
Abstract
Friction stir processing (FSP) was applied to fabricate boron carbide (B4C) particulate reinforced copper surface composites. The effect of FSP parameters such as tool rotational speed, processing speed and groove width on microstructure and microhardness was investigated. A groove was contrived on the 6 mm thick copper plates and packed with B4C particles. FSP was carried out using five various tool rotational speeds, processing speeds and groove widths. Optical and scanning electron microscopies were employed to study the microstructure of the fabricated surface composites. The results indicated that the selected FSP parameters significantly influenced the area of surface composite, distribution of B4C particles and microhardness of the surface composites. Higher tool rotational speed and lower processing speed produced an excellent distribution of B4C particles and higher area of surface composite due to higher frictional heat, increased stirring and material tranportation. The B4C particles were bonded well to the copper matrix and refined the grains of copper due to the pinning effect of B4C particles. B4C particles retained the original size and morphology because of its small size and minimum sharp corners in the morphology.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Copper-based ceramic particulate reinforced metal matrix composites (CMMCs) have been gaining much attention owing to their good mechanical, thermal and tribological properties. CMMCs are applied where good wear resistance without loss of thermal and electrical conductivity of the matrix is needed (Dhokey & Paretkar, 2008). The introduction of hard, non-deformable ceramic particles into matrix alloy causes a loss in ductility and toughness of CMMC. The life of components depends on surface properties in many applications. Therefore, it is appropriate to modify the surface of the component by reinforcing with ceramic particles while the inner matrix retains the ductility and toughness. The modified surface layer is called as surface composite (Attia, 2001).
Friction stir processing (FSP) is a novel solid state technique to fabricate surface composite. Mishra et al (2003) developed FSP, based on the principles of friction stir welding (FSW). One method to produce surface composite using FSP is to make a groove of required depth, compact with ceramic particles, plunge the tool and traverse along the groove (Yadav & Bauri, 2010). The frictional heat softens the matrix alloy and the ceramic particles are distributed within the plasticized matrix alloy by the stirring action of the tool. This technique has been effectively explored by several investigators to fabricate surface composite on aluminum, magnesium, steel and titanium alloys (Mazaheri et al, 2011; Mahmoud et al, 2008; Asadi et al, 2010, 2011; Salekrostam et al, 2010; Shamsipura et al, 2011).
Barmouz et al (2011a, b, c) successfully applied the FSP technique to fabricate Cu/SiC surface composite in recent times. They have studied various aspects of the FSP process on the formation of Cu/SiC surface composite. It was reported that the processing speed significantly influenced the distribution of SiC particles. Higher processing speed led to poor distribution of SiC particles and vice versa (Barmouz et al, 2011a). The size of the SiC particles considerably influenced the grain size and wear rate of Cu/SiC surface composite. Nano size SiC particles yielded finer grains and lower wear rate compared to macro size SiC particles. Increased volume fraction of both micro and nano sized SiC particles enhanced the wear resistance of the composite layer (Barmouz et al, 2011b). Increasing the number of passes resulted in the reduction of the SiC particles size and grain size of copper and improved the dispersion and separation of SiC particles due to longer processing time and severe stirring action in the stir zone (Barmouz & Givi, 2011). The tool pin profile also contributed to the formation of Cu/SiC surface composite. A straight cylindrical pin profile produced a uniform distribution of SiC particles and finer grain size in the stir zone, increased hardness and wear resistance compared to the square pin profile (Barmouz et al, 2011c).
The major process parameters which influence the microstructure and other properties of surface composite are tool rotational speed, processing speed, axial force, tool pin profile, number of passes and groove design. Some studies on the effect of those process parameters on the surface composites fabricated on aluminum and magnesium alloys were reported in the literature. Mahmoud et al (2008) fabricated AA1050/SiC surface composite using FSP and reported that higher tool rotational speed and multiple pass improved the dispersion of SiC particles. Mahmoud et al (2009) investigated the effect of tool pin profile on the microstructure of AA1050/SiC surface composite and concluded that square tool pin profile yielded finer distribution of SiC particles. Yang et al (2010) synthesized AA6061/Al2O3 nano surface composite using FSP and observed homogeneous distribution of nano Al2O3 particles when axial force and the number of passes were increased. Asadi et al (2010) developed AZ91/SiC surface composite using FSP and analysed the effect of tool rotational speed, processing speed and tool tilt angle on the formation of macroscopic defects. Azizieh et al (2011) produced AZ31/Al2O3 nano surface composite using FSP and noticed uniform distribution of Al2O3 particles at higher tool rotational speed using threaded profile tool after four passes.
Boron carbide (B4C) has excellent chemical and thermal stability, high hardness and low density and is used for manufacturing of armor tank, neutron shielding material, etc. (Chen et al, 2009; Guo et al, 2011, 2012). B4C coating is applied on copper and steel using various methods which is extensively used in nuclear industries (Nanobashvili et al, 2002; Maruyama & Onose, 1999). In the present work, an attempt is made to fabricate Cu/B4C surface composite using FSP and study the effect of tool rotational speed, processing speed and groove width on the microstructure and microhardness of the same.
2 Experimental procedure
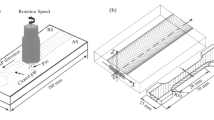
Commercially available pure copper plates of 100 mm length, 50 mm width and 6 mm thickness were used in this study. The optical photomicrograph of as received copper plate is shown in figure 1a. A groove was made in the middle of the plate using wire EDM and compacted with B4C powder. The average size of B4C particles is 4 \(\upmu \)m. The SEM photomicrograph of B4C particles is shown in figure 1b. A pinless tool was initially employed to cover the top of the groove after filling with B4C particles to prevent the particles from scattering during FSP. A tool made of double tempered hot working steel as shown in figure 2 was used in this study. The tool had a shoulder diameter of 20 mm, pin diameter of 5 mm and pin length of 3 mm. The FSP was carried out on an indigenously built FSW machine as per the processing plan given in table 1. The FSP procedure to produce surface composite is schematically shown in figure 3.

(a) Optical photomicrograph of copper and (b) SEM micrograph of B4C particles.

Fabricated friction stir processing tool.

FSP procedure to fabricate surface composite: (a) cutting a groove, (b) compacting the groove with ceramic particles, (c) processing using a pinless tool and (d) processing using a tool with pin.
Two specimens were obtained from the centre of the friction stir processed plate and were polished as per standard metallographic procedure. The polished specimens were etched with a colour etchant containing 20 g chromic acid, 2 g sodium sulphate, 1.7 ml HCl (35%) in 100 ml distilled water. The digital image of the macrostructure of the etched specimen was captured using a digital optical scanner. The microstructure was observed using a metallurgical microscope and a scanning electron microscope. The microhardness was measured using a microhardness tester at 500 g load applied for 15 s at various locations in the surface composite.
3 Results and discussions
The typical crown appearance of friction stir processed copper with B4C particles is shown in figure 4. The crown presents a smooth appearance without depressions or prominences. Semicircular features similar to those formed during the conventional milling process are seen. The selected process parameters are sufficient to produce defect-free crown. The process parameters were selected based on trial experiments. Some of the defects encountered in trail experiments such as rough surface induced by insufficient plastic flow, tool dragging, incomplete bonding and cracks are displayed in figure 5. It is essential to obtain a smooth crown appearance owing to the fact that each surface irregularity in the crown leads to other kind of internal defects in the surface composite.

Typical crown appearance of friction stir processed copper using B4C particles.

Typical defects appeared in trial specimens: (a) rough surface induced by insufficient plastic flow, (b) tool dragging, (c) incomplete bonding and (d) cracks.
3.1 Effect of tool rotational speed
The variation of macrostructure when tool rotational speed was increased from 800 rpm to 1200 rpm is presented in figure 6. The processing speed (40 mm/min) and groove width (0.7 mm) were kept constant. It is evident from the figure and table 2 that the tool rotational speed greatly influences the area of friction stir processed zone which contains the surface composite. When tool rotational speed was increased, the area of surface composite increased. The area of surface composite was measured using an image analysing software. The area of surface composite was found to be 27 mm2 at 800 rpm and 39 mm2 at 1200 rpm.

Macrostructure of friction stir zone at tool rotational speed: (a) 800 rpm, (b) 900 rpm, (c) 1000 rpm, (d) 1100 rpm and (e) 1200 rpm.
The rubbing of the tool shoulder on the copper substrate generates frictional heat. The amount of frictional heat generated is dependent on the tool rotational speed (Rajakumar et al, 2011). The frictional heat causes the copper to plasticize. The amount plasticized copper is dependent on the available frictional heat. When the tool rotational speed increases, the frictional heat generated increases. The amount of plasticized copper is subsequently increased. Therefore, the area of surface composite increases when tool rotational speed is increased.
The effect of tool rotational speed on the microstructure of Cu/B4C surface composite is shown in figure 7. The optical micrographs clearly reveal the distribution of B4C particles in the copper matrix. The distribution is not uniform at 800 rpm due to the presence of agglomeration of B4C particles at several places. When tool rotational speed was increased, the agglomerations gradually disappeared. The optical micrograph of surface composite fabricated at 1200 rpm shows (figure 7e) excellent distribution of B4C particles. The SEM micrographs as presented in figure 8 show the variation of microstructures as a function of tool rotational speed at higher magnification. The average spacing between B4C particles increased when tool rotational speed was increased. Tool rotational speed does two more functions apart from frictional heat generation. Tool rotation stirs the plasticized materials as well as influences material flow behaviour across the friction stir processed zone. The formation of agglomerations at 800 rpm can be attributed to insufficient stirring and inadequate material flow from the advancing side to retreading side. The B4C particles which were packed in the groove did not mix with the plasticized copper properly. Hence, agglomerations were formed. When tool rotational speed increased, the amount of stirring and material flow are increased. The friction stir processing zone where surface composite is formed is subjected to high plastic strain. The high plastic strain and enhanced stirring shatter the agglomerations into fine dispersion in the copper matrix. The optical and SEM micrographs of the surface composite fabricated at 1200 rpm show agglomeration-free fine distribution of B4C particles. It is evident from the micrographs that the tool rotational speed is an important process parameter which significantly dictates the distribution of B4C particles.

Optical photomicrograph of Cu/B4C surface composite at tool rotational speed: (a) 800 rpm, (b) 900 rpm, (c) 1000 rpm, (d) 1100 rpm and (e) 1200 rpm.

SEM micrograph of Cu/B4C surface composite at tool rotational speed: (a) 800 rpm, (b) 1000 rpm and (c) 1200 rpm.
The effect of tool rotational speed on the microhardness of Cu/B4C surface composite is shown in figure 9. The microhardness decreased when tool rotational speed was increased. The microhardness was found to be 175 Hv at 800 rpm and 132 Hv at 1200 rpm. The presence of agglomerations causes a higher variation of hardness across the surface composite. The possibility of indenter resting directly on the B4C particles increased due to agglomerations when hardness measurement was carried out at even spacing. This leads to higher hardness at 800 rpm. The decrease in hardness when tool rotational speed was increased can be attributed to the following. The increase in tool rotational speed breaks up agglomerations as discussed above. The distribution of B4C particles becomes uniform at higher tool rotational speed. Since the area of surface composite concurrently increases, it results in an overall drop in volume fraction of B4C particles (table 2). Because, the same amount of B4C particles packed in the groove is to be distributed to more amount of plasticized copper. Therefore, the hardness of the surface composite is lower at 1200 rpm.

Effect of tool rotational speed on microhardness variation of Cu/B4C surface composite.
3.2 Effect of processing speed
The variation of macrostructure when processing speed was increased from 20 mm/min to 60 mm/min is presented in figure 10. The tool rotational speed (1000 rpm) and groove width (0.7 mm) were kept constant. It is evident from the figure and table 2 that the processing speed greatly influenced the area of surface composite. When processing speed was increased, the area of surface composite decreased. The area of the surface composite was found to be 45 mm2 at 20 mm/min and 23 mm2 at 60 mm/min. The processing speed determines the residing time of the frictional heat (Mishra & Ma, 2005). When processing speed is increased, the residing time of the frictional heat is decreased. The residing time is high at low processing speed of 20 mm/min. Hence, more amount of copper is plasticized leading to higher area of surface composite. When processing speed is increased, the amount of plasticized copper is decreased due to reduced availability of frictional heat. The area of surface composite is subsequently reduced.

Macrostructure of friction stir zone at processing speed: (a) 20 mm/min, (b) 30 mm/min, (c) 40 mm/min, (d) 50 mm/min and (e) 60 mm/min.
The effect of processing speed on the microstructure of Cu/B4C surface composite is shown in figure 11. The optical micrograph of surface composite fabricated at 20 mm/min shows (figure 11a) homogeneous distribution of B4C particles. The distribution is not uniform (figure 11e) at 60 mm/min due to the presence of agglomeration of B4C particles at several places. When processing speed was increased, the agglomerations gradually increased. The SEM micrographs as presented in figure 12 show the variation of microstructures as a function of processing speed at higher magnification. The average spacing between B4C particles decreased when processing speed was increased. The processing speed determines the available stirring of tool and affects the transportation of material from advancing side to retreading side. The available stirring is more at processing speed of 20 mm/min which results in higher plastic strain. The uniform distribution of B4C particles as seen in the micrographs (figures 11a–b) can be attributed to intense stirring and sufficient material flow which reduces the possibility of formation of agglomerations. When processing speed increases, the material flow between advancing side and retreading side becomes inadequate. Proper mixing of plasticized copper and B4C particles does not place which aids the formation of agglomerations.

Optical photomicrograph of Cu/B4C surface composite at processing speed: (a) 20 mm/min, (b) 30 mm/min, (c) 40 mm/min, (d) 50 mm/min and (e) 60 mm/min.

SEM microgaph of Cu/B4C surface composite at processing speed: (a) 20 mm/min, (b) 40 mm/min and (c) 60 mm/min.
The effect of processing speed on the microhardness of Cu/B4C surface composite is shown in figure 13. The microhardness increased when processing speed was increased. The microhardness was found to be 130 Hv at 20 mm/min and 190 Hv at 60 mm/min. The lower microhardness at 20 mm/min can be attributed to drop in volume fraction of B4C particles despite uniform distribution. The formation of agglomerations results in higher microhardness when processing speed is increased.

Effect of processing speed on microhardness variation of Cu/B4C surface composite.
3.3 Effect of groove width
The variation of macrostructure when groove width was increased from 0 mm to 1.4 mm is presented in figure 14. The tool rotational speed (1000 rpm) and processing speed (40 mm/min) were kept constant. It is evident from the figure 14 and table 2 that the groove width influenced the area of surface composite to a certain extent. When the groove width was increased, the area of surface composite decreased. The area of the surface composite was found to be 44 mm2 at 0 mm and 24 mm2 at 1.4 mm. The reduction in area of the surface composite can be explained as follows. The increase in groove width contributes to two factors: (i) increases the amount of B4C particles and (ii) reduces the amount of available copper for plasticization. When the amount of B4C particles increases, it leads to increase in flow stress of the plasticized composite. Because the non-deformable B4C particles offer resistance to the free flow of plasticized copper. In addition to this, the reduction in available copper boosts the volume fraction of B4C particles nonlinearly in the surface composite. The net result is a higher flow stress of the surface composite. Therefore, the area of the surface composite reduces when groove width is increased.

Macrostructure of friction stir zone at groove width: (a) 0 mm, (b) 0.35 mm, (c) 0.70 mm, (d) 1.05 mm and (e) 1.4 mm.
The effect of groove width on the microstructure of Cu/B4C surface composite is shown in figure 15. Groove width zero refers to friction stir processed copper. The optical micrograph of friction stir processed copper is shown in figure 15a which displays dynamic recrystallized copper. The optical micrographs as shown in figures 15b–e show the uniform distribution of B4C particles irrespective of groove width studied in this work. The SEM micrographs as presented in figure 16 show the variation of microstructures as a function of groove width at higher magnification. The number of particles increase as well as the spacing between particles reduces when groove width is increased. The uniform distribution of B4C particles can be attributed to adequate generation of frictional heat, stirring and plasticized material flow across the friction stir processed zone. Mild agglomerations were also observed at few locations. The volume fraction of B4C particles increases when groove width is increased. Subsequently the number of B4C particles increases and the spacing between particles decreases.

Optical photomicrograph of Cu/B4C surface composite at groove width: (a) 0 mm, (b) 0.35 mm, (c) 0.70 mm, (d) 1.05 mm and (e) 1.4 mm.

SEM micrograph of Cu/B4C surface composite at groove width: (a) 0.70 mm and (e) 1.4 mm.
The effect of groove width on the microhardness of Cu/B4C surface composite is shown in figure 17. The microhardness increased when groove width was increased. The microhardness was found to be 80 Hv at 0 mm and 195 Hv at 1.4 mm. The reinforcement of B4C particles increases the dislocation density of copper. The interaction between B4C particles and dislocations increases the microhardness of the composite. Hence, microhardness increases when groove width is increased from 0 mm to 0.35 mm. As presented in table 2, the volume fraction of B4C particles increases when the groove width is increased. This leads to more number of dislocations in the copper. This results in higher interactions between B4C particles and dislocations which further increases microhardness.

Effect of groove width on microhardness variation of Cu/B4C surface composite.
3.4 General discussion
The general features observed in figures 6–17 are discussed in this section. The macrostructure of Cu/B4C surface composites does not have any defects as shown in figures 6, 10 and 14. The vigorous stirring action of the rotating tool causes an interaction between the plasticized copper and packed B4C particles which results in the formation of surface composite. The amount of plasticized material and subsequent material flow behaviour play a crucial role to obtain defect free surface composite. The frictional heat generated during processing and the tool movement governs the amount of plasticized material and material flow. The frictional heat and tool movement are dependent on the process parameters such as tool rotational speed, processing speed and groove width. The selected process parameters in this study form a feasible processing window to fabricate sound Cu/B4C surface composites.
It is evident from table 2 that the actual volume fraction of B4C particles is lesser compared to theoretical volume fraction irrespective of the process parameters employed in this study. This can be attributed to higher amount of plasticized copper at the selected FSP parameters compared to theoretically available copper.
The B4C particles refined the grains of copper. The average grain size of copper as shown in figure 2 is about 30–35 \(\upmu \)m measured using a linear intercept method. The average grain size of copper in the surface composite is less than 5 \(\upmu \)m. The grain refinement can be attributed to the pinning effect of B4C particles which impede the grain growth by suppressing grain boundary sliding. Further, dynamic recrystallization during FSP creates new nucleation sites which results in smaller grains.
The B4C particles are subjected to the severe plastic flow of copper. Several investigators observed a change in the size and morphology of ceramic particles during FSW (Marzoli et al, 2006; Amirizad et al, 2006; Ceschini et al, 2007; Feng et al, 2008; Pirondi and Collini, 2009). The variation of B4C particles size in the surface composite as seen in figures 8, 12 and 16 is minimum and negligible. The variation in the morphology of the B4C particles before (figure 1) and after (figures 8, 12 and 16) FSP is negligible. These observations lead to a conclusion that the B4C particles retain the initial size and morphology without undergoing fragmentation during FSP. This can be attributed to the initial morphology and size of B4C particles which have a minimum number of sharp edges and less than 5 \(\upmu \)m in size.
The interface between B4C particles and copper matrix appears (figures 8, 12 and 16) to be clean and is not surrounded by any voids or reaction products. Barmouz et al (2011b) observed a lot of porosities around SiC particles in the Cu/SiC surface composite fabricated using FSP technique. Frage et al (2004) noticed reaction products around SiC particles in the Cu/SiC composite fabricated using the liquid metallurgy route. No porosity or reaction products can be seen in the higher magnification micrographs of the Cu/B4C surface composite around B4C particles which confirms the presence of pure interface. The absence of porosity can be attributed to good wettability between copper and B4C particles and sufficient flow of plasticized copper during FSP at the selected process parameters. A pure interface provides good bonding between B4C particles and copper matrix.
The microhardness of as received copper was measured to be 78.8 Hv. It is evident from figures 9, 13 and 17 that the incorporation of B4C particles enhanced the microhardness of the fabricated surface composite which can be attributed to the following; (i) B4C particles refine the crystal grains of copper, (ii) the dispersion of B4C particles all over the Cu matrix and (iii) good bonding between B4C particles and copper matrix.
4 Conclusion
In the present work, Cu/B4C surface composites were fabricated using the novel method FSP and the effect of tool rotational speed, processing speed and groove width on microstructure and microhardness were analysed. The conclusion derived from the present work can be summarized as follows:
-
Defect-free and sound surface composites were fabricated within the range of selected parameters which formed a processing window for fabricating Cu/B4C surface composites using FSP. The frictional heat generated and flow of plasticized copper was adequate which yielded defect free composites.
-
The area of the surface composite was significantly influenced by the selected process parameters. The area of the surface composite increased when tool rotational speed was increased due to increase in frictional heat generation. The area of the surface composite reduced when processing speed was increased because of reduction in frictional heat generation. The area of the surface composite reduced when groove width was increased due to increase in flow stress of plastized copper.
-
The distribution of B4C particles in the surface composites was influenced by tool rotational speed and processing speed. Lower tool rotational speed and higher processing speed resulted in poor distribution of B4C particles and vice versa. The increase in groove width did not affect the distribution of B4C particles in a significant manner.
-
The B4C particles refined the grains of copper because of its pinning effect. The interface between B4C particles and copper matrix was clean without the presence of any voids or reaction products. The absence of porosity can be attributed to good wettability between copper and B4C particles and sufficient flow of plasticized copper during FSP at the selected process parameters.
-
The B4C particles retained the original size and morphology subsequent to FSP. Because, the initial morphology B4C particles had minimum number of sharp edges and finer in size.
-
The microhardness of the surface composites was influenced by the selected process parameters. The microhardness of the surface composite decreased when tool rotational speed was increased. The microhardness of the surface composite increased when processing speed and groove width were increased. The microhardness variation was attributed to the change in the distribution and actual volume fraction of B4C particles.
References
Amirizad M, Kokabi A H, Gharacheh M A, Sarrafi R, Shalchi B and Azizieh M 2006 Evaluation of microstructure and mechanical properties in friction stir welded A356 + 15%SiCp cast composite. Mater. Lett. 60: 565–568
Asadi P, Faraji G and Besharati M K 2010 Producing of AZ91/SiC composite by friction stir processing (FSP). Int. J. Adv. Manuf. Technol. 51: 247–260
Asadi P, Givi M K B, Abrinia K, Taherishargh M and Salekrostam R 2011 Effects of SiC Particle Size and Process Parameters on the Microstructure and Hardness of AZ91/SiC Composite Layer Fabricated by FSP. J. Mater. Eng. Perform. 20: 1554–1562
Attia A N 2001 Surface metal matrix composites. Mater. Des. 22: 451–457
Azizieh M, Kokabi A H and Abachi P 2011 Effect of rotational speed and probe profile on microstructure and hardness of AZ31/Al2O3 nanocomposites fabricated by friction stir processing. Mater. Des. 32: 2034–2041
Barmouz M and Givi M K B 2011 Fabrication of in situ Cu/SiC composites using multi-pass friction stir processing: Evaluation of microstructural, porosity, mechanical and electrical behavior. Compos. Part A 42: 1445–1453
Barmouz M, Givi M K B and Seyfi J 2011a On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: Investigating microstructure, microhardness, wear and tensile behavior. Mater. Charact. 62: 108–117
Barmouz M, Asadi P, Givi M K B and Taherishargh M 2011b Investigation of mechanical properties of Cu/SiC composite fabricated by FSP: Effect of SiC particles size and volume fraction. Mater. Sci. Eng. A 528: 1740–1749
Barmouz M, Givi M K B and Jafari J 2011c Influence of tool pin profile on the microstructure and mechanical behavior of Cu/SiC metal matrix composites produced by friction stir processing. Adv. Mater. Res. 154–155: 1761–1766
Ceschini L, Boromei I, Minak G, Morri A, Tarterini F 2007 Effect of friction stir welding on microstructure, tensile and fatigue properties of the AA7005/10 vol.%Al2O3p composite. Compos. Sci. Technol. 67: 605–615
Chen X G, Silva M, Gougeon P and St-Georges L 2009 Microstructure and mechanical properties of friction stir welded AA6063-B4C metal matrix composites. Mater. Sci. Eng. A 518: 174–184
Dhokey N B and Paretkar R K 2008 Study of wear mechanisms in copper-based SiCp (20% by volume) reinforced composite. Wear 265: 117–133
Feng A H, Xiao B L and Ma Z Y 2008 Effect of microstructural evolution on mechanical properties of friction stir welded AA2009/SiCp composite. Compos. Sci. Technol. 68: 2141–2148
Frage N, Froumin N, Aizenshtein M and Dariel M P 2004 Interface reaction in the B4C/(Cu–Si) system. Acta. Mater. 52: 2625–2635
Guo J, Amira S, Gougeon P and Chen X G 2011 Effect of the surface preparation techniques on the EBSD analysis of a friction stir welded AA1100-B4C metal matrix composite. Mater. Charact. 62: 865–877
Guo J, Gougeon P and Chen X G 2012 Characterisation of welded joints produced by FSW in AA1100-B4C metal matrix composites. Sci. Technol. Weld. Joining 17: 85–91
Mahmoud E R I, Ikeuchi K and Takahashi M 2008 Fabrication of SiC particle reinforced composite on aluminium surface by friction stir processing. Sci. Technol. Weld. Joining 13: 607–618
Mahmoud E R I, Takahashi M, Shibayanagi T and Ikeuchi K 2009 Effect of friction stir processing tool probe on fabrication of SiC particle reinforced composite on aluminium surface. Sci. Technol. Weld. Joining 14: 413–425
Maruyama T and Onose S 1999 Fabrication and thermal conductivity of boron carbide/copper cermet. J. Nucl. Sci. Technol. 36: 380–385
Marzoli L M, Strombeck A V, Santos J F, Gambaro C and Volpone L M 2006 Friction stir welding of an AA6061/Al2O3/20p reinforced alloy. Compos. Sci. Technol. 66: 363–371
Mazaheri Y, Karimzadeh F and Enayati M H 2011 A novel technique for development of A356/Al2O3 surface nanocomposite by friction stir processing. J. Mater. Process. Technol. 211: 1614–1619
Mishra R S and Ma Z Y 2005 Friction stir welding and processing. Mater. Sci. Eng. R 50: 1–78
Mishra R S, Ma Z Y and Charit I 2003 Friction stir processing: a novel technique for fabrication of surface composite. Mater. Sci. Eng. A 341: 307–310
Nanobashvili S, Matejıcek J, Zacek F, Stockel J, Chraska P and Brozek V 2002 Plasma sprayed coatings for RF wave absorption. J. Nucl. Mater. 307–311: 1334–1338
Pirondi A and Collini L 2009 Analysis of crack propagation resistance of Al–Al2O3 particulate-reinforced composite friction stir welded butt joints. Int. J. Fatigue 31: 111–121
Rajakumar S, Muralidharan C and Balasubramanian V 2011 Influence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminium alloy joints. Mater. Des. 32: 535–549
Salekrostam R, Givi M K B, Asadi P and Bahemmat P 2010 Influence of friction stir processing parameters on the fabrication of SiC/316L surface composite. Defect Diffus. Forum 297–301: 221–226
Shamsipura A, Bozorg S F K and Hanzakia A Z 2011 The effects of friction-stir process parameters on the fabrication of Ti/SiC nano-composite surface layer. Surf. Coat. Technol. 206: 1372–1381
Yadav D and Bauri R 2010 Nickel particle embedded aluminium matrix composite with high ductility. Mater. Lett. 64: 664–667
Yang M, Xu C, Wu C, Lin K C, Chao Y J and An L 2010 Fabrication of AA6061/Al2O3 nano ceramic particle reinforced composite coating by using friction stir processing. J. Mater. Sci. 45: 4431–4438
Acknowledgements
The authors are thankful to the Management and Department of Mechanical Engineering, Coimbatore Institute of Technology, Coimbatore, India for extending the facilities to carry out this investigation. The authors also acknowledge the financial support rendered by the Naval Research Board, Defence Research and Development Organization (DRDO), Government of India. One of the authors, Dr. I. Dinaharan thanks the Department of Science and Technology (DST), Govt. of India for providing INSPIRE fellowship. The authors are also thankful to Mr. K Kalaiselvan, Mr. C Maxwell Rejil, Mr. G Ashok Kumar for their assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
SATHISKUMAR, R., MURUGAN, N., DINAHARAN, I. et al. Role of friction stir processing parameters on microstructure and microhardness of boron carbide particulate reinforced copper surface composites. Sadhana 38, 1433–1450 (2013). https://doi.org/10.1007/s12046-013-0184-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12046-013-0184-7