
Abstract
Purpose
This study aimed to evaluate the feasibility of implementing a 3D high-speed imaging camera for in-line monitoring of a continuous wet granulation process and its potential for real-time process control.
Methods
The EyeconTM camera was used for monitoring a twin screw granulated-placebo formulation composed of lactose (73.5 %), microcrystalline cellulose (20 %), hydroxypropylmethyl cellulose (5 %), and croscarmellose sodium (1.5 %). Water was used as the granulating liquid at liquid-to-solid (L/S) ratios from 0.15 to 0.35 at 0.05 increments. The lactose particle size was varied using three grades of lactose: pharmatose 200 M, impalpable, and SuperTab 30GR. The process was perturbed by changing the L/S ratio, while monitoring the process using the camera. A Shewhart control chart was constructed using control limits obtained under steady-state conditions. Statistical process control tools were used to assess the implications of choosing different quality characteristics on the detectability of process shifts.
Results
The camera showed sensitivity to variation in process parameters, which was evident in the calculated granule size and particle count. Larger particles had strong leverage on the converted volume distribution, which significantly affected the magnitude of variability in the statistics of particle diameters. It was shown that particle count and d 10 were more sensitive to process shifts than d 50 and d 90.
Conclusions
The sensitivity of the high-speed camera, coupled with image analysis, to process perturbations and the variety of generated characteristics of particle attributes demonstrate the potential of this technique for continuous process monitoring and control.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The pharmaceutical industry has traditionally adopted batch processing for reasons related to the small-volume production of its products, frequent product change, and the unique regulatory environment and quality standards under which it operates [1–3]. However, continuous processing has the potential to improve manufacturing efficiency and facilitate process optimization and technology transfer while managing variability and improving product quality. The regulatory authorities are also encouraging this paradigm shift in pharmaceutical manufacturing such that the industry is in good position to address new challenges in drug development while providing safe, effective, and affordable drug products [4]. The implementation of some or all of the process analytical technology (PAT) tools described in the FDA Guidance for Industry will improve process control by providing a fundamental scientific framework for process understanding and optimization.
Some of the pharmaceutical solid dosage form manufacturing operations are naturally adapted to continuous processing using current equipment such as spray drying, roller compaction, in-line milling, tablet compression, and packaging [2, 3]. Despite the presence of continuous wet granulation equipment in other sectors, its introduction in the pharmaceutical industry has been slower. One contributing factor is the lower production volume of pharmaceuticals compared to other industries such as food and chemicals, which renders their granulation equipment too large for practical use. Recently, twin screw extrusion equipment has emerged as an alternative option, providing the optimum throughput for pharmaceutical production [5–9]. With continuous processing, the use of process analyzers and process control tools becomes more crucial to evaluate and ensure acceptable quality. The real-time measurement of critical product quality attributes allows necessary process adjustments with minimal disruption of the continuous manufacturing line, thereby facilitating parametric release [4]. Furthermore, real-time measurement of the properties of granules leaving the continuous granulator is much easier than process tracking during traditional batch granulation.
The aim of any wet granulation process is to improve powder handling, reduce segregation, improve compaction, and ensure content uniformity through size enlargement. Thus, granule size is one of the key quality attributes of the granular product that needs to be monitored and controlled because of its effect on downstream processing such as drying, blending, and tablet compression. At-line measurement of granule size for a continuous wet granulation process using a 3D surface imaging technique was reported [10]. In a recent study, in-line granule size monitoring of a continuous wet granulation process was achieved using a spatial filtering velocimetry probe [11]. For a continuous wet granulation process, ensuring that the desired granule size is obtained is the ultimate goal from real-time process monitoring.
In this study, a high-speed 3D particle characterizer is used for in-line monitoring of granule size during a twin screw granulation (TSG) process. The study examines the effect of formulation and process parameters on granule size and assesses the sensitivity of the camera to intentional process perturbations that are bound to affect the granule size obtained. The camera provides a wealth of data in the time domain including different size parameters, particle count, and shape information. The implications of using the different data output for process monitoring and control are also evaluated.
Materials and Methods
Real-Time Data Acquisition and Image Analysis
The EyeconTM 3D Particle Characterizer consists of a high-speed 3D imaging system that can be used for assessing size, shape, and surface information from the collected images. The camera captures images of a moving sample using 1-μs illumination pulses, thereby enabling data acquisition of rapidly moving particles up to 10 m/s. The EyeconTM camera was interfaced with the granulator as shown in Fig. 1. A chute was fixed at the exit of the granulator to transfer the granules into a narrow free-falling stream that is at the focal point of the camera. The camera collects particle size and particle count data every 2–3 s and calculates the number distribution from the collected images. The average particle size parameters and particle count were then calculated in a moving window of 30 s for subsequent data analysis. The experiments performed are summarized in Table 1.

Experimental setup showing the interface of the camera with the twin screw granulator. Liquid feeder (A), powder feeder (B), granulator barrel (C), sample chute (D), and camera (E)
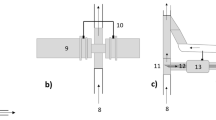
The camera illumination is based on the principle of photometric stereo imaging, which allows capturing of the 3D features of the particles in addition to a regular 2D image [12]. As shown in Fig. 2a, the LED lamps located around the circumference of the EyeconTM camera emit RGB light to illuminate the sample and create a 3D surface map of the particles following data integration. The color distribution on the sample provides topological information and allows the distinction of particle edges for size determination. The same approach allows the software to detect overlapping particles and particles that are partially cut by the field of view, which can then be excluded from particle size calculation. The size of complete particles is then estimated from the 3D-projected image (Fig. 2b) through an iterative process to obtain the equivalent diameter of the best fit ellipse. It enables the capture of both size and shape of pharmaceutical particles in the nominal range between 50 and 3,000 μm.

Method of data acquisition by the EyeconTM (a) and particle size determination from a 3D-projected image (b)
A set of ellipses are measured from each analyzed image. Subsequently, a number distribution is obtained that represents the number of particles in each size bin. The number distribution is then converted into a volume distribution from which statistics of particle diameters are calculated such as mean, d 10, d 50, and d 90. The output also provides a mean aspect ratio for each image, which is calculated from the ratio of maximum and minimum diameter. Images can be captured in less than 1 s, but it takes ∼2–3 s for size calculation to be completed. However, post-processing of the data allows offline analysis of all images collected and size calculation at a higher time resolution if needed.
Granulation Experiments
Granulation experiments were carried out in a EuroLab 16-mm twin screw granulator, 25:1 L/D (Thermo Fisher Scientific, Karlsruhe, Germany). The screw configuration consisted of conveying elements and one block of kneading elements as shown in Fig. 3. Five kneading elements (0.25 D) were used at an offset angle of 60° in the forward direction. The barrel temperature was maintained at 25 °C throughout the experiments. A Masterflex® peristaltic pump (Cole Parmer, Vermon Hills, IL) was used to feed the granulating liquid through a 2.5-mm liquid feed port located just before the kneading block section. The liquid feed rate was varied as will be described in the following sections. The powder feed rate was maintained at 4 kg/h using a gravimetric powder feeder (Brabender Flexwall® Feeder, Brabender-Technologie, Germany). A placebo formulation composed of lactose (73.5 %), microcrystalline cellulose (20 %), hydroxypropylmethyl cellulose (5 %), and croscarmellose sodium (1.5 %) was used. Three grades of lactose with varying particle size distributions were investigated: pharmatose 200 M (d 50 = 111.4 μm), impalpable (d 50 = 415.4 μm), and SuperTab 30GR (d 50 = 287.1 μm). The details of particle size measurement method of all formulation ingredients were described previously [6]. Distilled water was used as the granulating liquid.

Screw configuration
Granule Growth Experiments
The liquid-to-solid (L/S) ratio was increased at 0.05 increments from 0.15 to 0.35 to evaluate the response of the camera to expected changes in granule size. The granulation experiments were conducted at 400 rpm for all three grades of lactose. The experiments were run separately at each L/S ratio and the process was monitored using the EyeconTM camera for 6 min in each case.
Offline Granule Size Analysis
Granule samples were collected during the granulation experiments examining the effect of L/S ratio. The granule samples were dried at room temperature for 48 h. Subsequently, the granule size distribution (GSD) was measured using sieve analysis. The sieves used were in the range of 63 μm to 8 mm. Initially, granules were sieved through 8–1 mm sieves, followed by sieving the fines down to 63 μm.
Sensitivity to Process Perturbations
The sensitivity of the camera to process perturbations was evaluated by monitoring the effect of changing the L/S ratio on the measured granule size. The L/S ratio was varied between 0.2 and 0.3 while keeping the screw speed at 400 rpm. The formulation containing the impalpable grade of lactose was used in each case. The experiment was carried out over four cycles, where each cycle represented the step change from the lower level of the variable to the higher level and finally back to the lower level. The mean residence time distribution (RTD) of the TSG process using a similar configuration was estimated previously to be 8 s [6]. So, process monitoring was conducted over a 2-min period, following a 1-min allowance to reach steady state (∼5 RTD). Statistical analysis of process data was performed using the JMP software (SAS Institute Inc., Cary, NC).
Results and Discussion
Sample Presentation
The camera provides several advantages for process monitoring. The size determination approach is based on direct measurement and thus does not require material-based calibration. Being a non-contact method, it will not affect the physical structure and size distribution of the particles during measurement. In addition, the camera provides particle size combined with shape and surface information from the images that can be collected in both at-line and in-line modes.
Despite the value of different real-time process monitoring applications, optimizing sample presentation is a critical component that can undermine the validity of acquired data. Representative powder sampling through proper sample presentation remains one of the challenges for in-line size monitoring [13]. Ideally, the powder should be sampled in motion, preferably the whole stream at intermittent time intervals. The free-falling powder stream also allows random orientation of particles within the field of view such that the different dimensions of particles can be captured. In contrast, particles sliding on a flat surface will mostly present their preferred orientation, which is the largest particle dimension leading to overestimation of particle size. Sensor fouling is another well-known challenge in process monitoring for different applications and can result in data that are not representative of the actual process.
A sample presentation system was designed to ensure unbiased sampling and correct sample presentation. The sample holder design consists of a chute that can be attached to the front end of the granulator as depicted in Fig. 4a. The chute narrows the stream of granules exiting the granulator as they slide down such that they are funneled to the point of analysis in front of the camera. The chute is constructed to generate a small amount of turbulence as the particles fall through to improve the separation of fine and coarse particles. The free-falling stream also ensures that the orientation of the particles being analyzed is statistically representative of the overall population size and morphology. Figure 4b illustrates a representative image that shows the orientation and presentation of the particles to the camera. The image clearly captures a full particle size range, which is crucial in case of a TSG process because of the reported broad granule size distribution obtained [5–8, 14, 15].

Design of sample holder (a) and a representative image depicting the range of granule sizes captured by the camera (b)
Granule Growth
Figure 5a–e depicts representative images collected during the granulation experiments for the impalpable grade formulation at different L/S ratios. The images display the increase in particle size and the decrease in particle count as the L/S ratio increases from 0.15 to 0.35. Lumps and fines are visible even at low L/S ratio as shown in Fig. 5a, which is consistent with previous data obtained using this process [6]. Figure 6 illustrates the granule size parameters (d 10, d 50, and d 90) and particle count as a function of time that were estimated from the captured images. The combined data from the different L/S ratio experiments are presented in Fig. 6, with vertical lines indicating the separate experiments. Except for L/S ratio of 0.15 and 0.2, the increase in the measured granule size with higher liquid content is detectable by the camera. Figure 5a, b corresponds to L/S ratio of 0.15 and 0.2, respectively. The granules captured in Fig. 5b appear blurry and out of focus, which is the likely cause for the reduced distinction between the sizes measured at L/S ratio of 0.15 and 0.2. In contrast to granule size parameters, the change in particle count with increasing the L/S ratio follows a more consistent trend as illustrated in Fig. 6. The higher liquid content results in the formation of more liquid bridges between the particles, thereby increasing granule saturation [16]. As a result, granule growth and reduction of particle count occur.

Representative images captured at L/S ratios of 0.15 (a), 0.2 (b), 0.25 (c), 0.3 (d), and 0.35 (e)

Changes in granule size and particle count over time with the increase in L/S ratio
The variability of measurements at any given size parameter increases with the growth of granules as the L/S ratio increases. Greater variability can also be seen at the larger particle size end of the distribution, with the smallest variability obtained for d 10. As the percentile value increases to d 50 and d 90, there is growing leverage from larger granules on the results because of the transformation of the number distribution into a volume distribution [13]. Larger granules are generally underrepresented in imaging techniques compared to smaller granules because the probability of overlapping or partial particles is higher in the larger size range compared to the smaller size range. The overall fewer number of larger particles also contributes to the measurement variability. Thus, the larger particles will have a greater impact on measurement variability upon converting a number to a volume count than the smaller particles. The d 10 value might thus be a better size parameter to utilize for process monitoring and control than d 50 or d 90. In addition to its being a relatively more stable parameter, d 10 is more sensitive to the level of fines, which makes it a good indicator for a size enlargement process such as granulation, especially for pharmaceutical granulation where product granules less than 1 mm in size are preferred and only limited granule growth is required.
Figure 7 illustrates the effect of L/S ratio on d 50 measured by both camera and sieving techniques for the three lactose grades. A similar trend can be seen in both camera and sieve data, where increasing the L/S ratio increases the granule size. The nominal values obtained by the camera and sieve methods are different owing to the unique measurement technique in each case. The camera measures size of wet granules noninvasively based on a number distribution. In contrast, sieving is a mass-based size analysis technique performed in this case by vibrating dry granules. So, it is expected to find variation in the measured granule size by each technique. In addition, the error involved in converting a number to a mass distribution can contribute to the dissimilarity in the values obtained in each case [13]. However, demonstrating that the camera is capable of detecting changes in the granule size in response to process variation provides confidence in implementing this technology for real-time process monitoring.

The effect of L/S ratio on d 50 of granules measured by (a) camera and (b) sieve analysis
Despite the difference in the primary particle size of the formulations, granule growth is reproducible within experimental error across the three lactose grades used. The relative robustness of the TSG process to formulation changes observed here compared to other wet granulation processes agrees with a previous work [6]. The effect of L/S ratio on particle count measured by the camera for the three lactose grades is illustrated in Fig. 8. As expected, the addition of more liquid during the granulation process binds the particles together and consequently reduces the particle count. It is interesting to note that the formulation containing the pharmatose grade demonstrates a significantly higher particle count at L/S ratios of 0.15 and 0.2 compared to the other two grades. As the L/S ratio gets higher, the three grades of lactose display a similar number of particles. The observed difference in particle count at the lower L/S ratios can be attributed to the smaller particle size of pharmatose compared to impalpable and SuperTab grades. Since lactose represents ∼75 % of the formulation, its primary particle size is likely to be more dominant in the collected images than the other ingredients. As a result, the particle count of the pharmatose formulation is higher than the other two grades and is clearly captured by the camera. The particle count data highlight the sensitivity of this parameter to formulation and process variables, indicating its potential use as a quality attribute for process monitoring and control. The advantage of using this characteristic is that it is directly measured by the camera unlike the particle size parameters, d 10, d 50, and d 90, which are obtained from the number to volume conversion. However, relying solely on particle count in monitoring a complex process like wet granulation is not adequate. Using both particle count and the optimum size parameter in concert provides more quality assurance and is also beneficial in developing effective design spaces for process operation than one parameter only.

The effect of L/S ratio on particle count measured by the camera
Sensitivity to Process Perturbations
The effect of L/S ratio on granule size and particle count is established from the individual experiments conducted at each level. In this section, the sensitivity of the EyeconTM camera to sudden changes in process variables is assessed by varying the L/S ratio. The ultimate goal is to establish the suitability of using this sensor for process control through detecting disturbances or set point changes that might take place during the process. Another important goal is to compare the effectiveness of the different granule characteristics such as size and count in detecting the changes in the process.
Figure 9 illustrates the process profile captured by the EyeconTM camera upon changing the L/S ratio between 0.2 and 0.3 while the process is running. The process profile is represented in terms of size parameters and particle count. The vertical lines indicate the onset of step change in L/S ratio. The process signature changes with the step change in L/S ratio and is qualitatively captured by the different parameters displayed in Fig. 9. The variability is again lower for particle count and d 10 compared to d 50 and d 90 as described previously.

Process profile of granulation experiments with changes in L/S ratio
In contrast to qualitative displays of process trends, quantitative assessment of the state of a process based on changes in product attributes will provide a more practical approach for controlling the process. Shewhart control charts are powerful statistical tools for measuring the degree of process variation using variable or attribute data [17]. Furthermore, they are valuable in assessing the impact of an intervention in bringing the quality characteristic back within the control limits. Constructing a chart for process control purposes requires setting the process control limits beyond which the process is deemed to be out of control. Ideally, the upper and lower control limits are estimated based on the known degree of random variation in the process, which can be obtained from historical data of a stable process. The upper control limit (UCL), centerline (CL), and lower control limit (LCL) are calculated according to the following equations:
where \( {{\widehat{\mu}}_Y} \) and \( {{\widehat{\sigma}}_Y} \) are the estimates for the mean and standard deviation, respectively, and n is the sample size.
The mean chart \( \left( {\overline{X}} \right) \) is used for tracking the extent of change in the process mean upon intentional process perturbation. The limits for the process at 400 rpm and L/S ratio of 0.3 are set based on the estimated mean and standard deviation values extracted from the granule growth process data for the impalpable grade formulation (Fig. 6). The sample size (n) in the equations for UCL and LCL is set to 5. A fundamental assumption underlying the application of control charts is that the data points in the time series are independent [17]. Using control charts to plot autocorrelated data may mistakenly imply that a stable process is out of control. Statistical analysis of the time series data shows that autocorrelation is not significant (p > 0.05). The different size parameters (d 10, d 50, and d 90) as well as particle count are used as quality attributes to evaluate the potential of implementing one or more of them for prospective process control.
The \( \left( {\overline{X}} \right) \) charts for d 10, d 50, d 90, and particle count are illustrated in Fig. 10a–d. The data output from the camera is plotted as a time series in each case. In Fig. 10a, the d 10 data fall within the UCL and LCL during the controlled phase in which the liquid feed rate is maintained at an L/S ratio of 0.3. In contrast, decreasing the L/S ratio to 0.2 produces more fines, thereby lowering the d 10 value below the LCL and shifting the process out of control. Similarly, monitoring particle count facilitates the detection of process shifts in response to changes in L/S ratio as can be seen in Fig. 10d. In fact, particle count appears to be the most sensitive parameter to process shifts, which is apparent from the tight control limits and significant difference in particle count between the two settings.

Shewhart control limits applied to \( \overline{X} \) charts of d 10 (a), d 50 (b), d 90 (c), and particle count (d). The upper and lower horizontal lines depict the UCL and LCL, respectively. The centerline depicts the process mean. The vertical lines mark the onset of change in L/S ratio
In contrast, the higher magnitude of variation embedded in the calculated d 50 and d 90 data hinders their use as quality characteristics for monitoring and controlling the TSG process. The data in Fig. 10b, c show that most of the process data fall within the control limits, despite known disruptions to the routine operation of the process. Using parameters like d 50 and d 90 will increase the risk of type II error (β), in which the process goes out of control without being detected [17]. The goal is to maintain the process in a state of statistical control. The results of statistical process analysis are consistent with our earlier observations on the data and provide support for the choice of quality attributes in process monitoring.
Conclusions
In this work, a risk-based approach was adopted for assessing the feasibility of using the EyeconTM camera for continuous monitoring of a twin screw granulation process. The process was monitored under steady-state conditions to verify the quality of the data collected by the camera. The granule size results from the camera were consistent with sieve measurements. Subsequently, intentional process perturbations were imposed to ensure the camera’s ability to detect changes in product quality attributes. Despite the challenges of monitoring a broad size granule size distribution typically obtained with a TSG process, the EyeconTM camera demonstrated sensitivity to changes in product characteristics such as granule size and particle count upon changing process parameters. Statistical process control tools provided quantitative means of comparing the performance of different quality attributes for future process monitoring. The particle count and d 10 were the optimum particle characteristics for real-time process monitoring and control purposes. It is our expectation that future optimization of the GSD characteristics obtained from the TSG process would further enhance the quality of data collected using the camera, thereby minimizing false out of specification results and facilitating process control endeavors.
References
Leuenberger H. New trends in the production of pharmaceutical granules: batch versus continuous processing. Eur J Pharm Biopharm. 2001;52(3):289–96.
Plumb K. Continuous processing in the pharmaceutical industry: changing the mind set. Chem Eng Res Des. 2005;83(6):730–8.
Vervaet C, Remon JP. Continuous granulation in the pharmaceutical industry. Chem Eng Sci. 2005;60(14):3949–57.
Guidance for industry PAT—a framework for innovative pharmaceutical development, manufacturing, and quality assurance. September 2004.
Djuric D, Kleinebudde P. Impact of screw elements on continuous granulation with a twin screw extruder. J Pharm Sci. 2008;97:4934–42.
El Hagrasy A, Hennenkamp J, Burke M, Cartwright J, Litster J. Twin screw wet granulation: influence of formulation parameters on granule properties and growth behavior. Powder Technology. 2013;238:108–15.
Keleb EI, Vermiere A, Vervaet C, Remon JP. Twin screw granulation as a simple and efficient tool for continuous wet granulation. Int J Pharm. 2004;273:183–94.
Melkebeke BV, Vervaet C, Remon JP. Validation of a continuous granulation process using a twin-screw extruder. Int J Pharm. 2008;356:224–30.
Shah U. Use of a modified twin-screw extruder to develop a high strength tablet dosage form. Pharm Technol. 2005;29:52–66.
Soppela I, Airaksinen S, Hatara J, Räikkönen H, Antikainen O, Yliruusi J, et al. Rapid particle size measurement using 3D surface imaging. AAPS PharmSciTech. 2011;12(2):476–84.
Fonteyne M, Vercruysse J, Díaz DC, Gildemyn D, Vervaet C, Remon JP, et al. Real-time assessment of critical quality attributes of a continuous granulation process. Pharm Dev Technol. 2013;18(1):85–97.
Woodham RJ. Photometric method for determining surface orientation from multiple images. Opt Eng. 1980;19(1):191139.
Allen T. Powder sampling and particle size determination. 1st ed. Amsterdam: Elsevier; 2003.
Dhenge RM, Fyles RS, Cartwright JJ, Doughty DG, Hounslow MJ, Salman A. Twin screw granulation: granule properties. Chem Eng J. 2010;164:322–9.
Tan L, Carella AJ, Ren Y, Lo JB. Process optimization for continuous extrusion wet granulation. Pharm Dev Technol. 2011;16:302–15.
Reynolds GK, Le PK, Nilpawar AM. High shear granulation. In: Salman AD, Hounslow MJ, Seville JPK, editors. Granulation. Handbook of powder technology, vol. 11. Amsterdam: Elsevier; 2007. p. 3–19.
Oakland JS. Statistical process control. 5th ed. Burlington: Butterworth Heinemann; 2003.
Acknowledgments
This work is supported by the Engineering Research Center for Structured Organic Particulate Systems through a grant from the National Science Foundation for Commercialization Project (grant no. 0951845). GlaxoSmithKline is acknowledged for the kind donation of raw materials and the gravimetric feeder used in the study. The authors would like to thank Dr. Ariel Muliadi for providing the schematic of the twin screw configuration and Dr. Marko Paavola for assistance with the preliminary phase of this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
El Hagrasy, A.S., Cruise, P., Jones, I. et al. In-line Size Monitoring of a Twin Screw Granulation Process Using High-Speed Imaging. J Pharm Innov 8, 90–98 (2013). https://doi.org/10.1007/s12247-013-9149-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12247-013-9149-y