
Abstract
This paper presents the results of an experimental study of the effects of blast furnace slag, different water/(cement + mineral additive) ratios and pumice aggregates on some physical and mechanical properties of self-compacting lightweight aggregate concrete. In this study, pumice was used as lightweight aggregate. Several properties of self-compacting pumice aggregate lightweight concretes, such as unit weight, flow diameter, T50 time, flow diameter after an hour, V-funnel time, and L-box tests, 7, 28, 90 and 180-day compressive strength, 28-day splitting tensile strength, dry unit weight, water absorption, thermal conductivity and ultrasonic pulse velocity tests, were conducted. For this purpose, 18 series of concrete samples were prepared in two groups. In the first group, pumice aggregate at 100% replacement of natural aggregate was used in the production of self-compacting lightweight aggregate concrete with constant w/(c + m) ratios as 0.35, 0.40, and 0.45 by weight. Furthermore, as a second group, pumice aggregate was used as a replacement of natural aggregate, at the levels of 0, 20, 40, 60, 80, and 100% by volume. Flow diameters, T50 times, paste volumes, 28-day compressive strengths, dry unit weights, thermal conductivities and ultrasonic pulse velocity of self-compacting lightweight aggregate concrete were obtained over the range of 600–770 mm, 3–9 s, 435–540 l/m 3, 10.6–65.0 MPa, 845–2278 kg/m 3, 0.363–1.694 W/mK and 2617–4770 m/s respectively, which satisfies not only the strength requirement of semi-structural lightweight concrete but also the flowing ability requirements and thermal conductivity requirements of self-compacting lightweight aggregate concrete.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Concrete is a multiphase, exceedingly complex and heterogeneous material, and one of the principal materials for structures. However, heterogeneous structure of concrete results in some undesirable effects. Heterogeneity and properties of concrete is mostly concerned with hydration. Hydration, the chemical reaction between water and ingredients of cement, is one of the most important properties of its strength gain process. This property of hydration caused volume change of hydrated cement, varying hydration rate through the concrete and time dependency of strength gain. One of the main effects of strength gain is the improved mechanical properties of concrete. The mechanical property of cement based material is needed by designers for stiffness and deflections evaluation and is a fundamental property required for the proper modelling of its constitutive behaviour and for its proper use in various structural applications. For this reason, determination of mechanical properties of concrete has become very important in terms of design. Due to the economic considerations, there is strong demand on natural resource usage. Moreover, when weights of the structures are considered, not only natural lightweight aggregates but also artificial light materials, such as gas concrete, are used. Incorporation of natural/artificial resources in concrete brings environmental, economic and/or technological benefits 1–14.
Self-compacting concrete (SCC) is considered such that it can be placed and compacted under its self-weight with little or no vibration effort and, is at the same time cohesive enough to be handled without segregation or bleeding [15]. SCC was originally developed at the University of Tokyo, Japan during the year 1986 by Prof. Okamura and his team to improve the quality of construction and also to overcome the problems of defective workmanship [16]. It is used to facilitate and ensure proper filling and good structural performance of restricted areas and heavily reinforced structural members. SCC can also provide a better working environment by eliminating the vibration noise [17].
Self-compacting lightweight aggregate concrete (SCLC) is a kind of high-performance concrete developed from SCC. SCLC combines the favourable properties of lightweight aggregate concrete (LWAC) and SCC, needs no external vibration, and can spread into place, fill the formwork and encapsulate reinforcement without any bleeding or segregation [18]. The use of chemical admixtures is always necessary when producing SCC in order to increase the workability and reduce the segregation. The content of coarse aggregate and the water to binder ratio in SCC are lower than those of normal concrete. Therefore, SCC contains large amounts of fine particles such as blast-furnace slag (BFS), fly ash and lime powder in order to avoid the gravity segregation of larger particles in the fresh mix [19].
Pumice is a natural material of volcanic origin produced by the release of gases during the solidification of lava, and it has been used as the aggregate in the production of lightweight concrete in many countries around the world. So far, the use of pumice was dependent on the availability and limited in the countries where it is locally available or easily imported. Approximately, 7.4 billion m 3 (40%) of the total 18 billion m 3 of pumice reserve is located in Turkey [20]. Therefore, the use of pumice as aggregate or mineral additive in production of SCC may be a good approach to the production of lightweight, easy workable, economic and environmental concrete.
There has been an increase in using SCC in recent years and a number of papers have been published 19; 21. However, there is very little documentation on SCLC, which has superior advantages as using natural materials, lightness and easy workability. Thus, a study was performed following the literature information given above. For this purpose, experimental studies were carried out in two base groups. In the first group, concrete specimens with three different water/(cement + mineral additive) portions were prepared by using volcanic originated pumice aggregate at 100% replacement of natural aggregate. In the second group, concrete specimens with constant water/(cement + mineral additive) portions and complemented by BFS instead of cement were produced by replacing pumice five different ratios instead of the normal aggregate. Then, physical and mechanical properties as workability, unit weight, compressive and splitting tensile strength, thermal conductivity and ultrasonic pulse velocity (UPV) of SCC were investigated.
2 Materials and experimental study
2.1 Materials
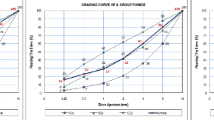
In this study, CEM I 42.5 N and BFS were used. This BFS supplied from Karabük Factory of Karçimsa Cement Industry and Trade Inc. Pumice aggregate, supplied from volcanic slug furnace at Demirdöven region of Pasinler/Erzurum, was used as lightweight aggregate. Chemical properties of cement, BFS and pumice aggregate are given in table 1; physical and mechanical properties are given in table 2. For the natural aggregates, natural sand from Aras River and crushed gravel aggregates supplied from Yağan region of Erzurum were used as normal aggregate. The grading curves of pumice and normal aggregates used in experiments were presented in figure 1. As seen in figure 1, both normal and pumice aggregates grading curves are not only between the upper (C16) and lower (A16) bound curves, but also very close to mid curve (B16), which is standardized by national and international standards for the maximum aggregate size (16 mm). These curves are designed to obtain maximum compactness of the normal and pumice aggregates. Specific gravity factor (SGF) incorporates compensation for absorption of free water by pumice aggregates, but it is used in exactly the same way to calculate specific gravity of natural aggregates. SGF is essential for the mixture design of lightweight aggregate concrete, as a result of absorption properties of lightweight aggregates. SGF of lightweight aggregate was used in calculation of effective volume for 1 m 3 concrete; specific gravity and moisture percentages of normal aggregate were also used.

Grading curves of pumice and normal aggregates used in group I and II experiments. A16: Lower bound grading curve; B16: Mid grading curve; C16: Upper bound curve.
Furthermore, SGF, specific gravity (SG) and water absorption values of normal and lightweight aggregates for different grain sizes were given in table 3. Besides, the ratio of fine aggregate was determined as 50% and 60% in the experiments to ensure the condition of self-compacting of fresh concrete, respectively.
As a result of this adjustment, aggregate ratios grain classes were determined as 30% and 42% for 0–2 mm, 20% and 18% for 2–4 mm, 35% and 20% for 4–8 mm, 15% and 20% for 8–16 mm in group I and II experiments, respectively. The fineness modulus was 3.86 for group I and 3.50 for group II mixes. Furthermore, a third generation modified polycarboxylate-based hyper-plasticizer was used in the concrete mix to provide viscosity, and an air entraining admixture was used to reduce the risk of segregation and to increase the cohesion in some cases.
2.2 Experimental study
This study was carried out in two groups. In the first group of experiments, pumice at 100% was used as the aggregate in concrete. SCC samples were produced at three different w/(c + m) ratios (35, 40, 45%) and three different BFS ratios (20, 30, 40%). In the second group of experiments, pumice at five different ratios (20, 40, 60, 80, 100%) was used instead of normal aggregate for every grain grade. The w/(c + m) ratio was constant as 0.30 and BFS at 40% of cement weight was replaced instead of cement. Hyper plasticizer and air entraining agents were used in SCC mixes to increase workability, and to decrease segregation and bleeding. Thus, fresh and hardened concrete properties as workability, unit weight, and compressive strength, splitting tensile strength, UPV and thermal conductivity of produced normal, structural semi-lightweight, structural lightweight and lightweight SCC were investigated. Concrete mixture proportions are given in table 4 and table 5 for group I and II concrete samples, respectively.
2.3 Workability tests
Self-compacting ability of SCC may be defined by three parameters; filling ability, resistance to segregation and passing ability [23]. Haist et al [24] proposed three mix proportions for SCLC and assessed their self-compacting properties by the slump flow, J-ring, V-funnel, and L-box tests. It has been found that, compared to SCC, there is no significant difference in the mix proportion design except for the aggregate used [18]. To determine the fluidity and workability properties of SCC, V-funnel tests were performed to have information about flowing ability and viscosity with flow diameter and time of fresh concrete (figure 2).

Slump flow test.
Besides, the L-box tests were made to determine the passing ability from narrow sections of fresh concrete. These fresh concrete tests were conducted according to standards of [23], prepared by the European Working Group on SCC. Furthermore, to produce proper self-compacting mixes, several preliminary trials on self-compacting pumice concrete were carried out. For each mixture, the flow diameter, time to flow a diameter of 50 cm (T 50 time), flow diameter after one hour, V-funnel flow time, V-funnel times delayed 5 min, L-box ratio, air temperature and the unit weight of fresh concrete were measured. The details of the fresh concrete tests for SCC were given elsewhere [18; 23]. The V-funnel flow test is to evaluate the fluidity of SCLC and the ability for SCLC to change its path and to pass through a constricted area. For this test, the V-funnel apparatus is shown in figure 3, the total time for SCLC to flow through the V-funnel was measured. According to EFNARC [13; 23], for class 1 SCC T v is smaller than 8 s and for class, 2 SCC T v is 9–25 s [18]. The measured values of T v and T 50 time are presented in table 6 and table 7.

V-funnel test.
The L-box test is used to evaluate the fluidity of SCLC and the ability for SCLC to pass through steel bars [18]. The L-box consists of a “chimney” section and a “channel” section as shown in figure 4. With the L-box, the height of concrete in the chimney, h 1, the height of concrete in the channel section, h 2, and the time for SCLC to reach 400 mm from three steel bars, T 400, can be measured. According to EFNARC [23], when the ratio of h 2 to h 1 is larger than 0.8, SCC has good passing ability. The measured values of h 2/h 1 are shown in table 6 and table 7.

L-box test.
3 Experimental results
3.1 Fresh concrete results
According to EFNARC [23] standard, the flow diameter, time to flow a diameter of 50 cm (T 50 time), flow diameter after an hour, V-funnel flow time, V-funnel times delayed 5 min, L-box ratio, air temperature and the unit weight of fresh concrete were measured for each mixture. The results of fresh concrete experiments obtained from the samples in group I and II are given in table 6 and table 7 as follows.
The flow diameters of concrete with BFS and without BFS were measured as 620–720 mm and 600–650 mm respectively. For all mixtures, as w/(c + m) rate increased, flow diameter increased because of shear stress and viscosity of concrete decreased. The BFS replacement of cement caused to increase the workability and flow diameter of the mixture.
The flow diameter of concrete samples in group II varied between 645 and 770 mm as seen in table 7. For this group, the relationships between flow diameter and unit weight of concrete are shown in figure 5. The mixtures satisfied 650–800 mm value of flow diameter, as proposed by EFNARC [23]. Results show that as density of SCLC increases, its workability increases too. This is a prospective result since the spread and placement properties of SCC are provided by its weight. Due to increasing weight of the mix, the spreading capability will be enhanced at the fresh stage. Times to flow a diameter of 50 cm was measured as 4–6 s and 3–9 s in group I and II experiments, respectively. According to the results of Dowson [25], the time to flow a diameter of 50 cm is not more than 3 s. EFNARC [23] also suggested that the time to flow a diameter of 50 cm is 2–5 s. The time to flow a diameter of 50 cm is related to flow rate and plastic viscosity of concrete. The shear stress and viscosity of fresh concrete decreased as the amount of water increased for all mixtures. The BFS replacement of cement increased the flow rate of concrete. On condition that the w/(c + m) rate and the type of mineral additive were constant, when pumice rate was increased in the aggregate, the time to flow a diameter of 50 cm extended (figure 6).

Effect of unit weight on flow diameter.

Relationship between lightweight aggregate ratio with time to flow a diameter of 50 cm.
The mineral additives slow the strength gain because of their low pozzolanic activity when the amount of mineral additive increased in the mixture. As a result, loss of workability decreased generally as mineral additive and amount of water increased. V-funnel flow times were measured as 9–17 s in group I.
Besides, in this group increasing BFS rate also increased the passing ability of SCC. However, flow time extended because of the segregation as w/(c + m) rate exceeded the EFNARC optimum value. V-funnel flow times were measured as 9–26 s in group II experiments. The increasing lightweight aggregate rate, i.e. decrease of unit weight, extended the V-funnel flow time. For group II, the relationship between unit weight of fresh concrete and V-funnel flow time was given in figure 7.

Effect of unit weight on V-funnel flow time.
Khurana & Topçu [26], for the flow times through V- funnel of SCC with different maximum grain size (\(D_{\max }\)), suggested boundary values as following; 8–12 s for \(D_{\max } =\) 15 mm, for 11–15 s for \(D_{\max } =\) 20 mm. The EFNARC [23] committee also suggested that the V-funnel flow time becomes 6–12 s.
In this test, the exit time of concrete through orifice is measured. Extension of this time in SCLC is ordinary, since increasing weight of the mix enhanced the spreading capability at the fresh stage. Therefore, the V-funnel flow times on the amount of recommended values can be considered suitable for V-funnel flow time. The difference of V-funnel time delayed 5 min was 8–13 s in group I. The EFNARC [23] Committee indicated that if there is a difference of more than 3 s according to first flow time, there is the static segregation. It was seen that the flow time decreased in w/(c + m) ratio 0.35–0.40 mixtures, but flow time increased in w/(c + m) ratio 0.45 mixtures as the amount of water increased. Therefore, the static segregation risk increased since the viscosity of fresh concrete decreased as the amount of water increased on the optimum value in fresh concrete. As a result of this, V-funnel time, delayed 5 min, extended. The V-funnel time, delayed 5 min, increased when the lightweight aggregate ratio increased as w/(c + m) was constant. This increasing V-funnel time is probably because the driving force responsible for funnel flow increases with the not only aggregate but also concrete density. Blocking occurred in mixtures produced by the pumice aggregate of 100% and lack of air entraining admixture.
In the group I experiments, L-box (h 1/h 2) ratios were measured as 0.77–0.93 in group I and II experiments, respectively. It was seen that the L-box (h 1/h 2) ratio increased as the amount of BFS and w/(c + m) ratio increased for all mixtures. This is probably because of increasing density and flowability, respectively. Besides, that increased when the amount of normal aggregates increased in all mixtures, i.e. the passing ability had increased as unit weight of fresh concrete increased. The relationship between L-box (h 1/h 2) ratio and unit weight of fresh concrete in the group II was shown in figure 8.

Relationship between L-box (h 1/h 2) ratio and unit weight of fresh concrete in group II.
So, the L-box (h 1/h 2) ratio is equal to 1 (one) in a very fluid material. The report of the EFNARC [23] committee indicated that if this ratio is smaller than 0.8, there is a risk of aggregate being blocked. However, Bernabeu & Laborde [27] reported that the mixtures of L-box ratio 0.65 (flow diameter of 60 cm) easily filled the formwork, according to results from their experiments.
As expected, increasing unit weight of fresh concrete increased the spreading ability. However, the increasing lightweight aggregate ratio would be expected to decrease spread ability of fresh concrete, but the evaluation of the mixture characteristics resulted increasing spreading ability, also. This is accompanied with the BFS inclusion into the mixture.
3.2 Hardened concrete results
Hardened concrete properties were examined separately for group I and II experiments as in fresh concrete test results. The test results of dry unit weight, compressive strength for 7, 28, 90 and 180 days, splitting tensile strength for 28 days, thermal conductivity and UPV (figure 9) were given in table 8 and table 9 for group I and II specimens, respectively. Ultrasonic pulse velocities were measured by a pulse meter with an associated transducer pair. The transducer pair had a nominal frequency of 54 kHz. The principle of ultrasonic pulse velocities measurement involves sending a wave pulse into concrete and measuring the travel time for the pulse to propagate through the samples. The pulse is generated by a transmitter and received by a receiver. In the experimental studies, the transmitter and receiver were placed at the top and bottom surfaces of a cylindrical specimen, respectively. For each mixture, three samples of 100 × 200 mm cylinders (totally 270 specimens) were prepared and cured in lime-saturated water at 20 ±3 ∘C until the testing time. At the testing age, samples were tested for compressive strength, and splitting-tensile strength in accordance with ASTM C-192 and ASTM C-496, respectively.

Schematic diagram of pulse velocity measurement.
In group I, dry unit weights of concrete samples were specified between 845–1031 kg/m 3 and 1014–1037 kg/m 3 for those produced with lightweight aggregate of 100% and control samples not containing mineral additive. Although there was not a big difference between them, replacing of BFS instead of cement in mixture reduced unit weight. Besides, the unit weights of concretes reduced as w/(c + m) ratio and amount of mineral additive increased in mixture. The reason behind this situation is the increase of spaces in concrete structure with the increasing w/(c + m) ratio and that mineral additives were replaced instead of cement with lower specific gravity than cement.
Dry unit weights of mixtures in group II were also found between 1266 and 2156 kg/m 3. In this group, the unit weight of concrete significantly decreased with the increasing lightweight aggregate ratio. Demirboğa [28] indicated that depending on the production method of lightweight concretes and type of aggregate, the unit weight of lightweight concretes may vary between 1360–1840 kg/m 3 for structural lightweight concretes and 320–1120 kg/m 3 for heat insulating concretes.
The unit weight of conventional concrete is considered around 2300 kg/m 3, while the 100% pumice SCLC’s is lighter. Since, the unit weights of all other mixtures except for mixtures containing conventional aggregate 100% and 80% is lower than 1840 kg/m 3, these are incorporated into the class of structural lightweight concretes. Despite the high powder content of group I samples, compressive strengths for 7, 28, 90 and 180 ages were found between 7.6–9.6, 11.2–13.6, 12.2–15.2 and 12.7–16.4 MPa, as 100% replacement of natural aggregate with pumice aggregate, respectively (table 8). The changes of compressive strength depending on the age of concrete were given in figure 10.

Time-dependent compressive strength of samples in group I.
Compressive strengths for 7, 28, 90 and 180 days in the group II experiments were given in table 8. The relationship between lightweight aggregate ratio and time-dependent compressive strength was also shown in figure 11. 90 and 180-day compressive strengths of mixtures, including BFS were approximate or higher values than control samples.

Relationship between lightweight aggregate ratio and compressive strength of group II.
The decrease of strength and unit weight with an increase of the amount of lightweight aggregate in mixture is explicit. In the group I experiments, when the ratio of lightweight aggregate was 20% in concrete mixture unit weight, and 28-day compressive strength decreased approximately 9% and 42%, respectively. The water absorption values of concrete samples in group I and control samples were 15.44–25.09% and 12.62–16.03% by weight, respectively. Those were also specified as 3.69–14.98% for Group II mixtures (table 9). Water absorption ratios of control samples without mineral additive were less for the same w/(c + m) ratio. Furthermore, the increase rate of mineral additive in the mixture also increased the water absorption ratios. Water absorption ratios of control samples without mineral additive had been less for samples with lightweight aggregate and mineral additive. Furthermore, the increase at the rate of water absorption was an expected result since the increase at the rate of lightweight aggregate in mixture caused an increase in the volume of space in concrete.
The coefficients of thermal conductivity of SCLC in group I and control samples were found as 0.363–0.597 W/mK and 0.545–0.613 W/mK, respectively. The decrease of thermal conductivity was an expected result since the volume of space in concrete increased as the w/(c + m) ratio increased. Also, the thermal conductivity of mixtures decreased as rate of BFS with lower unit weight than cement increased. Control samples without mineral additive had higher thermal conductivity value for the same w/(c + m) ratio. It was understood from all these results that thermal conductivity of SCLC is directly proportional with unit weight as in conventional concrete. This relationship was shown for group I mixtures in figure 12a.

Relationship between thermal conductivity coefficient and dry unit weight for group I and II.
The coefficients of thermal conductivity of SCLC in group II were also found as 0.642–1.694 W/mK. Factors affecting the coefficient of thermal conductivity in the group I experiments also generated similar effects for group II experiments. On the other hand, the increase in rate of lightweight aggregate decreased the coefficient of thermal conductivity as expected. Therefore, unit weight and thermal conductivity decreased 7%, 45% and 62% when the lightweight aggregate ratios in mixture were 20%, 60%, and 100%, respectively. The changes in coefficients of thermal conductivity with the rate of lightweight aggregate and dry unit weight for group II were shown in figure 12b.
As a result, the path length of the ultrasonic pulse was the length of the specimen, which was measured by using a vernier with a minimum reading of 0.01 mm. The ultrasonic pulse velocities of SCLC in group I and II experiments were found between 2617–2852 m/s and 3152–4770 m/s, respectively. The variables affecting compressive strength also affected UPV. Therefore, ultrasonic pulse velocities also increased linearly with the increase in compressive strength.
Ultrasonic pulse velocities of samples in group II also reduced significantly with the increase in the amount of lightweight aggregate in mixture as in compressive strength. The relationship between ultrasonic pulse velocities and 28-day compressive strength of samples in group I and II were given in figure 13.

Ultrasonic pulse velocity and 28-day compressive strength of group I and II.
4 Conclusions
Some results and recommendations that can be inferred from all of this experimental study are summarized below.
-
(i)
In all mixtures, the increase in the amount of BFS improved the self-compactability properties since that decreased the shear stress of concrete without increase in viscosity excessively.
-
(ii)
Because of the pumice and natural aggregate usage together in SCLC, the unit weight, thermal conductivity and UPV values of concrete samples decreased while the compressive strengths and water absorption ratios increased with replacing BFS instead of cement in group II. However, this reason is not related to the BFS but the pumice ratio.
-
(iii)
It was seen that the workability was also increased with the density of SCLC increased. This was an expected result since the compacting and spreading properties of SCC were provided by its own weight.
-
(iv)
The increase in amount of BFS retarded the bonding of water into mixture because of low pozzolanic activities of BFS. As a result of this, the loss of workability decreased in general with the increase in amount of BFS and water.
-
(v)
The increase in amount of pumice aggregate ratio, while the BFS is constant, increased the water absorption ratios and decreased the unit weights, also. As a result of this, the loss of workability increased in general with the increase in amount of pumice aggregate.
-
(vi)
The increase of lightweight aggregate rate (i.e. decrease of density) increased the V-funnel flow time of SCC. There are two reasons for this. First, the flow time extends as the unit weight decreases. The concrete flow is occurred as the concrete’s own weight exceeds threshold stress. Therefore, V-funnel flow time, which was a little above the recommended value may be acceptable. Second, the increase in the amount of lightweight aggregates in mixture also increased the tendency to segregation of fresh concrete.
-
(vii)
When the humidity control of aggregate was neglected and was not considered in concrete mix design, significant fluctuations occurred in data of self-compactability tests. Therefore, especially grading and moisture content of pumice aggregate should be checked frequently and a quality entry plan with common-period must be created for this. Besides, the pumice aggregate should be stocked in closed storage areas and provision for its properties should be made in order not to change the production stages.
-
(viii)
Water absorption rate of lightweight aggregates is quite high. The continuance to adsorb the water of lightweight aggregate has affected the homogeneity of experiments during mixing and fresh concrete tests. Hence, the saturated lightweight aggregates should be used for future studies.
-
(ix)
In the case of blended cement used in mixture, the type of mineral additives used in cement mixture should be determined and considered in the mixture account.
-
(x)
It was determined that the percentage of entrained air is very important to avoid the segregation problems. Despite the smaller amount of air is entrained, the production of mixture not to generate the segregation problems will enable to production of concrete with higher hardened concrete properties.
-
(xi)
In future studies, the adequacy of adherence with reinforcement, shrinkage conditions and durability properties of SCLC should be investigated. Besides, the lightweight aggregate and normal aggregate combinations that would lead to maximum compacting, and less segregation may be investigated to leave the minimum air void in design of SCLC.
References
Aydın A C, Tortum A and Yavuz M 2006 Prediction of concrete elastic modulus using adaptive neuro-fuzzy inference system. Civil Eng. Environ. Syst. 23: 295–309
Aydın A C, Arslan A and Gül R 2007 Mesoscale simulation of cement based materials time dependent behavior. Comput. Mater. Sci. 41(1): 20–26
Aydın A C, Düzgün O A and Tortum A 2008 Determination of the optimum conditions for steel fibers on the mechanical properties of natural lightweight aggregate concrete. Pollack Perodika 3(1): 101–112
Aydın A C, Karakoç M B, Düzgün O A and Bayraktutan M S 2010 Effect of low quality aggregates on the mechanical properties of lightweight concrete. Sci. Res. Essays 5(10): 1133–1140
Aydin A C, Oz A, Polat R and Mindivan H 2015 Effects of the different atmospheric steam curing processes on the properties of self-compacting-concrete containing microsilica. Sadhana Acad. Proc. Eng. Sci. 40(4): 1361–1372
Gül R, Okuyucu E, Türkmen İ and Aydın A C 2007 Thermo-mechanical properties of fiber reinforced raw perlite concrete. Mater. Lett. 61(29): 5145–5149
Aydın A C 2007 Self compactibility of high volume hybrid fiber reinforced concrete. Construct. Build. Mater. 21: 1146–1151
Aydın A C and Gül R 2007 Influence of volcanic originated natural materials as additives on the setting time and some mechanical properties of concrete. Construct. Build. Mater. 21: 1274–1278
Düzgün O A, Gül R and Aydın A C 2005 Effect of steel fibers on the mechanical properties of natural lightweight aggregate concrete. Mater. Lett. 59: 3357–3363
Tortum A, Celik C and Aydın A C 2005 Determination of the optimum conditions for tire rubber in asphalt concrete. Build. Environ. 40: 1492–1504
Oğuz E and Aydın A C 2003 Prediction of adsorption velocity of phosphate removal from wastewater with gas concrete, including Ph, temperature, and agitation speed. Int. J. Environ. Pollut. 19: 603–614
Hasar U C, Akkaya G, Aktan M, Gozu C and Aydın A C 2009 Water-to-cement ratio prediction using ANNs from non-destructive and contactless microwave measurements. Progr. Electromagn. Res. PIER 94: 311–325
Hasar U C, Simsek O and Aydın A C 2010 Application of varying-frequency amplitude-only technique for electrical characterization of hardened cement-based materials. Microwave Opt. Technol. Lett. 52 (4): 801–805
Turkmen İ, Öz A and Aydın A C 2010 Characteristics of workability, strength, and ultrasonic pulse velocity of SCC containing zeolite and slag. Sci. Res. Essays 5(15): 2055–2064
Boukendakdji O, Kenai S, Kadri E H and Rouis F 2009 Effect of slag on the rheology of fresh self-compacted concrete. Construct. Build. Mater. 23: 2593–2598
Sukumar B, Nagamani K and Srinivasa Raghavan R 2008 Evaluation of strength at early ages of self-compacting concrete with high volume fly ash. Construct. Build. Mater. 22: 1394–1401
Siddique R 2011 Properties of self-compacting concrete containing class F fly ash. Mater. Des. 32: 1501–1507
Wua Z, Zhang Y, Zheng J and Ding Y 2009 An experimental study on the workability of self-compacting lightweight concrete. Construct. Build. Mater. 23: 2087–2092
Khatib J M 2008 Performance of self-compacting concrete containing fly ash. Construct. Build. Mater. 22: 1963– 1971
Kotan T and Gül R 2010 Effect of atmospheric pressure steam curing to mechanical properties of lightweight concrete produced with Erzurum–Pasinler pumice. Mach. Technol. Mater. Int. Virtual J. 4–5: 66–69
Kurt M, Aydin A C, Gül M S, Gül R and Kotan T 2015 The effect of fly ash to self-compactibility of pumice aggregate lightweight concrete. Sadhana Acad. Proc. Eng. Sci. 40 (4): 1343–1360
TS EN 1097-2 2010 Tests for mechanical and physical properties of aggregates. Türk Standardlari Enstitüsü, Necatibey Caddesi No.112 Bakanliklar, Ankara, Turkey
EFNARC 2002 Specifications and guidelines for self-compacting concrete. EFNARC, Association House, 99 West Street, Farnham, UK, www.efnarc.org, ISBN 0 953973344, 32pp
Haist M, Mechtcherine V, Beitzel H and Müller H S 2003 Retrofitting of building structures using pumpable self-compacting lightweight concrete. Proceedings of the 3rd international symposium on self-compacting concrete. Reykjavik, RILEM Publications, 776–785
Dowson A J 2002 The application, self-compacting concrete (SCC) in precast products. BIBM 17 th International Congress of the Precast Concrete Industry. 2002, Istanbul (Turkey), 425–472
Khurana R and Topçu O 2000 Role of Superplasticizers in the development of self-compacting concrete. Second International Symposium on Cement and Conc. Tech. in the 2000s, vol I, Istanbul, Turkey, 473–482
Bernabeu M and Laborde 2000 Brite euram project: rational production and improved working environment through using self compacting concrete- final report: task 8.3 production system for civil engineering, GTM Construction
Demirboğa R, Örüng İ and Gül R 2001 Effects of expanded perlite aggregate and mineral admixtures on the compressive strength of low-density concretes. Cement Concrete Res. 31: 1627–1632
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
KURT, M., KOTAN, T., GÜL, M.S. et al. The effect of blast furnace slag on the self-compactability of pumice aggregate lightweight concrete. Sadhana 41, 253–264 (2016). https://doi.org/10.1007/s12046-016-0462-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12046-016-0462-2