
Abstract
The Forming Limit Diagram (FLD) is a useful method for characterizing the formability of sheet metals. In this paper, different numerical models were used to investigate the FLD of Tailor Welded Blanks (TWB). TWB were CO2 laser-welded of interstitial-free (IF) steel sheets with difference in thickness. Numerical approaches of Müschenborn-Sonne Forming Limit Diagram (MSFLD), Forming Limit Diagram criterion (FLDcrt) and Ductile Fracture Criterion (DFCcrt), as well as new numerical method of Second Derivative of Thinning (SDT) were used for FLD prediction. The results of numerical models were compared with the experimental FLD, Limit Dome Height (LDH) and also load–displacement of samples. The emphasis of this investigation is to determine the performance of these different approaches in predicting the FLD. Results show that previous approaches are successful for the left side of FLD (drawing), but not so successful for the right side of the FLD (stretching). Influence of anisotropy on the forming behavior of TWB is investigated in this study and its results are compared with isotropic models and experimental data.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Prediction of the forming limits in sheet metal forming is very important in order to identify the conditions that may lead to necking and fracture. The forming limit curve at necking (FLCN) is used as a criterion for prediction of sheet metal forming limit. It displays in principal strain space (major and minor strains) at the onset of local necking. On the other hand, the forming limit curve at fracture (FLCF) is defined by the combined principal strains up to fracture. Figure 1 indicates the schematic diagrams showing the FLCN and FLCF. Here, α (=dσ2/dσ1) defines stress ratio and ρ (=dε2/dε1) is the strain ratio. For a given initial strain path, after the onset of strain localization, the material deforms in restricted area and follows an almost plane strain path up to failure [1].

Schematic diagram showing the FLCN and FLCF
FLD of sheet metals was initially characterized by Keeler and Backofen [2] and Goodwin [3] and later became industrial practice as well as a topic of research, both theoretically and experimentally. Since then, a lot of research has been performed for calculation of FLCN and FLCF. Forming limit diagrams at necking and at fracture for AA6111-T4 sheet material were experimentally determined by Jain et al. [4], and surfaces of fractured dome specimens were observed by optical microscopy and by Scanning Electron Microscope (SEM). Ozturk and Lee [5] obtained the limit strains for FLD by substituting stress and strain values obtained from the finite element (FE) simulation of out-of-plane formability test into the ductile fracture criterion.
A Tailor-Welded Blank (TWB) consists of steels with different thicknesses or strength types welded together to produce a single blank, prior to the forming process. Automotive designers are always looking for new technologies to reduce vehicle weight and manufacturing costs in order to meet ever restricting fuel economy standards while remaining economically competitive. An opportunity to meet these seemingly conflicting requirements is through the use of Tailor-Welded Blanks (TWBs) [6].
Many recent studies on the tailored blanks are focused mainly on the formability and applications of TWB. Shi et al. [7] studied the optimal conditions for laser and mash-seam welding to obtain better formability of tailored blanks. Chien et al. [8] employed a bifurcation criterion to estimate the onset of failure in transversely loaded AA5754 TWBs. In their analysis, a FE model, representing the geometrical configuration, was combined with an analytical model to predict failure. Chan et al. [9] found that higher the thickness ratio, the lower was the level of FLD. The findings also showed that minimum major strain of FLD (FLD0) decreases with increase in thickness ratio. Safdarian Korouyeh et al. [10] investigated performance of different numerical criteria for FLD prediction of TWB. Second Derivative of Thinning (SDT) was found as a good post-processing criterion for FLD prediction of TWB. They also study the effect of thickness ratio on the level of FLD for St12 TWB with different thickness ratio in another research [11]. Their results showed that FLD’s level increase by thickness ratio decreasing of TWB.
In the present work different numerical approaches were used to predict the FLD of IF steel TWB. These methods contained: Müschenborn and Sonne Forming Limit Diagram (MSFLD), Forming Limit Diagram criterion (FLDcrt), Second Derivative of Thinning (SDT) and Ductile Fracture Criterion (DFCcrt).
Hill’s anisotropic yield criterion and Holloman hardening model were used to model the behavior of metals. Influence of anisotropy on the forming behavior of TWB was also investigated in this research. FLDs of numerical models were compared with the experimental results, as well as LDH and load–displacement curves of numerical criteria. Results show a good agreement between numerical analysis and experiments.
FLD criteria
MSFLD, FLDcrt and DFCcrt (Abaqus® 6.10) and SDT criteria were used for prediction of TWB’s FLD. SDT is a post processing numerical criterion. M-K (Marciniak-Kuczynski) criterion, which also may be used in Abaqus, is implemented just for isotropic materials. It is not considered in this research, because anisotropy is an important parameter to be included in this research. The fundamentals of these criteria are presented, in order to understand and relate corresponding behavior and results.
MSFLD criterion
Müschenborn and Sonne [12] proposed a method to predict the influence of the deformation path on the forming limits of sheet metals on the basis of the equivalent plastic strain, by assuming that the forming limit diagram represents the sum of the highest attainable equivalent plastic strains. A generalization of this idea permits establishing a criterion of necking instability of sheet metals for arbitrary deformation paths. The approach requires transforming the original forming limit diagram (without predeformation effects) from the space of major versus minor strains to the space of equivalent plastic strain, \( {\overline{\varepsilon}}^{pl} \), versus ratio of principal strain rates, \( \rho ={\dot{\varepsilon}}_2/{\dot{\varepsilon}}_1 \).
For linear strain paths and anisotropic material, assuming plastic incompressibility and neglecting elastic strains:
where ε 1 and ε 2 are the major and minor strain, respectively and should be calculated by experimental out-of-plane tests. Indeed these are the values of experimental FLD. These values of strains and ρ value were measured from the necking element. R is the normal anisotropy and can be calculated by following equation:
where r0, r45 and r90 are anisotropic parameters in 0, 45 and 90°, respectively. These parameters were calculated experimentally using ASTM-E517 test [13].
For the specification of the MSFLD damage initiation criterion in Abaqus, ρ and equivalent plastic strain at damage initiation were calculated by Eq. (1) and Eq. (2) respectively, based on experimental FLD of this research.
In MSFLD criterion, ω MSFLD represent the ratio of the current equivalent plastic strain, \( {\overline{\varepsilon}}^{pl} \), to the equivalent plastic strain on the limit curve. The necking instability is met when the condition ω MSFLD = 1 is satisfied. First element in which ω MSFLD = 1 is selected as necking element and corresponding major and minor strains defined a point on FLD.
FLDcrt criterion
The maximum strains that a sheet material can sustain prior to the onset of necking are referred as forming limit strains. A FLD is a plot of the forming limit strains in the space of principal strains. The necking initiation criterion for the FLDcrt is given by the condition ω FLD = 1, where the variable ω FLD is a function of the current deformation state and is defined as the ratio of the current major principal strain, ε 1, to the major limit strain on the FLD evaluated at the current values of the minor principal strain, ε 2.
In this research experimental FLD of TWB was imported to FE code as FLDcrt. Experimental FLD was based on the major and minor strains which were measured from the experimental samples of present study. This FLD was used in the Abaqus software to predict the necking defects in the FEM samples. After completion of simulations, first element which ω FLD = 1, was considered as necking element and its major and minor strains were used to define a point on FLD. This test was performed for all samples. Load and displacement of the punch at necking based on FLDcrt criterion were compared with other criteria and also with experiment.
Second derivative of thinning (SDT) criterion
Material thinning can be a criterion for necking. Using Brun’s idea, time and spatial necking of a particular specimen can be predicted based on the second derivative of thinning [14]. Considering this model, thickness of all elements of FEM model were analyzed in order to determine minimal thickness for each stored time interval. Thinning values for all elements with minimal thickness were stored and finally, second derivative of thinning was analyzed. Due to a fast local change of sheet thickness at the necking point, the thickness strain changes abruptly its value. The acceleration of thickness deformation (second time derivative) is defined as
where ε33 is the thickness strain of element. The element at which the peak of \( {\ddot{\varepsilon}}_{33} \) first appeared (at minimal time) was assumed as the element which the onset of necking started and the time of this peak was considered as necking time. The major and minor strains for this element at necking time defined a point of FLD and this trend was repeated for all samples. More details about this criterion are available in [10]. Figure 2 shows the second derivative of thinning for necking element of sample with 200 mm width. This figure shows that SDT of this element has a peak in the 0.038 s of simulation time. Based on this criterion, major and minor strain of necking element for this simulation instance is considered as a point of FLD.

SDT of necking element for 200 mm × 200 mm sample
Ductile fracture criterion (DFCcrt)
The fracture of ductile materials is mainly due to growth and coalescence of microscopic voids existing within the material. In the numerical simulation, when the fracture threshold within an element is reached, that element fractures and a crack occurs. This model assumes that the equivalent plastic strain at the onset of damage, \( {\overline{\varepsilon}}_D^{pl} \), is a function of stress triaxiality and strain rate
where η is stress triaxiality and \( {\dot{\overline{\varepsilon}}}^{pl} \) is the equivalent plastic strain rate.
The criterion for damage initiation is met when the following condition is satisfied:
and stress triaxiality can be calculated as follow:
where σ m is mean stress, \( {\overline{\sigma}}_{VM} \) is Mises equivalent stress, σ 1, σ 2, σ 3 are principal stresses.
By plane stress assumption σ 3 = 0, σ 1 and σ 2 can be calculated from experimental major strain (ε 1) and minor strain (ε 2). The ratio of the minor true stress, σ 2, to the major true stress, σ 1, is defined by the parameter
By Eq. (1), Eq. (8), normal anisotropy assumption for sheet and flow rule, the relation between α and ρ is as follow:
Plasticity theory defines an effective stress, \( \overline{\sigma} \), which is a function of the stress tensor components and a set of material parameters. For materials with normal anisotropy and zero shear stress in a coordinate system aligned with the anisotropy, the definition of the effective stress can be expressed in terms of the principal stresses
This relation can also be expressed in terms of σ 1 and α
where ξ(α) is a function of material parameters and can be calculated as follow
α is calculated by Eq. (9) and using major and minor strains from experimental FLD; the relation between the effective stress and effective strain can be written formally as
The most commonly used representation of this relation is the power law
where K and n are material constants and \( \overline{\varepsilon} \) can be calculated from Eq. (2). By substituting Eqs. 14 and 12 into Eq. (11), σ 1 is obtained. Then σ 2 is calculated by Eq. (8) and using σ 1, σ 2 and plane stress condition, η is obtained by Eq. (7). When importing DFCcrt to FE code two parameters of stress triaxiality and fracture strain are needed, in which fracture strain is equivalent to fracture strain at damage initiation. Equivalent fracture strain at damage initiation, \( {\overline{\varepsilon}}^{pl} \), can be calculated by Eq. (2). First element which ω D = 1 is selected as necking element and major and minor strains of such element is imported to the forming limit diagram.
Numerical investigation
Numerical investigation of stretch forming of tailor welded blanks was done using a commercially available finite element code Abaqus/Explicit 6.10. The FEM model consisted of a hemispherical punch, blank holder, die and the blank as shown in Fig. 3. Punch, die and blank holder were modeled as analytical rigid parts, because one considers they have negligible deformation. The blank was modeled as a deformable part using four node Kirchhoff thin shell elements (S4R). The circular draw-bead model is obtained by constraint forces applied on a circular partition of sheet at a distance of 66 mm from the center of the die. The coefficient of friction at the tool-blank contact was considered as 0.15, based on the works of Panda et al. [15]. The die was fixed and the punch was moved downward with a numerical speed of 1,000 mm/s. This speed was selected based on the quasi static condition of forming process [16]. This velocity was also used by Panda et al. [15] for punch movement in the stretch forming.

Setup of tools used in numerical simulation
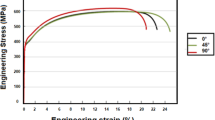
TWB consisted of a blank with two IF steel with thicknesses of 0.77 mm and 1.17 mm. Mechanical properties of base metals are shown in Table 1. These mechanical properties are Yield Stress (YS), Ultimate Tensile Strength (UTS), work hardening exponent (n), work hardening coefficient and elongation. Hollomon’s equation (σ = K\( \varepsilon \) n) was used to model the plastic behavior of sheet material. The R2 values of this table show curvature fitting of stress–strain curves related to sheet thickness. For the two thicknesses of the IF sheets, it is found that R2 > 0.95, which indicates the good correlation between the curves. Figure 4 shows the fitting of experimental strain–stress curves for the calculation of Hollomon’s equation parameters (K and n).

Curve fitting of strain–stress curve for IF steel with thickness of a 0.77 mm and b 1.17 mm
Figure 5 shows the variation of R-value vs. rolling direction for two thicknesses of 0.77 mm and 1.17 mm of IF steel. This figure shows that minimum R-value is in the direction of 45° with the rolling direction.

Variation of R-value vs. rolling direction for a 0.77 mm and b 1.17 mm
Laser welding produces a very narrow weld line with small heat affected zone. For better understanding of the effect of weld line on the forming of TWB samples, substandard longitudinal welded tensile specimens were prepared for tensile test from laser welded samples, according to ASTM E8M standard [13], as shown in Fig. 6. A 4 mm width was used for the gauge section, which contains the weld and heat affected zone. This test was done to obtain mechanical properties of the weld. This method was used by Panda et al. [15] for measure the mechanical properties of the weld region.

Sub-size TWB tensile specimen used in ASTM-E8 test
Mechanical properties of TWB were compared with Table 1 information and shown that there is no high difference between mechanical properties of weld region and base metal. Similar observation and conclusions has been reported by Saunders and Wagoner [17]. For this reason, in the numerical modeling it will be assumed no difference in material behavior due to welding, although this should be a subject for further investigation.
The standard eight different strain paths (25 × 200 to 200 × 200 mm) were simulated to predict the FLD of welded blank. Different FLD criteria, already presented in Section “FLD criteria”, were used in all simulations. Optimal blank holder force was chosen such that the blank neither draws-in nor tears near draw bead. More details about the numerical analysis are available in [10].
The fracture behavior of cold rolled sheet metals is influenced by the anisotropy of mechanical properties due to crystallographic texture. In this research blank was modeled both as isotropic as well as anisotropic to show the influence of anisotropy on the forming results. Load-displacements curves of these models were compared with each other and with experiment. Many phenomenological yield criteria have been proposed in the past to account for plastic anisotropy, among which Hill’s quadratic yield criterion [18] has been widely used, while being well adapted for steel sheets. Therefore in this research Hill’s 1948 yield criterion is used to model sheet metal behavior in forming process.
F, G, H, L, M and N are the Hill’s criterion coefficients. These coefficients are used in FE code as 6 yield stress parameters, R11, R22, R33, R12, R13 and R23. These parameters can be calculated by using anisotropic parameters of r0, r45 and r90 from properties of Table 1 as follows
Experimental set up for FLD
Weld quality is important for TWB parts, because in the forming process weld should be safe and without any defect. In this work, TWBs were obtained by CO2 laser welding of IF steel sheets with thickness of 0.77 mm and 1.17 mm. In this welding process no filler material was used. Parameters of CO2 laser welding were selected such that TWB didn’t fail from weld zone under different forming tests. The weld lines direction in the experimental and FEM samples were perpendicular to the rolling direction of the sheet and also perpendicular to the major strain direction.
Experimental FLD calculation was done by stretch forming tests according to the procedure suggested by Hecker [19] using a hemispherical punch of 101.6 mm diameter on a 200 kN hydraulic press. The schematic arrangement of the tools is shown in Fig. 7. The experimental setup (punch, die, blank holder and data acquisition system) is shown in Fig. 8.

A schematic of the tools used in stretch forming experiments (all dimensions in mm)

Experimental setup
All tests were conducted in dry condition at a punch speed of 20 mm/min. An optimum blank holding force in the range of 60–100 kN was applied on the upper die. The press was equipped with load and displacement sensors and experiments were stopped when forming load decreased suddenly.
Eight specimens of size 25 × 200 mm to 200 × 200 mm were cut from the laser welded specimen such that weld line were perpendicular to the stretching direction (transverse specimens). Specimens were grid marked with circles of 2.5 mm by electrochemical etching method to measure major and minor strains after deformation.
Results and discussion
Load–displacement curves
For mesh sensitivity investigation of modeling in Abaqus, two simulations with different mesh sizes were done for the TWB sample with 125 mm width. The force-displacement curves of the punch are shown in Fig. 9 (Model 1 means mesh size of 1 mm × 1 mm and Model 2 means mesh size of 0.5 mm × 0.5 mm). Although Model 1 has a rougher mesh when compared to Model 2, its prediction is in good agreement with Model 2 (with finer mesh).

Load- displacement comparison for models with rough and fine mesh
Effect of mesh size was also investigated on the necking time and limit strains for these two models. Data of Table 2 shows that necking time and limit strains prediction of these models are near to each other. Based on these results, for decreasing time computation, model with mesh size of 1 mm × 1 mm is used for simulation of all samples.
The load–displacement curves of the TWBs were obtained from data acquisition system during stretch forming in experimental tests. For investigation of the effect of sheet anisotropy on the forming behavior, two samples with 100 mm and 150 mm width were simulated with isotropic behavior for sheet material and they were compared with anisotropic models. Load–displacement comparison of these samples with experimental results is shown in Fig. 10.

Load- displacement comparison for isotropic and anisotropic sheet with experiment, a sheet with 100 mm width, b sheet with 150 mm width
This figure shows that maximum load as well as maximum punch displacement of isotropic models has lower values than experimental results. This trend was the same for samples with different widths of 100 mm and 150 mm. These results show that sheet’s anisotropy has an important influence on the forming behavior of TWB. Material anisotropic modeling shows good correlation with experiments as presented in Fig. 10.
The simulated punch load profiles were compared with experiments being shown in Fig. 11 for different samples widths. Results show that experimental and numerical load–displacement curves are monotonically increasing, reaching a maximum value when fracture occurs, followed by a sudden decrease on drawing force. However, the intensity of force reduction in the experimental curve is more evident than the numerical ones. Figure 11 also indicates that there is a good agreement between numerical investigations and experimental tests, but samples larger than 100 mm have a better parallel with experiment. Punch’s maximum force can be a good criterion of prediction of FLD, because numerical load–displacement curves for all samples look closer to experimental results. Therefore, Punch’s Maximum Force Criterion (PMFC) is another possible criterion for FLD prediction, which will be also used for comparison. Based on this criterion, when numerical forming force is maximum, then major and minor strains of necking element are used to define a point in forming limit diagram. Necking element for this criterion is the element which has the minimum thickness.

Load–displacement comparison of FEM and experiments for samples with different widths. aTWB sample with 25 mm width b TWB sample with 75 mm width. c TWB sample with 100 mm width d TWB sample with 125 mm width. e TWB sample with 150 mm width f TWB sample with 200 mm width
Comparison of limit dome heights (LDH) values for all TWB samples using different forming limit criteria are summarized in Table 3. Predictions of numerical criteria for LDH were a little higher than experimental results for samples with 25 mm and 75 mm width, but for other sample these predictions are close to experiments.
To select a forming machine with suitable capacity, it is essential to evaluate the maximum forming load as accurate as possible. The maximum forming forces obtained from different approaches are given in Table 4.
Table 5 shows the criteria which have the best agreement with experimental results for LDH prediction. Deviation values of this table show that PMFC, MSFLD and FLDcrt are the criteria that have better agreement with experiment for LDH prediction. Among these three criteria, PMFC has better results for higher number of samples.
Table 6 shows criteria which have the minimum deviation to predict punch’s load for samples with different width. Deviation values of this table show that PMFC, MSFLD and DFCcrt are the numerical criteria which have better accuracy for punch load prediction. Comparing deviation values of Table 5 for LDH and deviation values of Table 6 for punch load, it is evident that these numerical criteria show better accuracy for punch load prediction than LDH.
FLD prediction
Prediction of necking location based on presented numerical criteria was the same, since major and minor strains were obtained for the same element of TWB, the only difference among them being on different predictions for forming heights.
Figure 12 shows a comparison between predictions of necking location by different numerical approaches and experiments. Such results are very consistent and necking is always located in the thinner part of TWB, being parallel to the weld line. Distance between the weld line and failure position in the different samples presented in Fig. 12 is compared in Table 7 for FEM and experimental results. Error values of this table show that there is a good agreement between the FEM and experimental results.

Comparison of necking position for numerical and experimental samples with width of (a) 25 mm, (b) 125 mm, and (c) 200 mm
Strain values of experimental samples and numerical models near the failure position were compared for two strain paths of 25 mm × 200 mm and 125 mm × 200 mm. The results presented in Table 8 show that the numerical results have a good agreement with the experimental results for strain prediction.
Figure 13 shows major and minor strains for two samples of 25 mm × 200 mm and 125 mm × 200 mm. These strains were measured from an element at the pole of the samples and near the fracture zone. Figure 13 shows the distance between the weld line and the element that strains were measured.

Comparison of experimental and FEM necking strains for two samples of (a) 25 mm × 200 mm, (b) 125 mm × 200 mm
Comparison of different numerical criteria for FLD prediction is shown in Fig. 14. Numerical criteria of SDT, MSFLD, FLDcrt and DFCcrt can predict only the left side of FLD and are clustered within small strain values in plane strain condition. These numerical criteria are not successful for right side of FLD and this is the main drawback of presented numerical criteria. This result was mentioned in the Ozturk and Lee [5] studies. Forming limit diagram predicted by FLDcrt has the best agreement with experimental FLD for ε 2 < 0, but for plane strain condition of FLD is over predicted.

FLD comparison of IF steel TWB using different numerical criteria
Prediction of DFCcrt is somewhat below experimental FLD, but its prediction in all regions of forming limit diagram is in the safe region. It was expected that DFCcrt should predict fracture criterion (FLCF, see Fig. 1), but results of this research show that this criterion is able to predict necking limit of forming. Prediction of MSFLD for ε 2 < 0 is lower than experiment, but in plane strain condition of FLD is above the experiment. Forming limit of SDT is lower than experiment for ε 2 < 0, but in plane strain region its prediction is close to experiment. Although the LDH and punch’s maximum force based on PMFC were close to experiments, its prediction for FLD especially in plane strain region was not completely good.
Conclusions
This paper presents a study on FLD prediction of TWB using different numerical approaches and corresponding validation with experimental results.
Punch load vs. displacement of models simulated with isotropic behavior have lower values than anisotropic models and experimental results, which shows that anisotropy has an important effect on the forming behavior of TWB.
In this study different numerical methods were used to predict the FLD of IF steel TWB. These methods included: Müschenborn and Sonne Forming Limit Diagram (MSFLD), Forming Limit Diagram criterion (FLDcrt), Second derivative of thinning (SDT) and Ductile Fracture Criteria (DFCcrt).
Results show that numerical models have good accuracy for punch’s load and LDH. Among these numerical approaches, PMFC has the best accuracy for punch’s load and LDH for most samples with different widths, but its prediction for FLD lacks some accuracy. Forming limit diagram predicted by FLDcrt criterion has the best agreement with experimental FLD for ε 2 < 0, but for plane strain condition has over prediction. DFCcrt predicts lower results than experimental FLD, locating the prediction of all regions in forming limit diagram in the safe region.
The main drawback of the presented numerical approaches for FLD prediction is the fact of these criteria not succeeding to predict accurately the right side of FLD for TWB and showing the need for further improvements in this topic, namely an improved interface modeling for the boundary between the two different materials.
References
Han HN, Kim K-H (2003) A ductile fracture criterion in sheet metal forming process. J Mater Process Technol 142(1):231–238
Keeler SP, Backofen WA (1963) Plastic instability and fracture in sheets stretched over rigid punches. Trans ASM 56:25–98
Goodwin GM (1968) Application of strain analysis to sheet metal forming problems in the press shop. SAE Technical Paper:Paper No.680093
Jain M, Allin J, Lloyd DJ (1999) Fracture limit prediction using ductile fracture criteria for forming of an automotive aluminum sheet. Int J Mech Sci 41(10):1273–1288. doi:10.1016/S0020-7403(98)00070-8
Ozturk F, Lee D (2004) Analysis of forming limits using ductile fracture criteria. J Mater Process Technol 147(3):397–404. doi:10.1016/j.jmatprotec.2004.01.014
Sheng ZQ (2008) Formability of tailor-welded strips and progressive forming test. J Mater Process Technol 205(1–3):81–88. doi:10.1016/j.jmatprotec.2007.11.108
Shi MF, Pickett KM, Bhatt KK (1993) Formability issues in the application of tailor welded blank sheets. SAE, New York
Chien WY, Pan J, Tang SC (2004) A combined necking and shear localization analysis for aluminum sheets under biaxial stretching conditions. Int J Plast 20(11):1953–1981. doi:10.1016/j.ijplas.2003.08.006
Chan LC, Chan SM, Cheng CH, Lee TC (2005) Formability and weld zone analysis of tailor-welded blanks for various thickness ratios. J Eng Mater Technol 127(2):179–185. doi:10.1115/1.1857936
Safdarian Korouyeh R, Moslemi Naeini H, Liaghat G (2012) Forming limit diagram prediction of tailor-welded blank using experimental and numerical methods. J Materi Eng Perform 21(10):2053–2061. doi:10.1007/s11665-012-0156-9
Safdarian Korouyeh R, Moslemi Naeini H, Torkamany MJ, Liaghat G (2013) Experimental and theoretical investigation of thickness ratio effect on the formability of tailor welded blank. Optics Laser Technol 51(0):24–31. doi:10.1016/j.optlastec.2013.02.016
Müschenborn W, Sonne H (1975) Influence of the strain path on the forming limits of sheet metal. Arch fur das Eisenhüttenwesen 46(2):597–602
(ASTM) ASfTaM (1999) Metals Test Methods and Analytical Procedures
Brun R, Chambard A, Lai M, De Luca P (1999) Actual and virtual testing techniques for a numerical definition of materials. In: Numisheet International Conference. BURS, pp 393–400
Panda SK, Kumar DR, Kumar H, Nath AK (2007) Characterization of tensile properties of tailor welded IF steel sheets and their formability in stretch forming. J Mater Process Technol 183(2–3):321–332. doi:10.1016/j.jmatprotec.2006.10.035
He S, Wu X, Hu SJ (2003) Formability enhancement for tailor-welded blanks using blank holding force control. J Manuf Sci Eng 125(3):461–467. doi:10.1115/1.1580853
Saunders FI, Wagoner RH (1996) Forming of tailor-welded blanks. Metall Mater Trans A 27(9):2605–2616. doi:10.1007/bf02652354
Hill R (1948) A theory of the yielding and plastic flow of anisotropic metals. Proc Royal Soc Lond Ser A Math Phys Sci 193(1033):281–297. doi:10.1098/rspa.1948.0045
Hecker SS (1974) A cup test for assessing stretchability. Met Eng 14:30–36
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Safdarian, R., Jorge, R.M.N., Santos, A.D. et al. A comparative study of forming limit diagram prediction of tailor welded blanks. Int J Mater Form 8, 293–304 (2015). https://doi.org/10.1007/s12289-014-1168-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-014-1168-9