
Abstract
Squeeze casting is a pressurized solidification process wherein finished components can be produced in a single process from molten metal to solid utilizing re-useable die tools. This one activates different physical processes which have metallurgical repercussions on the cast material structure. Desirable features of both casting and forging are combined in this hybrid method. 2017A aluminium alloy, conventionally used for wrought products, has been successfully cast using direct squeeze casting. Squeeze casting with an applied pressure removes the defects observed in gravity die cast samples. Tensile properties and microstructures are investigated. The results show that the finer microstructure was achieved through the squeeze casting. Furthermore, higher pressures improved the fracture properties and decreased the percentage of porosity of the cast alloy. The ultimate tensile strength, the yield strength and the elongation of the squeezed cast samples improved when the squeeze pressure increased.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Wrought aluminium alloys are widely used in industry, especially in aerospace and automobile manufacturing, due to their good properties compared to casting aluminium alloys [1–4]. It is economically advantageous to cast wrought aluminium alloys directly into near-net-shape components, which can offer more considerable cost saving than methods that introduce plastic deformation, such as forging, extrusion or rolling [5]. The major problems in casting these alloys consist in their high tendency to form casting defects such as hot tearing, solidification shrinkage, porosity [6–9], and their bad fluidity in conventional casting processes [10].
One of the promising technologies capable of producing near-net-shape casting of wrought aluminium alloys is the squeeze casting process which has been developed for the purpose of counteracting the disadvantages and further extending the advantages of die casting in the casting technique in order to produce better quality cast components [11].
Squeeze casting is regarded as a combination of gravity die-casting and closed die forging in a single process [12]. The liquid molten metal is compressed under pressure inside the mould cavity of a re-usable metal mould. The process is one of the improved casting techniques used for the production of engineering components through the application of pressure on the cast metal to minimize defects associated with shrinkage cavities and porosity formation [13, 14].
Several authors have reported the superiority of properties of squeeze cast products over the conventional casting process. This is brought about by the flexibility of the squeeze cast parameters. Hajjari and Divandari have shown that squeeze casting caused the refinement of the microstructure and reduction in the Dendrite Arm Spacing (DAS) of the cast structure possibly due to increasing the cooling rate [15]. Increasing the squeeze pressure also led to the formation of finer microstructure. Furthermore, higher pressures decreased the percentage of porosity and increased the density of the cast alloy [15, 16]. The effect of squeeze casting parameters on the microstructure and mechanical properties of aluminium alloys has been investigated to a large extent [17–24]. Despite the manufacturing and component property advantages of squeeze casting near-net-shape parts from wrought Al alloys, few studies have investigated the effect of processing on the resultant microstructure.
This work presents results of the study on microstructure characterizations and tensile properties of 2017A Al alloy manufactured by applying direct squeeze and gravity die casting and the correlation between their characteristics. The results are compared with the microstructure and the tensile properties of the wrought material in reception state (as extruded).
Experimental procedure
Material
Alloy 2017A provides average tensile strength but good machinability. It is widely used in mechanical applications (as extrusions or thick plates) [25, 26]. In this work, the alloy is received as extruded bar of diameter 20 mm and has the composition shown in Table 1.
Squeeze casting method
The squeeze casting experiments were performed on a hydraulic press (Fig. 1), where the pressure on the molten metal is kept constant until the end of solidification. The punch-and-die set were made of hot-die steel and the cast billets were hexagonal in shape, 8 mm in side length and 120 mm in length. The die was preheated up to 250°C and the melt was poured into the die at 750°C.

Experimental setup with steel mould used in the squeeze casting process
The effect of applied pressure and its variation on microstructure and tensile properties of the alloy was investigated. The manufacturing conditions of prepared specimens are presented in Table 2.
Microstructural analysis
In order to investigate the effect of applied pressures on the microstructure, a series of photos was performed using an optical microscope LEICA DMLP with a digital camera JVC. Each sample was prepared and etched with Keller’s reagent [27].
Tensile tests
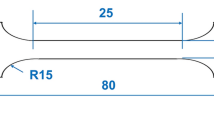
In order to evaluate tensile properties of the gravity and squeeze cast specimens, the tests were carried out in an Instron-5567 tensile materials testing machine. The tests were performed under displacement control with a strain rate starting at 2.6.10−3 s −1. An strain-gage (gage length of 12.5 mm, Mod. 2620–601, Instron Corp.) was attached to the central part of the specimen. All of the specimens were machined and taken from the middle of cast billets. For each casting condition four specimens were tested and the mean results were reported. The geometry of the tensile specimens is shown in Fig. 2.

Geometry of tension test specimen [mm]
Results and discussion
Microstructure
Figure 3a illustrates the microstructure of the portion of as extruded bar with a uniform microstructure with fine grains generated by the extrusion process. Figure 3b shows the microstructure of the gravity cast sample that contains coarse grain size. Micrographs (c–d) in Fig. 3 show the microstructure of squeeze cast specimens that were produced under 50 and 100 MPa pressures, respectively. These micrographs show that the microstructures of squeeze cast specimens, prepared under higher applied pressures, are much finer. It is clear that the squeezing pressure has significant influence on the microstructure of the alloy. The results show that the grain size of the alloy decreases with the increase of the squeezing pressure as shown in Table 3. Furthermore, the inter-metallic phases in the alloy with no applied pressure are coarser than those under high squeezing pressure.

Optical micrographs: a as extruded, b gravity die cast, c squeeze cast under 50 MPa, d squeeze cast under 100 MPa
The applied pressure influences the as-cast microstructure. This effect can be justified by the equation suggested by Ghomashchi and Vikhrov [28]:
The above equation shows that an increase in the freezing point (T f ) of the alloy is caused by the increase in pressure (P). In this equation, ΔH f is the latent heat of fusion and P 0 and R are constants. Increasing the freezing point causes undercooling in the alloy that is already superheated. The higher freezing point brings about the larger undercooling in the initially superheated alloy and thus elevates the nucleation frequency, resulting in a more fine-grained structure.
Apart from the changes in undercooling of the molten alloy caused by applied pressure, greater cooling rates for the solidifying alloy can be realized due to reduction in the air gap between the alloy and the die wall and thus larger effective contact area. Obviously, the increase of cooling rate and heat-transfer coefficient will result in the refinement of the grain size of squeeze casting alloy.
Tensile properties
The tensile properties of the gravity and squeeze cast specimens such as ultimate tensile strength (UTS) and yield strength (YS) are compiled in Fig. 4. This chart shows the gravity cast specimens have the lowest UTS compared with the squeeze cast specimens. However the increase of UTS and YS is obvious at the 50 MPa and 100 MPa pressure. On the other hand, the extruded specimens have better UTS and YS.

UTS and YS of 2017A Al alloy manufactured in various conditions
Figure 5 shows a good synchronized effect with increasing elongation in the same group of the specimens relative to the specimens produced by gravity cast. Also, the extruded specimens have a good elongation because of good ductility provided by the extrusion process.

Elongation of 2017A Al alloy manufactured in various conditions
Density measurements of the specimens corresponding to different processing conditions are shown in Table 4. The results show that the gravity die cast specimens contained about ~ 8% porosity. However, the squeeze cast specimens under 50 MPa contained about ~ 2% porosity. Nevertheless, the squeeze cast specimens under 100 MPa is almost free of porosity.
Evidently the improvement of tensile properties by increasing the pressure up to 100 MPa seems to be due to the decrease in the porosities and the grain size refinement. Conversely, with lengthy solidification time, the alloy exhibits shrinkage problems, higher levels of gas porosity, or large grain size. In addition, all exhibit reduced tensile properties, particularly reduced ductility [29].
Tensile fracture surface analysis
The fracture surfaces provide useful information on the effect of microstructure on the mechanical response of the alloy. Some of the SEM pictures are selectively presented on the paper. On a macroscopic scale the tensile fracture surface of the extruded specimens was at 45° angle to the applied tensile stress (Fig. 6) which is the characteristic of a ductile fracture surface.

The as extruded specimen after the tensile test
High magnification observations of tensile fracture surface of the extruded specimens reveal fine voids of varying sizes (Fig. 7a). The small dimples are evidence for the highest energy absorption due to plastic deformation. This is the feature of ductile failure. The tensile fracture surface of the gravity die cast specimen, as shown in Fig. 7b, is brittle in nature. It is evident that an internal discontinuity due to the presence of porosity serves as the initiation point of cracks in the gravity die cast specimens. Initiation of the crack normally occurs at small flaws which cause concentration of stress. The cracks take an inter-granular path, particularly when segregation or inclusions weaken the grain boundaries [30]. Figure 3b shows that the grain size is coarse which results in a bad ductility. The tensile fracture surface of the squeeze cast specimen under 50 MPa revealed that the specimen have failed in a brittle inter/trans-granular manner as shown in Fig. 7c. The failure is in a mixed-mode fracture comprising inter-granular fractures and quasi-cleavage planes. The grain size becomes finer as a result of squeezing pressure. Figure 7d shows the fracture surface of the squeeze cast specimen under 100 MPa. It’s indicated that failure is in trans-granular fracture. With increasing the applied pressure, the formation of dimples increases which is characterized in a ductile fracture. It is also worth mentioning that the effect of pressure and the resulting higher cooling rate on the grain size have to be added to its impact on the refining of shrinkage porosities [29].

Tensile fractographs (SEM) of different investigated specimens: a as extruded, b gravity die cast, c squeeze cast under 50 MPa, d squeeze cast under 100 MPa
Conclusion
The 2017A wrought aluminium alloy, usually used for wrought products, can be effectively cast via direct squeeze casting process. The effect of pressure on the microstructure and tensile properties of the squeeze cast and the gravity die cast 2017A Al alloy are investigated in this work. The main conclusions are listed as follows:
-
The pressure applied in squeeze casting promotes rapid solidification and a refined grain structure. Increasing the applied pressure up to 100 MPa was sufficient to eliminate all traces of shrinkage and gas porosity within the casting. These are the main reasons for the tensile properties improvement of the investigated alloy.
-
Density of the specimens increased with application of 50 MPa pressure. It is further increased steadily for higher applied pressure (up to 100 MPa) above which it approached its theoretical value. It is postulated that the 100 MPa applied pressure was able to fully eliminate gas and shrinkage porosities.
-
The tensile properties of the investigated alloy are increased with the increase of the applied pressure during the squeeze cast specimens. The elimination of porosities was the main factor for increasing the tensile properties of the alloy up to 50 MPa pressure. Therefore, up to 100 MPa applied pressure, finer microstructure due to higher cooling rates seemed to be the cause of increase in tensile properties.
References
Guo H, Yang X (2007) Preparation of semi-solid slurry containing fine and globular particles for wrought aluminium alloy 2024. Trans Nonferrous Met Soc China 17:799–804
Kang CG, Seo PK, Jeon YP (2005) Thixo diecasting process for fabrication of thin-type componentwith wrought aluminium alloys and its formability limitation. J Mater Process Technol 160:59–69
El-Magd E, Abouridouane M (2006) Characterization, modelling and simulation of deformation and fracture behaviour of the light-weight wrought alloys under high strain rate loading. Int J Impact Eng 32:741–758
Zander J, Sandstrom R (2009) Modelling technological properties of commercial wrought aluminium alloys. Mater Des 30:3752–3759
Guo H, Yang X, Wang J, Bin Hu, Guang-lei Z (2010) Effects of rheoforming on microstructures and mechanical properties of 7075 wrought aluminium alloy. Trans Nonferrous Met Soc China 20:355–360
Sukumaran K, Ravikumar KK, Pillai SGK, Rajan TPD, Ravi M, Pillai RM, Pai BC (2008) Studies on squeeze casting of Al 2124 alloy and 2124-10% SiCp metal matrix composite. Mater Sci Eng, A 490:235–241
Avalle M, Belingardi G, Cavatorta MP, Doglione R (2002) Casting defects and fatigue strength of a die cast aluminium alloy: a comparison between standard specimens and production components. Int J Fatigue 24:1–9
Nadella R, Eskin DG, Du Q, Katgerman L (2008) Macrosegregation in direct-chill casting of aluminium alloys. Prog Mater Sci 53:421–480
Flemings MC, Solidification Processing (1974) McGraw Hill
Eskin DG, Suyitno KL (2004) Mechanical properties in the semi-solid state and hot tearing of aluminium alloys. Prog Mater Sci 49:629–671
Zhong Y, Su G, Yang K (2003) Microsegregation and improved methods of squeeze casting 2024 Aluminium alloy. J Mater Sci Technol 19:413–416
Aweda JO, Adeyemi MB (2009) Determination of temperature distribution in squeeze cast aluminium using the semi-empirical equations’ method. J Mater Process Technol 209:5751–5759
Aweda JO, Adeyemi MB (2009) Experimental determination of heat transfer coefficients during squeeze casting of aluminium. J Mater Process Technol 209:1477–1483
Masoumi M, Hu H (2011) Influence of applied pressure on microstructure and tensile properties of squeeze cast magnesium Mg–Al–Ca alloy. Mater Sci Eng, A 528:3589–3593
Hajjari E, Divandari M (2008) An investigation on the microstructure and tensile properties of direct squeeze cast and gravity die cast 2024 wrought Al alloy. Mater Des 29:1685–1689
Kurz W, Fisher DJ (1984) Fundamentals of solidification. Trans Tech Publications, Switzerland
De Brito CC, Magalhães FD, Costa ALM, Siqueira CA (2010) Microstructural analysis and tensile properties of squeeze cast Al-7%Mg alloy. Mater Sci Forum 643:119–123
Murali S, Yong MS (2010) Liquid forging of thin Al–Si structures. J Mater Process Technol 210:1276–1281
Maleki A, Niroumand B, Shafyei A (2006) Effects of squeeze casting parameters on density, macrostructure and hardness of LM13 alloy. Mater Sci Eng, A 428:135–140
Abou El-khair MT (2005) Microstructure characterization and tensile properties of squeeze-cast AlSiMg alloys. Mater Lett 59:894–900
Maleki A, Shafyei A, Niroumand B (2009) Effects of squeeze casting parameters on the microstructure of LM13 alloy. J Mater Process Technol 209:3790–3797
Fan CH, Chen ZH, He WQ, Chen JH, Chen D (2010) Effects of the casting temperature on microstructure and mechanical properties of the squeeze-cast Al-Zn-Mg-Cu alloy. J Alloys Compd 504:42–45
Boschetto A, Costanza G, Quadrini F, Tata ME (2007) Cooling rate inference in aluminium alloy squeeze casting. Mater Lett 61:2969–2972
Ming Z, Wei-wen Z, Hai-dong Z, Da-tong Z, Yuan-yuan L (2007) Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting. Trans Nonferrous Met Soc China 17:496–501
MIL-HDBK-5H (1998) Metallic Materials and Elements for Aerospace Vehicle Structures. US Department of Defense: 3–64
Vargel C, Jacques M, Schmidt MP (2004) The most common wrought aluminium alloys. Corros Alum A 4:61–69
Metallography and Microstructures (1995) ASM Hand Book, 9th ed, Materials Park, Ohio 9: 334–435
Ghomashchi MR, Vikhrov A (2000) Squeeze casting: an overview. J Mater Process Technol 101:1–9
Campbell J (1991) Castings. Butterworth Heinemann: 268–272
Askeland DR, Phule PP (2002) The science and engineering of materials, 4th edn
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Souissi, S., Ben Amar, M. & Bradai, C. Microstructure characterization and tensile properties of direct squeeze cast and gravity die cast 2017A wrought Al alloy. Int J Mater Form 6, 249–254 (2013). https://doi.org/10.1007/s12289-011-1082-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-011-1082-3