudová Z, Krásná S (2002) Remontáže bohunicienské industrie z lokality Brno-Bohunice, Kejbaly II. Acta Mus Moraviae Sci Soc 87:35–56
Nerudová Z, Neruda P (2017) Technology of Moravian Early Szeletian leaf point shaping: a case study of refittings from Moravský Krumlov IV open-air site (Czech Republic). Quat Int 428(Part A):91–108. https://doi.org/10.1016/j.quaint.2015.09.065
Pope M, Maxted A (2008) A refitting biface reduction scatter from Newhaven, East Sussex. Lithics: the journal of the Lithic Studies Society 29:55–63
Přichystal A (2009) Kamenné suroviny v pravěku východní části střední Evropy, Brno. Masarykova univerzita
Škrdla P (1996) The Bohunician reduction strategy. Quaternaria Nova 6:93–107
Škrdla P (2003a) Bohunician and Aurignacian technologies. Morphological description. In: Svoboda JA, Bar-Yosef O (eds) Stránská skála. Origins of the Upper Paleolithic in the Brno Basin, Moravia, Czech Republic. American School of Prehistoric Research Bulletin, vol 47. Peabody Museum of Archaeology and Ethnology, Harvard University, Cambridge, Massachutsetts, pp 65–76
Škrdla P (2003b) Bohunician technology: a refitting approach. In: Svoboda JA, Bar-Yosef O (eds) Stránská skála. Origins of the Upper Paleolithic in the Brno Basin, Moravia, Czech Republic. American School of Prehistoric Research Bulletin, vol 47. Peabody Museum of Archaeology and Ethnology, Harvard University, Cambridge, Massachutsetts, pp 119–151
Valoch K, Kočí A, Mook W, Opravil E, van der Plicht J, Smolíková L, Weber Z (1993) Vedrovice V, eine Siedlung des Szeletien in Südmähren. Quartär 43(44):7–93. https://doi.org/10.7485/QU43_01
Valoch K, Neruda P, Nerudová Z (2009) The Bohunician technology from the Stránská skála open-air site (the Czech Republic). In: Burdukiewicz JM, Cyrek K, Dyczek P, Szymczak K (eds) Understanding the past. Papers offered to Stefan K. Kozłowski. University of Warsaw, Warszawa, pp 387–404
Valoch K, Nerudová Z, Neruda P (2000) Stránská skála III - Ateliers des Bohunicien. Památky archeologické 91:5–113
Acknowledgements
This paper was financially supported by the Ministry of Culture of the Czech Republic through institutional financing of the long-term conceptual development of the research institution (the Moravian Museum, MK000094862) for the years 2019-2023. The workshop “The Big Puzzle 30 years after: A multidisciplinary, shared, Palaeolithic perspective” was kindly supported by the Wenner-Gren Foundation Ref: Gr CONF-737.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Neruda, P., Nerudová, Z. Technology of Early Szeletian leaf point shaping: a refitting approach. Archaeol Anthropol Sci 11, 4515–4538 (2019). https://doi.org/10.1007/s12520-019-00818-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12520-019-00818-3