
Abstract
Corn stover, switchgrass, and prairie cordgrass were treated with an ammonia fiber expansion (AFEX) process and a novel densification method (ComPAKco). Separate hydrolysis and fermentation (SHF) and simultaneous saccharification and fermentation (SSF) were used to evaluate impacts of densification. ComPAKco densification is characterized by low-temperature and low-energy requirements, resulting in compacted biomass briquettes (CBB) 1–2 cm square, with a bulk density of 380–460 kg/m3. Feedstocks were evaluated before and following AFEX pretreatment, after densification, and after storage. Two enzyme doses were tested. The low rate used 5 filter paper units (FPU) of Spezyme CP (cellulase) and 21.3 cellobiase units (CBU) of Novozyme 188 (aka NS50010 [β-glucosidase]) per gram of glucan. The high dosage rate was three times higher and resulted in 40–56 % and 33–82 % higher ethanol yields with SHF and SSF, respectively. Trials revealed no adverse effect on ethanol yield following densification or 6-month storage of densified, AFEX-pretreated feedstocks.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The US Department of Energy has estimated that over one billion dry tons of biomass can be sustainably harvested or collected in the USA each year [1]. These feedstocks are available for production of renewable fuels and chemicals. With current corn production and an estimated corn stover to grain ratio of 1:1, there is a vast amount of stover that could be used as a renewable feedstock [2]. Sustainable removal rates vary regionally and by other factors related to cropping system and soil type. Morey et al. [3] outlined a scenario of corn stover removal rates of 35 %, while Perlack et al. [4] suggested that up to 70 % was possible using a no-till system. In addition, the US Departments of Energy and Agriculture have outlined a bioenergy roadmap suggesting that perennial crops could competitively supply 35 % of the total biomass inventory [4]. Unfortunately, the low bulk densities of these feedstocks create logistical issues for handling, transporting, and storing these materials in an energy- and cost-efficient manner. This highlights the need to develop effective feedstock densification methods for the biorenewable industry.
The most common approach to densifying these feedstocks is baling, primarily due to the fact that producers already possess the needed equipment. However, baling only increases the bulk density to 100 to 200 kg/m3, and thus handling, transportation, and storage costs are still high [5–7]. Densification into briquettes, cubes, or pellets can increase bulk density to 450–700 kg/m3 [5]. Other benefits of these methods include improved consistency and flowability [5, 6]. Unfortunately, the process of densification itself can become too costly due to energy inputs [7] and the use of binders [8]. The major challenge of densification is in limiting energy requirements and costs so that benefits of reduced logistics costs are not negated by exorbitant densification costs [7]. To eliminate the need for external binders, research has focused on understanding conditions for glass transition of lignocellulosic materials. By using appropriate temperatures and pressures during densification, lignin can be used as an intrinsic binder [5].
Dale [9] developed a process that accomplishes pretreatment and modifies lignin structure to facilitate subsequent densification, without the need for an external binding material. In this ammonia fiber expansion (AFEX) process, lignocellulosic feedstocks are subjected to a combination of pressure, temperature, and chemical treatment using anhydrous ammonia for a brief residence time which is followed by a rapid pressure decrease. The primary results are lignin depolymerization along with cellulose decrystallization [10, 11]. AFEX-pretreated biomass was successfully pelletized without the use of external binders, due to the ability of pretreatment to open the biomass structure and redistribute lignin to the outside of the particle making it more available for binding [7, 12].
While AFEX pretreatment is widely recognized to improve subsequent conversion efficiency of biomass [9–11], immediately following AFEX pretreatment with densification may partially negate this benefit. Moreover, subsequent storage of densified feedstocks may also affect conversion efficiency. Therefore, in this project, we evaluated the combination of AFEX pretreatment with a novel, lower energy input densification method referred to as ComPAKco, developed by Federal Machine Company of Fargo, North Dakota [13]. This densification system operates at lower temperatures and pressures than traditional pelletizers to produce compacted biomass briquettes (CBB). We hypothesized this would minimize any adverse effects on subsequent biomass conversion. Compared to standard pelletizing machines, the ComPAKco system is estimated to result in an energy savings of 70 % and a capital investment savings of 50 % [13]. Feedstocks were subjected to either separate hydrolysis and fermentation (SHF) or simultaneous saccharification and fermentation (SSF) (at two enzyme dosages) to assess the effects of AFEX pretreatment, densification, and storage.
Materials and Methods
Materials
Switchgrass (SG, Panicum virgatum L.) [cv. Sunburst], prairie cordgrass (PCG, Spartina pectinata L.) [cv. Red River], and corn stover (CS, Zea mays L.) were obtained from South Dakota State University (SDSU) as loose chopped material of 8–12 % moisture content. The feedstocks were subsequently ground through an 8-mm hammer mill screen (Speedy King, Winona Attrition Mill Co; MN, USA). The feedstocks were then placed in plastic bags and shipped to Michigan State University (MSU) for AFEX pretreatment.
Pretreatment by Ammonia Fiber Expansion
AFEX pretreatment was conducted at the Biomass Conversion Research Laboratory (BCRL) at MSU as described by Balan et al. [14]. The optimized pretreatment conditions used for each feedstock are listed in Table 1. Prior to pretreatment, each feedstock was adjusted to its optimal moisture content (PCG 40 %, SG 50 %, CS 60 %). Pretreatment was conducted in a 2.0-L pressure vessel (Parr Instruments; Moline, IL, USA) equipped with a thermocouple and pressure sensor. Anhydrous ammonia was added to achieve biomass to ammonia loadings of 2:1 for PCG and SG and 1:1 for CS. The reactor was preheated and maintained at 100 °C and 200 psi during pretreatment. Treatment times were 30 min for PCG and SG and 15 min for CS. Pressure was subsequently explosively released and ammonia was recovered and reused within the process. Biomass was unloaded and allowed to stand overnight in a fume hood to evaporate residual ammonia. AFEX-treated biomass was then stored at 4 °C until use or shipment to Federal Machine for densification.
AFEX pretreatment typically results in no sugar loss and a 1–2 % increase in total dry matter, likely due to ammonia binding the biomass [9–11]. This process does not result in a wash stream, thereby minimizing energy use for dehydration. Prior studies completed by the BCRL have shown that AFEX pretreatment results in negligible levels of hydroxymethylfurfural, furfural, or acetic acid [15]. This is an advantage because these by-products can inhibit the yeast used for greater ethanol production.
Densification
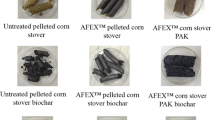
Densification of AFEX-pretreated feedstocks was accomplished using a ComPAKco device (Federal Machine Co. d/b/a ComPAKco, LLC; Fargo, ND, USA), which uses a unique gear mesh system to compress biomass into 1–2 cm briquettes (PAKs). This system operates at low pressures and temperatures of only 30–60 °C, requiring a 180-hp motor to produce 7–8 tons/h, compared to traditional ring/die pelleting units that reach temperatures of 180–200 °C using a 400-hp motor to produce 4–5 tons/h [16]. CBB prepared with this device have a specific gravity of 1.545, 1.429, and 1.434 for PCG, CS, and SG, respectively. Bulk density was determined to be 380–460 kg/m3 with a true density of 1400–1460 kg/m3. Moisture content ranged from 11 to 15 % [13]. For the storage test, samples were kept in Ziploc bags under ambient conditions for 6 months to simulate normal storage conditions.
Compositional Analysis
Composition of untreated controls and AFEX-treated feedstocks was performed at the Biomass Conversion Research Laboratory at MSU. Carbohydrate and lignin levels were determined using the National Renewable Energy Laboratory (NREL) Chemical Analysis and Testing Standard Procedures [17]. Water and ethanol soluble extractives were removed from the un-pretreated biomass following the NREL Chemical Analysis and Testing Procedures [18] to prevent interference with subsequent analyses. Water-soluble materials typically include inorganics, non-structural sugars, and nitrogenous materials. Ethanol soluble components may include chlorophyll, waxes, and other minor components. Each analysis was performed in duplicate for all samples.
Enzymes
Enzymes used in this study included Spezyme CP (Genencor; Palo Alto, CA) for endo/exo-cellulase capability with an activity of 59.5 filter paper units (FPU)/mL. Novozyme 188 (Novozymes North America, Inc.; Franklinton, NC, USA) was utilized as a β-glucosidase (cellobiase) with an activity of 583 cellobiase units (CBU)/mL.
Yeast and Inoculum Preparation
Permission was granted from Fermentis (A division of Lesaffre Group; Marcq en Baroeul, France) to use its Ethanol Red™ industrial strain of Saccharomyces cerevisiae. Yeast was in active dry form and stored at room temperature prior to hydration for trials. Inocula for trials were prepared in 250-mL Erlenmeyer flasks by blending 100 mL of a 50-mM citrate buffer (pH 4.8) (see below) with 10 g/L glucose and 2 g/L yeast extract, and then autoclaving. After cooling, 0.5 mL of a tetracycline solution (see below) was added to prevent bacterial contamination, and 0.15 g of Ethanol Red™ dry yeast was added. Flasks were incubated for 12–18 h at 30 °C in a SteadyShake model 757L (Amerex Instruments, Inc.; Layfayette, CA) incubator shaker at 150 rpm. Subsequent SHF and SSF trials used a 1 % (v/v) inoculum rate of this material.
Buffers and Antibiotics
SHF and SSF trials were conducted using a 50-mM citrate buffer with the pH adjusted to 4.8 using concentrated NaOH. It was prepared using 5.22 g/L of citric acid monohydrate and 7.39 g/L sodium citrate. Once prepared, the solution was filtered using a 0.4-μm filter and stored at 4 °C. An antibiotic solution was prepared to prevent bacterial contamination. A stock solution of 10 mg/mL tetracycline HCl (70 % ethanol, filter-sterilized) was prepared and stored at 4 °C.
Saccharification and Fermentation Trials
Trials were conducted in triplicate with 100-mL batches in 250-mL Erlenmeyer flasks fitted with rubber stoppers. Each stopper was pierced with a 21-gauge syringe needle attached to a 0.2-μm Whatman syringe filter. Prior to each trial, the moisture content of each feedstock was determined so that appropriate amounts of fresh weight material could be added. Moisture contents ranged from 5.1 to 7.6 %. SHF trials targeted a 1 % (w/v) glucan loading rate while SSF trials used a 4 % (w/v) rate. A lower solid loading rate was used for SHF to avoid any feedback inhibition caused by sugar accumulation. In SSF, this is not a concern as sugars are rapidly converted into ethanol. A 0.5-mL dose of a 10 mg/mL tetracycline solution was added to each flask, with the balance made up with citrate buffer to achieve a total volume of 100 mL. No additional tetracycline was added beyond the initial dose, and bacterial contaminants were not detected.
Two enzyme dose rates were used for trials. The low enzyme dose rate utilized 5 FPU Spezyme CP per gram of glucan and 21.3 CBU Novozyme 188 per gram of glucan. The low dose was an attempt to determine the lowest economically feasible dose for effective commercial application [19]. The high enzyme dose rate used 15 FPU Spezyme CP per gram of glucan and 64 CBU Novozyme 188 per gram of glucan. Yang and Wyman [20] point out the importance of targeting cellulase loadings of less than 10 FPU/g for economic viability. In the SHF process, hydrolysis conditions were 48 h in a 50 °C incubator shaker set at 150 rpm. Many groups report that cellulases work optimally at 40 to 50 °C [21–24]. It has been recommended by Yang and Wyman [20] that hydrolysis takes place ideally in less than 3 days. Following hydrolysis, yeast inoculum was added and fermentation commenced with conditions set at 96 h in a 30 °C incubator shaker at 150 rpm. The SSF trials were conducted at 37 °C for 144 h. McMillan et al. [25] used similar SSF conditions for SSF of pretreated CS.
Analytical Methods
During hydrolysis, samples (2–4 mL) were drawn aseptically from the flasks at 0, 6, 24, and 48 h. Samples were collected during fermentation at 0, 6, 24, 48, 72, and 96 h. A portion of each sample was first analyzed for pH then centrifuged in an Eppendorf model 5702 centrifuge (Hamburg, Germany) at 2451×g for 5 min, following which the supernatant was filtered through a 0.2-μm syringe filter into vials for HPLC analysis. These vials were frozen at −20 °C until analysis, which was conducted using an HPLC system (Waters Corp.; Milford, MA, USA) with a 1515 isocratic pump, 717 plus autosampler, and a 2414 refractive index detector. Carbohydrate (dextrins, cellobiose, glucose, xylose, and arabinose), organic acids (acetic and lactic), and ethanol concentrations were determined using an Aminex HPX-87H (300 × 7.8 mm) carbohydrate column (Bio-Rad Laboratories; Hercules, CA). Mobile phase used 18 mΩ NANO pure water in a 0.005-M H2SO4 solution with a flow rate of 0.6 mL/min, with the column at 65 °C. Yeast counts were completed via hemocytometer using methylene blue to stain cells at a 1:10 dilution rate.
Data Analysis
Trials were conducted in triplicate for each feedstock, treatment, and enzyme dose rate during SHF hydrolysis (48 h) and fermentation (96 h) as well as in SSF fermentation (144 h). Data was analyzed using the ANOVA procedure at p < 0.05. Tests of significant difference were performed for glucose and ethanol yields of untreated, AFEX-pretreated and pretreated stored CS, SG, and PCG samples used in SHF and SSF trials.
Results and Discussion
Effect of Pretreatment and Densification
Figure 1a provides the ethanol yields for untreated, pretreated, and pretreated/compacted feedstocks in SHF and SSF trials at the low enzyme dosage, while Fig. 1b provides similar data for the high enzyme dosage. Figures include findings from Rijal et al. [12]. Ethanol yield was calculated on the basis of glucan levels only, since the yeast used in this study was unable to metabolize xylose. Due to the different glucan loading rates used for SHF versus SSF, the comparisons are based on the percent of theoretical maximum yield. In general, ethanol yields were lower than expected, and this may have been due to yeast metabolism of ethanol after glucose became limiting [26]. Additionally, SHF data reveals increased variability that may have been attributed to this fermentation method. Typically, glucose was depleted by 24–48 h (data not shown) because of the low glucan loading rates used (1 % in SHF and 4 % in SSF).

a Effect of AFEX pretreatment and densification on ethanol production in SHF (1 % glucan loading rate) and SSF (4 % glucan loading rate) trials at low enzyme dosage. Error bars represent sample standard deviation. b. Effect of AFEX pretreatment and densification on ethanol production in SHF (1 % glucan loading rate) and SSF (4 % glucan loading rate) trials at high enzyme dosage. Error bars represent sample standard deviation
As expected, AFEX pretreatment significantly improved ethanol yields over the un-pretreated control for all feedstocks, both enzyme dosages, and both methods of processing (SHF and SSF). Balan et al. [14] and Dale et al. [27] also reported that AFEX pretreatment significantly improved ethanol yields, even when low enzyme loading were used. Balan et al. [14] explained the effects that AFEX pretreatment has on lignocellulosic biomass structure, including the ability to increase surface area for hydrolysis, stimulate cellulose decrystallization, aid hemicellulose depolymerization, and reduce lignin recalcitrance.
Subsequent densification of the AFEX-treated feedstocks using the ComPAKco device did not have any consistent effect on ethanol yields. Rijal et al. [12] found similar results using these same densified AFEX-pretreated materials. In 7 of the 12 treatment combinations, ethanol yields did not significantly change following compaction. In three of the remaining treatment combinations, densification caused a 3–13 % increase in ethanol yield. Interestingly, these were with CS as the feedstock. In the other two treatment combinations (one PCG and one SG), densification caused a 7 and 22 % reduction in ethanol yields, respectively. Due to the relatively low temperature (∼50 °C), pressure (1600 to 2000 psi), and processing time (several seconds) of the ComPAKco densification system, we had not anticipated any significant change to ethanol yields as the result of densification. In general, these results support that hypothesis and indicate that the ComPAKco device is an effective post-AFEX densification process.
When comparing the un-pretreated feedstocks in the SHF process, all had similar ethanol yields at the low enzyme dosage, but PCG had a significantly higher yield at the high enzyme dosage. In the SSF process, PCG had the highest ethanol yields of the un-pretreated feedstocks at both enzyme dosages. Cybulska et al. [28] used organosolv pretreatment to extract lignin from PCG, CS, and SG and then characterized the lignin by several methods. Based on the lower yield and purity of PCG lignin, they postulated that it was more strongly associated with hemicellulose, compared to lignin in CS and SG. This implies that cellulose in PCG may be more accessible to enzymatic hydrolysis, compared to CS and SG. However, since there was not a significant difference between the un-pretreated substrates at the lower dose rate in the SHF trials, there may simply not have been sufficient enzyme at the lower dose rate for substantial cellulose hydrolysis. The very low ethanol yield of un-pretreated SG in the SSF trial was unexpected but also may have been related to the low enzyme dosage.
After AFEX pretreatment and densification, PCG also had the highest percentage of theoretical ethanol yield in SHF trials at the high enzyme dosage. However, CS had the highest yield in the SHF trial at low enzyme dosage and in both the low and high enzyme dosages in SSF trials. Due to the varying composition of each substrate, the conditions used for AFEX pretreatment of each feedstock were based on prior optimization studies [14, 29]. Values for cellulose (glucan) content of AFEX-pretreated PCG, SG, and CS were 40.9, 34.5, and 35.2 %, respectively, according to compositional analysis reported by Wang [13]. Following SHF trials, the glucose content of densified PCG, SG, and CS at the high enzyme dose were 62.9, 51.5, and 69.3 %, respectively. Thus, the ethanol yield differences were primarily due to the interaction of feedstock composition and pretreatment efficiency [21, 30–32].
Effect of Enzyme Dose
Figure 2 summarizes the effects of low versus high enzyme loading rates for each AFEX-treated and densified feedstock in SHF and SSF studies. As expected, high enzyme loading rates increased ethanol yields in all cases, but the degree of improvement varied according to the feedstock and type of process (e.g., SHF vs. SSF). Overall, ethanol yield improvements due to the higher enzyme dosage ranged from 18 to 317 % for SHF and 28–62.5 % for SSF. There was no pattern to the ethanol yield improvements when comparing individual feedstocks between SHF and SSF. For example, PCG exhibited the largest increase in glucose (data not shown) and ethanol yields at the higher dose rate in the SHF trials, but the least improvement in the SSF trials. Perhaps this was related to the more optimal temperature used for saccharification in the SHF trials, which allowed for more efficient enzymatic hydrolysis of the PCG cellulose. The only other significant difference between SHF and SSF was with CS at the high enzyme dosage, where the SSF performed slightly better. Overall, the highest ethanol yields were observed for PCG in the SHF trial and CS in the SSF trial. These performance variances were likely due to differences in composition of the substrates as described previously. AFEX pretreatment has been shown to allow reduced enzyme loadings in other studies. Teymouri et al. [11] studied enzyme dose rates of 7 and 15 FPU/g of glucan. While the higher rate resulted in greater than 90 % glucan yield, there was a 13 % reduction at the lower rate.

Effect of low versus high enzyme dosage rates for SHF and SSF of AFEX CBB of CS, SG, and PCG. Error bars represent sample standard deviation
Effect of Storage
Figure 3 shows the effects of storing AFEX CBB prior to processing via SHF versus SSF. The only trial in which storage reduced ethanol yield was PCG processed via SHF, which exhibited a 55 % yield reduction compared to fresh AFEX CBB. However, the companion trial with PCG using SSF did not show any significant effect of storage on ethanol yield. Thus, the reduced ethanol yield may have been due to the SHF conversion method instead of any changes that occurred during storage. In the SHF conversion method, the low glucan loading rate may have resulted in depletion of glucose by 24 h, potentially causing the yeast to then metabolize the ethanol, resulting in reduced ethanol yields [26]. In the remaining trials, storage either did not have a significant effect or slightly improved ethanol yield by 12–17 %. Perhaps this was due to the low levels of residual ammonia causing a continuation of the pretreatment effect during the 6 months of storage. Yoo et al. [33] reported positive storage effects using a low-moisture anhydrous ammonia (LMAA) pretreatment system. Findings included improved storage effects over untreated substrates as they related to the prevention of decomposition by fungal growth and glucan and xylan digestibility of 83 and 67 %, respectively.

Effect of storage on CS, SG, and PCG AFEX CBB at high enzyme dose rates in SHF (1 % glucan loading rate) and SSF (4 % glucan loading rate) trials. Error bars represent sample standard deviation
Conclusions
AFEX pretreatment resulted in significantly improved ethanol yields for SG, PCG, and CS in SSF and SHF trials. PCG exhibited unique characteristics including improved conversion compared to the other substrates that requires further study. SHF and SSF trials found that the lower enzyme loading of 5 FPU/g of glucan significantly reduced ethanol yields and is not recommended for commercial application. Finally, analysis of substrates following storage revealed pretreated biomass could be stored for 6 months without any negative effects.
References
US Department of Energy (2011). US billion-ton update: biomass supply for a bioenergy and bioproducts industry. RD Perlack and BJ Stokes (Leads), ORNL/TM-2011/224. Oak Ridge National Laboratory, Oak Ridge, TN. 227p.
Lee, D., Owens, V. N., Boe, A., & Jeranyama, P. (2007). Composition of herbaceous biomass feedstocks. http://agbiopubs.sdstate.edu/articles/SGINC1-07.pdf.
Morey, R. V., Kaliyan, N., Tiffany, D. G., & Schmidt, D. R. (2010). A corn stover supply logistics system. Applied Engineering in Agriculture, 26(3), 455–461.
Perlack, R. D., Wright, L. L., Turhollow, A. F., Graham, R. L., Stokes, J. B., & Erbach, D. C. (2005). Biomass as feedstock for a bioenergy and bioproducts industry: the technical feasibility of a billion-ton annual supply. DOE-USDA. http://www.eere.energy.gov/biomass/biomass-feedstocks.html (accessed 08.12).
Kaliyan, N., & Morey, R. V. (2009). Densification characteristics of corn stover and switchgrass. Transactions of the ASABE, 52, 907–920.
Mani, S. (2006). Simulation of biomass pelleting operation. In: Bioenergy Conference and Exhibition, 2006. Prince George, BC, CA, May 31–June 1 2006.
Tumuluru, J. S., Wright, C. T., Kenny, K. L., & Hess, J. R. (2010). A review on biomass densification technologies for energy application. Department of Energy (DOE), ed: Idaho National Laboratory, INL/EXT-10–18420.
Sokhansanj, S., & Turhollow, A. (2004). Biomass densification—cubing operations and costs for corn stover. Applied Engineering in Agriculture, 20, 495–499.
Dale, B. E. (2009). Densifying and handling AFEX biomass: a cooperative research project. In: Northern Plains Biomass Economy, 09-22-2009, Fargo, ND, USA. http://www.ag.ndsu.edu/bioepic/documents/2009-ind.-pres/Dale.pdf.
Mosier, N., Wyman, C., Dale, B., Elander, R., Lee, Y. Y., Holtzapple, M., & Ladisch, M. (2005). Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresource Technology, 96, 673–686.
Teymouri, F., Laureano-Perez, L., Alizadeh, H., & Dale, B. E. (2005). Optimization of the ammonia fiber explosion (AFEX) treatment parameters for enzymatic hydrolysis of corn stover. Bioresource Technology, 96, 2019–2025.
Rijal, B., Biersbach, G., Gibbons, W. R., & Pryor, S. W. (2014). Effect of initial particle size and densification on AFEX-pretreated biomass for ethanol production. Applied Biochemistry and Biotechnology, 174, 845–854.
Wang, Y. (2012). Physical, flow, and moisture adsorption characterization of AFEX-PAKed densified switchgrass, corn stover and prairie cord grass. MS Thesis, South Dakota State University, Brookings, SD, USA.
Balan, V., Bals, B., Chundawat, S. P., Marshall, D., & Dale, B. E. (2009). Lignocellulosic biomass pretreatment using AFEX. Methods in Molecular Biology, 581, 61–77.
Alvira, P., Tomas-Pejo, E., Ballesteros, M., & Negro, M. J. (2009). Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresource Technology, 101, 4851–4861.
Karki, B., Muthukumarappan, K., Wang, Y., Dale, B., Balan, V., & Gibbons, W. R. (2015). Physical characteristics of AFEX-pretreated and densified switchgrass, prairie cord grass, and corn stover. Biomass and Bioenergy, 78, 164–174.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., & Crocker, D. (2011). Determination of structural carbohydrates and lignin in biomass laboratory analytical procedures. NREL/TP-510–42618. National Renewable Energy Laboratory, Golden, CO.
Sluiter, A., Ruiz, R., Scarlata, C., Sluiter, J., & Templeton, D. (2008). Determination of extractives in biomass. NREL/TP-510–42619. National Renewable Energy Laboratory, Golden, CO.
Wyman, C. E., Dale, B. E., Elander, R. T., Holtzapple, M., Ladisch, M. R., & Lee, Y. Y. (2005). Comparative sugar recovery data from laboratory scale application of leading pretreatment technologies to corn stover. Bioresource Technology, 96, 2026–2032.
Yang, B., & Wyman, C. E. (2008). Pretreatment: the key to unlocking low-cost cellulosic ethanol. Biofuels, Bioproducts and Biorefining, 2, 26–40.
Steele, B., Raj, S., Nghiem, J., & Stowers, M. (2005). Enzyme recovery and recycling following hydrolysis of ammonia fiber explosion-treated corn stover. Applied Biochemistry and Biotechnology, 121–124, 901–910.
Neves, M. A., Kimura, T., Shimizu, N., & Nakajima, M. (2007). State of the art and future trends of bioethanol production. Dynamic Biochemistry, Process Biotechnology and Molecular Biology, 1(1), 1–14.
Lau, M. W., Dale, B. E., & Balan, V. (2008). Ethanolic fermentation of hydrolysates from ammonia fiber expansion (AFEX) treated corn stover and distillers grain without detoxification and external nutrient supplementation. Biotechnology and Bioengineering, 99, 529–539.
Kumar, R., & Wyman, C. E. (2009). Effect of additives on the digestibility of corn stover solids following pretreatment by leading technologies. Biotechnology and Bioengineering, 102, 1544–1557.
McMillan, J. D., Jennings, E. W., Mohagheghi, A., & Zuccarello, M. (2011). Comparative performance of precommercial cellulases hydrolyzing pretreated corn stover. Biotechnology for Biofuels. doi:10.1186/1754-6834-4-29.
Chandal, A. K., Ghandrasekhar, G., Radhika, K., Ravinder, R., & Ravindra, P. (2011). Bioconversion of pentose sugars into ethanol : a review and future directions. Biotechnol Mol Biol Rev, 6(1), 8–20.
Dale, B. E., Leong, C. K., Pham, T. K., Esquivel, V. M., Rios, I., & Latimer, V. M. (1996). Hydrolysis of lignocellulosics at low enzyme levels: application of the AFEX process. Bioresource Technology, 56, 111–116.
Cybulska, I., Brudecki, G., Rosentrater, K., Julson, J. L., & Lei, H. (2012). Comparative study of organosolv lignin extracted from prairie cordgrass, switchgrass and corn stover. Bioresource Technology, 118, 30–36.
Bals, B., Wedding, C., Balan, V., Sendich, E., & Dale, B. (2011). Evaluating the impact of ammonia fiber expansion (AFEX) pretreatment conditions on the cost of ethanol production. Bioresource Technology, 102, 1277–1283.
Karunanithy, C., & Muthukumarappan, K. (2010). Influence of extruder temperature and screw speed on pretreatment of corn stover while varying enzymes and their ratios. Applied Biochemistry and Biotechnology, 162, 264–279.
Karunanithy, C., & Muthukumarappan, K. (2010). Effect of extruder parameters and moisture content of switchgrass, prairie cord grass on sugar recovery from enzymatic hydrolysis. Applied Biochemistry and Biotechnology, 162, 1785–1803.
Karunanithy, C., Muthukumarappan, K., & Gibbons, W. R. (2012). Effect of extruder screw speed, temperature and enzyme levels on sugar recovery from different biomasses. ISRN Biotechnology, http://dx.doi.org/10.5402/2013/942810.
Yoo, C. G., Lee, C. W., & Kim, T. H. (2014). Effect of low-moisture anhydrous ammonia (LMAA) pretreatment on biomass quality and enzymatic hydrolysis for long-term storage. Applied Biochemistry and Biotechnology, 174, 2639–2651.
Acknowledgments
The contributions of Bruce Dale’s research group at Michigan State with the ammonia fiber expansion (AFEX) process are gratefully acknowledged. We are thankful to Jim Flaherty at Federal Machine Co. (Fargo, ND) for feedstock densification. Our appreciation extends to Poet Biorefining – Big Stone, for allowing use of their lab facilities to complete this work. Recognition goes to Chad Folk for providing assistance with the sample analysis. This research was supported by funding from the North Central Regional Sun Grant Center at South Dakota State University through a grant provided by the US Department of Energy office of Biomass Programs under award number DE-FG36-08GO88073.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Biersbach, G., Rijal, B., Pryor, S.W. et al. Effects of Enzyme Loading, Densification, and Storage on AFEX-Pretreated Biomass for Ethanol Production. Appl Biochem Biotechnol 177, 1530–1540 (2015). https://doi.org/10.1007/s12010-015-1833-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-015-1833-6