
Abstract
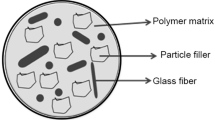
An E-glass-reinforced epoxy-based nanocomposite containing organomodified nanoclay (15–20 nm) and calcium silicate particles (75–149 μm) was developed through mechanical shearing mixing and hand layup techniques. Three weight fractions (2, 3 and 4%) of nanoclay were selected to study the effects of nanoclay on mechanical and wear behaviour of nanocomposites. Tensile and flexural properties of nanocomposites were evaluated and compared. The wear properties were evaluated for three speed (3.14, 4.19 and 5.24 m s−1) and load (20, 50, and 80 N) conditions based on a design of experiment (L16 matrix) concept. The wear loss results were statistically analysed to study the significance of load, speed and nanoclay content. The morphologies of wear surface and fracture surface were examined with the aid of a scanning electron microscope (SEM) to identify the wear and fracture mechanisms. It was found that the wear loss increases with increasing nanoclay amount due to the particle agglomeration effects. Statistical analysis determines that the load is the most significant parameter affecting the wear resistance of nanocomposites. The mean and S/N ratio analyses rank the parameters significance in affecting wear resistance as follows: load > nanoclay content > speed. The wear mechanisms of nanocomposites are complex due to the observation of multiple features such as fibre thinning, matrix wear and fibre/matrix debonding as against abrasive wear in the pure epoxy. Tensile and flexural test results show that a good dispersion of nanoclay is achieved with 2 wt% amount in epoxy-based nanocomposites. The mechanical properties degrade above 2 wt% due to the excessive reinforcement, uneven distribution and the particle agglomeration effects. Fractography studies of tension-failed samples show that pure epoxy resin fails by multimode gauge explosive mode, whereas nanocomposites fail mainly by the matrix/fibre interface failure and fibre breakages.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Light weight with superior performances is a key design requirement to increase the payload and fuel efficiency and reduce environmental pollutions in the automobile, packaging and aerospace applications. Polymer matrix composites are very popular in the applications of lightweight aircraft and automobile structures. Particularly, epoxy-resin-based reinforced composites are the prepared choice because of the superior physical, thermal, electrical and mechanical properties, ease of processing, excellent wettability with various reinforcements, less moisture pick-up, low density and ductile nature of the epoxy resin [1,2]. The glass or carbon or Kevlar fibres are commonly reinforced into epoxy resins to improve the strength, stiffness and degradation resistance of an epoxy resin. However, continuous reinforcements do not help much to improve the matrix wear due to the anisotropic properties, the matrix wear, the interface failure and the high tendency for fibre breakages [3]. The particle or filler addition is one of the good ways to improve the matrix wear resistance. The fillers reduce the matrix adhesion tendency and the matrix contact area with the countersurface. Also, the fillers modify the epoxy resin and improve the strength, stiffness and fracture toughness [4,5].
The incorporation of a very small amount of nanosize particles or platelets or fillers (<5 vol%) has long been recognized to show a positive effect on thermal, mechanical and tribological properties of polymer matrix composites [4,6–8]. Among various nanosize phases, nanoclays are the cheapest nanosize platelet fillers incorporated to the epoxy-based composites to improve the toughness, impact, thermal, chemical and wear resistance properties, flame retardancy, dimensional stability, barrier and optical properties in addition to the strength and stiffness [9–11]. These fillers have a large specific surface area due to their nanosizes that helps form a strong chemical interface with the epoxy matrix [12]. Also, as the size of the particle reduces, the number of particles increases for a fixed volume fraction. Thus, for an equal volume fraction, the nanoparticle-reinforced composite has significantly much higher number of particles per unit area or smaller interparticle spacing than the micron-size-particle-reinforced composites [4,13]. The polymer interface regions between adjacent particles shrink and overlap, which significantly alter the bulk properties of the composites [8]. The higher population of particles provides very effective obstacles to the growing cracks in addition to bearing the load, and hence the energy consumption for crack propagation increases, resulting in significant improvement in the toughness and impact resistance [15].
Another area where polymer matrix composites have abundant potential is sliding contacts, bearing and lining in industrial applications because of the excellent shock resistance and damping capacity and the ability to work in less power with minimum maintenance [1,15]. The inclusion of nanoparticles has a significant effect in improving tribological properties such as high wear resistance and less friction of the polymer composites [16,17]. The particle size effects on tribological properties, in particular wear resistance, of polymer matrix composites have not been investigated in detail. In regard to tribological properties, reports provide contradictory results in the micron size range levels. On one hand, some reports claim that large size particles improve the wear resistance by providing longer and deeper path for the particle removal [18]. On the other hand, other reports claim that the small size particle increases the wear resistance by particle strengthening effects and the rolling effects [15]. Further, the strengthening effects are expected to continue with the particle size reduction [19]. It is anticipated that the incorporation of both large and small size particles shows much better wear resistance improvement than either the fillers of small or large sizes. Recently, it is reported that a little amount of nanoparticles addition is sufficient to show a marked effect in improving the wear resistance of the composites [20–22]. Shi et al[24] have prepared nanosize-Al 2 O 3-reinforced epoxy matrix composites and studied the mechanical and tribological properties. They found a positive relation between the impact strength and the wear resistance. They concluded that the addition of 0.24 vol% Al 2 O 3 is sufficient to enhance the flexural impact and wear properties of the composites and the pre-treatment of the nanoparticles is essential to improve impact and wear properties of the composites. From these facts, it is plausible to add both micro- and nanosize fillers to derive synergic effects that elevate the wear resistance to much higher levels. For instance, Zhang et al[6] have prepared 30 types of epoxy matrix reinforced with nano-TiO 2 (300 mm), short carbon fibre (14.5 μm), PTFE (4 μm) and graphite (20 μm) fillers composites by mechanical mixing techniques. The epoxy/15% carbon fibre/15% graphite/5% nano-TiO 2 composite showed about 100-fold increase of wear resistance over the unfilled epoxy resin. The presence of carbon fibre and TiO 2 improves the hardness and creep strength of the composites. The graphite helps in forming friction-reducing transfer films. Thus, the combined effects of strengthening and transfer film reduce the wear rate significantly. Wetzel et al[14] have studied the synergistic effects of micron-size CaSiO 3 (4–15 μm) and nanosize Al 2 O 3 (13 nm) particles additions on mechanical and tribological behaviour of epoxy nanocomposites. The properties such as stiffness, strength, failure strain and impact energy are improved with the addition of 1–2 vol% nanosize Al 2 O 3 particles. The addition of micron-size CaSiO 3 particles has a significant influence in improving the wear resistance and flexural modulus with a slight compromise on the failure strain. They showed that nanoparticles induce matrix shear yielding, crack pinning and particle pull-out, and micron size particles help in trans-particulate fracture. These mechanisms help in energy dissipation process during the crack growth stage and improve the impact energy and the failure strain of the composites. Petrovic et al[25] have prepared polyurethane/silica (sizes: 12 nm and 1.4 μm) of dual particle sizes composites of 10–50 wt%. They observed that both the tensile strength and the failure strain of the composites containing more than 20 wt% silica were significantly higher than those of the pure polyurethane polymer.
The present work is aimed at understanding the nanoclay effects on mechanical and tribological properties of epoxy/glass fibre composites reinforced with particles of dual sizes. A detailed wear study on testing parameters effects on the wear resistance of nanocomposites is conducted using the Taguchi design of experimental techniques. The mechanical behaviour of the composites is investigated and compared to identify the optimum amount of nanoclay in the composites.
2 Experimental
2.1 Processing
An epoxy resin of L12 grade and K 6 hardener were mixed in the ratio of 10:1 to prepare the matrix. Two types of fillers, (1) micron size calcium silicate particles of 10 wt% (75–150 μm) and (2) nanosize organomodified clay (15–20 nm), were added to improve the strength, thermal stability and wear resistance of the composites. Different amounts (0, 2, 3 and 4% (% in wt%), labelled as A, B, C and D, respectively) of nanoclay (montmorillonite, M x (Al 4−x Mg x )Si 8 O 20(OH) 4), 35–45 wt% dimethyl dialkyl (C14–C18) amine fillers were selected to fabricate the composites. The characteristics of the fillers, the matrix and the fibres are given in table 1. The fillers were incorporated to the epoxy resin by the mechanical shear mixing technique using a laboratory shear mixing device. In this technique, the fillers were first dried in an oven at 75 ∘C to remove the moisture. The dried fillers were mixed in a container. The epoxy resin was heated to 75 ∘C to reduce the viscosity for a better wetting and dispersion of the clay and fibres. The fillers were mixed with the resin in a high-speed metal blade rotation medium. The blade generated a high shear force that helps in uniform dispersion of fillers in the resin. The mixture was placed in low-frequency vibration for 1 h and evaluated for 20 min to remove the entrapped air, which otherwise adversely affects the properties. Homogenous dispersion of nanoclay in the resin was obtained by shearing the mixture with a mechanical stirrer. The blade rotation provides high shear force that helps in breaking up agglomerates and distributes them evenly in the matrix. Finally, the mixture of fillers and epoxy resin was reinforced with the E-glass fibres (bidirectional fabric, 7-mil plain) using the standard hand layup technique. The fibre constituted 48 wt% of the composites. In this process, the glass fibre was stacked and covered with polythene sheets to avoid sticking and maintain the spacing. A thin layer of vaseline-releasing agent was applied on the polythene to avoid fibre/polythene bonding after curing. The epoxy resin with nanofillers was poured to fill the gap between the fibres. The composite laminate was compressed in a press for 5 min at 50 ∘C by a compression moulding technique to generate a size of 250 mm × 250 mm × 6 mm. After pressing, the laminate was allowed to cure at ambient temperature for 24 h. Later, it was post-cured at a series of temperatures (100, 140 and 150 ∘C) to complete the process.
2.2 Testing
The laminates were cut to the size of 10 mm × 10 mm × 6 mm and glued to a holder pin of 6 mm diameter and 27 mm length to prepare wear test samples. The wear test experiments were designed to understand the influence of nanoparticles amount, speed and load on the wear resistance (volume loss) of composites. A L16 standard Taquchi experimental plan was selected for the wear testing. The L16 scheme has 16 experiments, as shown in table 2. The speed, load and nanoclay content were considered as the factors influencing wear resistance in the present study. The wear testing parameters with their levels are given in table 3. Dry sliding wear tests were carried out in a standard pin on disc wear testing apparatus (DUCOM) according to the ASTM G-99 standard. An EN32 case hardened steel disc of 120 mm diameter (C: 0.15%, Si: 0.25%, Mn: 0.8%, hardness: 62 HRc, surface roughness Ra: 1 μm) was used as a countersurface. The track diameter of the wear test was 100 mm. Tests were run for the sliding distance of 2000 m. After every test, the pin and the disc were thoroughly cleaned in acetone. The samples were weighed in a digital balance (precision: 0.1 mg) before and after the wear test. The volume loss of the composites was calculated by dividing the mass loss with the density. The wear loss data were statistically analysed in a MINITAB 17 software. The lower the better criterion was used to identify the optimal parameters for the highest wear resistance. A 3-way analysis of variance (ANOVA) was performed to identify the statistically significant parameters for a 95% confidence level. Other information about the Taguchi technique and ANOVA may be found elsewhere [25,26]. Mean and S/N ratio analyses of wear loss data were also performed to rank the influences. The criterion of the smaller mean/S/N ratio—the higher the wear resistance was selected as the life and performance of the composites were decided by the wear resistance. The following logarithmic relation was employed to convert the wear loss data to the S/N ratio [26]:
where x is the wear loss data and n the total number of data considered for study.
The worn surfaces were analysed using a scanning electron microscope (SEM) to understand the wear mechanisms.
Flat rectangular samples were prepared for tensile and flexural tests. Tensile and three-point flexural tests were carried out at a cross-head speed of 1.2 mm min −1 in a universal testing machine (DUCOM). The size of the tensile and flexural samples is 250 mm × 25 mm × 6 mm. The procedures followed for conducting tensile and flexural tests were stipulated in the ASTM D 3039 and ASTM D 790 standards, respectively. The tension-failed samples were analysed using the SEM to identify the failure mechanism.
3 Results and discussion
3.1 Wear behaviour
The normal probability plot of wear loss data is shown in figure 1. The response data points (wear loss data) mostly lie on or close to a straight line, indicating that the data are normally distributed and independent. The histogram plot, as shown in figure 1, confirms the normal distribution of the data. The residual fit and order plots in figure 1 show that the residuals do not have any systematic trend and are distributed randomly about zero. These observations confirm the constant variance of the data points. The absence of predominant residuals (negative/positive) or inconsistent data spread indicates that there are no biased errors (outliers). The facts of normally distributed response data with constant variance and unbiased errors of data qualify the data to be statistically analysed.

Statistical analysis of wear data: (a) normal probability plot, (b) residuals vs. fitted value, (c) histogram of residuals and (d) residuals vs. order.
The results of the ANOVA of wear data are given in table 4. The statistical analysis shows that the load (68%) is the most significant factor affecting the wear resistance of the composites. The filler content is the second ranked factor influencing the wear resistance. The speed has the lowest influence on the wear loss of the composites. Comparing the interaction between the factors, the filler content and load combination is significant, and its significance is even higher than the speed effect. Other interactions are insignificant. The error in the analysis contributes to about 4%, which is much higher than the influence of speed and interaction of all factors. It signifies that the influences of speed and interaction effects are ignorable.
Response tables from mean and S/N ratio analysis are presented in table 5. The analysis rates that the load is the most significant factor influencing the wear resistance, followed by the nanoclay content. The speed is the least important factor affecting the wear resistance. This is probably because the speed has not rised the interface temperature so significantly enough to deteriorate the composite properties. The ranking of the factors may be written as follows: load > nanoclay content > speed. The ranking results are consistent with the ANOVA results.
The mean effect plot for volume loss mean data is shown in figure 2. The load has a greater influence on the volume loss than other factors have, as seen from figure 2. The slope of the curve reduces with an increase of the nanoclay content. In contrast, the curve continues to become steep with an increase of load. For the case of speed, the slope of curve changes from negative to positive with an increase of speed; however, the slope is very shallow. Above the load of 50 N, the wear loss increases sharply, indicating the possible change of wear regime to severe wear regime. The interaction effect plot for volume loss mean data is shown in figure 3. The interaction between the load and the filler (the nanoclay content) is found to be significant compared with other combinations of interactions (load × speed and speed × filler). This result is also in agreement with the ANOVA results given in table 4. While comparing with the sole effect of factors, the interaction between the load and the nanoclay content is relatively more significant than the sole effects of speed factor. It indicates that any variation of load and the filler content significantly affects the wear rate of the nanocomposites. Any increase of load and the filler content accelerates the wear process, leading to a significant wear loss. On the other hand, the interaction effects of load and speed or speed and filler are not significant in affecting the wear rate. In other words, the concurrent variation of these factors does not affect the wear rate much. This is because the increase or decrease of both the factors has a contrary effect, resulting in canceling of each other influence. For instance, the increase of speed has a positive influence on the wear resistance due to the formation of tribolayer and oxidation, whereas the increase of filler/load has a negative influence on the wear resistance due to the excessive reinforcement/higher friction and deformation effects, respectively. Thus, the contrary influence of two factors on the wear resistance does not affect the wear loss of the composites much. The interaction of speed with the load or the nanoclay content is insignificant in affecting the wear resistance. These results are in agreement with the ANOVA results.

Mean effect plots showing the influence of load, nanoclay content and speed on the wear volume loss mean data.

Interaction effects of load, nanoclay content and speed on the wear volume loss mean data.
With respect to the nanoclay content, it is found that nanocomposites with excessive nanoclay reinforcement, it is above 2 wt% in the present study, deteriorate the wear resistance of the nanocomposites. Naeimirad et al[2] have observed that the wear rate rises above 2 wt% of nano-SiC in the epoxy/nano-SiC particles system due to the excessive reinforcement. As the size of the clay is in a nanoscale, the tendency for the agglomeration is more. Further, the agglomeration tendency increases with an increase in nanoclay amount due to the increased surface energy of the nanoclays. Nanoparticles in agglomeration state are loosely held by hydrogen and van der Waals bonds [23]. Also, the agglomerates affect the dispersion state disadvantageously. They create islands of particle-rich and -devoid regions in the matrix. The devoid regions behave similar to the pure epoxy matrix. Although the particle-rich area contains loosely bonded nanoparticles in lump, it does not have strong adhesion bonding with the matrix. During the wear process, the shear force easily breaks the agglomerates and removes from the matrix. Thus, the beneficial effects of nanoparticles in supporting wear load cease due to their earlier removal. The loose debris containing hard particles also assists the wear loss by scratching the composites.
The worn surfaces of the unfilled epoxy resin and nanocomposites are shown in figure 4a–d. The unfilled resin shows long scratches, which are the typical features of abrasive wear. The abrasion is mainly caused by the countersurface steel asperities. The asperities remove the resin by micro-cutting, micro-ploughing and micro-fracture mechanisms and create deep surface grooves, as seen in figure 4a [4]. In contrast, nanocomposites exhibit many wear features such as fibre thinning wear, matrix wear, fibre breakage and fibre/matrix debonding. These features indicate that the underlying wear mechanisms and their interactions are quite complex. Among the nanocomposites, the 2-wt%-reinforced composite shows a relatively smooth surface with less matrix wear, as seen in figure 4b. The rolling effects of loose nanoparticles during the sliding process help to reduce the friction coefficient and also protect the long fibres from the impact of the countersurface asperities during the sliding [15]. Consequently, lower frictional heat dissipation occurs at the interface. The inter-coupled effects of low friction and temperature rise help to reduce the wear loss of the composites. The SEM observations of low fibre thinning and low matrix wear, as shown in figure 4b, support the highest wear resistance results of the 2-wt%-nanoclay-reinforced composite. Loose nanoparticles agglomerates do not exhibit rolling effects due to the large size and shape, and thus the beneficial effects of low friction and frictional temperature are not witnessed in the composites filled with 3 and 4 wt% nanoclays. Fibre thinning and interfacial matrix wear are very high in the composites filled with 3 and 4 wt% nanoclays, as seen in figure 4c and d. The removed fibre wear debris enhances the wear loss by the third-body abrasion wear process. Thus, the wear loss is higher for composites filled with 3 and 4 wt% nanoclays. Further, the magnitude of wear loss rises with increasing nanoclay addition due to above wear mechanisms, which is in agreement with the experimental results, as seen in figure 4.

SEM images of worn surface: (a) pure epoxy resin, (b) epoxy/glass/CaSiO 3+ 2 wt% nanoclay composite, (c) epoxy/glass/CaSiO 3 + 3 wt% nanoclay composite and (d) epoxy/glass/CaSiO 3 + 4 wt% nanoclay composite; (1) abrasive scratches, (2) fibre thinning, (3) matrix wear, (4) interfacial debonding and (5) fibre breakage/cracking. Arrow indicates the sliding distance.
3.2 Mechanical behaviour
The density of the nanocomposites decreases with the addition of fillers, although the fillers are denser than the matrix, as seen in table 6. Compared with the theoretical density, the measured density is lesser, indicating the increased defects with the increasing filler additions. These defects originate from the particle agglomeration effects and improper resin filling between glass fibres. Some reports suggest that the nanoparticles addition increases the volume of the polymer system [8]. Thus this factor contributes to the loss of density. Table 6 shows the physical and mechanical properties of the nanocomposites. The addition of nanoclay increases the yield strength of the composites up to the critical amount (2 wt%) and then decreases above 2 wt% level. This result is in agreement with other reports published on S2-glass/epoxy polymer nanocomposites [27]. The increase in strength is attributed to the proper dispersion and exfoliation of clay in the matrix [28]. The exfoliated clay spreads as a rigid individual nanosize sheet of high aspect ratio in the matrix. These sheets carry the load through the matrix/clay interface by load transfer mechanisms and improve the strength substantially [29,30]. There is a possibility for the entrapment of nanoclays inside the cross-linked chains that hardens the matrix by immobilizing the chain during deformation [19]. Also, the nanoparticles create many nucleation sites for spherulites formations. The spherulites are the product of strong interactions between the matrix and nanoparticles that increase the properties of the composites [8,31]. The beneficial effects of spherulites exist as long as the dispersion is uniform. The loss of strength is mainly attributed to the excessive reinforcement (3 and 4 wt%) and the tendency for particle clumping. The particle clumping affects the dispersion status by forming islands of particle lump zones. The particle interactions are responsible for the particle agglomeration [2]. The bonding characteristics of these lumps are expected to be poor in the matrix due to the weak interaction between the matrix and the particle aggregates. The aggregates deform under the tensile loading and pull apart (debond) from the matrix, resulting in premature low yielding. Also, these lumps act as a stress concentration point during deformation and a potential site for crack nucleation [32]. The defects induced through lay-up techniques and nanoparticles agglomerations also contribute to the weakening of the composites. Another important observation is that nanocomposites fail abruptly after reaching the maximum stress. Wang et al[8] have reported the sudden failure of the polyamide/nano-silica composite after attaining the maximum load. Interestingly, the nanoclay addition proves to improve the stiffness over that of the unfilled resin. The stiffness attains the maximum at 2 wt% and then decreases. Naeimirad et al[2] have found that the critical fraction of nano-SiC is 2 wt% in the epoxy/nano-SiC whisker system. Yalcin and Cakmak [33] have observed the same results of 2 wt% nano-SiO 2 in the the polypropylene/nano-SiO 2 particles system. The change of dispersion state (uniform to cluster) is attributed to the loss of properties. The presence of large number of densely packed particles due to the nanosize creates a system of high-modulus filler regions with very less polymer region of low modulus [24]. Thus, the modulus of the composites increases. The interfaces are crucial in deciding the properties of nanocomposites because the number of particles per unit volume is extremely high. Poor interfaces are expected to reduce the properties below those of the unfilled resin due to the failure in transferring load. In the present case, the observed improved strength/stiffness indicates that the interfaces are sufficiently strong enough to transfer the load to the nanoclay and also possess excellent elastic compatibility. Further, the CaSiO 3 particles contribute to the stiffening of the composites through load transfer mechanisms. Wetzel et al[14] reported superior stiffening effects of micron size CaSiO 3 particles over those of the nanosize Al 2 O 3 particles in the epoxy matrix composites.
The fracture surface of the epoxy resin, as shown in figure 5a, shows multimode gauge explosive mode failure according to the classification of failure listed in ASTM D3039. In contrast, nanocomposites, as shown in figure 5b and c, fracture mainly by the matrix/fibre interface failure and fibre breakages in the tensile loading. Particularly, the fracture surface of the 3-wt%-nanofiller-added composites exhibits many important features such as brittle matrix smooth facets, regions of inadequate resin filling between the fibres, particle pull-out, and the matrix crack propagation. These evidences suggest the relatively poor interaction and dispersion of nanofillers in the matrix due to the possible formation of the nanofillers aggregates. Thus, the beneficial effect of nanofillers in improving the properties of the composites is diluted. The observed matrix rough surfaces are the sign of matrix shear deformation between the nanoparticles.

Fractography of (a) pure epoxy resin (multimode gauge explosive mode), (b) epoxy/glass/CaSiO 3 + 2 wt% nanoclay composite (matrix/fibre interface failure and fibre breakage) and (c) epoxy/glass/CaSiO 3 + 3 wt% nanoclay composite (matrix/fibre interface failure and fibre breakage).
Contrary to the lowering of flexural strength with the addition of particles, especially in micron size ranges [33], the flexural strength/stiffness increases with the addition of nanoclay up to 2 wt%, and above this the strength/stiffness gradually reduces. However, the properties remain well above those of the unfilled resin. Wetzel et al[14] have observed in the epoxy/nano-size Al 2 O 3/micron size CaSiO 3 composites that the flexural strength and stiffness increase with the addition of nano-Al 2 O 3 particles. The relatively lower flexural modulus/strength of the composites filled with above 2% nanoclay indicates that the nanoclay dispersion is poor and it is agglomerated. It is also probable that the composites have attained excessive reinforcement amount from the sum of nanoclay and CaSiO 3 particles that contributes to the reduction of strength, stiffness and failure strain. Another interesting observation in the nanocomposites that is contrary to that in the conventional micron-size-particle-filled polymer composites is the slight increase of the failure strain compared with the unfilled resin. At an optimum amount of nanoclays (2%), the failure strain of nanocomposites is increased by effective interactions between the growing cracks and the nanoclays. It is common that the epoxy resin reaches the failure strain first, and nucleates the cracks. While in propagation, the cracks encounter the large volume of homogenously dispersed particles. These particles deviate and/or pin the cracks, retard its growth rate [34] and generate additional fracture surface area by making a tortuous path for crack propagation [7,35–39]. This process demands additional consumption of energy for crack propagation [36–39]. Thus, the failure strain is improved in the composites filled with nanoparticles of the optimum amount. Any excessive amount of particles reduces the matrix deformation significantly by mechanical restraint mechanisms and makes the composite brittle [15].
4 Conclusions
In the present study, the mechanical and wear properties of dual-particle (nanoclay (15–20 nm) and calcium silicate particles (75–149 μm))-reinforced epoxy/E-glass fibre nanocomposites were systematically investigated. The wear loss rises with increasing nanoclay amount. Particularly, the wear loss rises steeply above 50 N load, indicating the change of wear regimes from mild to severe. Statistical analysis determines that load is the most significant parameter affecting the wear resistance of nanocomposites. The interaction between the load and the nanoclay is found to be only significant. The mean and S/N ratio analyses rank the parameters significance in affecting wear resistance as follows: load > nanoclay content > speed. The worn surface of pure epoxy shows mostly abrasive scratches, indicative of abrasive wear. In contrast, the worn surface of nanocomposites shows numerous features such as fibre thinning, matrix wear and fibre/matrix debonding, indicating the complex interactions of several wear modes. Tensile and flexural test results show that a good dispersion of nanoclay is achieved with 2 wt% amount in epoxy-based nanocomposites. The mechanical properties degrade above 2 wt% due to the excessive reinforcement, uneven distribution and the particle agglomeration effects. Fractography studies of tension-failed samples show that pure epoxy resin fails by multimode gauge explosive mode, whereas nanocomposites fail mainly by the matrix/fibre interface failure and fibre breakages.
References
Sampathkumaran P, Seetharamu S, Murali A, Kumar R K and Kishore 1998 Bull. Mater. Sci. 21 335
Naeimirad M, Zadhoush A and Neisiany R E 2016 J. Compos. Mater. 50 435
Prabhu T R, Varma V K and Vedantam S 2014 Wear 309 247
Hussain F, Hojjati M, Okamoto M and Gorga R E 2006 J. Compos. Mater. 40 1511
Barbezat M, Brunner A J, Necola A, Rees M, Gasser Ph and Terrasi G 2009 J. Compos. Mater. 43 9
Zhang Z, Breidt C, Chang L, Haupert F and Friedrich K 2004 Composites Part A 35 1385
Singh R P, Zhang M and Chan D 2002 J. Mater. Sci. 37 781
Wang K, Chen L, Wu J, Toh M L, He C and Yee A F 2005 Macromolecules 38 788
Jordan J, Jacob K I, Tannenbaum R, Sharaf M A and Jasiuk I 2005 Mater. Sci. Eng. A 393 1
Bashar M, Mertiny P and Sundararaj U 2014 J. Nanomater. 1 (http://dx.doi.org/10.1155/2014/312813)
Utracki L A 2004 Clay-containg polymeric nanocomposites vol 2 (Shrewsbury, Shropshire, UK: Rapra Technology Limited)
Giannelis E P 1996 Adv. Mater. 8 29
Laine R M, Choi J and Lee I 2001 Adv. Mater. 13 800
Wetzel B, Haupert F, Friedrich K, Zhang M Q and Rong M Z 2002 Polym. Eng. Sci. 42 1919
Wetzel B, Haupert F and Zhang M Q 2003 Compos. Sci. Technol. 63 2055
Chang L and Zhang Z 2006 Wear 260 869
Zhang Z and Friedrich K 2005 In: K Friedrich, S Fakirovc and Z Zhang (eds) Polymer composites—from nano- to macro-scale (New York, NY 10013, USA: Springer) p 169
Zhang M Q, Rong M Z, Yu S L, Wetzel B and Friedrich K 2002 Wear 253 1086
Durand J M, Vardavoulias M and Jeandin M 1995 Wear 181 833
Chee C Y, Song N L, Abdullah L C, Choong T S Y, Ibrahim A and Chantara T R 2012 J. Nanomater. 2012 1
Zhang M Q, Rong M Z, Yu M L, Wetzel B and Friedrich K 2002 Macromol. Mater. Eng. 287 111
Ng C B, Schadler L S and Siegel R W 1999 Nanostruct. Mater. 12 507
Rong M Z, Zhang M Q, Liu H, Zeng H M, Wetzel B and Friedrich K 2001 Ind. Lubr. Tribol. 53 72
Shi G, Zhang M Q, Rong M Z, Wetzel B and Friedrich K 2004 Wear 256 1072
Petrovic Z S, Javni I, Waddon A and Banhegyi G 2000 J. Appl. Polym. Sci. 76 133
Prabhu T R 2015 Mater. Des. 77 149
Reynaud E, Jouen T, Gautheir C, Vigier G and Varlet J 2001 Polymer 42 8759
Haque A, Shamsuzzoha M, Hussain F and Dean D 2003 , J. Compos. Mater. 37 1821
Luo J J and Daniel I M 2003 Compos. Sci. Technol. 63 1607
Lan T and Pinnavaia T J 1994 Chem. Mater. 6 2216
Pinnavaia T J, Lan T, Wang Z, Shi H and Kaviratna P D 2009 ACS Symp. Ser. 622 250
Chan C M, Wu J, Li J X and Cheung Y K 2002 Polymer 43 2981
Rong M Z, Zhang M Q, Zheng Y X, Zeng H M, Walter R and Friedrich K 2001 Polymer 42 167
Nielsen L E and Landel R F 1993 Mechanical properties of polymers and composites, 2nd edn (New York: CRC Press, Taylor & Francis Group)
Roulin-Moloney A C 1989 Fractography and failure mechanisms of polymers and composites (Barking, England: Elsevier Applied Science)
Prabhu T R 2015 Bull. Mater. Sci. 38 753
Prabhu T R, Varma V K and Vedantam S 2014 Wear 317 201
Prabhu T R and Vedantam S 2015 Tribol. Trans. 58 718
Prabhu T R, Varma V K and Vedantam S 2014 J. Mater. Eng. Perform. 23 3666
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
PRABHU, T.R., BASAVARAJAPPA, S., SANTHOSH, R.B. et al. Tribological and mechanical behaviour of dual-particle (nanoclay and CaSiO3)-reinforced E-glass-reinforced epoxy nanocomposites. Bull Mater Sci 40, 107–116 (2017). https://doi.org/10.1007/s12034-016-1355-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12034-016-1355-z