
Abstract
Drilling and blasting play an important role in operation cycle of a mine or quarry. Optimum blast design plays a pivotal role to achieve maximum utilization of explosive energy and blast fragmentation. Only 20 to 30% of explosive energy is utilized for fracturing and fragmentation of rock, and the rest of the energy is converted in noise, air overpressure, ground vibration, etc. It has been observed that using the low-density explosive may reduce the deleterious effect of engineering blasting with desired blast fragmentation. This paper substantiates this fact wherein distinct explosive energy utilization enhancement has been achieved with the use of low-density explosive and reduces ground vibration. This paper outlines the on-field assessment of low-density explosive in Quarry AB of Tata Steel West Bokaro Division. It is a solid sensitized emulsion blend. It comprises products designed for blasting in dry, dewatered, and wet blast-hole applications. Low-density explosive provides the capability to better match explosive performance to ground conditions. Being a low-density, low-energy explosives, it provides an added benefit of reducing the environmental effects of blasting. The key objective of the field assessment was to test the on-field performance of the new low-density bulk products and its effects on blast-induced ground vibration and air overpressure.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Blasting-induced ground vibration in and around mines has become a serious environmental issue in present context. From the perspective of mining industry, it is a grave issue which needs to be holistically addressed. With restrictions being increasingly imposed by local councils, vibration monitoring has become an essential part of the mine operation (Agrawal and Mishra 2018a). It has become imperative to measure and control the environmentally sensitive parameters of blasting. The challenge for blasting engineers lies in optimization of the blasts’ fragmentation and vibration levels (Mishra 2003)(Sazid and Singh 2015). Numerous techniques and control methods have been suggested by researchers for controlling blast induced ground vibrations. Many different numerical methods are used such as ANN (Armaghani et al. 2014)(Bakhshandeh Amnieh and Bahadori 2014)(Agrawal and Mishra 2018b)(Trivedi et al. 2014) (Sayadi et al. 2013), genetic algorithm (GA) (Bakhshandeh Amnieh and Bahadori 2014), neural fuzzy technique (NFT) (Rao 2012), random forest algorithm and support vector machine (Dong et al. 2011), and multivariate adaptive regression technique (Arthur et al. 2019) have been employed by several researchers to improve the accuracy of predicting the vibration (Agrawal and Mishra 2019). Apart from different predicting techniques, also, it has been found in earlier researches that blasting using low-density explosive helps in reduction of the vibration level and air over pressure (AOP) without compromising the desired fragmentation level (Yunoshev et al. 2012) (Sazid et al. 2011)(Rock et al. 2005).
In the early 1990s, low-density emulsion (LDE) received heightened attention with Hunter et al. (1993) investigating the use of an ANFO-based LDE in wall control applications. This study explored a range of densities from 0.36 to 0.45 g/cc with the explicit aim of reducing ore dilution and minimizing damage to the final wall. At the same time, Jackson (1993) was undertaking field trials of an emulsion-based LDE which was a combination of chemical gassing agents, glass microballoons, and polystyrene beads. Wilson and Moxon (1989) conducted extensive trials by diluting ANFO with various low-density bulking agents including polystyrene, bagasse (sugar cane waste), and sawdust. The prime purpose of these trials was to develop a low-shock energy ammonium nitrate-based explosive which can be used for fragmenting weak overburden materials (Hamdi et al. 2008)(Sanchidrian et al. 2007)(Mishra et al. 2019). They found that ANFO diluted with different products could be easily mixed, could be rendered homogenous, and had controllable detonation pressures (Miyake et al. 2001). Brent and Armstrong (1998) conducted trials primarily for scoping out the application of LDE for pre-splitting. Rowe et al. (2002) conducted a study with a variable density product to determine its suitability for soft to medium strength rock types. The primary focus was on developing the ability to load a lower density product into holes regardless of moisture. This was done to obviate blasting with higher density products (Agrawal and Mishra 2018d). They found a range of products that could be customized according to ground conditions to facilitate blast engineer in arriving at a bespoke system of explosive delivery without sacrificing results. This subsequently and gradually gained market acceptance as industry becomes acquainted with the optimum utilization of lower density products.
The success rate of the product has been satisfactory due to its inherent capability to utilize current on-bench equipment (mobile manufacturing unit (MMU)) without deployment of additional or purpose-built delivery trucks (XIONG et al. 2004)(Zlobin et al. 2018). Further work on an ANFO-based LDE was carried out using wheat husks as the bulking agent with an ANFO base. The outcome has been good in terms of the LDE employed. At the same time, Rock (2004) studied the merits of LDE based on a bulked-out emulsion-based product for highlighting the strengths of lower density emulsions for the sedimentary deposit overburden in coal seams which does not require large amount of explosive energy as conventional bulk have.
Mining operations employ blasting practices for fragmenting the rocks for exposing valuable minerals. The use of explosive energy to fragment rock mass is the main objective of blasting, while the main challenge is to maximize the fragmentation energy and reduce the wastage of energy in other forms (Sanchidrian et al. 2007). The rapid energy released during the blasting process is difficult to realize (Rowe et al. 2002). Lownds (1991) had proposed a simple, idealistic, static energy release model in which the zones are partitioned into the commonly known components—shock, heave, and losses. The sudden release of energy generates shock energy due to the concomitant high pressure produced. It is defined as the detonation pressure:
where
- Ρdet:
-
detonation pressure (GPa)
- ρ:
-
density of explosive (g/cm3)
- VOD:
-
velocity of detonation (m/s)
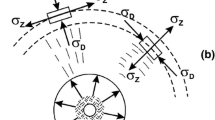
Gas energy is generated as the initial shock energy starts fizzling out as depicted in Fig. 1. High-temperature and high-pressure gases are generated by the fuel/oxidizer reaction. Lost energy is neither used to fragment the rock mass nor displace it.

Partition of energy model (Lownds 1986). P1—the point at which the detonation pressure initiates. Detonation pressure depends upon the density of an explosive as well as the velocity of detonation. P2—the point at which the pressure in the blasthole is equal to or less than the confining stress of the rock mass, resulting in an equilibrium state where no further expansion of the blasthole can occur. As the gases begin expanding into the fracture network generated by the stress in the rock, the rock mass is displaced (Lownds 1991). P3—the point at which pressure loses its strength as the energy dissipates completely
Site description
The study was conducted at Quarry AB of West Bokaro colliery of M/s Tata steel Limited located centrally within West Bokaro coalfield. Administratively, it falls in Kedla block of Ramgarh district, Jharkhand. The block is bound by latitudes 23° 48′ 16″ to 23° 48′ 57″ and longitudes 85° 33′ 07″ to 85° 34′ 34″ and falls in Survey of India top sheet no. 73E/5. The district capital Ramgarh is about 30 km from the block. Chainpur is the nearest railhead/siding (10 km) on Gomah-Barkakana loop line of Eastern railway. Danea is another railhead on the same line. Macadamized road connecting Ramgarh with Charhi via Parsabera passes through the leasehold. Tata Steel’s township Ghatotand lies amidst the Lease (Fig. 2).

An overview and satellite view (Source: Google Earth) of West Bokaro Colliery
Low-density bulk system
Low-density explosive (Fig. 3) is a personalized energy product that has varying density (ranging from 0.60 to 1.0 gm/cc) with characteristics suited to numerous specialist blasting applications. The varying density feature can be optimized upon for post blast fume minimization, fragmentation optimization, controlling propagation of vibration, and reducing air blast overpressure. These include wall control, cap rock reduction, post blast fume minimization and vibration/air blast management. The trials for low-density explosive was done for introducing to deliver optimal blast results across a wide range of applications (Kumar et al. 2017).

Low-density bulk emulsion
Low-density explosive is a solid sensitized emulsion blend. It is a bulk explosive that can be manufactured in a varied range of densities using ammonium nitrate (ANE) and polystyrene (EPS) and finds multiple applications. The product range has been designed for blasting in dry, dewatered, and wet blast hole applications alike.
The energy levels can be personalized to complement the rock strata. The variable density emulsion for OC coal mines can be augured or pumped into blast holes. It has the lowest energy with RBS ranging from 29 to 128. This energy range can be delivered on site by specially designed variable density bulk compatible pump trucks. The velocity of detonation (VOD) ranges from 2500 to 4100 m/s which showcases its capability to work in varied strata and condition. The comparison of technical properties of both the explosive is described in Table 1.
Methodology
The trial blasts were conducted at Quarry AB, Tata Steel Ltd. The blasts were conducted using low-density emulsion and bulk emulsion explosives. The geological parameters and blast design parameters were kept same for both explosives blasts. The blast-induced ground vibration and air overpressure were recorded in the field. The seismographs Minimate (Instantel Inc., Canada) was used for blast vibration and air overpressure recording. The MicroTrap™ VOD/Data Recorder was used for velocity of detonation recording. Based on analysis of the collected data of blast-induced ground vibration, air overpressure, and velocity of detonation, some useful observations were made.
Experimentations
During the implementation of trials, a total of 19 blasts were carried out in different benches out of which 11 blasts were conducted with emulsion-based explosive and 8 were done using low-density explosives. All the trail blast was conducted using the low-density explosive at density (0.8 gm/cc) and emulsion explosive at density (1.15 gm/cc). Charging of both the explosives was done under the same geological conditions. All the blasts were initiated with electronic detonators (i-Kon II, 15-m length of M/s IEL, Orica). Monitoring of blast vibration was done by placement of seismographs at different strategic locations in and around mine premises to document blast induced vibration, frequency of blast vibration and air overpressure. Blast output were recorded in terms of vibration, air overpressure. Details of blast design parameters taken while trial blasts are summarized in Table 2.
Details of the experimental blasts having location and distance of the seismographs to the detonation point are shown in Table 3 for the bulk emulsion explosives and Table 4 for the low-density explosives.
USBM predictor equation for the site
US Bureau of Mines (USBM) predictor equation is widely accepted for prediction of blast-induced vibration. The equation is empirical relation between peak particle velocity (PPV), distance of monitoring station from blast face, and maximum explosive weight per delay for blast. This equation is site specific and can be characterized by two site constants obtained from regression analysis of blasting data (Agrawal and Mishra 2018c)(Mishra 2013). Ground vibrations data recorded during the case study in mine has been clustered for statistical analysis. Regression analysis has been done to develop predictor equation for the site. Regression plot for site mixed emulsion explosive and low-density explosive of the mine is presented in Fig. 4, respectively.

Regression plot of recorded PPV due to blasting with low-density explosive and emulsion explosive
As shown in Fig. 4, it is found that there is 40.99 to 42.04% reduction of blast-induced ground vibration while using low-density explosive as compared to the bulk emulsion explosives. As is evident from Fig. 5, the blast air overpressure also declines 1.37 to 9.40% when LDE is used as compared to conventional emulsion. The aerial distance within which the air overpressure is at its optimum strength is also comparatively lower in the case of LDE, as is visible in Fig. 5.

Recorded plot of air overpressure due to blasting with low-density explosive and emulsion explosive
Velocity of detonation
The performance of explosives depends upon a number of parameters and VOD is one of the most important of them. The detonation pressure associated with the reaction zone of a detonating explosive is directly proportional to the square of its VOD. As explosive having low VOD will have low impact on rock damage than the ones with high VOD (Chiappetta 1998; Heit 2011). It is measured in the C-J plane, behind the detonation front, during propagation through the explosive column. In both the case, while recording the velocity of detonation, prime charge is provided in the explosive column at the bottom portion to maintain the VOD of explosives for uniform breakage of rock.
The CJ plane is independent of the depth of hole and represents steady discontinuity unleashed by the detonation wave in single dimension. The plane is located at the point where the booster is placed. The detonation shock resulting from chemical reaction instantly steps up the pressure from zero to the detonation pressure. The thickness of C-J plane is negligible in comparison to the size of explosive charge.
According to Cooper (1996), the explosive VOD is commonly used to approximate the detonation pressure and subsequently the explosive shock energy contained in an ideal explosive. Figures 6 and 7 show the on-field record plot of velocity of detonation using bulk emulsion explosive and low-density explosive. Both the data was recorded in the same rock confined space.

Recorded plot of velocity of detonation and charging details with bulk emulsion explosive

Recorded plot of velocity of detonation and charging details with low-density explosive
Blast economics
In mining activities, blasting is one of the most important operations and has substantial technical and economic effects on the mining projects. Our aim is to improve the operational effectiveness and reduce the unit cost of production. Optimization of rock fragmentation is the prime aim of the process as it is necessary for subsequent process (such as transportation, crushing, etc.) to achieve a higher efficiency (Monjezi et al. 2013) (Table 5).
In addition, minimal environmental effect is desired from an optimal blasting design. Keeping the blast design same for both the explosives and comparing them in terms of blast economics, 17% reduction in blasting cost was found in case of low density explosive as compared to bulk emulsion explosives.
Discussion
Trial blasts were conducted at Quarry AB of Tata Steel West Bokaro division using low-density and bulk emulsion explosive. During study, total of 11 blasts were conducted using bulk emulsion and total of 8 blasts were conducted using low density explosive. Blast-induced ground vibration and air overpressure were recorded for each blast using seismographs Minimate (Instantel Inc., Canada). In all the trial blast design, geotechnical properties of the rock formation, quantity of primer, shape, size, type of initiation system, and ground vibration monitoring station were kept same. Based on analysis of the collected data of blast-induced ground vibration and air overpressure, the following observations were made.
By virtue of the fact that for the same scale distance during bulk emulsion blast, the predicted ground vibration (PPV) values with low-density explosive distance equation were found to be reduced by 40.99 to 42.04%. Since, lower blast energy is generated (due to lower energy of explosives being put into each hole in comparison to the conventional bulk explosives), the low-density explosives cause lesser vibration. The amount of air overpressure produced is comparatively lower as for the same scale distance during bulk emulsion blast, the predicted air overpressure with low-density explosive distance equation was found to be reduced by 1.37 to 9.40%. The velocity of detonation for bulk emulsion explosive was observed 4576 m/s and for low-density explosive was 3256 m/s. So, there was a reduction of 28.76% of detonation pressure as it is directly proportional to the square of its VOD. The lower the rate of velocity of detonation is lower the release of energy; lower density of explosives allows as to reduce the stemming column in cap material and improves productivity performance of equipment.
From the perspective of blast economics, we could accomplish a reduction of 17% in blasting cost when low-density explosive was used in comparison to bulk emulsion explosives. This has offered an avenue for exploration for further optimization of the blasting cost.
Conclusion
With the study conducted, the following conclusions may be drawn:
Detonation pressure measured in form of velocity of detonation reduces upto 28.76% in a confined space while using Low density explosives releasing lower energy in compare to bulk emulsion explosive. Low-density explosives offer explosive users an opportunity to enhance their current selection of blasting in opencast blasting. The advantages of low-density explosive result in reduction in blast-induced ground vibration by 40.99 to 42.04%. This implies that the low-density explosives can be a suitable product for vibration control in sensitive areas. Low-density explosive also leads to reduction in the overall blasting cost outlay to the tune of 17% through proper planning vis-à-vis the attributes of strata where blasting is to be carried out. It has been found that the percentage of air overpressure during the low-density explosive was reduced by 1.37 to 9.04% as compared to bulk emulsion explosive.
References
Agrawal H, Mishra AK (2018a) Probabilistic analysis on scattering effect of initiation systems and concept of modified charge per delay for prediction of blast induced ground vibrations. Measurement 130:306–317
Agrawal H, Mishra AK (2018b) Evaluation of initiating system by measurement of seismic energy dissipation in surface blasting. Arab J Geosci 11:345. https://doi.org/10.1007/s12517-018-3683-3
Agrawal H, Mishra AK (2018c) Modified scaled distance regression analysis approach for prediction of blast-induced ground vibration in multi-hole blasting. J Rock Mech Geotech Eng
Agrawal H, Mishra AK (2018d) A study on influence of density and viscosity of emulsion explosive on its detonation velocity. Model Meas Control C 78:316–336
Agrawal H, Mishra AK (2019) An innovative technique of simplified signature hole analysis for prediction of blast-induced ground vibration of multi-hole/production blast: an empirical analysis. Nat Hazards:1–22. https://doi.org/10.1007/s11069-019-03801-2
Armaghani DJ, Hajihassani M, Mohamad ET, Marto A, Noorani SA (2014) Blasting-induced flyrock and ground vibration prediction through an expert artificial neural network based on particle swarm optimization. Arab J Geosci 7:5383–5396. https://doi.org/10.1007/s12517-013-1174-0
Arthur CK, Temeng VA, Ziggah YY (2019) Multivariate adaptive regression splines (MARS) approach to blast-induced ground vibration prediction. Int J Min Reclam Environ 00:1–25. https://doi.org/10.1080/17480930.2019.1577940
Bakhshandeh Amnieh H, Bahadori M (2014) Safe vibrations of spilling basin explosions at “Gotvand Olya Dam” Using artificial neural network. Arch Min Sci 59:1087–1096. https://doi.org/10.2478/amsc-2014-0075
Brent GF, Armstrong LW (1998) Large diameter presplitting improved through two novel techniques. In: Proceedings ISEE Annual Conference 1998, pp 511–520
Chiappetta RF (1998) Blast monitoring instruments and analysis techniques, with an emphasis on field application, FRAGBLAST. Int J Blasting Fragm 1:79–96
Cooper PW (1996) Acceleration, formation, and flight of fragments. Explos Eng Wiley-VCH:385–394
Dong L, Li X, Xu M, Li Q (2011) Comparisons of random forest and Support Vector Machine for predicting blasting vibration characteristic parameters. Procedia Eng 26:1772–1781. https://doi.org/10.1016/j.proeng.2011.11.2366
Hamdi E, Bouden Romdhane N, du Mouza J, Cleac’h JM (2008) Fragmentation energy in rock blasting. Geotech Geol Eng 26:133–146. https://doi.org/10.1007/s10706-007-9153-4
Heit A (2011) An investigation into the parameters that affect the swell factor used in volume and design calculations at Callide open cut coal mine
Hunter C, Fedak K, Todoeschuck J (1993) Development of low density explosives with wall control applications. In: Proceedings of the Annual Conference on Explosives and Blasting Technique. INTERNATIONAL SOCIETY OF Explosives Engineers, p 549
Jackson M (1993) Low strength water gel explosive. In: Proceedings of the Annual Conference on Explosives and Blasting Technique. International Society of Explosives Engineers, p 493
Kumar S, Ranjan P, Mishra AK, et al (2017) Implementation of FlexigelTM bulk system–a case study of West Bokaro Colliery, Tata Steel Limited. In: 7th Asian mining Congresss
Lownds CM, Wallace BW (1986). The peformance testing of permitted explosives for coal mines. Journal of the Southern African Institute of Mining and Metallurgy, 86(10):415–423
Lownds CM (1991) Energy partition in blasting. In: Third Annual High-Tech Seminar: State of the Art Blasting Technology, Instrumentation and Explosives Applications. Blasting Analysis International (BAI)
Mishra AK (2003) Environmental impacts of blasting and mitigating measures-experience in Indian surface coal mines. ERZMETALL 56:724–730
Mishra AK (2013) Unlocking possibility of blasting near residential structure using electronic detonators. J Geol Soc India 81:429–435. https://doi.org/10.1007/s12594-013-0054-2
Mishra AK, Agrawal H, Raut M (2019) Effect of aluminum content on detonation velocity and density of emulsion explosives. J Mol Model 25:70–79
Miyake A, Takahara K, Ogawa T, Ogata Y, Wada Y, Arai H (2001) Influence of physical properties of ammonium nitrate on the detonation behaviour of ANFO. J Loss Prev Process Ind 14:533–538
Monjezi M, Hasanipanah M, Khandelwal M (2013) Evaluation and prediction of blast-induced ground vibration at Shur River Dam, Iran, by artificial neural network. Neural Comput Applic 22:1637–1643
Rao YS (2012) Prediction of ground vibrations in opencast mine using nonlinear regression analysis. Int J Eng Sci Technol 4
Rock J (2004) Improving blasting outcomes using softload low density explosives. In: Proceedings Explo
Rock J, Maurer A, Pereira N (2005) Coming of age for low-density explosives
Rowe JL, Goodridge R, Stow D, Molloy KJ (2002) Variable energy explosives for soft ground blasting. Fragblast 6:263–270
Sanchidrian JA, Segarra P, Lopez LM (2007) Energy components in rock blasting. Int J Rock Mech Min Sci 44:130–147. https://doi.org/10.1016/j.ijrmms.2006.05.002
Sayadi A, Monjezi M, Talebi N, Khandelwal M (2013) A comparative study on the application of various artificial neural networks to simultaneous prediction of rock fragmentation and backbreak. J Rock Mech Geotech Eng 5:318–324. https://doi.org/10.1016/j.jrmge.2013.05.007
Sazid M, Singh TN (2015) Numerical assessment of spacing-burden ratio to effective utilization of explosive energy. Int J Min Sci Technol 25:291–297. https://doi.org/10.1016/j.ijmst.2015.02.019
Sazid M, Saharan MR, Singh TN (2011) Effective explosive energy utilization for engineering blasting–initial results of an inventive stemming plug, SPARSH. In: 12th ISRM Congress. International Society for Rock Mechanics
Trivedi R, Singh TN, Mudgal K, Gupta N (2014) Application of artificial neural network for performance evaluation of vertical axis wind turbine rotor. Int J Ambient Energy 3:564–574. https://doi.org/10.1080/01430750.2014.915889
Wilson JM, Moxon NT (1989) The Development of a low shock energy ammonium nitrate based explosive. In: Proceedings ISEE Annual Conference 1989, pp 297–308
Xiong D, Qin H, Ren X, Wang X (2004) Use of bulk emulsion explosive to improve blasting and production performances at Jinduicheng open pit. Min Metall 4
Yunoshev AS, Plastinin AV, Sil’vestrov VV (2012) Effect of the density of an emulsion explosive on the reaction zone width. Combust Explos Shock Waves 48:319–327
Zlobin BS, Kiselev VV, Shterzer AA, Plastinin AV (2018) Use of emulsion explosives in experimental studies of flows in the bonding zone in explosive welding. Combust Explos Shock Waves 54:231–237
Acknowledgments
The authors would like to express gratitude to the mine management of M/s Tata Steel limited for extending the help for conduct trail blast of variable density explosive blast and M/s Indian Explosives Limited (a subsidiary of Orica Limited) for providing me necessary explosive and blast accessories.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible Editor: Petr Konicek
Rights and permissions
About this article

Cite this article
Kumar, S., Mishra, A.K. Reduction of blast-induced ground vibration and utilization of explosive energy using low-density explosives for environmentally sensitive areas. Arab J Geosci 13, 655 (2020). https://doi.org/10.1007/s12517-020-05645-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12517-020-05645-8