
Abstract
In the aim to study of the effects of process-induced stresses upon some mechanical properties of simple stacking sequence composite laminates, three different cure cycles were designed. This was achieved on the basis of a cure kinetics modelling. A minimum number of curing parameters were modified in order to restrain changes in material physical properties. Those latter were determined from the molecular network of the thermosetting matrix to the fibres volume fraction and thermal expansion of the laminated plates. The level of process-induced stresses generated by the three cure cycles was assessed by measuring the out-of-plane deflection on unsymmetrical laminated strips. Manufactured laminates were submitted to a set of tensile tests in order to determine the changes in their mechanical properties due to the different curing conditions. All the mechanical tests were followed by acoustic emission. This has enabled to distinguish the occurrence of the various damaging processes with respect to curing conditions and therefore process-induced stresses. Lastly, process-induced stresses on a micromechanical level were theoretically determined. This determination has enabled a first analysis of the effects of process-induced stresses upon mechanical properties to be settled.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Process-induced stresses: a brief overview of background
A huge quantity of research work has been performed since the end of the 1970’s on the subject of process-induced (or residual) stresses in polymeric matrix composite materials. Numerous aspects of the process-induced stresses have been and are still studied. For thermosetting matrix composite, one of the very first overview of the various treated issues can be found in reference [1]. A larger review paper including original results is given in ref. [2] still for thermosetting matrix composites. More recently (in 2006) some authors have published a concise compilation of the various aspects of residual stresses focussing thermoplastic matrix composites [3–5].
In a few words, it can be noted that authors have devoted their work to:
-
implementing the modelling of the development of process-induced stresses [6–19];
-
implementing the computation of process-induced stresses [20–28];
-
integrating in the computation of process-induced stresses, the interactions between the manufactured composite part and tooling [28, 42–49].
A concise literature survey shows that the effects of process-induced stresses upon laminates and laminated structures dimensional stability emerges as the main issue. Nevertheless, as regards thermosetting matrix composites, process-induced stresses have some other consequences such as:
-
changes in physical properties (i.e. crosslinked molecular network structure, glass transition temperature, moisture uptake, etc.) [50, 51];
-
development of fibre waviness [52];
-
generation of matrix and transverse plies cracking (with the very first thermosetting matrix used in composites) [56];
-
modifications of mechanical properties (i.e. moduli, ultimate strengths, fracture behaviour, etc.).
Study frame and aims
Process-induced stresses and their influence upon laminates’ mechanical properties
The changes in mechanical properties of laminates stemming from process-induced stresses in thermosetting matrix composites have been definitely less studied than the issue of thermal stability. A few authors have focussed their work on the effects of residual stresses upon mechanical characteristics of polymeric matrix laminates (on a micromechanical and on a macromechanical level) and laminated structural parts [53–64, 74]. They are either using theoretical approaches (and finite element modelling) or experimental studies.
In theoretical approaches, it is frequently hypothesized that the process-induced stresses levels are known or can be easily computed from classical laminated plates theory using a given a temperature difference ΔT (or ΔT + cooling rate). In these cases, mechanical failure criteria—e.g. quadratic criterion with residual stresses, maximum strain criterion with residual stresses as made in ref. [54], maximum stress failure criterion at the microscale [63, 64, 74]—or energy release rate (GIC, as proposed in ref. [55]) are formulated integrating residual stresses or strains terms.
Concerning the experimental point, in most cases, studies consist in manufacturing laminates or laminated parts in order to get materials undergoing various residual stress levels [58] and to analyse how their mechanical properties are affected or how the state of residual stresses can be locally modified [61]. In spite of very interesting results the ways the changes in process-induced stresses levels are obtained are far from being without any repercussions upon physical characteristics of matrices. In other words, it appear that different levels of process-induced stresses (for a given laminate) are generally obtained by modifying the curing conditions and more precisely the temperature difference between the curing dwell and room temperature or by submitting the materials to some post-curing stages. Therefore, most of these studies were conducted on batches of laminates for which matrix degree of cure αc and Tg (glass transition temperature) differs from one to another. Thus, not only the process-induced stresses are modified but also matrix properties. This is increasing the difficulty to perform a clear assessment of the solely effects of process-induced stresses. For this reason, we have decided to settle a study in which those two characteristics will remain steady.
Aims
Assuming that the properties of a composite, namely its matrix modulus, remain constant while the level of residual stresses is modified for the purpose of a theoretical study is one “rather easy thing”. Performing the same kind of study from an experimental point of view is a completely different problem. Numerous difficulties are arising from the fact that when it is wanted to get laminates with various residual stresses levels, the ways used to generate these levels of stresses induce some other changes in material properties (i.e., matrix degree of cure, Tg, etc.).
In this study, our aim was to settle an analysis of the effects of process-induced stresses upon some mechanical properties of [0°16], [90°16], [±45°4]s laminates. This analysis was made at constant degree of cure αc and matrix glass transition temperature Tg, while for a given kind of laminate (e.g. a [90°16] laminate) the level of process-induced stresses changes from one manufacturing set to another. In addition special efforts were made to get completely void-free laminates in order to be certain that the ‘potential’ modifications recorded on mechanical properties are exclusively due to process-induced stresses.
To this end and as shown below, the temperature route of the cure cycles was modified—on the basis of a preliminary cure kinetics study—as shown in Fig. 2, while respecting the following constrained functions:
-
matrix degree of cure αc measured by DSC: 97% ≤ αc ≤ 99%
-
matrix glass transition temperature Tg measured by DSC: 150°C ≤ Tg ≤ 154°C
-
fibre volume fraction V f % maximum allowed change for laminates having identical stacking sequences: ΔV f % = ± 0.2%
-
void content Vv% (volume fraction): V v = 0% (totally void-free laminates)
Manufacturing conditions and physical characterisation of laminates
Material and manufacturing process
All investigations in this study were performed with a composite initially consisting (prior to curing) of continuous carbon fibre unidirectional prepreg tape. The trade reference of this Hexcel-Composites France prepreg is T2H-EH24 34%.
It is made of Tenax HTA carbon fibres preimpregnated with EH25 epoxy resin itself containing a thermoplastic polymer in some extents. The unidirectional prepreg tape initial fibres volume fraction is V f = 60%. The prepreg ply average thickness is of 0.125 mm. HTA Tenax carbon fibres density is: ρf = 1,770 kg.m−3, while the EH25 resin density (once cured) is ρm = 1,330 kg.m−3.
All the laminates under study here were manufactured under vacuum bagging (see Fig. 1) and autoclave-cured under pressure. In this work, the release agent used was solely the ETFE Film (denoted by 2b in Fig. 1).

Manufacturing condition: vacuum bagging products
Determination of curing conditions
A preliminary work (started in 1992) based on the cure kinetics of Hexcel T2H-EH25 carbon/epoxy material [66, 67] (Fig. 2) has enabled three different cure cycles to be defined (Fig. 3). These cure cycles are equivalents in terms of matrix degree of cure αc glass transition temperature Tg and fibre volume fraction V f % (for thin laminates), but they generate changes in residual stresses levels [66]. As shown in Fig. 3, only the curing dwell temperature and duration were modified. This means that the expected changes in residual curing stresses level will be generated by the different cooling steps (i.e. temperature differences of 180, 160 or 140°C). Consequently, three values of ΔT (with ΔT = room T°-curing dwell T°) will be used for the computation of residual curing stresses: 180, 160 and 140°C. It is important to mention that the second cure cycle (Fig. 3) with a 120 min curing dwell at 180°C, is the one recommended by the prepreg manufacturer (denoted by mrcc for: manufacturer recommended cure cycle) for ‘thin laminates’.


The three cure cycles used for manufacturing laminates undergoing different levels of process-induced stresses
One other solution to manufacture laminates undergoing different levels of process-induced stresses could consist in modifying the cooling rate between the curing dwell and room temperatures. It has not been selected for two reasons. Firstly, even if viscoelastic effects can be easily modelled, they remain somewhat difficult to control during cooling using a closed-loop monitored autoclave. Secondly, these viscoelastic effects are not as high as it could be required to produce changes in residual stresses [48]. This is limitation is due to the heating and cooling capacities of our laboratory autoclave which are lying between 0.2 up and 5°C/min.
It should be mentioned that as shown in Fig. 3, temperature was the only parameter modified. Cure cycles the pressure paths remained unchanged from one cure cycle to another provided the adjustment to the durations.
Manufactured laminates and basic characterisation of physical properties
Basic physical properties
After curing the laminates physical properties (i.e. matrix degree of cure αc, glass transition temperature Tg and fibre volume fraction (V f %) were determined by differential scanning calorimetry (DSC) on at least 3 samples cut out from [0°16] laminates. DSC tests consisted in submitting samples (average mass ≈ 20 mg) to a 20°C/min heating ramp from −40°C up to 300°C while recording the heat flows.
The matrix glass transition temperature Tg was also determined by thermomechanical analysis (TMA) on coupons cut out from [0°16] and [90°16] laminates (see Table 1) by submitting these samples to a 5°C/min temperature ramp from 25° up to 250°C. These TMA experiments also enable the longitudinal αl and the transverse αt coefficients of thermal expansion of unidirectional laminates (U.D.) ply to be determined.
Fibre volume fraction (V f %) values were obtained by resin dissolution (experiments preformed according European standard E.N. 2564 with an absolute error of ± 1%). Since V f % is depending on the laminate’s stacking sequence, resin dissolution experiments were performed on unidirectional [0°16] and symmetrical laminates and also on unsymmetrical [0°2/90°2] laminated strips used for the experimental determination of residual curing stresses (see Table 2).
As a summary of Tables 1 and 2 results, it can be said that this physical characterisation campaign clearly shows the equivalence between the three cure cycles, since laminates’ matrix degree of cure αc remains constant and Tg values lie between the allowed limits. Furthermore, if one considers laminates which have the same stacking sequence, curing these laminates at 160, 180 or 200°C does not induce any changes in V f %. Consequently, none of the changes that could be detected in their mechanical behaviour will be due to a modification of their physical characteristics.
Dynamic mechanical analysis: main mechanical relaxation activation energy
Despite Table 1 αc and Tg results that show the equivalences between the three temperature paths, it still can be argued that using such different curing routes may result in some modifications of the three-dimensional crosslinked network of the EH25 epoxy matrix.
Several authors [68–70] have studied relationships between the structure of three-dimensional molecular networks of thermosetting matrices and their mechanical and physical properties. In particular, Crawford et al. [69] have shown how the α main mechanical relaxation—maximum peak temperature and magnitude and half-high wideness—was influenced by changes in the crosslinking density characterised by \( \overline {{M_C}} \) the average molecular mass between crosslinks.
Consequently and in order to perform an extra study of the equivalence between the three cure cycles, some mechanical dynamical analyses were conducted on [90°4] cured samples on a DMTA at 0.1, 0.2, 1, 2, 5, 10 and 20 Hz (for dynamic force). [90°4] samples were heated between 30°C up to 300°C at a rate of 1°C/min. An example of obtained results is shown in Fig. 4. The transverse tensile storage modulus E2′ (or Et′) and the loss factor angle tg(δ are plotted as functions of temperature and frequency.

DMTA: changes in E2’ storage modulus and tg(δ loss factor angle a functions of temperature and frequency. Example of results obtained on a [90°4] cured 120 min. at 180°C
As shown by J.G. Gerard [70] the activation energy Eα (in kJ.mol−1) of the main mechanical relaxation can be determined from DMTA tests using:
where f is the frequency (in Hz); f 0 , reference frequency (1 Hz); R universal gas constant; T m , temperature at maximum of a peak (in K) (see Fig. 4) and T 0 , reference temperature (in K). The reference temperature was taken as the temperature for which the maximum change in E′2 was recorded. Here T 0 = 180°C. Equation 1 enables the activation energy of the main mechanical relaxation Eα to be determined. The results are plotted in Fig. 5. In terms of orders of magnitude the Eα values remain relatively close to those given in ref. [70]. Among the set of tested samples, the largest change in Eα recorded is of 78 kJ.mol−1 (i.e. a 15% change) between samples cured for 480 min. at 160°C and those cured for 120 min. at 180°C (mrcc).

Determination of the main mechanical relaxation (activation energy Eα. ln(f) plotted as a function of inverse of temperature (1/T) at which the maximum peak occurs. Laminates cured at, ⋄ {160°C, 480 min.}, □ {180°C, 120 min.} and ∆ {200°C, 40 min.}
Consequently, all the obtained results enable to say that for a given stacking sequence solely the process-induced stresses will be modified from one cure cycle to another.
Levels of process-induced stresses
Experimental determination
The main aim here was to show that the 3 cure cycles (see Fig. 3) were effectively able to generate different levels of process-induced stresses in the various manufactured laminates.
At that point it should be mentioned that throughout this study, the in-plane dimensions of the manufactured laminates were kept constant in order to avoid any changes in the level of process-induced stresses stemming from the interactions between the mould and the parts. Effectively, it has been shown that the transverse shear stresses (perpendicular to laminate plane) induced by mould/part interactions are depending on laminates initial in-plane dimensions [43, 45, 48].
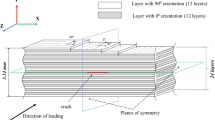
A very simple method was used to show that the cure cycles are able to generate different process-induced stresses levels. It has consisted in measuring the out-of-plane deflection of unsymmetrical [0°2/90°2] laminated strips. This was achieved owing to a profile projector. For a 200 × 20 mm laminated strip, the relative error in the maximum deflection value V max , is of 2.1%, versus 0.1% in the laminated strip length L and 0.9% on the laminate thickness h. (see Fig. 6). Once cumulated, those relative errors result in a whole relative error of 6.5% in curvature kox (mm−1) value. In all cases, the out-of-plane deflection measurements were performed within 2 h after the cure cycle end, in order to avoid any changes in V max due to moisture absorption generating stress relaxation. Three kind of unsymmetrical [0°2/90°2] laminated strips were manufactured with the following initial in-plane dimensions: 100 × 10 mm, 150 × 15 mm and 200 × 20 mm with sets of 5 laminates for each one of these dimensions. It has been shown that the out-of-plane deflection observed at room temperature after curing is not only depending on the laminate in-plane dimensions, but also, for unsymmetrical laminated strips, on their bottom ply orientation (ply in contact with the releasing agent placed on the mould surface—Fig. 1) [46]. In consequences, it should be mentioned that for all [0°2/90°2] laminated strips under study here, their 0° ply was placed as the bottom ply, i.e. in contact with ETFE release film see Fig. 1. The obtained results are plotted in Fig. 7. They show that changing curing dwell temperature and duration results in creating different levels of out-of-plane deflection measured here by the main curvature kox (1/mm) (Fig. 6 and Eq. 2).

Out-of-plane deflection of unsymmetrical laminated strips at room temperature after curing

Curvature of unsymmetrical [0°2/90°2] laminated strips, measured after curing at room temperature and as functions of curing conditions and length. Length / width ratio always equal to 10
Mechanical characterisation: Influence of process-induced stresses?
Foreword
Tensile tests have been performed on an 8561 INSTRON according to conditions described in European standards EN 2561 and EN 2597. An exception has been made about the displacement speed of the INSTRON moving crosshead. A 0.5 mm/min speed was used instead of a 2 mm/min speed recommended in the standards. Lowering the crosshead displacement speed enables to make a more accurate distinction between the acoustic events happening during a tensile test. The various events occurring during tensile tests such as matrix cracking, interlaminar delamination, fibres breakage, etc., were recorded owing to an acoustic emission device. The acoustic emission device is schematised in Fig. 8. The tensile test samples were all equipped with four piezoelectric sensors. Two of them are located near the sample end-tabs in order to eliminate noise signals coming from end-tabs and INSTRON jaws.

Acoustic emission device used during all tensile tests
Acoustic emission: Background
Acoustic emission has been used for several year to assess the different events occurring during the mechanical testing of composites [71, 72]. All damaging mechanisms, for which the propagation ends to cause the fracture of a composite part, generate sounds, noises, elastic waves or acoustic emission. The results obtained by M Benzeggagh [71] are concerning glass/epoxy woven laminates tested in bending. Those of O. Siron [72] on carbon/epoxy are synthesised in Fig. 9. A special attention must be paid to O. Siron results because they were obtained during tensile tests performed on carbon/epoxy laminates autoclave cured. This corresponds to the kind of material and mechanical tests performed in this work. In this work on acoustic emission the magnitude values given in Fig. 9 will be taken as reference for correlating acoustic signals and damaging process.

Mechanical behaviour of [0°16] laminates
Mechanical tests were performed on samples cut out from [0°16] laminates cured according to each one of the three cure cycles. Figure 10 shows the typical behaviour of [0°16] samples during a tensile test depending on their curing temperature. The left side of Fig. 10 is a plot of the strain versus stress curves, while the right side exhibits the acoustic emission results. The acoustic emission diagrams show both the magnitude of the acoustic signals (in dB) and the energy released by the sample during the tensile test. Magnitude and energy are plotted versus the tensile load applied to the laminated sample. Even if it remains somewhat difficult to notice any difference in the elastic behaviour (i.e. longitudinal tensile moduli Exx), it can be seen that the longitudinal ultimate tensile strength (denoted by σ ult.xx ) depends on the curing dwell temperature. To make mechanical behaviour more explicit, a synthesis table is included in Fig. 10. This table gives moduli Exx and σ ult.xx average values depending on curing dwell temperature and duration. It shows that the average σ ult.xx of [0°16] laminates cured 20 min at 200°C is about 17% higher than the average σ ult.xx of [0°16] laminates cured 480 min at 160°C. The changes recorded in Exx between the two cure cycles (160 and 200°C) are lower than 6.5%. One must bear in mind that modulus measurement uncertainty is only about 0.46%.

Results of tensile tests and acoustic emission on [0°16] samples. The table gives moduli Exx and ultimate tensile strengths σ ultxx average values depending on curing dwell temperature and duration
Concerning acoustic emission, only the results relative to laminates cured 480 min at 160°C and 40 min at 200°C are reported on the right side of Fig. 10. From the very beginning of the tensile tests the magnitude of acoustic signals increases quickly to reach the level of 70dB. Whatever the cure cycle was, 70dB signals were recorded for a tensile stress of about 180 MPa. The first signals for which the magnitude reaches 90dB (fibre fracture) appear for a 550 MPa tensile stress and this again whatever the cure cycle. Nevertheless, the samples cured for 480 min. at 160°C exhibit a more intense acoustic activity—in terms of signals higher than 90dB—than those cured for 20 min. at 200°C. As shown in Fig. 9, signals laying between 70 and 80 dB can be associated to both fibre/matrix debonding and matrix cracking and 90 dB (or higher) signals to carbon fibres breakage.
Mechanical behaviour of [90°16] laminates
As it was made for [0°16] laminates, the main parameters of the tensile behaviour of [90°16] are synthesised in the table included in Fig. 11. Finally, acoustic emission results are reported in Fig. 11 right side. The transverse tensile modulus Eyy do not seems to depend on curing temperature. The average changes in Eyy between the laminates cured at 160°C and those cured at 200°C do not exceed 2%. The transverse ultimate tensile strength σ ult.yy is more sensitive to different cure cycles. A 19% increase in σ ult.yy is recorded between laminates cured for 480 min at 160 and those cured for 40 min at 200°C (Table included in Fig. 11).

Results of tensile tests and acoustic emission on [90°16] samples. The table gives moduli Eyy and ultimate tensile strengths σ ultyy average values depending on curing dwell temperature and duration
Whatever the cure cycle is, all the acoustic signals remain below 60dB. As expected, this shows that [90°16] samples failure occurs without any fibre breakage and in addition without any fibre/matrix debonding if it is hypothesised that 65dB corresponds to this phenomenon (according to Fig. 9 results [71, 72]).
As a summary, the transverse ultimate tensile strength σ ult.yy appears to be higher for laminates cured at 200°C than for those cured at 160°C while the residual stresses (from a micromechanical point of view) should be lower in laminates cured at 160°C than in those cured at 200°C.
An explanation could be found in refs. [63, 64, 73] on a micromechanical level. Effectively, as shown in ref. [73], when the critical normal stress on fibre/matrix interface is small, the ultimate tensile strength of [90°n] laminates increases together with the level of residual curing stresses. This is what it can be seen with our results on [90°16] laminates which confirm the conclusions of the purely analytical modelling of T. Ishikawa on off-axis strength of U.D. laminates [73].
L.E. Asp et al. [64] have also studied (by finite elements) the effects of residual stresses upon the transverse tensile behaviour of glass/epoxy composites on a micromechanical level. Using a dilatational energy density criterion, these authors showed that under certain modelling conditions (choice of the representative volume element) and for sufficiently high fibre volume fractions (i.e. at least V f = 60%), the presence of residual stresses induced an increase in laminate transverse ultimate tensile strength. Owing to the dilatational energy density criterion used, it was shown that under transverse tensile loading matrix crack initiated at fibres poles perpendicular to load direction.
More recently, some authors [63] have been performed a micromechanical study of residual stresses—through a theoretical study (done by 2D finite elements) and using the maximum principal stress failure criterion—on a micromechanical unit cell. For a unit cell (the representative volume element was a single fibre surrounded by a square of matrix) submitted to a tensile load (i.e. a transverse tensile load on a U.D. ply), the increases in the level of residual stresses resulted in postponing the occurrence of failure. Thus the U.D. composite exhibited a growing ultimate transverse tensile strength. This phenomenon was attributed to an increase in the compressive residual stress state in the matrix surrounding the fibre [63]. Once again, as with T. Ishikawa conclusions, these theoretical results seem to correspond to what is experimentally observed here. Nevertheless, in L.G. Zhao [63] and Y. Zhang [74] work, when the unit cell undergoes residual stresses, the external tensile loading (⊥ to fibre axis) initiates a damage located at fibre/matrix interface (debonding) which propagates into the matrix (cracking) when the external loading is sufficiently high. In absence of residual stresses the site of this damage remains located in the matrix [63]. Now, from an experimental point of view if any fibre/matrix debonding had took place some acoustic signals higher than 65dB would have been recorded. However acoustic emission diagrams (Fig. 11) do not exhibit any signal equal to or higher than 65dB the magnitude at which fibre/matrix debonding occurs!
Mechanical behaviour of [±45°4]s laminates
As shown by results reported in the table located in Fig. 12 (left side), shear modulus and ultimate strength are higher for laminates cured at 160°C than for those cured at 200°C. In that case, the mechanical response of the [±45°4]s samples is dominated by shear effects (τxy shear stress in principal material coordinates—see ref. [1]) and, as shown by the stress versus strain curves in Fig.12, large inelastic strains.

Results of tensile tests and acoustic emission on [45°4]s samples. The table gives moduli Gxy and ultimate strengths τ ultxy average values depending on curing dwell temperature and duration
As expected and shown in the right side of Fig. 12 the laminate failure occurs without any fibre breakage, since none of the acoustic signals reaches and goes beyond 90dB. Let’s now assume (as previously made) that for our laminates a 65dB magnitude [71, 72] effectively corresponds to fibre/matrix debonding. In that case, for laminates cured at 160°C or at 200°C, the very first fibre/matrix debondings occur respectively for a 105 and a 90 MPa mechanical tensile stress (Fig. 12 right side). Consequently, this shows that angle-ply tensile test is the loading case for which the influence of residual curing stresses upon the laminates ultimate strength appears the more clearly. Indeed, increasing the residual stress level at +45°/−45° interfaces by changing the curing conditions results in a weakening of [±45°4]s laminates, as shown by the experimental results (Fig. 12).
Furthermore, referring to Fig. 9, enables to see that acoustic signals for which the magnitude is higher than 80dB correspond to the propagation of delamination between consecutive plies. As shown in Fig. 12, the very first signals exhibiting a 80dB magnitude were recorded for tensile stress of 125 MPa for laminates cured at 160°C versus 90 MPa for those cured at 200°C.
On a micromechanical level, to our knowledge only L.G. Zhao et al. have studied the effects of residual stresses upon the shear behaviour of a unit cell by finite elements [63]. Our experimental results perfectly meet their conclusions: residual stresses play a detrimental role for shear loading (ultimate shear strength).
Synthesis of main results and comparison between ultimate tensile strengths and a failure criterion
Micromechanical level
The results obtained during the mechanical tests are synthesised in Table 3 for a composite unidirectional ply.
-
Longitudinal tensile behaviour: the ply ultimate tensile strength slightly increases (σ ult.xx +17%) when increasing the level of residual stresses (see “Process-induced stresses on a micromechanical level” section and Fig. 15).
-
Transverse tensile behaviour: the ply ultimate tensile strength increase when increasing the level of residual stresses (σ ult.yy +14%). As theoretically shown in ref. [63] on representative volume elements of glass-epoxy composites, increasing residual stresses results in the postponement of matrix crack initiation and propagation when the composite is submitted to an external transverse tensile load.
-
Shear loading: the increase of residual stresses is detrimental for the U.D. composite shear strength which decreases here by more than 30%. In that case the superposition of residual stresses (see \( \sigma_{\theta \theta }^m \) Fig. 15) and external shearing load facilitates the initiation and propagation of damage along the fibre/matrix interface [63].
Acoustic emission
Figure 13 gives a summary of the main fact recorded by acoustic emission. It concerns the propagation of delamination between plies of [±45°4]s samples. For laminates cured for 40 min at 200°C, acoustic signals higher than 80dB synonymous of propagation of delamination appear under a tensile stress 28% lower than the stress necessary to induce the same effects in laminates cured for 480 min at 160°C.

Summary of acoustic emission main fact recorded during tensile tests
Ply level: residual stresses / classical failure criterion
If it is now assumed that the properties determined on the laminates cured for 120 min at 180°C (i.e. according to mrcc) can be taken are reference ones, it is thus possible to plot a “failure envelope” under tensile loading using a common failure criterion such as Hill’s Criterion. The Hill’s criterion was settled using the properties of laminates cured fro 120 min. at 180°C (i.e. mrcc). This enables to clearly show the effects of process-induced stresses upon the ultimate tensile strength of a composite laminate (Fig. 14).

Experimental ultimate tensile stresses depending on curing conditions and as a function of plies orientation compared with the Hill’s failure criterion
Determination of theoretical process-induced stresses in unidirectional laminates
Process-induced stresses on a micromechanical level
It is important to mention that the aim of these calculations on a micromechanical level has never been the set-up of one or other refined modelling. The idea is simply to get information about the distribution and the level of residual stresses in order to analyse the effects of these stresses upon mechanical behaviour of UD laminates. To this end, the computations were made according to ref. [1] modelling (see details in Appendix 1). The fibres properties (Table 4) are given according to Fig. 15 coordinates. The fibres are considered to be transversely isotropic and to have thermoelastic behaviour. The fibres transverse coefficient of thermal expansion (CTE) was determined using an inverse calculation presented in Appendix 2. The epoxy matrix properties used for that computation are also given in Table 4. It is considered that the epoxy matrix exhibits two CTE: for temperatures lower or higher than its Tg. Matrix properties were directly determined of samples made from unreinforced resin films. The matrix behaviour is considered to be thermoviscoleastical and the matrix modulus given in Appendix 3 as functions of time and temperature.

Micromechanical modelling and distribution of theoretical process-induced stresses on a micromechanical level
The radius of the matrix cylinder R m around a single fibre of radius R f = 3.5 μm (it is assumed that the fibre has an infinite length) shown in Fig. 15 was determined as a function of unidirectional composite fibre volume fraction given in Table 2 (Vf = 65.8%):
As shown by Fig. 15, the preponderant stresses in the micromechanical elementary representative volume are the radial σrr and the hoop σθθ stresses which are both compressive in the fibre and the radial σrr stress which is also compressive in the matrix. Their levels increase when increasing the curing dwell temperature. Effectively, it can be seen that the radial stress σrr in fibre and in matrix (at fibre interface) reach −145 MPa for laminates cured for 40 min at 200°C versus −82 MPa for those cured for 480 min at 160°C. Since the preponderant residual stresses are compressive, a better fibre / matrix adhesion can be expected. So, when these residual stresses increase, the fibre/matrix adhesion should theoretically be higher. In other words this means that the ultimate tensile strengths σ ult.xx and σ ult.yy of UD laminates should theoretically increase when increasing the level of residual stresses in UD laminates. This is what observed experimentally here and theoretically shown in refs. [63, 64].
Concluding remarks
A few experimental studies can be found in literature upon the effects of process-induced stresses (or residual stresses) on composites mechanical properties. The main problem remain that the ways used to get laminates with various level of residual stresses also induce some other modifications in composites properties (such as Tg, Vf%, …).
The present work was intended to define the ways to manufacture laminates undergoing various levels of residual stresses while keeping their physical properties constant. This enables to make sure that the changes recorded in laminates mechanical properties were not due to alteration to other properties but to residual stresses effects.
On the basis of a cure kinetics modelling, isoconversion diagrams have enable different processing (curing) conditions to be designed in order manufacture laminates undergoing different levels of process-induces stresses. A check of laminates physical properties has shown that for a given kind of laminate (stacking sequence) the three manufacturing routes did not result in changes in their physical properties.
Consequently, none of the changes recorded in their mechanical properties was attributed to modification in their physical properties (e.g., fibres volume fraction, degree of cure…). Measurements of the out-out-plane deflection of unsymmetrical laminates have shown that the three curing conditions were able to generate different levels of process-induced stresses.
Beyond the definition of processing conditions for obtaining laminates with various levels of residual stresses, mechanical tests were performed. As it has been seen in Table 3, the average ultimate tensile strength of [0°16] and [90°16] laminates increases when increasing the curing dwell temperature. Mechanical tests revealed that residual stresses were beneficial for transverse tensile strength of U.D. laminates—as theoretically demonstrated in refs. [63, 64]—and also for longitudinal tensile strength.
The use of acoustic emission during tensile tests has enabled to put in evidence the influence of processing conditions upon the propagation of delamination between consecutive plies in [45°4]s laminates. As reinforced by results stemming from theoretical studies [63, 64] it can be stated that the decreasing in the stress required to propagate the delamination is a consequence of process-induced stresses which theoretically growth when the curing temperature was increased. In that case residual stresses seem to be highly detrimental for mechanical strength.
In order to bring a complementary light to these facts, the level of process-induced stresses were determined using a simple analytic modelling in which the main difficulty lays in the determination of the transverse properties of carbon fibres. This modelling shows that increasing the curing dwell temperature while keeping a constant degree of cure (by reducing curing dwell duration) enables to generate higher levels of radial and hoop process-induced stresses on a micromechanical level in both fibres and matrix. When now comparing these elements with the results obtained during the tensile tests it can be said—since everything has been made to avoid any change in material physical properties—that on a micromechanical level the higher the process-induced stresses are, the higher the ultimate strengths will be. Effectively, this is what can be seen in Table 3.
Nevertheless, a more accurate micromechanical modelling should be made in a future work. It will take advantage of the numerous experimental results obtained here.
References
Favre JP (1988) Residual thermal stresses in fibre reinforced composite materials a review. J Mech Behav Mater 1(1–4):37–53
Olivier P (2005) Chapter 5.2 Polymer matrix composites. In: Jian LU (ed) Handbook on residual stress, 2nd Edition, Vol. 1. Residual stress: Manufacturing and materials processing. Society for Experimental Mechanics Inc. SEM Editions, 7 School Street, Bethel, CT 06801 USA. 1:229–259. ISBN 9780912053912
Parlevliet PP, Bersee HEN, Beukers A (2006) Residual stress in thermoplastic composites—a study of the literature—Part I: formation of stresses. Compos Part A 37(11):1847–1857
Parlevliet PP, Bersee HEN, Beukers A (2007) Residual stress in thermoplastic composites—a study of the literature—Part II: experimental techniques. Compos Part A 38(3):651–665
Parlevliet PP, Bersee HEN, Beukers A (2007) Residual stress in thermoplastic composites—a study of the literature—Part III: effects of thermal residual stresses. Compos Part A 38:1581–1596
Hahn HT (1976) Residual stresses in polymer matrix composites. J Compos Mater 12:266–278
Jones FR, Mulheron M, Bailey JE (1983) Generation of thermal strains in GRP. Part 2: the origin of thermal strains in polyester cross-ply laminates. J Mater Sci 18:1533–1539
Harper BD, Peretz D, Weitsman Y (1983) Assessment of chemical cure-shrinkage stresses in two technical resins. In: Proceedings of structures, structural dynamics and materials 24th Conference, Lake Tahoe (USA), May 1983, AIAA paper 83-0799-CP:29–35
Kim KS, Hahn HT (1989) Residual stresses development during processing of graphite/epoxy composites. Compos Sci Technol 36:121–131
Pen LS, Chou RC (1989) The effects of matrix shrinkage on damage accumulation in composites. J Compos Mater 23:570–586
White SR, Hahn HT (1990) Mechanical properties and residual stresses development during cure of a graphite/BMI composite. Polym Eng Sci 30(22):1465–1473
White SR, Hahn HT (1992) Process modeling of composite materials: residual stress development during cure. Part I: Model formulation. J Compos Mater 26(16):2401–2421
White SR, Hahn HT (1992) Process modeling of composite materials: residual stress development during cure. Part II: experimental validation. J Compos Mater 26(16):2423–2453
Russell JD (1993) Cure shrinkage of thermoset composites. SAMPE Quarterly, January: 28–33
Kim YK, White SR (1997) Viscoelastic analysis of process-induced residual stresses in thick composite laminates. Mech Compos Mater 4:361–387
Olivier P, Cavarero M, Cottu JP (1997) Study of the development of residual curing stresses during the manufacturing of composite laminates by thermomechanical analysis. In: Proceedings of the 5th International Conference on Residual Stresses (ICRS 5), 2:898–903, Linköping, Sweden, 16–18 June 1997. (ISBN 91-7219-211-9)
Gigliotti M, Wisnom MR (2003) Development of curvature during the cure of AS4/8852 [0/90] unsymmetric composite plates. Compos Sci Technol 63:187–197
Olivier P (2006) A note upon the development of residual curing strains in carbon/epoxy laminates. Study by thermomechanical analysis. Compos Part A 37:602–616
Wisnom MR, Gigliotti M, Ersoy N et al (2006) Mechanism generating residual stresses and distortions during manufacture of polymer-matrix composite structures. Compos Part A 37:522–529
Hahn HT, Pagano NJ (1975) Curing stresses in composite laminates. J Compos Mater 9:91–106
Weitsman Y (1979) Residual thermal stress due to cool-down of epoxy resin composites. J Appl Mech 46:563–567
Griffin OH (1983) Three-dimensional curing stresses in symmetric cross-ply laminates with temperature-dependant properties. J Compos Mater 17:449–463
Nairn JA (1985) Thermoelastic analysis of residual stresses in unidirectional composites. Polym Compos 6(2):123–130
Nedele MR, Wisnom M (1992) Micromechanical modelling of unidirectional carbon fibre—epoxy subjected to mechanical and thermal loading. In: Proceedings of the ASCM (American Society for Composite Materials), 7th Technical Conference, Pennsylvania State Univ., 328–338
Wang TM, Daniel IM, Gotro JT (1992) Thermoviscoelastic analysis of residual stresses and warpage in composite laminates. J Compos Mater 26(6):883–899
Peeters LJB, Powell PC, Warnet L (1996) Thermally-induced shapes of unsymmetric laminates. J Compos Mater 30(5):603–626
White SR, Kim YK (1998) Process-induced residual stress analysis of AS4/3501-6 composite material. Mech Compos Mater Struct 5:153–186
Clifford S, Jansonn N, Yu W et al (2006) Thermoviscoelastic anisotropic analysis of process-induced stresses and dimensional stability in real polymer matrix composite components. Compos Part A 37:538–545
Bert CW, Thompson GL (1968) A method for measuring planer residual stresses in rectangular orthotropic materials. J Compos Mater 2:244–253
Hyer MW (1981) Some observation on the cured shape of thin unsymmetric laminates. J Compos Mater 15:175–194
Cunningham B, Sargent JP (1981) Measuring the stress field created within the resin between fibres in a composite material during cooling from the cure temperature. J Mater Sci 16:620–626
Paterson M, White SR (1989) Layer removal analysis of residual stress. Part II: a new procedure for polymer mouldings wit depth varying Young’s modulus. J Mater Sci 24:3521–3528
Jun WJ, Hong CS (1990) Effect of residual shear strain on the cured shape of unsymmetric cross-ply thin composites. Compos Sci Technol 38:121–131
Manson JAE, Seferis JC (1992) Process simulated laminate (PSL): a methodology to internal stress characterisation in advanced composite materials. J Compos Mater 26(3):405–431
Lawrence CM, Nelson DV, Benett TE et al (1997) Determination of process-induced stresses in composite materials using embedded fiber optic sensors. In: SPIE Proceedings on Smart Structures and Materials, 3042:154–165
Chauchan D, Hauk V, (1997) Stress determinations on fiber reinforced polymers by X-rays diffraction. In: Proceedings of the 5th International Conference on Residual Stresses (ICRS 5), 2:892–897, Linköping, Sweden, 16–18 June 1997. (ISBN 91-7219-211-9)
Filiou C, Galiotis C (1999) In-situ monitoring the fibre strain distribution in carbon-thermoplastic composites. 1: application of a tensile stress field. Compos Sci Technol 59:2149–2161
Ifju PG, Niu X, Kilday BC et al (2000) Residual strain measurement in composites using the cure-referencing method. Exp Mech 40(1):22–30
Chung DDL (2000) Fibrous composite interfaces studied by electrical resistance. Adv Eng Mater 2(12):788–796
Sicot O, Gong XL, Cherouat A et al (2001) Effects of residual stresses on torque behaviours of composite laminates. In: Proceedings of the 13th International Conference on composite Materials (ICCM 13), Beijing (China), 25–29 June 2001, CDROM paper#1130. (ISBN 7-900075-46-1/Z-28)
Mulle M, Zitoune R, Collombet F et al (2007) Thermal expansion of carbon-epoxy laminates measured with embedded FBGS—Comparison with other experimental techniques and numerical simulation. Compos Part A 38:1414–1424
Sarrazin H, Kim B, Ahn SH et al (1995) Effects of processing temperature and layup on springback. J Compos Mater 29(10):1278–1294
Cho M, Kim M, Chio HS et al (1998) A study of the room temperature curvature shapes of unsymmetric laminates including slippage effects. J Compos Mater 32(5):460–482
Jain LK, Hou M, Ye L, Mai YW (1998) Spring-in study of the aileron rib manufactured from advanced thermoplastic composite. Compos Part A 29:973–979
Twigg G, Poursartip A, Ferlund G (2001) Tool-part interaction in composite processing. In: Proceedings of the 13th International Conference on Composite Materials (ICCM 13), Beijing (China), 25–29 June 2001, CDROM paper#1192. (ISBN 7-900075-46-1/Z-28)
Tarsha-Kurdi KE, Olivier P (2001) Effects of the interaction between the tool-plate and the laminate on room temperature out-of-plane deflection of unsymmetric carbon/epoxy laminates. In: Proceedings of the 13th International Conference on Composite Materials (ICCM 13), Beijing (China), 25–29 June 2001, CDROM paper#1192. (CDROM ISBN 7-900075-46-1/Z-28)
Fernlund G, Griffith J, Courdji R et al (2002) Experimental and numerical study of the effect of caul-sheet on corner thinning of composite laminates. Compos Part A 33:411–426
Olivier P, Tarsha-Kurdi KE (2002) Thermoviscoelastic analysis of residual curing stresses and the influence of autoclave pressure on these stresses. Compos Sci Technol 62:559–565
Potter KD, Campbell M, Langer C et al (2005) Generation of geometrical deformations due to tool/part interaction in the manufacture of composite components. Compos Part A 36:301–308
Halary JL (2000) Structure-property relationships in epoxy-amine networks of well-controlled architecture. High Perform Polym 12:141–153
Howard JG, Shank RA (1981) J Macromol Sci 19:167–176
Jochum C, Grandidier JC, Smaali M (2007) Experimental study of long T300 carbon fibre undulations during curing of LY556 epoxy resin. Compos Sci Technol 67(11–12):2633–2642
Kim RY, Hahn HT (1979) Effects of the curing stresses on the first ply failure in composite laminates. J Compos Mater 13:2–16
Tsai SW (1986) Composites design. Section 15. Think Composites. (ISBN 0-09618090-0-0)
Nairn JA (1997) Fracture mechanics of composites with residual thermal stresses. J Appl Mech 64:804–815
McCartney LN (1998) Predicting transverse crack formation in cross-ply laminates. Compos Sci Technol 58:1069–1081
Nairn JA (2000) Energy release rate analysis for adhesive and laminates double cantilever beam specimen emphasizing the effects of residual stresses. Journal of Adhesion and Adhesive 20:59–70
Perreux D, Lazuardi D (2001) The effect of residual stress on the non-linear behavior of composite laminates. Part II: layer, laminate non-linear models and the effect of residual stress on the model parameters. Compos Sci Technol 61:177–190
Olivier P, Tarsha-Kurdi KE (2003) Assessment of the effects of process-induced stresses on some mechanical properties of carbon/epoxy laminates by acoustic emission. In: Proceedings of the 14th International Conference on Composite Materials (ICCM 14), San Diego (USA-CA), 14–18 July 2003, CD-ROM paper #1157 (CDROM ISBN 0-87263-685-2)
Olivier P, Tarsha-Kurdi KE (2004) Process-induced stresses and their influence upon some mechanical properties of carbon/epoxy laminates. Part 1: mode I delamination behaviour of carbon/epoxy laminates. Study of 0°/0° and ±45° interfaces. In: Proceedings of 11th European Conference on Composite Materials (ECCM 11), Rhodes (Greece), 31 May-3 June 2004, CDROM paper#B107
Maier G, Hofmann F (2008) Performance enhancements of polymer-matrix composites by changing of residual stresses. Compos Sci Technol 68:2056–2065
Nimmer RP (1990) Fibre-matrix interface effect in presence of thermally-induced residual stresses. J Compos Technol Res 12:65–75
Zhao LG, Warrior NA, Long AC (2006) A micromechanical study of residual stress and its effect on transverse failure in polymer-matrix composites. Int J Solids Struct 43(18–19):5449–5467
Asp LE, Berglund LA, Talreja R (1996) Prediction of matrix-initiated transverse failure in polymer composites. Compos Sci Technol 56:1089–1097
Olivier P, Cottu JP, Demont P et al (1992) Optimisation des paramètres de cuisson d’un stratifié carbone/époxyde. Rev Compos Mater Av 2(1):15–32
Olivier P, Cottu JP (1998) Optimisation of the co-curing of two different composites with the aim of minimising residual curing stress levels. Compos Sci Technol 58:645–651
Olivier P, Cottu JP (2000) Modelling the cure of thermoset matrix composites. Z Angew Math Mech (ZAMM) 80:201–204
Heux L, Halary JL, Laupretre F et al (1997) Dynamic mechanical and C13 N.M.R. investigation of molecule motion involved in the β relaxation of epoxy networks based on DGEBA and aliphatic amine. Polymer 38:1767–1778
Crawford E, Lesser AJ (1998) The effect of network architecture on the thermal and mechanical behaviour of epoxy resin. J Polym Sci Part B 36:1371–1382
Gerard F, Andrews SJ, Macosko CW (1990) Dynamic mechanical measurement: comparison between bending and torsion methods on a graphite-reinforced and a rubber-modified epoxy. J Polymer Composites 11(2):90–97
Benzeggagh M (1995) Détection et identification des endommagements lors d’un processus de délaminage. In: Annales des Composites, JST AMAC-CSMA Délaminage: bilan & perspectives, Ecole Normale Superieure de Cachan (France), 25 September 1995, 49–83. (ISSN: 0292-627X)
Siron O, Tsuda H (2000) Acoustic emission in carbon fibre-reinforced plastic materials. Ann Chim-Sci Mat 25:533–537
Ishikawa T (1982) Strengths and thermal residual stresses of unidirectional composites. J Compos Mater 16:40–52
Zhang Y, Xia Z, Ellyin F (2004) Evolution and influence of residual stresses/strain of fiber reinforced laminates. Compos Sci Technol 64:1613–1621
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix 1: Relations for the calculation of process-induced stresses on a micromechanical level
Stresses in the fibre (f) are given by:
Stresses in the matrix (m) cylinder are given by:
With: χ f , ω f , constants (fibre); C ij , G ij , stiffness coefficients of carbon fibre; λ m , μ m , Lamé coefficients of matrix and χ m , ω m , ζ m , constants (matrix).
For matrix: σrθ = σθz = σ rz = 0
Appendix 2: Inverse determination of carbon fibres transverse coefficient of thermal expansion (CTE)
In order to determine the transverse coefficient of thermal expansion of a carbon fibre, the unidirectional ply was divided into 2 materials. As shown in Fig. 16, its thickness h, was separated into an isotropic material made of matrix (thickness hm) and a transversely isotropic material corresponding to carbon fibre (thickness hf). The following equations (Eqs. A-3 to A-XX) show how aft can be thus determined, provided that Vf% is known:

The unidirectional composite ply (a) and its equivalent multi-material made of a layer of matrix and a layer of carbon fibre material (b)
Where:
And:
The changes in thicknesses Δh due to temperature differences are given by:
With:
In Eq. (A-7): α2, transverse CTE of unidirectional ply (cf. Table 1); αm, CTE of matrix, α tf , transverse CTE of carbon fibre.
Lastly, if not available, the CTE of matrix αm can be obtained from various modelling such as the one proposed by C.C. Chamis In: Simplified composite micromechanics equations for Hygral, Thermal and Mechanical properties. SAMPE Quarterly, 15(3): 14–23 (April 1984):
Where Vf is the composite fibres volume fraction, E fl , the fibres longitudinal (// to axis) tensile modulus and El the unidirectional ply tensile modulus.
Appendix 3: Thermoviscoleastic behaviour of unreinforced matrix
The unreinforced epoxy matrix samples were cured according to mrcc (120 min. at 180°C). After curing they were submitted to an accelerated thermoviscoelastic characterisation procedure in order to get the parameters of behaviour. The matrix was considered to be isotropic and the visoelastic behaviour to be linear. This procedure has consisted in dynamical thermal mechanical analyses carried out on a Polymer Lab MKII DMTA between 30 and 280°C (ramp at 3°C/min) at 8 different frequencies: 0.03, 0.1, 0.3, 1, 2, 5 10 and 50 Hz under a uniaxial tensile loading. Static and dynamic forces were respectively set at 1 N and 0.3 N. This enables to get a master curve describing the changes in matrix modulus E(T,t) as a function of Log(aT) (Fig. 17). Log (aT) is itself a function of temperature T (Fig. 18). The matrix master curve was obtained by applying the time-temperature superposition principle (Eq. A-12) (see refs. [27, 70]) with 180°C taken as the reference temperature (TR) since the largest changes in matrix storage modulus E’ were recorded at 180°C. In the process towards the building of a master curve aT is the horizontal shift factor either given by an Arrhenius-type Eq. (A-13) or a WLF-type Eq. (A-14) depending on considered temperature:

Changes in –Log(aT) as a function of temperature

Master curve of the unreinforced epoxy matrix. Tensile modulus as a function of Log(aT)
In Eqs. (A-13) and (A-14): \( \Delta {H_a} \) is activation energy, R is the universal gas constant and \( c_1^R \) and \( c_2^R \) are constants relatives to T R . They can be determined from Fig. 18 experimental results.
Rights and permissions
About this article
Cite this article
Olivier, P.A., El Sawi, I. Designing curing conditions in order to analyse the influence of process-induced stresses upon some mechanical properties of carbon / epoxy laminates at constant Tg and degree of cure. Int J Mater Form 3 (Suppl 2), 1373–1389 (2010). https://doi.org/10.1007/s12289-009-0676-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-009-0676-5