
Abstract
With cellulosic energy production from biomass becoming popular in renewable energy research, agricultural producers may be called upon to plant and collect corn stover or harvest switchgrass to supply feedstocks to nearby facilities. Determining the production and transportation cost to the producer of corn stover or switchgrass and the amount available within a given distance from the plant will result in a per metric ton cost the plant will need to pay producers in order to receive sufficient quantities of biomass. This research computes up-to-date biomass production costs using recent prices for all important cost components including seed, fertilizer, herbicide, mowing/shredding, raking, baling, storage, handling, and transportation. The cost estimates also include nutrient replacement for corn stover. The total per metric ton cost is a combination of these cost components depending on whether equipment is owned or custom hired, what baling options are used, the size of the farm, and the transport distance. Total costs per dry metric ton for biomass with a transportation distance of 60 km ranges between $63 and $75 for corn stover and $80 and $96 for switchgrass. Using the county quantity data and this cost information, we then estimate biomass supply curves for three Indiana coal-fired electric utilities. This supply framework can be applied to plants of any size, location, and type, such as future cellulosic ethanol plants. Finally, greenhouse gas emissions reductions are estimated from using biomass instead of coal for part of the utility energy and also the carbon tax required to make the biomass and coal costs equivalent. Depending on the assumed CO2 price, the use of biomass instead of coal is found to decrease overall costs in most cases.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Biomass is poised to become an important energy source in the USA due to concerns regarding the USA’s reliance on oil imports and the environmental consequences of carbon emissions. Federal and state policies have begun to mandate the use of renewable energy. Most prominently, the Energy Independence and Security Act of 2007 has expanded the federal renewable fuel standard and dramatically increased the percentage of renewable fuel that must be produced from cellulosic sources. These policies will likely result in more research and development being devoted to cellulosic energy production. The development of cellulosic bioenergy will require finding an economically and environmentally sustainable method for obtaining large quantities of biomass feedstock [1].
With some changes in technology and land use, Perlack et al. [2] estimate that nearly 1 billion tons of biomass could be produced annually from agriculture-based resources. The 2009 National Academy Study estimate that 400 million dry tons of cellulosic biomass could be produced sustainably [3]. Biomass sources of particular interest in our study are corn stover and switchgrass. These resources can be used for producing liquid fuels, but this analysis considers their use in coal-fired electric utility plants, where instead of burning 100% coal, which harms the environment via greenhouse gas emissions, a portion of the energy content in the primary fuel coal is replaced by biomass, which can serve as an alternative energy source depending upon local availability. The use of biomass with the primary fuel coal for power generation is known as co-firing.
This research does not cover all the issues associated with switchgrass or corn stover energy sources. One important area omitted is contracting for feedstock supply. It is unlikely that capital will be invested either for use of biomass in electric utilities or for biofuel production until long-term feedstock supply is assured. To do that will require long-term contracts with farmers in a given area for that supply.
The primary objective of this analysis is to determine up-to-date cost estimates for the production, collection, and transportation of corn stover and switchgrass in an effort to provide cost figures to different operations of different sizes that are located at various distances from an electric utility plant looking to purchase biomass. Results from this analysis only consider costs from the field to the plant gate and do not consider costs associated with fuel storage, preparation, handling and feeding, as well as the cost of retrofitting existing coal-fired boilers to be able to burn biomass. This analysis also creates biomass supply curves for three Indiana electricity plants and estimates CO2 breakeven prices.
Methods
Parameters and Assumptions
With a number of studies arriving at similar aggregate conclusions for the cost of biomass collection, it is important to understand the parameters and assumptions behind these total cost figures and what might make one total cost different from another. This analysis uses existing sources to create appropriate parameters and assumptions. Please refer to Tables A and B in the Electronic Supplementary Materials for more details regarding the parameters and input cost assumptions that are used and intended to be relevant to current Indiana (or Midwest) conditions.
Corn Stover
Scenarios and Associated Removal Rates
The amount of time and labor put into stover harvest affects the amount of stover that can be collected. To address this choice, this analysis breaks costs down for the harvest and collection process into three scenarios with associated removal rates. “Scenario 1” assumes the combine spreader is shut off, and residue is left in a windrow behind the combine. Baling only results in removing 38% of the available stover on the ground in one additional pass. “Scenario 2” assumes that residue is raked into a windrow and then baled. This results in removing 52.5% of the available stover on the ground in two additional passes. “Scenario 3” assumes that stalks are shredded, and residue is raked into a windrow and then baled. This results in removing 70% of the available stover on the ground in three additional passes.
With each increase in the amount of stover that is removed, the field is subjected to more soil compaction, soil erosion, and water erosion. Agronomic effects from stover removal must be balanced with the business decision of how much stover is too little when it comes to ensuring that revenue from stover exceeds the additional costs of collection.
The effects of residue removal on soil erosion are not only difficult to quantify but also difficult to generalize for various soil characteristics (i.e., slope, organic properties, etc.), weather conditions, and management decisions (i.e., residue cover, cover crops, tillage, etc.). In most cases, though, more residues taken off the field will result in higher water runoff and soil erosion rates, and runoff and soil loss does not significantly increase until at least 30% of residue is removed [4]. Karlen et al. [5] and Barber [6] find that the differences in removal or retention of crop residue do not seem to have a huge impact on corn yields. Power et al. [7] and Linden et al. [8] both find that corn yields were higher when residue is left on the field than when it is removed. However, both studies attribute this result primarily to areas with drier soils or below average precipitation. Benoit and Lindstrom [9] find that Midwestern states with poor drainage and fine-textured soils report lower yields when there are larger amounts of residue left on the field. Sauer et al. [10] report that thick layers of residue add insulation, which reduces water evaporation and lowers the ground temperature and could lead to poor seed germination.
Overall, different soils and locations will need to be treated differently with respect to how much stover can be safely collected and removed. The effects of residue removal can also be offset with such practices as contour cropping, no-till, and cover crops. This analysis considers three scenarios that allow for different choices to account for different conditions and characteristics among farm operations and locations.
Nutrient Replacement
For each metric ton of stover removed, extra nutrients must be applied in addition to the annual fertilizer application. Table 1 outlines the per metric ton cost of the additional nitrogen, phosphorus, and potassium that must be reapplied once the corn stover has been removed. The nitrogen cost is an average of using either anhydrous ammonia or liquid nitrogen.
Switchgrass
Establishment costs are incurred during the first year when switchgrass is planted. The establishment costs are amortized at an interest rate of 8% over the life of the stand and indirectly incurred in each year. It is assumed that switchgrass is planted where there was previously some variety of grass. Field preparation includes mowing the field and spraying glyphosate to kill existing grasses. Production year costs include those incurred during the maintenance and harvest of switchgrass in every year after establishment throughout the 10-year life of the stand. Specific parameters of interest can be found in the Electronic Supplementary Materials.
Collection and Harvest
An important consideration in discussing harvesting and collection is the ownership status of equipment. This analysis includes two scenarios: custom-hired or owned equipment.
A recent study by the Idaho National Laboratory cites costs for each step of collection and harvest for both corn stover and perennial grasses [11]. The per metric ton costs are assumed as custom rates for this study.
Under the owned equipment assumption, an annual per metric ton payment is calculated for farm sizes including 200, 400, 600, and 800 ha. All farm sizes are assumed to be purchasing implement equipment and a tractor with the same specifications. Total owned equipment costs are based on an annual purchase payment, fuel requirements, and labor requirements. Labor costs are based on the hours per acre required for each harvest activity. Table B in the Electronic Supplementary Materials includes assumptions about the components of the owned equipment costs. All purchase payments assume an interest rate of 8%. A usage rate of 100% is assumed for all harvesting equipment, which indicates that the equipment is only used for biomass collection and harvest. A usage rate of 40% is assumed for the tractor, which will likely be used for other activities throughout the year. As with custom equipment, the per metric ton owned equipment cost decrease as the corn stover removal rate increases and are even lower for switchgrass. However, per metric ton owned equipment costs will also decrease as the farm size increases, because each piece of equipment is used to remove more metric tons of biomass.
Baling Options, Handling, and Storage
Baling options this analysis considers are twine, net wrap, and plastic wrap. Dry matter loss is highly dependent on the length of time in storage and the baling option chosen. An associated dry matter loss as a percentage of the total per metric ton product cost is added to account for an assumed 6 months of on the ground storage at the edge of the field. It is assumed that biomass production will not initially be on a large enough scale to result in central storage facilities. However, as the industry matures, it is expected that storage will become more sophisticated and centralized in order to provide easy year-round access.
Because the power plant must maintain a constant supply of biomass throughout the entire year, storage times for each producer vary between 0 and 12 months. An extended storage premium to offset lost crop production equals half of the net revenue lost due to land being used as storage in order to account for half of producers losing the production area while the other half do not. The value for net revenue comes from USDA ERS estimates of net revenue from corn in the case of corn stover and the average production cost for switchgrass as calculated in this study. This equates to $0.12 per metric ton for corn stover and $0.10 per metric ton for switchgrass.
A profit margin of $15 per metric ton is included to provide an incentive for the producer to supply the biomass. This profit is essentially a return to management. To the extent the producer supplies his/her own labor for the various operations, those labor costs are already included.
Transportation
The one-way distance from the field to the plant ranges between 10 and 100 km at intervals of 10 km. While it is assumed that establishment, collection, and harvest could all be done with either custom or owned equipment, only custom transportation is considered. Given that plants will require a constant and year-round supply of biomass, it is expected that transportation will be handled directly by the plant rather than by individual producers.
The custom rate for hauling is assumed to be $2.24 per loaded kilometer [12] and is calculated for one-way distance. A custom loading rate of $1.27 per metric ton accounts for loading and unloading time [12] is used.
A circuity factor is included to account for trucks driving on roads that do not lead directly to the plant. The assumed circuity factor is 1.2, which suggests that 20% of the roads traveled do not go in the direction of the plant [13].
Results
A set of cost averages serves as a preliminary benchmark for comparison and serves to highlight the differences in cost for various farm sizes and management decisions. Table 2 outlines these average costs for both corn stover and switchgrass. These averages include all removal rates and bale packaging options considered in this analysis for each farm size and equipment decision. Additional detail, which breaks down the delivered cost of both corn stover and switchgrass by farm size and distance from the plant, is available in the Electronic Supplementary Materials and Brechbill and Tyner [14].
Bale Packaging
For both corn stover and switchgrass, baling with net wrap is always the cheapest option for a given farm size, distance to the plant, equipment choice, and removal scenario. The slightly higher cost of net wrap is offset by a lower dry matter loss. Net wrap is also a more attractive option for biomass due to its durability, considering the amount of handling necessary to get the biomass from the field to the plant. Plastic wrap, however, involves an added cost that is nearly twice as much as net wrap, but the additional dry matter loss savings is only about 2%.
For corn stover, plastic wrap is always the most expensive option, followed by twine and net wrap. However, for switchgrass, twine is always the most expensive option, followed by plastic wrap and net wrap. This is because the higher cost per metric ton of switchgrass results in dry matter loss playing a relatively more important role in determining the total per metric ton product cost. Sensitivity analysis suggests that increasing the dry matter loss assumptions from Table A in the Electronic Supplementary Materials of each packaging type by 20% can increase the farmgate cost by 1.3% to 1.5% for corn stover and 1.0% to 1.2% for switchgrass.
Corn Stover Specific Results
The choice of removal rate changes the number of passes through the field for harvesting. Removing more stover increases the fuel, labor, and equipment costs, but it increases the collected stover yield per hectare. Larger farms are able to remove any amount of stover at a less expensive per metric ton cost than smaller farms. This indicates that incurring a higher cost due to more passes through the field being necessary for a higher removal rate can be paid off by being able to spread the extra cost incurred for each hectare over more collected metric ton of stover.
The characteristic of farm size only affects producers choosing to collect corn stover with their own equipment. Small farm sizes likely will have higher costs by using owned equipment and will be forced to use custom-hired equipment should they choose to harvest stover. Larger farm sizes will likely find owned equipment to be the lower cost option due to the large amount of hectares over which to spread their costs. This decision is essentially a function of economies of scale. Also, sensitivity analysis suggests that decreasing the corn stover yield by 20% can increase farmgate costs by 4.4% to 7.1% and increasing fertilizer and herbicide costs by 20% can increase farmgate costs by 6.4% to 8.0%.
Switchgrass Specific Results
The switchgrass analysis does not have the same numerous combinations of management decisions as corn stover, because there is not a variable removal rate. The switchgrass is fully harvested since it is the primary crop rather than a byproduct. Also, as a perennial, switchgrass offers environmental benefits such as carbon sequestration, storage of nutrients within the root system, and bio-diversity. Results with respect to equipment choice for switchgrass will be similar to those for corn stover, with smaller farms being more likely to use custom-hired equipment and larger farmers being more likely to use owned equipment. Also, sensitivity analysis suggests that decreasing the switchgrass yield by 20% can increase farmgate costs by 5.9% to 10.3% and increasing fertilizer and herbicide costs by 20% can increase farmgate costs by 4.7% to 5.9%.
Transportation Results
The transportation cost can be summarized as a function of the distance from the plant with Eq. 1 for both corn stover and switchgrass, since only custom transportation is assumed:
Biomass Supply and Demand
Biomass Supply
To apply these costs to the situation of a particular coal power plant, supply curves were generated based on the location of the plant and the available supply of biomass in the area. The specifications of the three plants (location by county, geographic coordinates, MWe capacity and heat production, J h−1) that are used in this analysis are shown in Table 3. While there are definitely important considerations to be made by a coal power plant when deciding to substitute biomass for some portion of coal, the main intention of this study is to provide an approximation of the delivered cost of biomass. This does not, however, mean to undermine the potential problems posed by ash production from burning herbaceous energy crops.
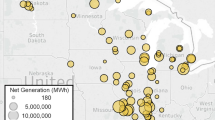
Data for biomass supply is available from a recent study by Oak Ridge National Laboratory sponsored by the US Department of Energy and the US Department of Agriculture that determined the total potential biomass availability for the USA [2]. Supply for both corn stover and switchgrass are given separately, and it is assumed that supply for both sources can be produced and used at the same time. Due to only having data from Indiana, supply that might potentially come from neighboring states is assumed to be similar to the supply from Indiana. It is assumed that 53.5% (or an average of the removal rates used in this analysis) of corn stover is feasibly and sustainably collected. Land participation rates of 50% and 75% are assumed for both corn stover and switchgrass to account for the expected percentage of potential land that will actually have biomass collected or harvested from it.
Applying this supply data to a particular location is done with a GIS software application called ArcMap 9.2 (ESRI, Redlands, CA). Figure 1 shows the location of each plant on a map of Indiana counties and their concentric feedstock supply radii spaced 10 km apart.

Power plant locations and supply circle
Since supply data is available on a county level, it is assumed that the biomass in each county is evenly distributed. This is likely a sound assumption for the Tippecanoe County, which has large amount of agricultural land, but may not hold as well in Marion and Knox Counties, where land is more urban and forested, respectively. The fraction of county area within each circle is used to determine the fraction of available biomass from each county that is located within a given circle. The total amount from all counties within a given circle corresponds to the x-axis of the supply curve, which therefore is measured in both kilometers and metric tons.
Figure 2 depicts the supply of both biomass sources under both participation rates and the supply data from the billion ton study [2] for the Knox County plant. Similar figures for the Marion County and Tippecanoe County plants can be found in the Electronic Supplementary Materials. The supply is cumulative over distance so that the amount indicated includes all supply within a circle from the plant with a radius of that particular distance. The Knox County plant in southern Indiana has a nearly nonexistant supply of corn stover but a large supply of switchgrass. The Marion County plant is located in a metropolitan area, which makes overall supplies of either biomass sources less abundant until the rural surrounding counties are reached. The Tippecanoe County plant is located in a highly agricultural area and has large supplies of both corn stover and switchgrass.

Area biomass supply, Knox County plant
Supply Costs
A set of average costs that are a function of one-way distance to the plant serve as the costs associated with the available supply. The total delivered cost per metric ton and Megajoule as a function of distance from the plant are given in Eqs. 2, 3, 4, and 5, respectively:
Corn stover
Switchgrass
More details regarding these delivered costs as a function of distance can be found in the Electronic Supplementary Materials. These biomass costs per Megajoule can be compared to a coal costs per Megajoule of $1.48 × 10−3. This coal cost is calculated from the assumed price of coal per metric ton of $37.82 based on EIA market prices as of January 2008 and an average of the high heat values for the plants included in this analysis (see next section).
Biomass Demanded
The amount of biomass demanded depends upon the size of each plant and the amount of heat production that is to come from biomass. For this analysis, biomass makes up from 1% to 10% of total heat production, which is assumed to be co-fired with the primary fuel coal. Information regarding the demand for fuel inputs from the coal plants is obtained from the Coal Power Plant Database by National Energy Technology Laboratory [15] and the US Environmental Protection Agency Clean Air Markets Data [16]. Total heat production (Total joules per hour) from coal only is determined with Eq. 6.
The heat content of coal (joules per kilogram of coal) varies slightly from plant to plant depending on the type of coal used. Total heat production (total joules per hour) is multiplied by the fraction of total heat production to come from biomass (1% to 10%) and then converted to heat production per hour that will result from using biomass to generate the given percentage of heat. The gross heat of combustion (or high heat value) of corn stover and switchgrass is assumed to be 1.77E+07 J kg−1 and 1.69E+07 J kg−1, respectively [17]. This analysis assumes that all plants operate 24 h/day for 350 days each year. With this, the metric tons of biomass required per year to produce a given percentage of heat production can be calculated with Eq. 7.
Supply Curves
Figure 3 is a supply curve at a 50% land participation rate for the Knox County plant. Similar figures for the Marion County and Tippecanoe County plants can be found in the Electronic Supplemental Materials. The vertical lines represent the possible fractions of total heat production from biomass. Where these vertical lines hit the x-axis, the amount of biomass required and the one-way distance from the plant to the furthest metric ton are indicated. At the point where the vertical line and the supply curve intersect, the associated value on the y-axis indicates the per metric ton delivered cost for the furthest metric ton required. The area below the supply curve up to each vertical line indicates the total cost associated with acquiring the amount of biomass needed to generate a particular percentage of heat assuming that the biomass and transportation costs are treated separately.

Knox county biomass supply curve
Differences among plants are likely due to different plant sizes and varying availability of each source of biomass around the plant location. Increases in land participation rate simply make more biomass available at a lower cost and shift the vertical lines to the left. It is assumed that the feedstock choice will be based entirely on the cost per metric ton calculations from this analysis, regardless of its distance from the plant. As indicated in Fig. 3 for the Knox County plant, all plants use corn stover up to 80 km from the plant and then begin using switchgrass located near the plant. For the Knox County plant, 10% of heat production can be produced from corn stover that is 80 km from the plant and switchgrass that is 18 km from the plant. The Knox County plant is limited to about 4% and 6% of heat from biomass when only using corn stover located 80 km or less from the plant, depending on the land participation rate. Switchgrass is much more abundant, and 10% of heat from biomass can be produced by going about 25 km from the plant. However, the plant would likely use corn stover at whatever distance necessary until the cost equals that of switchgrass located next to the plant.
The Marion County plant is a larger plant and requires more biomass to meet requirements. For enough biomass to produce 10% of heat, the plant must go out approximately 70 km. This increase in distance is accounted for by the proximity to a large metropolitan city with little agricultural land and by the large size (1,184.9 MWe) of the plant.
The Tippecanoe County plant is a small plant (43.2 MWe) located in an area that is abundant in both corn stover and switchgrass. Regardless of the type of biomass or the land participation rate, 10% of heat production could be obtained by going less than 15 km from the plant. However, it would be most cost effective to meet this need using corn stover. This analysis shows how biomass supply depends on the area availability of agricultural land and the size of the biomass demand (plant size). Most importantly, it shows how each supply curve is location specific.
Emissions Reduction
This use of biomass in place of coal will serve to reduce greenhouse gas emissions. From Ney and Schnoor [18] and Spatari et al. [19], the net emission reductions in metric ton of CO2 equivalent from using 1 Mg of biomass instead of coal are 2.88 and 2.60 for corn stover and switchgrass, respectively. In the case of switchgrass (but not for corn stover), an indirect leakage effect occurs when land is shifted into biomass production. This serves to negate a portion of the CO2 sequestration from switchgrass if sequestration was occurring under the previous land use. When sequestration from a previous land use is not offset, an indirect leakage effect occurs. This analysis did not take that effect into account, but the net CO2 reduction for switchgrass may be lower as a result. There is no indirect or leakage effect from corn stover because using that resource does not require offsetting production elsewhere, and it is expected that for corn stover prices that would make cellulosic biofuels viable, there will be little or no change in the crop land use decisions [20]. Multiplying these reduction rates by the amount of biomass demanded results in the net reduction of emissions for each plant at each fraction of heat from biomass shown in Table 4. Total CO2 emissions for each plant are calculated by assuming that 1 Mg of coal generates 2.86 Mg of CO2 when completely combusted [21]. We recognize that the actual emissions vary across plants and that this is an approximation.
While much uncertainty surrounds carbon pricing and the specific forms that policies might take, two CO2 prices are assumed in order to reflect pending policies and their potential changes over time. Both $15 per metric ton of CO2 and $30 per metric ton of CO2 are used in order to calculate the reduced costs from less coal and less CO2 emissions.
Table 5 estimates the percent difference in total input costs relative to the coal only case. In most all cases when corn stover is used (regardless of the CO2 price), the use of biomass as it offsets some coal costs and CO2 emissions is enough to offset the costs incurred from purchasing the biomass. Most notably, corn stover is not as effective at offsetting costs for the Knox County plant due to the distance that must be traveled to obtain corn stover. For switchgrass, costs for all plants increase when CO2 is priced at $15 per metric ton and decrease when CO2 is priced at $30 per metric ton. Total input costs when biomass is used are calculated by adding together the savings from less coal, the savings from reduced emissions, and the total amount spent on biomass.
Plants could use this information to determine how much additional cost they are willing to incur in order to incorporate biomass or “go green.” Table 6 provides breakeven per metric ton CO2 prices for the case of producing 10% of total heat production from biomass. These can be compared with the assumed prices of $15 and $30 per metric ton of CO2. Breakeven prices for the use of corn stover are much lower than those for switchgrass due to the extra feedstock costs that must be covered in the case of switchgrass. These breakeven prices also signal the level of carbon tax that would be necessary to induce firms to use biomass as a substitute for coal under a carbon tax system. Carbon (instead of CO2) breakeven prices are 3.67 times the values in Table 6.
Discussion
This study is meant to provide another method to calculate corn stover and switchgrass costs by using multiple scenarios and assumptions. It also provides a framework that uses these updated costs figures to calculate expected feedstock supply for power plants of different sizes. We hope that this will find a place in the literature to accompany and complement similar studies that use different variations on methods and assumptions.
Corn Stover
With corn stover being a byproduct of field corn, many input costs are associated with corn production rather than corn stover production. Other than nutrient replacement and harvesting activities, there are no additional costs for collecting corn stover. This makes corn stover the less costly option compared to switchgrass without any consideration of transport distance. Management decisions such as removal rate and equipment decisions can also change corn stover costs. The total delivered costs per dry metric ton for transporting corn stover 60 km ranges between $63 and $75.
Switchgrass
Unlike corn stover, switchgrass is a dedicated energy crop. The decision to plant switchgrass is accompanied by the input and activity costs that relate to its establishment, production, and harvest. These include field preparation, seeding, herbicide and fertilizer applications, and land rental costs. These additional costs make switchgrass the more expensive option relative to corn stover. Total delivered costs per dry metric ton for producing and transporting switchgrass 60 km ranges between $80 and $96. A recent study by Perrin et al. [22] determines switchgrass production costs on a commercial scale. The results are very similar to this analysis; however, yields and fertilizer rates vary among cooperating producers.
Supply Situations
Supply of biomass is far from uniform across the state of Indiana and the country as a whole. Variations in supply are affected by the proximity to metropolitan areas and the density of agriculture near the plant. However, due to the delivered cost of switchgrass being higher than corn stover, plants will most likely choose to collect as much corn stover as possible within approximately 80 km of the plant before they begin to collect any switchgrass.
Location has proven to be the most important characteristic in determining the biomass patterns of supply. As already shown, each plant considered throughout the state tells a different supply story based largely on its location. Each of these plants ends up using corn stover to meet their feedstock needs, but the distance at which they must travel to obtain sufficient supply changes considerably based on their location.
With biomass being a mostly secondary activity for those producers deciding to participate and grow biomass, the current resources of the individual producer are likely to dictate whether one decides to pursue biomass production or not. Therefore, from the perspective of the power plant, there may be much uncertainty as to how much of the area supply might actually be brought in. This uncertainty may lead power plants to contract their supply of raw material before making any plant investment. Cellulosic biomass will, unlike corn, be a local market, and risk sharing contracting mechanisms will likely need to be developed before plant investment occurs.
Limitations and Future Work
The most apparent limitation to this analysis is that its results apply strictly to the state of Indiana and three specific locations within the state. However, the framework of the entire analysis could be applied anywhere with available county level biomass data. What may be considered a limitation in the immediate sense creates many opportunities for finding similar results for other areas with only minor modifications of cost parameters and supply data.
This analysis did not consider other decision parameters that a power plant would also examine such as fuel compatibility with the boiler type owned by the plant, as well as fuel processing requirements at the plant, Clean Air Act compliance, and ash disposal costs. All these variables need to be considered when evaluating biomass supply options for power production.
Finally, these results might also be used in exploring the potential for a cellulosic ethanol plant in Indiana and determining where the optimal plant location might be. Based on the results of this analysis and assuming 290 l of ethanol can be produced from 1 Mg of biomass, corn stover throughout Indiana could produce between 480 and 720 million liters of ethanol annually, and switchgrass throughout Indiana could produce between 775 and 1,160 million liters of ethanol annually, depending upon the land participation rate. These projections are based on current conditions in the state and could be larger should land use and tillage changes be adopted.
References
Biotechnology Industry Organization (2006) Achieving sustainable production of agricultural biomass for biorefinery feedstock. Available at: http://www.bio.org/ind/biofuel/SustainableBiomassReport.pdf. Accessed September 2007
Perlack R, Wright L, Turhollow A, Graham R, Stokes B, Erbach D (2005) Biomass as feedstock for a bioenergy and bioproducts industry: the technical feasibility of a billion-ton annual supply. Technical report no. ORNL/TM-2006/66. Oak Ridge National Laboratory, Oak Ridge. Available at: http://www1.eere.energy.gov/biomass/pdfs/final_billionton_vision_report2.pdf. Accessed January 2007
National Academy of Sciences (2009) Liquid transportation fuels from coal and biomass: technological status, costs, and environmental impacts. National Academies Press, Washington
Lindstrom L (1986) Effects of residue harvesting on water runoff, soil erosion and nutrient loss. Agric Ecosyst Environ 16:103–112
Karlen D, Mausbach M, Doran J, Cline R, Harris R, Schuman G (1997) Soil quality: a concept, definition, and framework for evaluation. Soil Sci Soc Am J 61:4–10
Barber S (1979) Corn residue management and soil organic matter. Agron J 71:625–627
Power J, Wilhelm W, Doran J (1986) Crop residue effects on soil environment and dryland maize and soya bean production. Soil Tillage Res 8:101–111
Linden D, Clapp C, Dowdy R (2000) Long-term corn grain and stover yields as a function of tillage and residue removal in East Central Minnesota. Soil Tillage Res 56(3–4):167–174
Benoit G, Lindstrom M (1987) Interpreting tillage-residue management effects. J Soil Water Conserv 42:87–90
Sauer T, Hatfield J, Prueger J (1996) Corn residue age and placement effects on evaporation and soil thermal regime. Soil Sci Soc Am J 60:1558–1564
Idaho National Laboratory (2009) Uniform-format feedstock supply system designfor lignocellulosic biomass. Available at: https://inlportal.inl.gov/portal/server.pt/community/bioenergy/421/uniform-format_feedstock_supply_system_design/5806. Accessed June 2009
Popp M, Hogan R Jr (2007) Assessment of two alternative switchgrass harvest transport methods. Paper presented at the Biofuels, Food, and Feed Tradeoffs Conference, Farm Foundation, St. Louis, MO, 12–13 April 2007. Available at: http://www.farmfoundation.org/news/articlefiles/364-Popp%20Switchgrass%20Modules%20SS%20no%20numbers.pdf. Accessed May 2007
Quear J (2008) The impacts of biofuel expansion on transportation and logistics in Indiana. M.S. thesis, Department of Agricultural Economics, Purdue University, West Lafayette
Brechbill S, Tyner W (2008) The economics of biomass collection, transportation, and supply to Indiana cellulosic and electric utility facilities. Purdue University Staff Paper Series #08-03, West Lafayette. Available at: http://www.agecon.purdue.edu/papers/biofuels/Working_Paper_Fina.pdf. Accessed April 2008
National Energy Technology Laboratory (2007) Coal power plant database. Version 2.0. Available at: http://www.netl.doe.gov/energy-analyses/technology.html. Accessed Feb 2008
U.S. Environmental Protection Agency (2008) Clean air markets data. Available at: http://www.epa.gov/airmarkt. Accessed Feb 2008
Domalski E, Jobe T Sr, Milne T (1986) Thermodynamic data for biomass conversion and waste incineration. Solar technical information program. National Bureau of Standards, Washington
Ney R, Schnoor J (2002) Greenhouse gas emission impacts of substituting switchgrass for coal in electric generation: the Chariton Valley biomass project. Center for global and regional environmental research, University of Iowa, Iowa City. Available at: http://www.cgrer.uiowa.edu/research/reports/iggap/charrcd.pdf. Accessed February 2008
Spatari S, Zhang Y, Maclean H (2005) Life cycle assessment of switchgrass- and corn stover-derived ethanol-fueled automobiles. Environ Sci Technol 39:9750–9758
Tyner W, Taheripour F, Han Y (2009) Preliminary analysis of land use impacts of cellulosic biofuels. Purdue University, West Lafayette. Funded by Argonne National Laboratory and California Energy Commission
Hong B, Slatick E (1994) Carbon dioxide emission factors for coal. Energy information administration quarterly coal report, January–April 1994. Available at: http://www.eia.doe.gov/cneaf/coal/quarterly/co2_article/co2.html. Accessed February 2008
Perrin R, Vogel K, Schmer M, Mitchell R (2008) Farm-scale production cost of switchgrass for biomass. BioEnergy Res 1:91–97
Further Readings
Atchison J, Hettenhaus J (2003) Innovative methods for corn stover collecting, handling, storing and transporting. National Renewable Energy Laboratory. NREL/SR-510-33893
Glassner D, Hettenhaus J, Schechinger T (1998) Corn stover collection project. BioEnergy’98: expanding bioenergy partnerships. pp 1100–1110
Lang B (2002) Estimating the nutrient value in corn and soybean stover. Iowa State University Extension Fact Sheet BL-112
Quick G (2003) Single-pass corn and stover harvesters: development and performance. Proceedings of the International Conference on Crop Harvesting and Processing. ASAE Publication Number 701P1103e. 9 Feb 2003
Sokhansanj S, Turhollow A (2002) Baseline cost for corn stover collection. Appl Eng Agric 18(5):525–530
Montross M, Prewitt R, Shearer S, Stombaugh T, McNeil S, Sokhansanj S (2003) Economics of collection and transportation of corn stover. American Society of Agricultural Engineers Annual International Meeting, no. 036081. July 2003
Perlack R, Turhollow A (2002) Assessment of options for the collection, handling, and transport of corn stover. Oak Ridge National Laboratory. ORNL/TM-2002/44
Petrolia D (2006) The economics of harvesting and transportating corn stover for conversion to fuel ethanol: a case study for Minnesota. Staff Paper P06-12. University of Minnesota, Department of Applied Economics
Richey C, Lechtenberg V, Liljedahl J (1982) Corn stover harvest for energy production. Transactions of the ASAE 25(4):834–839, 844
Schechinger T, Hettenhaus J (2004) Corn stover harvesting: grower, custom operator, and processor issues and answers: report on corn stover experiences in Iowa and Wisconsin for the 1997–98 and 1998–99 Crop Years. Technical report no. ORNL/SUB-04-4500008274-01. Oak Ridge National Laboratory, Oak Ridge
Sheehan J, Aden A, Paustian K, Killian K, Brenner J, Walsh M et al (2003) Energy and environmental aspects of using corn stover for fuel ethanol. J Ind Ecol 7(3–4):117–146
Shinners K, Binversie B, Savoie P (2003) Harvest and storage of wet and dry corn stover as a biomass feedstock. American society of agricultural engineers annual international meeting, no. 036088. July 2003
Fixen P (2007) Potential biofuels influence on nutrient use and removal in the US. Better Crops 91(2):12–14
Nielsen R (1995) Questions relative to harvesting and storing corn stover. Purdue University Department of Agronomy. AGRY-95-09
Brummer E, Burras C, Duffy M, Moore K (2001) Switchgrass production in Iowa: economic analysis, soil suitability, and varietal performance. Bioenergy feedstock development program
Duffy M, Nanhou V (2001) Costs of producing switchgrass for biomass in Southern Iowa. Iowa State University Extension PM 1866. Available at: http://www.extension.iastate.edu/publications/pm1866.pdf. Accessed April 2007
Kszoz L, McLaughlin S, Walsh M (2002) Bioenergy from switchgrass: reducing production costs by improving yield and optimizing crop management. Oak Ridge National Laboratory. 23 May 2002. Available at: http://www.ornl.gov/∼webworks/cppr/y2001/pres/114121.pdf. Accessed April 2007
Perrin R, Vogel K, Schmer M, Mitchell R (2003) Switchgrass—a biomass energy crop for the midwest. North Dakota State University Central Grasslands Research Extension Center. Available at: http://www.ag.ndsu.nodak.edu/streeter/2003report/Switchgrass.htm. Accessed April 2007
Tiffany D, Jordan B, Dietrich E, Vargo-Daggett B (2006) Energy and chemicals from native grasses: production, transportation and processing technologies considered in the Northern Great Plains. Staff Paper P06-11. University of Minnesota, Department of Applied Economics
Walsh M, Becker D, Graham R (1996) The conservation reserve program as a means to subsidize bioenergy crop prices. Proceedings of BIOENERGY’96. September 1996. Available at: http://bioenergy.ornl.gov/papers/bioen96/walsh1.html. Accessed April 2007
Dobbins C, Cook K (2007) Indiana farmland values and cash rents jump upward. Purdue Agricultural Economics Report. Available at: http://www.agecon.purdue.edu/extension/pubs/paer/2007/august/paer0807.pdf. Accessed November 2007
Lawrence J, Cherney J, Barney P, Ketterings Q (2006) Establishment and management of switchgrass. Cornell University Cooperative Extension Fact Sheet 20. Availavle at: http://nmsp.css.cornell.edu/publications/factsheets/factsheet20.pdf. Accessed April 2007
Missouri NRCS (1986) Cave-in-rock switchgrass fact sheet. Availavle at: http://plant-materials.nrcs.usda.gov/pubs/mopmcfscavinroc.pdf. Accessed April 2007
Rinehart L (2006) Switchgrass as a bioenergy crop. National sustainable agriculture information service. Available at: http://attra.ncat.org/attra-pub/PDF/switchgrass.pdf. Accessed April 2007
Teel A, Barnhart S, Miller G (2003) Management guide for the production of switchgrass for biomass fuel in Southern Iowa. Iowa State University Extension PM 1710. Available at: http://www.extension.iastate.edu/Publications/PM1710.pdf. Accessed April 2007
Walsh M (2007) Switchgrass. Sun Grant Bio Web. Available at: http://bioweb.sungrant.org/Default Accessed 25 Sept 2007
Gibson L, Barnhart S (2007) Switchgrass. Iowa State University Department of Agronomy. Available at: http://www.extension.iastate.edu/Publications/AG200.pdf. Accessed April 2007
Collins M, Ditsch D, Henning J, Turner L, Isaacs S, Lacefield G (1997) Round Bale Hay Storage in Kentucky. University of Kentucky, AGR-171. Available at: http://www.ca.uky.edu/agc/pubs/agr/agr171/agr171.pdf. Accessed September 2007
I-FARM (2007) Integrated crop and livestock production and biomass Planning tool. Online budget tool. Available at: http://i-farmtools.org/i-farm/. Accessed Sept 2007
Berwick M, Farooq M (2003) Truck costing model for transportation managers. Upper great plains transportation institute. North Dakota State University. Available at: http://www.mountain-plains.org/pubs/pdf/MPC03-152.pdf. Accessed September 2007
National Agricultural Statistics Services (2007) Agricultural prices, April 2007. Available at: http://usda.mannlib.cornell.edu/usda/nass/AgriPric//2000s/2007/AgriPric-04-30-2007.pdf. Accessed September 2007
Halich G (2007) Custom machinery rates applicable to Kentucky. University of Kentucky Cooperative Extension Service, Extension No. 07-01. Available at: http://www.uky.edu/Ag/AgEcon/pubs/ext_aec/2007-01.pdf. Accessed September 2007
Sharp Brothers Seed Company, Clinton, MO. Available at: http://www.sharpseed.com/seeds.php. Accessed 29 May 2007
Laughlin D, Spurlock S (2007) Mississippi state budget generator v 6.0. Software, User’s Manual, and Crop and Forage Budgets. Available at: http://www.agecon.msstate.edu/laughlin/msbg.php. Accessed May 2007
Montana Custom Hay. Available at: http://www.wyominghay.com. Accessed 29 May 2007
Tudor Ag (2007) Haywrap economies. Available at: http://www.tudorag.com/HayWrapeconomies.htm. Accessed 29 May 2007
National Agricultural Statistics Service (2006) Indiana agriculture report, labor and wage rates. available at: http://www.nass.usda.gov/Statistics_by_State/Indiana/Publications/Annual_Statistical_Bulletin/0506/pg86–87.pdf. Accessed May 2007
Bureau of Labor Statistics (2006) National industry-specific occupational employment and wage estimates. Available at: http://www.bls.gov/oes/2006/may/naics2_11.htm. Accessed May 2007
Energy Information Administration (2008) Gasoline and fuel update. Available at: http://tonto.eia.doe.gov/oog/info/gdu/gasdiesel.asp#. Accessed 31 March 2008
Author information
Authors and Affiliations
Corresponding author
Electronic Supplementary Material
Below is the link to the electronic supplementary material.
Table A
Parameter assumptions (in author’s original units) (DOC 52 kb)
Table B
Input cost assumptions (in author’s original units) (DOC 53 kb)
Table C
Average product and transportation costs per milligram by farm size/equipment decision (DOC 53 kb)
Table D
Supply analysis costs by one-way distance (DOC 37 kb)
Figure A
Area biomass supply, Marion County plant (DOC 61 kb)
Figure B
Area biomass supply, Tippecanoe County plant (DOC 62 kb)
Figure C
Marion County biomass supply curve (DOC 99 kb)
Figure D
Tippecanoe County biomass supply curve (DOC 97 kb)
Rights and permissions
About this article
Cite this article
Brechbill, S.C., Tyner, W.E. & Ileleji, K.E. The Economics of Biomass Collection and Transportation and Its Supply to Indiana Cellulosic and Electric Utility Facilities. Bioenerg. Res. 4, 141–152 (2011). https://doi.org/10.1007/s12155-010-9108-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-010-9108-0