
Abstract
In this work, the forming behaviour of a commercial sheet of AZ31B magnesium alloy at elevated temperatures is investigated and reported. The experimental activity is performed in two phases. The first phase consists in free bulging test and the second one in analysing the ability of the sheet in filling a closed die. Different pressure and temperature levels are applied. In free bulging tests, the specimen dome height is used as characterizing parameter; in the same test, the strain rate sensitivity index is calculated using an analytical approach. Thus, appropriate forming parameters, such as temperature and pressure, are individuated and used for subsequent forming tests. In the second phase, forming tests in closed die with a prismatic shape cavity are performed. The influence of relevant process parameters concerning forming results in terms of cavity filling, fillet radii on the final specimen profile are analysed. Closed die forming tests put in evidence how the examined commercial magnesium sheet can successfully be formed in complicated geometries if process parameters are adequately chosen.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Magnesium (Mg) alloys are receiving increasing interest from industry manufacturers principally because of their low specific weight: among structural materials, Mg alloys have the lowest density and offer the highest potential for saving weight, especially in areas where moving components are in use. In these applications, the increasing demand for lightweight alloys, in particular for Mg alloys and the inability of conventional forming techniques to effectively form these alloys make Superplastic Forming (SPF) an attractive forming technique. In fact, lightweight components with extremely complex shapes can be manufactured by SPF from a single sheet of superplastic material. The application of the Blow Forming (BF) process is particularly interesting and innovative considering light metallic alloys such as aluminium, titanium and magnesium ones, some of which are hard to form using conventional conditions. The BF process consists in the application of a forming gas (e.g. air, argon) pressure on the blank that is forced in a die cavity. In comparison with fluid based forming operations, in the area of forming at elevated temperatures, gas offers the chance to provide higher temperatures due to its high temperature resistance in contrast to most fluids [1]. The gas replaces completely the driven punch of conventional stamping processes, and allows deforming different kinds of materials with the highest level of detail. In the past, the concept of forming by blowing was applied in the traditional glassblowing, whose fundamental principle is based on forming the material at a temperature greater than the softening point. Currently, the basic principle of BF is widely used in the manufacture of plastics, for example in Blow Moulding processes.
In sheet metal forming, potentialities of this process compared with conventional forming techniques are significant. It gives several advantages: (i) forming components with large and complex shapes, in a single operation with a high level of details; (ii) their manufacturing in nearly net shape, drastically reducing subsequent costly and time consuming assembly operations; (iii) the absence of male tools costs; (iv) better dimensional accuracy of finished products; (v) low springback effects on the formed part.
However, SPF with BF for metals has not a large scale application in the industry, owing to the high cost of the process and raw materials, which made this type of process globally less competitive compared with other conventional technologies. In order to overcome these limits, high strain rate superplasticity (HSRSP) and some techniques as Quick Plastic Forming (QPF) have been developed and are continuously improved for achieving high volumes production requests. The successful implementation of QPF technology requires a shift away from the low-volume assumptions typically connected with prior applications of BF processes to aerospace or niche automotive products. On the other hand, material preparation is much more restrictive: controlled microstructure with very small mean grain size are generally required [2, 3].
In this work, the forming behaviour of a commercial Mg sheet has been analyzed at elevated temperatures by means of the BF technique. The used approach consists in a first phase of characterization by bulging tests and in a second part of process analysis by closed die forming tests. The main objective is to analyze the potentialities of the Mg alloy combined with the BF technique in industrial manufacturing processes. These alloys have already demonstrated to have a superplastic behaviour at elevated temperatures in different conditions [4–7]. The ultimate goal is to look at this forming technique towards its commercially exploiting, once significant results in the optimization of process parameters and, above all, in the cycle time reduction could be achieved.
Experimental setup
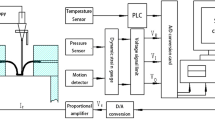
Both the material characterization and the closed die forming tests have been performed on a laboratory scale equipment embedded in the cylindrical split furnace of an INSTRON universal testing machine. The equipment consists in: (i) a blank-holder, (ii) a female die with different cavity shapes for generating on the blank different forming conditions, (iii) a pneumatic circuit for gas supply with an Argon cylinder, proportional electronic valves, steel tubes in proximity of the forming chamber and flexible polyurethane tubes in colder zones, (iv) an electric furnace with its electronic controller for upper, central and lower zones which can be set with three different temperatures for compensating thermal dispersion, (v) thermocouples to monitor thermal condition on the sheet and on the tools, (vi) a transducer for measuring, during bulging test, the dome height on the specimen and (vii) a PC with a data acquisition I/O device by which pressure, temperature, blank holder force can be monitored and managed. For material characterization, bulge tests are performed with a cylindrical die cavity (diameter 45 mm) in which the sheet can freely expand; the dome height of the specimen is monitored during the whole test by the digital acquisition of a position transducer signal. Further details on the equipment can be found in [8].
In closed die forming tests, a die with a 14.5 mm deep prismatic cavity has been used. The cavity has a squared section with a side length of 40 mm and a fillet radius between sides of 5 mm. A schematic representation of the equipment is shown in Fig. 1.

Experimental setup for closed die forming test
Material characterization
Commercial AZ31B Mg Sheets have been tested in the as-received conditions. No mechanical or thermal treatment has been carried out on the material; sheet has been purchased in the annealed conditions with an average grain size of 15 ± 3 µm and a thickness of 0.75 mm.
In superplastic material characterization, usually tensile tests at different temperatures and strain rates are performed in order to get optimal conditions in which material has the best performances with the highest elongation to failure. This can be done by measuring the elongation to failure in standard tensile tests and the strain rate sensitivity index in jump strain rate tests [9]. Some authors have demonstrated that, when grain boundary sliding (GBS) is the predominant deformation mechanism, the stress and strain condition has a marginal role in the material characterization [10]. Some other authors have demonstrated also that uni-axial tensile stress and strain conditions are not effective for obtaining material parameters due to the fact that during a forming process the sheet, interacting with the die, undergoes to a stress and strain condition that is completely different. Moreover, Mg alloys have a great tendency to grain coarsening and in several cases GBS cannot be considered as the predominant deformation mechanism [11]. Furthermore, testing setup and specimen geometry for uni-axial tensile tests in superplastic conditions have to be properly designed. Some standards exists, such as ISO 20032 and ASTM E2448, giving indications on the best test procedures and equipments. In superplastic conditions, the great advantage of tensile tests is the possibility of controlling in a sufficiently accurate way the strain rate during the test, but on the other hand it can be said that:
-
cutting accuracy in the specimen preparation must be very high, since also the cutting technique can influence test results; mechanical cutting processes have to be preferred to thermal cutting processes that can modify the material microstructure near the cutting edge;
-
specimen dimensions and shape (gauge length and width, fillet radius between the parallel portion and the clamp section) can affect test results;
-
furnace must be sufficiently large to accommodate the large strain that the specimen undergoes during the test.
In order to overcome these problems and to test the sheet in a strain condition more similar to the real process one, several tests alternative to uni-axial tensile tests have been proposed and reported; one of most common is based on bulge tests by means of the BF technique [12–14].
In this work, the material has been characterized with blow forming tests: constant pressure bulge tests at different temperatures and different pressure levels have been performed using the aforementioned laboratory equipment. Tests have been performed ranging pressure from 0.2 MPa to 0.8 MPa (with 7 different levels) and temperature from 360°C and 520°C (with 4 different levels), according to material physical properties and to the equipment capabilities. Pressure has been kept constant during the whole test until rupture occurred. Tests with an expected forming time to failure greater than 3000 s have been excluded from the experimental plan. For each test, the dome height has been acquired during the whole test using the position transducer that described before. Final height of the specimen has also been measured after the test. In Fig. 2, tested specimens are shown and their height to failure is plotted.

Dome height at failure as a function of the forming pressure applied on the sheet, plotted for four different temperatures
The highest value of the height is reported for 520°C and 0.2 MPa. In spite of the use of an inert forming gas, the formed specimen, after a forming time of 2825 s, appears markedly oxidised. Good results, in terms of dome height at failure, can be found also at 460°C, especially for low pressure levels, with a less evident grade of oxidation on the formed sheet. Another result that can be highlighted is that, reducing the temperature, the height of the specimen at which the material fails, is less influenced by the forming pressure.
Value of the equivalent strain rate during the test, according to [15], can be calculated by the following expression:
where h is the dome height, \( \dot h \) is the derivative of h with respect to time (height rate) and R is the die cavity radius. For instance, in Fig. 3, the h-t curve and the strain rate evolution during the test at 460°C and with a pressure of 0.3 MPa are reported.

Dome height and strain rate on the apex during the bulge test at 460°C and with a constant pressure of 0.3 MPa
The initial part of the plot is characterized by a rapid growth of the height and corresponds to elevated strain rate values (higher than 3x10−3 s−1). The second part of the plot, in which the slope of the height versus time curve is almost constant, corresponds to an almost constant strain rate value (about 2x10−4 s−1); at the end of the test, the height and consequently the strain rate grows again till rupture. This behaviour can be found also in other tests at different temperatures and pressure with different strain rates. Changing the pressure from 0.3 MPa to 0.8 MPa and keeping constant the temperature, the strain rate in the second part of the test, characterized by an almost constant value, raises from 2x10−4 s−1 to about 4x10−3 s−1.
In Fig. 4a, the dome height evolution is reported for a temperature value of 460°C and 6 different pressure levels ranging from 0.3 MPa to 0.8 MPa. It can be seen that the forming time needed to get the same dome height, has a more than linear decrease when pressure level increases. Analogous behaviour can be seen also at other temperatures. Considering a constant pressure level and analyzing the effect of temperature on the forming behaviour, similar considerations can be done: the height rate during the free expansion test increases more than linearly with temperatures as shown in Fig. 4b. By focusing on the almost linear portion of the h-t curve, the dome height rate can be calculated as the slope of the curve. According to Fig. 4b, increasing the temperature from 360°C to 410°C brings the height rate from 0.006 mm/s to 0.03 mm/s, while increasing the temperature from 460°C to 520°C brings the height rate from 0.11 mm/s to 0.57 mm/s. Each of the calculated height rates can be considered proportional to the strain rate the sheet undergoes during the test, concluding that, at a constant pressure level, the strain rate increases more than linearly with temperature.

Dome height evolution for a a temperature of 460°C and six different pressure levels and b a pressure of 0.8 MPa and four different temperature levels
One of the most important parameters in the hot forming process is the strain sensitivity index, m, which can be easily calculated from tensile tests at different strain rates. In bulge forming Jovane and then other authors, like Enikeev and Kruglov [16, 17], proposed analytical approaches to estimate constitutive parameters from bulge tests. For instance, measuring the height during two bulge tests at two different pressure levels, the strain sensitivity index of the material can be found by the following expression:
where, the subscript 1 stands for the first pressure level and the subscript 2 stands for the second one, p is the pressure value and t is the forming time needed to get on the specimen a dome height equal to the die radius. As mentioned before, Mg alloys during forming at elevated temperatures, is subjected to microstructural changes that influences also the m value. Thus, the m value calculated by equation (2) is a mean value but it can be considered a good starting parameter to analyse how pressure influences the forming behaviour of the material.
The highest m values can be found both for the low pressure levels (between 0.2 and 0.3 MPa) and for high pressure levels (0.7 MPa and 0.8 MPa) at the highest temperatures (460°C and 520°C). Confirming the importance of this index, the highest dome heights to failure correspond to the highest values of m. By calculating the mean value of the m on the same pressure levels and at various test temperatures, it can be seen that this alloy exhibits the greater mean value of m at 460°C, as shown in Fig. 5. Using elevated forming temperature can bring to a coarse grain size in post-forming conditions; in addition, considering also the oxidation of the sheet, reducing the temperature of the process brings to a better quality of the final component [18]. Thus, according to experimental results and these considerations, the best temperature, among those that have been examined, for this alloy can be considered 460°C at which a good compromise between equivalent elongation to failure and estimated material post-forming is achieved.

Mean values of the strain rate sensitivity index as a function of the temperature level
Closed die forming
With the objective of analysing the die cavity filling, a 2k factorial experimental plan has been designed and carried out. The two factors have been set on two levels, 0.4 MPa and 0.8 MPa for pressure, 500 s and 1000 s for forming time. Moreover, to investigate the presence of non-linearity in the relationship between die filling (proportional to the volume filled by the sheet in the die cavity) and the examined factors a central point was added. The experimental plan is illustrated in Fig. 6a with the respective values of pressure and forming time. Further two points on a single level of pressure (0.8 MPa), with forming time of 50 s and 2000 s have also been added. After BF, the profile of the deformed sheet was acquired by a digital image correlation system to get the shape of the sheet and to easily measure principal geometrical parameters of the component in order to quantify the die filling by the sheet.

Closed die forming tests. a The experimental plan with two pressure levels and two forming time with a central point. b Fillet radius along the square median on the sheet after forming as a function of the forming time for the explored pressure levels
In order to quantify the filling, three geometrical parameters have been measured: (i) the contact area between the sheet and the bottom of the die cavity, (ii) the fillet radius on the formed sheet along the median axis and (iii) the fillet radius on the formed sheet along the diagonal of the squared section.
Comparing the radius along the median axis and along the diagonal, it can be seen that generally the value along the diagonal axis is larger than the value along the median axis. The difference between these two parameters decreases with forming time: at 0.8 MPa after 50 s their difference is about 11% and after 2000 s it drops to 4%.
In spite of the material was not prepared for superplastic forming purposes, closed die tests has confirmed its great ductility in hot conditions: the sheet after 2000 s at a constant pressure of 0.8 MPa reaches the smallest fillet radius of about 1.2 mm (along the median axis of the square) without rupture. Even if the forming time appears to be not cost effective for conventional industrial applications, these results denote a great attitude of this process and of this material in obtaining complex shapes. All the geometrical parameters that have been analyzed put in evidence the non linear relationship between the die filling and the two investigated factors (temperature and pressure): looking at tests performed at 0.8 MPa the radius variation between 50 and 500 s is much higher than the one that can be measured between 500 and 2000 s (Fig. 6b). Results in the central point denote non linearity between the die filling and the forming pressure: comparing the result at 0.6 MPa, it is much more similar to the ones obtained at 0.8 MPa than to the ones at 0.4 MPa. Analogous results have been obtained in free bulging tests confirming that the strain rate the sheet is subjected to grow more than linearly with the forming pressure.
At constant pressure is well known that, when the sheet contacts the bottom of the die cavity, the mean strain rate in the blank suddenly drops down. In optimized pressure cycles of common SPF applications, after the contact between sheet and cavity bottom, the pressure becomes greater and greater to keep the strain rate around the target value [19]. In constant pressure test, the sheet quickly contacts the bottom of the die cavity, as it can be seen in the test with 0.8 MPa after 50 s where the sheet has already touched the die bottom, but needs much more time to calibrate and touch die walls (Fig. 6b). In these conditions, the strain rate the sheet undergoes after contacting the cavity becomes extremely low even if the higher pressure level is applied.
Conclusions
The forming behaviour of a commercial AZ31 Mg alloy sheet has been analyzed at elevated temperature both in free bulging and in closed die tests. Results from the experimental activities highlighted that:
-
even if the material is not pre-treated in order to have a superplastic behaviour, it shows large equivalent elongation to failure in the as-received conditions;
-
the biggest elongation to failure can be recorded for the highest temperature and the lowest pressure; among temperature levels that have been explored, at 460°C a good compromise between elongation to failure, strain rate sensitivity index and material post-forming conditions can be achieved;
-
decreasing the forming temperature the influence of pressure on the dome height to failure is reduced; strong non linearities can be found when analyzing the strain rate as a function of pressure, at a constant temperature, or as a function of temperature, at a constant pressure;
-
in closed die forming, the material can achieve very small fillet radii, denoting a big ductility at elevated temperature;
-
in the examined range of temperature and pressure, the die filling increases more than linearly with pressure and less than linearly with forming time.
Further investigations are needed to better understand the effectiveness of forming Mg alloys at elevated temperature with the BF technique. Post forming characteristics, due to microstructural changes and cavitation have to be deeper analyzed. Considering that pressure can be managed during the process to speed up the forming cycle and to optimize thickness distribution along the sheet, the BF process can be considered a good competitor in manufacturing thin walled Mg alloys component with complex shapes.
References
Vulcan M, Siegert K, Banabic D (2004) The Influence of Pulsating Strain Rates on the Superplastic Deformation Behaviour of Al-Alloy AA5083 Investigated by Means of Cone Test. Mater. Sci. Forum Vols. 447–448:139–144
Krajewski PE, Schroth JG (2007) Overview of Quick Plastic Forming Technology. Mater. Sci. Forum Vols. 551–552:3–12
Wu X, Liu Y, Hao H (2001) High strain rate superplasticity and microstructure study of a magnesium alloy. Mater. Sci. Forum Vols. 357–359:363–370
Jin Q, Wu H (2005) An Experimental Study on Superplastic Behaviors of Magnesium Alloy Sheet. Mater. Sci. Forum Vols. 475–479:2913–2918
Watanabe H, Fukusumi M (2008) Mechanical properties and texture of a superplastically deformed AZ31 magnesium alloy. Mater. Sci. Eng., A 477:153–161
Blandin JJ (2007) Superplastic Forming of Magnesium Alloys: Production of Microstructures, Superplastic Properties, Cavitation Behaviour. Mater. Sci. Forum Vols. 551–552:211–217
Wu X, Liu Y (2002) Superplasticity of coarse-grained magnesium alloy. Scr. Mater. Vol. 46:269–274
Sorgente D, Palumbo G, Tricarico L (2007) Material superplastic parameters evaluation by a jump pressure blow forming test. Key Eng. Mater. Vol. 344:119–126
Ridley N, Bate PS, Zhang B (2005) Material modelling data for superplastic forming optimization. Mater. Sci. Eng., A 410–411:100–104
Chung SW, Higashi K, Kimb WJ (2004) Superplastic gas pressure forming of fine-grained AZ61 magnesium alloy sheet. Mater. Sci. Eng., A 372:15–20
Kim WJ, Chung SW, Chung CS, Kum D (2001) Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures. Acta mater. Vol. 49:3337–3345
El-Morsy AW, Manabe KI (2002) FE simulation of rectangular box forming using material charcteristics from the multi-dome forming test. J. Mater. Process. Technol. Vols. 125–126:772–777
Carrino L, Giuliano G, Polini W (2003) A method to characterise superplastic materials in comparison with alternative methods. J. Mater. Process. Technol. Vol. 138:417–422
Sorgente D, Tricarico L (2007) Analysis of Different Specimen Geometries for Tensile Tests in Superplastic Conditions for an Aluminium Alloy. Mater. Sci. Forum Vols. 551–552:123–128
Cheng JH (1996) The determination of material parameters from superplastic inflation tests. J. Mater. Process. Technol. Vol. 58:233–246
Jovane F (1968) An approximate analysis of the superplastic forming of a thin circular diaphragm: theory and experiments. Int. J. Mech. Sci. Vol. 10:403–427
Enikeev FU, Kruglov AA (1995) An analysis of the superplastic forming of a thin circular diaphragm. Int. J. Mech. Sci. 37(5):473–483
Khraisheh MK, Abu-Farha FK, Weinmann KJ (2007) Investigation of Post-Superplastic Forming Properties of AZ31 Magnesium Alloy. CIRP Annals — Manufacturing Technology 56(1):289–292
Hwang YM, Lay HS (2003) Study on superplastic blow-forming in a rectangular closed-die. J. Mater. Process. Technol. Vol. 140:426–431
Acknowledgements
Authors wish to thank the Italian Institution “Ministero dell’Istruzione, dell’Università e della Ricerca” and “Fondazione Cassa di Risparmio di Puglia” for financing and supporting the present research activity.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sorgente, D., Scintilla, L.D., Palumbo, G. et al. Blow forming of AZ31 magnesium alloy at elevated temperatures. Int J Mater Form 3, 13–19 (2010). https://doi.org/10.1007/s12289-009-0411-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-009-0411-2