
Abstract
Flow drilling is a relatively unexplored manufacturing process in which the tool penetrates the workpiece with a defined force or defined feed along its rotational axis. This paper presents a developed three-dimensional (3D)-finite element method (FEM) simulation model to predict the performance of modified flow drilling tools. To validate the simulation model, the flow drilling of AlSi10Mg with a non-pre-heated (Tinitial = 20 °C) and pre-heated (Tinfluenced = 200 °C) tool was investigated. Thereby, the comparison of measured and simulated values of temperature, force and torques showed a good agreement. The comparison of the forces and torques concluded in almost identical maximum values. Nevertheless, the pre-heated tool was found to have a significantly more continuous heat distribution and higher bore quality than non-pre-heated flow drills, which can be attributed to the better formability of the cast aluminum alloy at elevated temperatures. Since the results of the simulation showed a good agreement with the experimental values, the three-dimensional model was used to predict the process behavior of a modified flow drilling tool, which could contribute to the optimization of the process. The result show, that the process time could be reduced by half, while the occurring temperatures, forces and torques remained acceptable.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Flow drilling is a chipless manufacturing process used to produce bores in relatively thin-walled tubes or bushes and is also known as thermal drilling, plastic drilling, thermoplastic drilling, form drilling and friction stir drilling [1]. Only few studies exist on the flow drilling process [2]. For machining of thin-walled profiles, the mechanical loads acting on the workpiece are of special interest, since elastic and plastic deformations could influence the integrity of the workpiece [3]. A major industrial application of flow drilling is the manufacturing of bushings for high-strength threads in thin-walled plates, tubes or tube profiles. Subsequently manufactured threads by chipless processes such as thread-forming show a particularly high pull-out strength [4] .
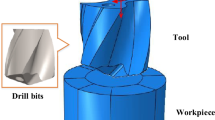
During flow drilling, the rotating tool is positioned in front of the workpiece and then moved along the tool axis under high axial pressure and high speed to achieve an adequate temperature [5]. The occurring frictional heat between tool and workpiece decreases the material strength, resulting in good formability and penetration. Tool temperatures up to T = 900 °C and workpiece temperatures about T = 700 °C occur [6]. An important parameter for good ductility when flow drilling is the ratio between workpiece thickness and tool diameter depending on the thermal conductivity coefficient [7]. A small amount of lubricant is used in exceptional cases to avoid material transfer or adhering of the workpiece material on the tool surface [8]. The tools are generally made out of specially sintered carbide grades to satisfy the high requirements regarding wear resistance, hardness and temperature resistance. Therefore carbide tools are especially suitable for flow drilling [9]. The geometry of the flow drill can be divided into a center region, conical region, cylindrical region, shoulder region und shank region (Fig. 1). The center and conical region widen the bore. Subsequently the cylindrical region creates the actual workpiece form and defines the surface quality. Upward extruded material can be machined or formed regarding to the application of the tool collar [10]. The shank region is used for tool mounting. Amongst other aspects, the mechanical process is described in [11].

Stages of flow drilling
The physical processes during flow drilling involve friction and extrusion, while the material is subjected to intense heating and deformation, which affects the microstructure [1]. Flow drilling can be successfully applied on many different materials. Aluminum alloys ensure a high degree of stiffness with a minimum weight and are therefore used in many areas of technical engineering, especially in the automotive industry [12, 13].
In the presented work a 3D FEM simulation model was developed, which could be used to optimize the flow drilling process by modifying the tool geometry and analyzing the according impact on process parameters like temperatures, forces and torques. The flow drilling process is investigated on the aluminum cast alloy AlSi10Mg. The low formability of this material class complicates performing flow drilling without any process adjustments. Because of this, a pre-heating of the tool was applied. For tempering the tool, inductive heating, heating by radiation of halogen incandescent ceramic heating elements and direct resistance heating can be used. Induction heating systems are widely spread for heating up metallic materials and were also used in this work [14]. Since the feed rate during flow drilling is determined by the rotation frequency, the process is similar to the principle of regular machining processes. The three-dimensional modelling and FEM simulation, which have already become established for machining processes [15,16,17], come with certain challenges for flow drilling, since it is still a relatively unexplored manufacturing process. The flow drilling was carried out with two different initial tool temperatures (20 °C / 200 °C) and the simulation results were compared to experimentally obtained data. Based on this, the simulation model was used to predict the performance of a modified tool, whereby it could be found, that the process time could be significantly reduced compared to the standard tool.
Experimental setup
The presented work deals with the analysis of flow drilling of the aluminum cast alloy AlSi10Mg. The low formability of this alloy complicates the flow drilling without any process adjustments. In the following chapter, the material properties and the experimental setup with its measuring and controlling devices as well as the drilling parameters will be described.
Material
In order to get exact information about the chemical composition of the used AlSi10Mg alloy, an optical emission spectroscopy has been conducted. The results and the related limiting values for alloying elements according to DIN EN 1706 are given in Table 1.
Experimental setup and process parameters
The experimental setup with its different devices is depicted in Fig. 2. All experiments were conducted on a GROB BZ 40 CS machining center. In order to measure the temperatures occurring during the flow drilling experiments, a high-speed thermographic camera of the type ImageIR 8300 from Infratec with a detector-resolution of 640 × 512 pixels was used. To ensure the possibility of recording the temperature development during the process, a frame rate of 80 pictures per second was used. The surface of the workpiece was blackened with a special varnish to get a high emission rate of εm = 0.95. The camera was positioned in such a way, that it was possible to focus vertically on the side of the specimen. In order to measure temperatures as close to reality as possible, the bores in these experimental tests were set flush with the edge of the workpiece, which corresponds to a distance of d = 2.7 mm to the tool center point.

Measuring instruments
During the experiments, a pre-heating of the tool was applied in order to improve the formability of the aluminum cast alloy. In this study, a portable induction system of the type Himmelwerk HU2000 Plus was used. As depicted in Fig. 2, the inductor was placed near the machine vice within the machine room. An IR-pyrometer as well as a contact thermometer were assembled to control the initial tool temperatures.
Another aspect in the validation of the simulative results are the mechanical loads. In order to measure the feed forces and torques during the experiments, a piezo-electric-measuring-platform type 9255B and a charge amplifier type 5070 from Kistler were used. The measured data was analyzed with the software DIAdem.
The general design of flow drilling tools was already described in chapter 1. Tools used in this study are solid carbide tools without coating. All tools have a diameter of dFD = 5.4 mm. The tool tip has a tip angle of αFD = 90° and is the shortest part with a height of hT = 0.56 mm in feed direction. The conical region is located after the tip and is constructed with a conical angle of βFD = 34°. The height of the conical part measures hCo = 7 mm. Following the conical region, the cylindrical part of the tool is located.
To validate the numerically calculated forces and torques, experiments with the same process parameters were conducted. The peripheral speed was set to vc = 120 m/min and the feed velocity was adjusted to vf = 300 mm/min. The experiments as well as the simulations were carried out with to different initial tool temperatures. In a first step, no pre-heating of the tool was used, which lead to a tool temperature of Tinitial = 20 °C. In order to improve the formability of AlSi10Mg and to reduce the mechanical loads, a pre-heating to Tinfluenced = 200 °C was realized. Multiple friction drilled bores were done on a larger sample. Sample dimensions were 80 × 50 mm. The distance between the bore middle points was 15 mm. After every bore, it was waited until the tool and the workpiece returned to room temperature again.
Development of an 3D FEM simulation model for flow drilling
The finite element modelling (FEM) is an established tool for the analysis of machining and forming processes. It helps to reduce the extensive experiments and to understand and optimize these operations. For this simulation, the FEM software DEFORM 3D and the adaptive mesh technique of the Arbitrary Lagrangian Eulerian method were used, which does not alter the topology of the mesh. With the adaptive meshing technique, the element nodes adapt independently of the material in order to prevent strong element deformation. The ALE method combines the advantages of the Lagrangian and the Euler formulation, i.e. it reduces mesh distortion while correctly mapping the boundary conditions.
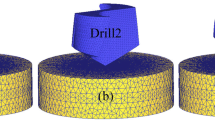
The three-dimensional FE modelling was carried out using two different methods I and II. The method I was intended to achieve the shortest possible computing time by minimizing the workpiece dimensions (Fig. 3). With this model, heat exchange with the environment after the tool penetrated the workpiece was limited by the small dimensions and only possible via the upper and lower workpiece surfaces. However, as the results in chapter 4 show, the forming process leads to a heat accumulation on all six surfaces of the workpiece. For this reason, a further method II was implemented to enable heat exchange with the environment via all six surfaces. A second workpiece was added to fix the original workpiece 1 with the non-separable condition in all special directions of the workpiece 2 (l = 30 x w = 30 mm). Thereby, the heat accumulation could be prevented, so that the flow drilling process could be reproduced realistically.

Developed model for the 3D FEM flow drilling simulation
The meshing procedure, which differs for the methods I and II. In both cases, the orientation of the tool axis to the workpiece surface is rectangular and the contact surface is symmetrical. For method I, the contact zone between tool and workpiece, where the tool penetrates the material, was selected for a local meshing procedure with very fine tetrahedral elements. These smaller finite elements are especially necessary in places where large stress gradients are expected, since otherwise inaccurate results could occur. However, due to the small dimensioning, the numerical calculation could not be carried out completely, since the mesh nodes of the workpiece side surfaces could not be deformed any further, which ultimately led to a heat accumulation. In method II, the fixed workpiece 1, where the actual penetration takes place, was discretized with fine tetrahedron elements and the workpiece 2, which prevents heat accumulation, was meshed with rougher tetrahedron elements. This approach provided the possibility to deform the former problematic mesh nodes in all directions, so that tool and workpiece behavior could be modelled realistically for the performed simulation. Detailed information on the mesh settings and simulation parameters are listed in Table 2.
The heat generation during flow drilling is influenced by the plastic energy loss due to the shear deformation and the friction between the tool and the workpiece, whereby the latter accounts for 98 to 99% of the total heat generation [18]. The heat transfer that occurs during the penetration can be described as:
whereby T is the temperature, ρ the material density, t the time, k the heat conductivity, c the specific heat in all three Cartesian coordinates, while \( {\dot{q}}_f \) describes the heat generation generated by friction.
The heat generated by friction is the result of the integral over the angular velocity of the tool ω in the interval of the friction moment in the contact zone Tf and 0:
In current literature, relatively thin tool plates are used for FEM simulations. In the simulation performed here, the bore was drilled into a th = 2.5 mm thick workpiece plate, which led to convergence problems in the numerical calculation. Only the use of the specific material parameters A (initial yield), B (hardening modulus), εplastic (plastic strain), CS (strain rate sensitivity), η (hardening exponent), m (thermal softening effect) and \( {\dot{\varepsilon}}_0 \) (reference strain rate), T (homogenous temperature), Tr (transition temperature) and Tm (melting temperature) for the aluminum cast alloy in the Johnson and Cook model (Eq. 3) resulted in a good mesh quality and convergence (Table 3) [19]:
Results and validation of modelling method II
Feed forces at initial tool temperatures of 20 °C and 200 °C
Besides the temperature development, the numerically calculated forces and torques were compared to the experimentally measured values in order to validate the simulation results. As in the validation of the temperature development, the area from the center to the end of the conical region of the tool was examined. Analyzing the forces, an intense rise can be noticed as the tool starts to penetrate the workpiece due to the low heat generated by friction and the resulting higher material resistance. As the heat input increases, the flow resistance decreases in the effective zone and tool can penetrate the workpiece more easily. The heating reaches its maximum in the effective zone. Figures 4 and 5 shows that the actual deformation work is carried out in the first t = 2.4 s of the process. Therefore, the simulation results were validated with the experimental values in this time frame and show a good correlation. Analyzing the results without a pre-heating maximal forces of approx. F = 1.3 kN are reached in both, the simulation and experiments. Using a pre-heating of the tool to Tinfluenced = 200 °C the maximal forces show no significant difference to those without using a pre-heating.

Force validation with initial tool temperature of Tinitial = 20 °C

Force validation with initial tool temperature of Tinfluenced = 200 °C
Torque at initial tool temperatures of 20 °C and 200 °C
The torque follows a nearly linear course until the bore diameter is formed by the conical part of the tool and forms a plateau until the tool penetrates the workpiece. In this range, the torque remains constant, so that the t = 2.4 s time interval was taken into account for validating the simulation results (Figs. 6 and 7). As depicted, the simulated values show a good agreement with the experimentally determined torques. Maximal torques of approx. Mt = 1.3 Nm are reached without as well as with a pre-heated tool.

Torque validation with initial tool temperature of Tinitial = 20 °C

Torque validation with initial tool temperature of Tinfluenced = 200 °C
Heat exchange at initial tool temperatures of 20 °C and 200 °C
Figure 8 shows the heat exchange at an initial tool temperature of Tinitial = 20 °C. The temperature rises continuously with increasing drilling depth and reaches a maximum of approx. T = 453 °C as the conical part of the tool is fully immerged into the workpiece. The maximum temperatures can be observed in this area of the process, as most forming work has to be carried out. The temperatures during the experimental tests, recorded with a thermographic camera, show corresponding results. The measured temperatures reach a maximum of approx. T = 430 °C. Furthermore, the temperature distribution along a measurement line can be analyzed. As depicted, simulative and experimental results show a good correlation.

Temperature development during the flow drilling process with initial tool temperature of Tinitial = 20 °C
According to Hutchinsona et al., the behavior of magnesium alloys changes considerably with increasing temperatures, so that the ductility increases with the usual decrease in flow stress at temperature above Tinfluenced = 200 °C [20]. Similar effects can be used to improve the formability of aluminum alloys [21]. This way, the center region of the flow drilling tool penetrates the material more easily. Another advantage results in the improvement of the bore quality as shown in chapter 4.4. Figure 9 shows the temperature development during the flow drilling process with an influenced tool temperature of Tinfluenced = 200 °C. Both the simulative and experimental results regarding maximum temperatures show a slight increase compared to the temperatures without pre-heated tools. The simulation results in a maximum temperature of approx. T = 478 °C, whereas in the experimental tests a temperature of approx. T = 444 °C was measured. Based on these results, the simulation approach can be validated with respect to the temperature development during flow drilling.

Temperature development during the flow drilling process with initial tool temperature of Tinfluenced = 200 °C
Bore quality
The resulting bore quality is an important aspect in the evaluation of flow drilled bores. The low formability of aluminum cast alloys at room temperature makes it difficult to realize flow drilling without any process adjustments. For this reason, the flow drilling tools were pre-heated via a portable induction system. In Fig. 10 the quality of the bore walls is depicted regarding the initial tool temperatures. Bores generated without a pre-heating of the tool showed a poor surface quality of the bore wall, which is dominated by relatively deep grooves. In contrast, a significant improvement in bore quality can be observed when pre-heating the tool to Tinfluenced = 200 °C. Measurements of the surface roughness were carried out via a tactile measuring machine of the type MarSurf XR20. Using no pre-heating, the average surface roughness reached values of Rz = 7.2161 μm, while using a pre-heating values of Rz = 3.1683 μm were measured. Since a higher tool temperature evidently increases the bore hole quality, while a pre-heating increases the process time and cost, according optimizations need to be carried out. The bore quality can effect a subsequent threading operation or the resulting characteristics of the threads, so that grooves have to be avoided in order to generate solid and stabile threads.

Quality of the bore walls regarding the tool temperature
Flow drill modification and optimization
Based on the validated simulation model, the costs of tool development processes and uncertainties about possible design variations could be reduced by predicting feed force, torque and temperature in advance of experimental prototype production. Therefore, the flow drill was constructively modified by significantly shortening the conical region compared to the reference model (Fig. 11). The simulation was then carried out with the described modelling method II at a tool temperature of Tinitial = 20 °C.

Modified flow drill
Results: Feed force of the modified flow drill
To evaluate the simulation of the modified tool, the resulting feed forces were compared to the validated reference tool with the two different initial tool temperatures (Fig. 12). It can be seen, that the feed force occurring during tool penetration is higher in comparison to the reference flow drilling tool, which is due to the modified shorter conical region and the resulting larger contact area between tool and workpiece. However, the process time is reduced by almost 50%, due to the shorter conical region.

Comparison of feed forces between the two reference simulations and the modified model
Results: Torque of the modified flow drill
The torque of the modified tool is at a slightly higher level than that of the two reference simulations (Fig. 13). The contact surface between the tool and the workpiece increases quicker due to the modification, whereby the torque increases sharply for a short time. Compared to the two reference models, the torque plateau is achieved twice as fast with the modified tool.

Comparison of torques between the two reference simulations and the modified model
Results: Temperature of the modified flow drill
The temperature occurring during the flow drilling process shows a much faster rise for the modified tool compared to both reference models (Fig. 14). The result indicates, that a considerably better flow behavior could be achieved with the shortening of the conical region, due to the increased rise in temperature, resulting in better bore hole quality, as pointed out in chapter 4.4. In this context, it should again be mentioned that the process time could be reduced significantly, therefore benefitting for industrial applications.

Comparison of temperatures between the two reference simulations and the modified model
Conclusion
This paper presented the development of a 3D FEM simulation model, which can be used to predict the modified flow drill behavior. In this way, occurring feed force, torque and temperature can be analyzed before the production of expensive modified tool prototypes, thus reducing development time and development costs. With the first modelling method, the limited dimension of the workpiece led to heat accumulation, while the deformation could not be accurately displayed due to the high mesh distortion. In order to model heat exchange with the environment in all directions, the workpiece dimensions were increased in the second modelling method and the FEM simulations were carried out on this basis. The simulated temperature development, forces and torques were compared and validated with experimental values. The simulation results showed that the flow drilling process can be simulated realistically, so that the developed simulation model was used to predict the process behavior of a modified flow drilling tool. The conical region of the flow drill model was shorted significantly compared to the reference model, so that the contact area between the tool and workpiece and in this context the friction area was enlarged. The results show that the feed force and torque reach a slightly higher level than the non-pre-heated and pre-heated (20 °C / 200 °C) reference models. Due to the increased friction area, the temperature rises faster and further. As a result, a better bore hole quality and shorter process time could be achieved with the modified tool geometry.
Abbreviations
- A :
-
Initial yield N/mm2
- B :
-
Hardening modulus
- Cs :
-
Strain rate sensitivity
- c :
-
Specific heat, J/(kg∙K)
- D :
-
Cumulative-damage fracture factor
- d 1 …d 5 :
-
Damage constants
- d FD :
-
Tool diameter, mm
- d 2 :
-
Shrank diameter, mm
- F :
-
Force, N
- h Cy :
-
Cylindrical height, mm
- h Co :
-
Conical height, mm
- h T :
-
Tip/center height, mm
- k :
-
Heat conductivity, W/(m∙K)
- l :
-
Length, mm
- l t :
-
Drilling depth (simulation), mm
- M t :
-
Torque, Nm
- m :
-
Thermal softening effect
- n :
-
Rotational speed, 1/min
- Rz :
-
Average surface roughness
- t :
-
Time, s
- T :
-
Homogenous temperature, K
- T f :
-
Friction moment, K
- t h :
-
Thick, mm
- T influenced :
-
Influenced temperature, °C
- T initial :
-
Initial temperature, °C
- T m :
-
Melting temperature, K
- T r :
-
Transition temperature, K
- v c :
-
Peripheral speed
- v f :
-
Feed speed, mm/min
- w :
-
Wide, mm
- \( {\dot{q}}_f \) :
-
Heat generation, m/s
- α FD :
-
Tip/center angle, degree
- ε m :
-
Emission rate
- ε plastic :
-
Plastic strain
- β FD :
-
Conical angle, degree
- \( \dot{\varepsilon} \) :
-
Strain rate, 1/s
- \( \dot{\varepsilon_0} \) :
-
Reference strain rate, 1/s
- ε f :
-
Equivalent strain to fracture, 1/s
- \( {\dot{\varepsilon}}_{pl} \) :
-
Comparative strain rate, 1/s
- η :
-
Hardening exponent
- σ :
-
Flow stress, N/mm2
- ρ :
-
Density, N/m2
- ρ h :
-
Hydrostatic pressure, hPa
- ω :
-
Angular velocity, rad∙s−1
- Al:
-
Aluminum alloy
- approx.:
-
Approximate
- Bal.:
-
Balance
- Cu:
-
Copper
- DIN:
-
German institute for standardization
- 3D:
-
Three-dimensional
- EN:
-
European standards
- FEM:
-
Finite element method
- FE:
-
Finite element
- Fe:
-
Iron
- Mg:
-
Magnesium
- Mn:
-
Manganese
- Ni:
-
Nickel
- Pb:
-
Lead
- Si:
-
Silicon
- Sn:
-
Tin
- Ti:
-
Titanium
- WC:
-
Tungsten carbide
- x, y, z:
-
Cartesian coordinates
- Zn:
-
Zinc
References
Eliseev AA, Fortuna SV, Kolubaev EA, Kalashnikova TA (2017) Microstructure modification of 2024 aluminum alloy produced by friction drilling. Mater Sci Eng 691:121–125. https://doi.org/10.1016/j.msea.2017.03.040
Bilgin MB, Gök K, Gök A (2015) Three-dimensional finite element model of friction drilling process in hot forming processes. P I Mech Eng B-J Pro 231(3):548–554. https://doi.org/10.1177/0954408915614300
Engbert T, Heymann T, Biermann D, Zabel A (2011) Flow drilling and thread forming of continuously reinforced aluminium extrusions. P I Mech Eng E-J Eng 225:398–407
Ramsay JMG (2008) Fliesslochformen und Gewindefurchen in dünne Bleche und Rohre aus Kupfer und Kupferlegierungen. Inauguraldissertation, Universität Kassel
Gopal Krishna PV, Kishore K, Satyanarayana V (2010) Some investigations in friction drilling AA6351 using high speed steel tools. ARPN. J Eng Appl Sci 5:11–15
Prabhu T, Arulmurugu A (2014) Experimental an analysis of friction drilling on Aluminium and copper. IJMET 5:130–139
Ozek C, Demir Z (2013) Investigate the friction drilling of aluminium alloys according to the thermal conductivity. Tem J 2:93–101
Miller SF, Blau PJ, Shih AJ (2005) Microstructural alterations associated with friction drilling of steel, aluminum, and titanium. J Mater Eng Perform 14(5):647–653. https://doi.org/10.1361/105994905X64558
Boopathi M, Shankar S, Manikandakumar S, Ramesh R (2013) Experimental investigation of friction drilling on brass, aluminium and stainless steel. Process Eng 64:1219–1226. https://doi.org/10.1016/j.proeng.2013.09.201
Gopichand A, Brahmam MV, Bhanuprakash D (2014) Experimental investigations and multi-objective optimization of friction drilling process on AISI 1015. IJAER 3
Nagarajan HN, Kotrappa H, Mallanna C, Venkatesh VC (1981) Mechanics of flow forming. CIRP Ann Manuf Technol 30(1):159–162. https://doi.org/10.1016/S0007-8506(07)60915-9
Hirsch J (2011) Aluminium in innovative light-weight car design. Mater Trans 52(5):818–824. https://doi.org/10.2320/matertrans.L-MZ201132
Wittke P, Cyclic WF (2016) Deformation behavior of friction drilled internal threads in AlSi10Mg and AZ31 profiles. Procedia Struct. Integrity 2:3264–3271. https://doi.org/10.1016/j.prostr.2016.06.407
Krauß M (2007) Zur thermischen Ermüdung der Magnesiumbasislegierungen AZ31 und AZ91. Dissertation, University Kassel
Oezkaya E (2016) FEM-basiertes Softwaresystem für die effiziente 3D-Gewindebohrsimulation und Werkzeugoptimierung mittels CFD-Simulation. Vulkan, Essen
Ucun İ, Aslantas K, Oezkaya E, Cicek A (2017) 3D numerical modelling of micro-milling process of Ti6Al4V alloy and experimental validation. Int J Adv Manuf Tech 3(3):250–260. https://doi.org/10.1080/2374068X.2016.1247343
Zabel A (2016) Prozesssimulation in der Zerspanung – Modellierung von Dreh- und Fräsprozessen. Vulkan, Essen
Dehghan S, Ismail MIS, Ariffin MKA, Baharudin BT, Sulaiman S (2017) Numerical simulation on friction drilling of aluminum alloy. Mater Werkst 48(3-4):241–248. https://doi.org/10.1002/mawe.201600768
Danish M, Ginta TL, Wahjoedi BA (2016) Enhanced functional properties of mg alloys by cryogenic machining. IJAER I 11:5055–5059
Hutchinsona B, Barnett MR, Ghaderi A, Cizek P, Sabirov I (2009) Deformation modes and anisotropy in magnesium alloy AZ31. Int J Mater Res 100(4):556–563
Ostermann F (2014) Anwendungstechnologie Aluminium. Springer, Berlin Heidelberg
Acknowledgements
The authors gratefully acknowledge funding from the German Research Foundation (DFG) for the research project “Holistic development and characterization of an efficient manufacturing of detachable joints for aluminum and magnesium lightweight materials” (BI498/57).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Oezkaya, E., Hannich, S. & Biermann, D. Development of a three-dimensional finite element method simulation model to predict modified flow drilling tool performance. Int J Mater Form 12, 477–490 (2019). https://doi.org/10.1007/s12289-018-1429-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-018-1429-0