
Abstract
Pretreatment is of vital importance in the production of ethanol and methane from agricultural residues. In this study, the effects of steam pretreatment with phosphoric acid on enzymatic hydrolysis (EH), simultaneous saccharification and fermentation (SSF), anaerobic digestion (AD) and the total energy output at three different temperatures were investigated. The effect of separating the solids for SSF and the liquid for AD was also studied and compared with using the whole slurry first in SSF and then in AD. Furthermore, the phosphoric acid was compared to previous studies using sulphuric acid or no catalyst. Using phosphoric acid resulted in higher yields than when no catalyst was used. However, compared with sulphuric acid, an improved yield was only seen with phosphoric acid in the case of EH. The higher pretreatment temperatures (200 and 210 °C) resulted in the highest yields after EH and SSF, while the highest methane yield was obtained with the lower pretreatment temperature (190 °C). The highest yield in terms of total energy recovery (78 %) was obtained after pretreatment at 190 °C, but a pretreatment temperature of 200 °C is, however, the best alternative since fewer steps are required (whole slurry in SSF and then in AD) and high product yields were obtained (76 %).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As oil reserves become depleted, considerable efforts are being devoted to increasing the use of renewable resources for chemicals, fuels and electricity. However, it is difficult to replace all the products made from oil with products based on biomass, as the amount of available biomass is limited [1]. A strategy for the maximal utilization of biomass, in terms of the valuable products that can be obtained from it, is to adopt the technique employed in oil refineries, i.e. the efficient use of all the fractions. The value of the products obtained from biomass will be higher and less waste will result, by producing different fuels and chemicals, together with the generation of electricity [2].
Corn stover is an agricultural residue consisting mainly of cellulose, hemicellulose and lignin, which could be used to produce ethanol from the cellulose, biogas from the hemicellulose and other compounds, e.g. proteins and fats and pellets from the lignin. Pretreatment is necessary to break down the structure of the material and, at the same time, optimize the yields and conversion rates in the various downstream processes [3, 4]. The efficiency of pretreatment can be evaluated by measuring the sugar recovery after pretreatment and enzymatic hydrolysis (EH) [5–7]. Various compounds can affect the enzyme activity during EH. According to Hodge et al., the main inhibitors of enzymatic cellulose hydrolysis found in pretreatment liquid were sugars, while other compounds, such as sugar degradation products, acetic acid and phenolic compounds, had only a slight inhibitory effect [8]. Qing et al. also reported that xylooligomers were strongly inhibitory [9]. However, all the phenolic compounds that may be present in the pretreatment liquid have not been identified or investigated with regard to their effect on EH. In the solid fraction, lignin is known to have a negative effect on EH [10, 11].
Several compounds are known to be inhibitory to fermentation, and these may differ from those having a negative effect on EH. In a previous study, we found that the pretreatment conditions that resulted in a high glucose yield did not result in the same high ethanol yield as that obtained when using milder pretreatment conditions [12]. Furfural is known to inhibit yeast at a concentration above 2 g/L, and it has been reported to have a synergistic inhibitory effect with acetic acid [13]. Other organic acids and phenolic compounds are also likely to negatively influence fermentation [14, 15]. These compounds are less inhibitory in EH than in fermentation. Therefore, the use of EH to evaluate the efficiency of pretreatment conditions may not be suitable regarding the production of ethanol.
Dilute phosphoric acid has been utilized as an acid catalyst in different studies. Higher concentrations (2–6 %) with longer times [16–18], as well as shorter reaction times with lower acid concentrations (0.5–1 %) and higher temperatures both combined with and without steam pretreatment [19–22] have been conducted with different feedstock, e.g. sugar cane bagasse, corn stover, eucalyptus and sorghum straw. Compared with the more commonly used sulphuric acid, phosphoric acid has been shown to result in not only lower sugar yields after pretreatment and enzymatic hydrolysis but also lower formation of sugar-degradation products [17, 19, 22]. Phosphoric acid is, however, more expensive compared with sulphuric acid and can be very corrosive due to the impurities in technical-grade phosphoric acid [19]. However, there is a possibility to reduce the costs of the process if phosphoric acid can be used as a nutrient source for microorganisms [16, 18], and it has also been suggested to have a positive effect on the cultivation and fermentation processes of yeast [22].
The aim of this study was to investigate the effect of pretreatment temperature on the production of ethanol and methane from corn stover using EH, simultaneous saccharification and fermentation (SSF) and anaerobic digestion (AD). Phosphoric acid was used as a catalyst to determine whether the addition of nutrients, i.e. phosphorus, resulted in higher yields in fermentation and AD than when no catalyst or sulphuric acid was used.
Materials and Methods
Experimental Design
The experimental design is shown in Fig. 1. Briefly, the corn stover was cut and impregnated with phosphoric acid. After removing the excess liquid by pressing, the material was steam pretreated at three different temperatures. The pretreated material was then subjected to EH or SSF. The thin stillage (i.e. the liquid residue after distillation) from SSF or diluted hydrolysate (i.e. the liquid fraction after pretreatment mixed with the washing liquid) was used to produce methane by AD. SSF and AD were combined to give two different process alternatives. In the first (dotted lines in Fig. 1), the whole slurry was used for SSF and the thin stillage for AD. In the second (dashed lines in Fig. 1), the solid and liquid fractions were separated after pretreatment, and the solid fraction was used in SSF and AD and the liquid fraction in AD only.

Overview of the experimental design. Dotted lines represent process alternative 1 (whole slurry) and dashed lines, process alternative 2 (solid and liquid fractions)
Raw Material
The corn stover was supplied by the State Grid Corporation of China and had a dry matter (DM) content of 88.9 %. It was chopped in a knife mill (Retsch GmbH, Haan, Germany) into pieces 10- to 40-mm long and then stored at room temperature prior to impregnation and pretreatment.
Steam Pretreatment
The chopped corn stover was soaked in a dilute solution of H3PO4 (0.4 % by weight) at room temperature for 2 h. The liquid/solid ratio was 20 kg/kg dry corn stover. The material was pressed (Tinkturenpressen HP5M, Fischer Maschinenfabrik GmbH, Burgkunstadt, Germany) to a DM content of 46–48 % and then directly steam pretreated.
The steam pretreatment equipment consisted of a 10-L reactor with a collecting tank in which the pretreated material is released and then collected [23]. The reactor was preheated before pretreatment, and an amount corresponding to 400 g of dry corn stover per run was added to the vessel. The pretreatment time was 10 min, and the three temperatures used were 190, 200 and 210 °C. Five successive runs were performed at each temperature, and the resulting material was combined to yield one batch and stored at 4 °C until use. The choice of pretreatment time was based on results from previous studies [12].
Enzymatic Hydrolysis
In order to assess the effects of pretreatment on the digestibility of the solid material, EH was performed in 50-mL tubes in a combi-H12 hybridization incubator (FINEPCR, Seoul, South Korea). Hydrolysis was performed with 10 % water-insoluble solids (WIS) in 0.05 M sodium acetate buffer at 45 °C for 96 h. The whole slurry and washed WIS, obtained by washing the slurry with hot water followed by vacuum filtration, were evaluated. To avoid microbial growth, penicillin and streptomycin (Sigma-Aldrich, USA) were added to the final concentrations of 100 units/mL and 0.1 mg/mL, respectively. The pH of the material was adjusted to 5 with NaOH. The enzyme mixture, Cellic-Ctec2 from Novozymes A/S (Bagsværd, Denmark), was added at a loading of 10 FPU/g WIS. Duplicate experiments were carried out on material pretreated at each temperature. Samples were withdrawn after 4, 24, 48, 72 and 96 h in the first experiment, and only a final sample (96 h) was taken in the second experiment.
Yeast Cultivation and Production
Baker’s yeast, Saccharomyces cerevisiae (Jästbolaget AB, Rotebro, Sweden), was cultivated before SSF. In the first step, yeast cells prepared on an agar plate were added to a 250-mL flask containing 70 mL sterile medium composed of 23.8 g/L glucose, 10.8 g/L (NH4)2SO4, 5.0 g/L H2KPO4, 1.1 g/L MgSO4·7 H2O, 14.4 mL/L trace metal solution and 1.4 mL/L vitamin solution [24]. The culture was incubated at 30 °C for 24 h on a rotary shaker.
The culture was then grown in two phases, batch followed by fed-batch. Batch culture was carried out at 30 °C, pH 5 in a 2-L fermentor (Infors AG, Bottmingen, Switzerland). The 500-mL medium contained 20.0 g/L glucose, 22.5 g/L (NH4)2SO4, 10.5 g/L H2KPO4, 2.2 g/L MgSO4·7 H2O, 60.0 mL/L trace metal solution and 6.0 mL/L vitamin solution. The pH was maintained at 5 by the automatic addition of 10 % NaOH, and the stirring rate was 700 rpm. The bioreactor was aerated and the airflow adjusted to ensure that the concentration of dissolved oxygen was maintained above 5 % during both batch cultivation and fed-batch cultivation.
When the ethanol produced during the glucose consumption phase had been depleted, feeding of the hydrolysate from pretreatment was started. Hydrolysate obtained from pretreatment at 200 °C for 10 min was used as the feed and enriched with 68.0 g/L glucose, 11.3 g/L (NH4)2SO4, 5.3 g/L H2KPO4 and 1.1 g/L MgSO4·7 H2O, giving a final volume of 1 L. The hydrolysate solution was added continuously over a period of 24 h. In the preparation of the solutions, the pH was adjusted to 5 with 2.5 or 25 % (by weight) ammonia solution (NH4OH). During the cultivation, 10 % NaOH was used for pH adjustment. The hydrolysate was diluted to a concentration corresponding to that of a slurry from pretreatment having been diluted to 7.5 % WIS. The stirring rate was 1,000 rpm.
The cell culture was centrifuged in 750-mL flasks using a Jouan C4-12 centrifuge (St Herblain, France) at 3,500 rpm for 5 min. The time from the end of batch feeding to SSF of the harvested cells was less than 2 h.
Simultaneous Saccharification and Fermentation
SSF of whole slurry and washed WIS was performed in 2-L fermenters (Infors AG, Bottmingen, Switzerland) at 35 °C for 96 h, using a total mass of 1 kg (10 % WIS). The same enzyme mixture as that used in EH was used at the same loading (10 FPU/g WIS). Yeast cells cultivated on hydrolysate were added to a concentration of 3 g dry cells/L. The final concentrations of nutrients were 0.5 g/L (NH4)2HPO4 and 0.025 g/L MgSO4⋅7 H2O. The pH of the material had been previously adjusted to 5 or 5.5 with 25 % v/v ammonia solution. During SSF, pH adjustment was carried out automatically with 10 % NaOH. Samples were taken for analysis at 2.5, 4, 6, 8, 24, 48, 72 and 96 h.
In order to perform SSF on washed WIS, the following procedure was applied to the necessary amount of each slurry: (1) the hydrolysate was removed from the pretreated material by pressing, (2) the same amount of water as the amount of hydrolysate removed was added to the filter cake, (3) the liquid was removed from the material by pressing and (4) the hydrolysate and washing liquid were mixed together (diluted hydrolysate) and stored in a freezer until evaluation for biogas production.
Anaerobic Digestion
The material from SSF was distilled in a small distillation unit before AD. Distillation continued until the volume of the distillate reached about 150 mL to ensure that most of the ethanol had been removed from the 1-L slurry. The residual slurry (the stillage) was then filtered, and the liquid fraction (thin stillage) was used for AD.
AD was performed using the method described by Hansen et al. [25] to determine the potential biogas production. Either thin stillage or diluted hydrolysate was used as the substrate in the AD experiments (Fig. 1). Inoculum (active sludge) was collected from the anaerobic digester of a municipal waste water treatment plant (Sjölunda Avloppsreningsverk, Malmö, Sweden). The substrate and inoculum were mixed in the proportions 1:2, based on the volatile solids (VS) content, to give a total weight of 500 g in bottles with a volume of 2 L. The bottles were flushed with nitrogen to obtain an anaerobic environment and kept in an incubator at 37 °C. Samples were withdrawn repeatedly throughout AD and the methane content determined by gas chromatography [25]. A reference sample was run in parallel with the experiments, containing a 50:50 mixture of two different kinds of cellulose (Microcrystalline Cellulose Powder, MP Biomedicals, Germany, and Microcrystalline Cellulose, FLUKA Sigma-Aldrich Biochemica, Ireland). Bottles containing inoculum only were also used to determine the methane produced by the inoculum.
Analysis
All DM contents were measured by drying the material in an oven at 105 °C until constant weight was obtained. The WIS content of the different slurries was determined by calculating the difference between the DM content of the slurry and the DM content of the hydrolysate [26].
The total organic carbon (TOC) content of the substrates used for AD and in the residue after AD was determined using a total carbon analyser (TOC-5050A,) equipped with an autosampler (ASI-5000A) both from Shimadzu, Kyoto, Japan. The carrier gas flow was set to 150 mL/min, and the working temperature was 680 °C.
The content of VS in the substrate and inoculum used in AD was determined by ashing the sample at 550 °C for 2 h after the sample had been dried at 105 °C until constant weight.
The composition of raw corn stover and the WIS after pretreatment was determined using the standard procedure “Determination of structural carbohydrates and lignin in biomass” [27] from the National Renewable Energy Laboratory (NREL). All measurements were performed in duplicate. The starch content of corn stover and the total sugar content of the liquid fraction after pretreatment (hydrolysate) were analysed using the corresponding NREL procedure [27, 28]. The content of oligosaccharides in the hydrolysate was calculated as the difference between the monosaccharide concentration and the total sugar concentration.
High-performance liquid chromatography was used for the analysis of sugars, ethanol and by-products, using a differential refractive index detector (RID-10A) (both from Shimadzu). All samples were passed through a filter with a pore diameter of 0.20 μm before analysis.
The liquid from the slurry after steam pretreatment and samples from SSF were diluted if necessary and analysed on an Aminex HPX-87H column (Bio-Rad, Hercules, CA, USA) at 50 °C using 5 mM H2SO4 as eluent, at a flow rate of 0.5 mL/min, to separate ethanol, lactic acid, acetic acid, formic acid, levulinic acid, 5-hydroxymethylfurfural (HMF) and furfural.
The liquid from the NREL analysis, the liquid after steam pretreatment, and those from enzymatic hydrolysis and SSF were analysed on an Aminex HPX-87P column (Bio-Rad) at 85 °C with deionized water as eluent, at a flow rate of 0.5 mL/min, to separate monomeric sugars (glucose, xylose, galactose, arabinose, mannose). All acidic samples analysed on this column had previously been neutralized with solid CaCO3.
Results and Discussion
Pretreatment
The composition of the raw corn stover, based on DM, is given in Table 1. The glucan content, including cellulose and starch, was 38.0 %, while the xylan content was 22.8 %. The lignin content, comprising acid-soluble and acid-insoluble lignin, was 20.4 %.
The main characteristics of the materials obtained after steam pretreatment at 190, 200 and 210 °C for 10 min using 0.4 % H3PO4 as a catalyst, are given in Table 2.
No major difference was observed between the materials regarding pH, DM and WIS content. The total recovery of glucose was high and did not seem to be significantly affected by the pretreatment temperature. Most of the glucose was still present in the form of cellulose in the WIS, and the glucose recovery in the liquid phase was very low. The concentration of total glucose (monomers and oligomers) in the liquid phase remained relatively constant (Fig. 2a). In contrast to the glucose recovery, the total recovery of xylose was significantly affected by the pretreatment temperature, and a decrease from 58.2 % at 190 °C to 20.4 % at 210 °C was observed. Most of the remaining xylose after pretreatment was recovered in the liquid phase. As illustrated in Fig. 2b, the decrease in xylose recovery at higher temperatures was accompanied by an increase in the production of xylose degradation products, i.e. furfural and formic acid. The increase in degradation products did not correspond completely to the loss of xylose, due to the evaporation of volatile substances such as furfural in the pretreatment step, and the probable formation of other by-products such as pseudo-lignin. An increase was seen in the lignin recovery with increasing temperature, which confirms the formation of pseudo-lignin. This increases the amount of Klason lignin measured with increasing pretreatment severity [10, 29].

Composition of the liquid phase after pretreatment. a Concentrations of the oligomeric and monomeric forms of glucose and xylose. b Concentrations of the degradation products HMF, furfural, acetic acid, formic acid, lactic acid and levulinic acid. The error bars show the lowest and highest values
Enzymatic Hydrolysis
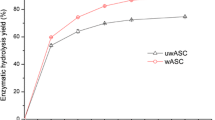
EH was used to assess which pretreatment temperature led to the highest digestibility of cellulose. After 96 h of EH, the glucose concentration varied between 59.6 and 68.2 g/L. The xylose concentration was 8.2–19.5 g/L after EH of the whole slurry and 2.5–5.4 g/L for washed WIS. As can be seen in Fig. 3a, the highest total glucose yield after pretreatment and EH was obtained for washed material pretreated at 210 °C. The yields of glucose following EH of slurry and the washed solids were similar at the two lower pretreatment temperatures (190 and 200 °C), whereas the glucose yield for whole slurry was significantly lower than that for washed WIS at the highest temperature, 210 °C. It has been shown that using washed solids improves the hydrolysis of cellulose [30]. In the present study, the effect was much more clearly pronounced at 210 °C. Enzymatic hydrolysis of the washed material pretreated at more severe conditions (210 °C) resulted in a higher glucose yield, despite the fact that the material contained a higher amount of lignin (including pseudo-lignin), which has been shown to have a negative effect on EH [10, 11]. This indicates that the inherent structure of lignin affects the accessibility of cellulose to enzymes more than the amount of lignin.

a Glucose and xylose yields after steam pretreatment and 96 h of EH, using whole slurry and washed WIS, expressed as percentage of the theoretical in the raw material. b Glucose and xylose yields as percentage of the theoretical amounts in the solids after pretreatment. The error bars show the lowest and highest values of the yields
The total xylose yield after EH was low compared to the total glucose yield. These low values are due to the low xylose recovery after pretreatment. The highest yield, 57 %, was achieved when using washed solids pretreated at 190 °C. Much of the available xylan is digested during EH, see Fig. 3b. The digestibility is higher when using washed WIS than when using the whole slurry when the material is pretreated at the lowest temperature, 190 °C. The significant difference in conversion to xylose suggests that the hydrolysate contains compounds that are inhibitory to hemicellulases.
The hydrolysate was observed to have an inhibitory effect on the hydrolysis of both cellulose and hemicellulose. Qing et al. found that xylooligomers were strongly inhibitory during EH [9], but in the present study, the highest amount of xylooligomers (measured as xylose after acid hydrolysis) was found after pretreatment at 190 °C. However, the most pronounced effect of the presence of hydrolysate was seen in material pretreated at 210 °C, as less cellulose was hydrolysed from whole slurry than from washed WIS. In this case, much less xylose was available in both monomeric and oligomeric forms compared with the other pretreatments. This indicates that compounds other than xylooligomers are responsible for the decrease in glucose yield when using whole slurry rather than washed WIS. Furfural, HMF and acetic acid, and some phenolic compounds, do not seem to have any significant effect on EH [8, 30]. However, inhibition may be due to some aromatic compounds released from the lignin structure during pretreatment [8, 31].
We have previously performed studies on EH of corn stover after steam pretreatment with or without sulphuric acid [12]. The highest glucose yield obtained without catalyst was 86 % while when using 0.2 % sulphuric acid, it was 78 %. The digestibility was higher in the present study using phosphoric acid, but some of the experimental conditions differed between the two studies: i.e. a lower solids loading (5 % WIS), lower enzyme loading (7.5 FPU/g WIS) and lower temperature (40 °C) in the previous study. The results are in contradiction to earlier findings [17, 19, 22] where the sulphuric acid pretreatment resulted in higher sugar yields than did phosphoric acid pretreatment. This may be due to the lower temperature and enzyme loading in our previous study [12]. In an earlier study by Tengborg et al., it was found that the addition of nutrients in the form of ammonium phosphate had a positive effect on EH [30]. This was thought to be the result of ammonia addition. In another study, by Sathitsuksanoh et al., where pretreatment with phosphoric acid was compared with ionic liquid pretreatment, high EH yields were obtained when using phosphoric acid [32]. In that case, no ammonia was added, which indicates that phosphorus has a positive effect on EH. This could explain the relatively high glucose yields in the present study.
SSF
The ethanol potential of pretreated corn stover was assessed by performing SSF for 96 h. Prior to SSF, yeast was cultivated on the liquid from pretreatment at 200 °C (Table 2). Nine experiments were conducted, including SSF on whole slurry at pH 5 and 5.5, and SSF on washed WIS at pH 5, following pretreatment at the three temperatures. As can be seen in Fig. 4 and Table 3, the ethanol concentrations after 96 h were similar in all cases (26.3–28.4 g/L) except in B and in C (SSF of whole slurry at pH 5, following pretreatment at 200 or 210 °C), where the concentrations were 19.7 and 10.2 g/L, respectively. In these cases, the final glucose concentrations were 19.0 and 41.5 g/L, respectively. In all other experiments, the glucose was almost totally consumed within 48 h leading to final concentrations below 1 g/L.

Ethanol and glucose concentrations during SSF of corn stover steam pretreated at a 190 °C, b 200 °C and c 210 °C with phosphoric acid. Ethanol concentration, pH 5 (open circles), whole slurry; pH 5.5 (open squares), whole slurry; pH 5 (open triangles), washed WIS. Glucose concentration, pH 5 (filled circles), whole slurry; pH 5.5 (filled squares), whole slurry; pH 5 (filled triangles), washed WIS
Table 3 gives the ethanol yield calculated in two different ways, based either on the whole process (expressed in g/100 g dry raw material) or on the amount of glucose being added to the fermenter as cellulose, oligomers and monomers (% of the theoretical yield). The yield from SSF was similar in all cases apart from B and C. Since very little monomeric glucose was available after SSF, fermentation appears to be satisfactory (except in cases B and C). This suggests that the hydrolysis during SSF is very much the same, regardless of the pretreatment temperature and that washed material results in a slightly higher hydrolysis yield in SSF. This also indicates that hydrolysis is the limiting factor in this process. Based on this data, almost all of them result in a yield around 75 %, which is beneficial for the robustness of the process. However, when the ethanol yield was based on the whole process, the yield appears to be slightly lower when using washed WIS than whole slurry, which probably is due to the loss of sugars in the washing step.
SSF of phosphoric-acid-pretreated corn stover resulted in lower yields than pretreatment with sulphuric acid, but the yield was higher than after pretreatment without an acid catalyst [12]. The overall yield using sulphuric acid was 80 % for both washed and unwashed material. The ethanol yield expressed in grams per 100 g was, however, higher in the present study due to the higher glucan content of the corn stover.
When comparing the results of the different SSF configurations and pretreatment temperatures in the present study, the effects of changing the pH and washing the material on the yield and productivity are very clear. Higher ethanol productivity was achieved during the first 24 h of SSF as a result of washing the material as this removed most of the inhibitors. The lower yields in cases B and C are due to the high amounts of inhibitors. The time to reach the final ethanol concentration was also shorter when using washed WIS. This could have a positive economic effect since smaller reactors would be needed.
Increasing the pH from 5 to 5.5 during SSF of the whole slurry had very different consequences depending on the pretreatment temperature. At 190 °C, a slight decrease in ethanol yield was observed, which was also seen in the SSF of washed WIS. In contrast, the increase in pH resulted in significantly higher ethanol yields when using material pretreated at 200 and 210 °C (76.8 and 75.3 % in cases E and F, vs. 53.3 and 27.1 % in cases B and C, respectively). Since the same effect was observed when washing the material, it is possible that increasing the pH reduces the toxicity of the hydrolysate. In the case of corn stover pretreated at 190 °C, the small decrease in yield when using washed WIS at pH 5 (G) or whole slurry at pH 5.5 (D), rather than whole slurry at pH 5 (A), is probably a result of experimental deviations, although it can be due to the decrease in inhibitory compounds. It has been shown that a small amount of some toxic compounds stresses the yeast in a positive way, resulting in higher ethanol yields [33]. At the lower pretreatment temperature, the total amount of inhibitory compounds formed (furfural, acetic acid and phenolic compounds) is lower, and by removing a large part of them during the washing step, the positive effect might vanish.
The positive effect of increasing the pH is probably due to the decreased levels of the undissociated forms of organic acids [14]. Undissociated organic acids affect the yeast by diffusing through the plasma membrane and dissociating inside the cell [34]. This will lead to a decrease in the intracellular pH, which the yeast compensates for by pumping out protons from the cell by hydrolysing ATP. When performing SSF at pH 5.5 instead of 5, the concentration of undissociated acids decreased by a factor between 2.0 and 3.4 (calculated using the Henderson-Hasselbalch equation [35]) (Fig. 5a). The high concentrations of furfural in the material might also affect the yeast. Previous studies have shown that furfural is toxic in the fermentation step until it is reduced to furfuryl alcohol [13, 36]. It has also been shown that furfural and acetic acid are synergistic inhibitors [13]. Even if yeast can detoxify the solution at pH 5 in cases B and C (Fig. 5b), the ethanol productivity was strongly affected, as was the final ethanol yield (Table 3). This could be the result of the yeast needing energy to convert furfural to furfuryl alcohol and to compensate for the reduction in intracellular pH. The reduction in the amount of undissociated acids resulting from increasing the pH means there will be less stress on the yeast. This effect can be seen in Fig. 5b, which shows that the furfural conversion was improved when using the material produced at the two highest pretreatment temperatures, resulting in more rapid detoxification of the medium, compared with SSF of the material pretreated at the lower temperature of 190 °C.

The ethanol yield as a function of the initial concentration of undissociated formic, levulinic and acetic acids (a) and concentration of furfural during SSF (b) when subjecting the whole slurry from corn stover to SSF. Open symbols, pH 5 and filled symbols, pH 5.5. The letters in a correspond to the SSF experiments listed in Table 3. For b, pretreatment at 190 °C (circles); pretreatment at 200 °C (squares); and pretreatment at 210 °C (triangles)
AD
The methane potential was evaluated by AD of three different substrates obtained at the three pretreatment temperatures: diluted hydrolysate, thin stillage from SSF of whole slurry at pH 5.5 and thin stillage from SSF of washed WIS (Table 4). The ethanol content of the thin stillage was measured prior to AD to verify that most of the ethanol had been removed during distillation. The highest concentration, 0.4 g/L, was seen in experiment 4, using thin stillage from pretreatment at 190 °C in SSF of slurry at pH 5.5. Figure 6 shows the yields corrected for the addition of methane from the inoculum, expressed in milliliters methane per gram ingoing VS. The reference solution of pure cellulose resulted in a methane potential of 321 mL (normalized to 1 atm and 0 °C)/g VS, which corresponds to 77 % of the maximum potential. Therefore, it was concluded that the inoculum was active.

Methane potential of the different substrates expressed as milliliters accumulated methane per gram ingoing VS in the substrate. Filled symbols, diluted hydrolysate; open symbols, thin stillage after SSF of whole slurry. Dashed lines, thin stillage after SSF of washed WIS; 190 °C (squares), 200 °C (triangles), 210 °C (circles). The grey line with diamonds shows the results for the reference sample using cellulose only
The methane potential varied between 439 and 528 mL/g VS for the different substrates. The methane potential was much higher in all cases compared with the pure cellulose case, even though a substantial part of the degradable compounds is likely to be xylose or xylooligomers. This mainly depends on that the VS content in the substrates are not the only compounds that can be digested. In the measurement of VS, the material is first dried to measure the DM content, resulting in those volatile compounds, e.g. acetic acid and furfural are not included in the VS measurement. These volatile compounds are degraded to methane but are not accounted for in the VS content. As a result, a higher methane potential is seen in comparison with a VS-only compound, e.g. carbohydrates. Therefore, the VS content was only used for dosage of inoculum to the substrate and the curves from the AD used to observe trends during the experiments, while yields were calculated from actual ingoing material and TOC reductions. As can be seen in Fig. 6, almost all the substrates resulted in a curve with the same shape; a steady initial increase up to about 150 h, followed by a levelling off. The sample consisting of the mixture of cellulose powders showed a similar curve, but the initial increase in methane was slower as the long sugar chains required more digestion to produce methane. Two substrates did not follow the same trend: numbers 2 and 3 in Table 4 (hydrolysate from pretreatment at 200 and 210 °C). No methane was produced by these two substrates during the first 7 to 10 days of AD. This shows that the hydrolysates obtained from pretreatment at the higher temperatures are not only toxic to the microorganisms used in AD but also that the organisms managed to adapt to the toxic substrates after an initial lag phase and produced methane.
As can be seen from Table 4, the methane yield decreased with increasing pretreatment temperature with two exceptions: substrates 1 and 2. The compounds not washed out are present in the thin stillage and cause the much higher yield in case 7 compared with cases 8 and 9. The amount of xylose available has a considerable effect on the methane yield. With less severe pretreatment, less xylose is degraded to furfural, formic acid or other by-products. This also affects the methane yield in different ways. Furfural and formic acid will be digested to give methane, but they may also be toxic to the microorganisms. If pseudo-lignin is formed, it will be present in the solids, resulting in less organic material in the liquid and, therefore, a lower methane yield. Solubilized compounds formed by the degradation of lignin during pretreatment also inhibit the microorganisms, resulting in a lower yield. Lignin is commonly known to be non-digestible [37], but some studies where lignin has been digested to methane have been published [38, 39]. With increasing pretreatment temperature, the amount of solubilized lignin will increase. Even though some solubilized lignin will be digested, most of it is hard to digest, which can explain the decrease in TOC reduction with increasing pretreatment temperature.
As we reported in our previous studies [12], higher yields were obtained when using diluted hydrolysate and thin stillage from SSF with washed WIS than with thin stillage from SSF with whole slurry. Since the TOC reduction did not differ, the higher yield could be due to the removal of glucose during the washing step, and this glucose could be used in AD instead of in SSF. The higher yield may also be due to lower concentrations of inhibitors during SSF, resulting in more hemicellulose being hydrolysed, and therefore transferred from the solid phase to the liquid phase. This would result in a higher total amount of sugars derived from hemicellulose that can be used for methane production. Compared with our previous results, obtained using sulphuric acid [12], phosphoric acid pretreatment resulted in lower methane yields. One reason for this could be the inoculum since in the previous studies, the reference trial resulted in the digestion of 94 % of the cellulose, compared with 77 % in the present study. However, even if the present results are recalculated based on 94 % conversion, the yields are still lower than with sulphuric acid pretreatment. In the previous studies, the TOC reduction was over 80 % and, in many cases, above 90 %, which was not the case using phosphoric acid. This indicates that although the phosphoric acid may have had some positive effects on EH and SSF, the effect did not persist during AD.
Process Evaluation
After comparing the different process steps, the whole process was evaluated by comparing the energy recovery in the different products with the energy content of corn stover. A lower heating value of 17.65 MJ/kg [40] was used to calculate the energy content of corn stover. The corresponding values for ethanol, methane and the solid residue that were used were 27.1, 50.0 and 22.0 MJ/kg, respectively. Two different process alternatives were evaluated, as illustrated in Fig. 1. In process alternative 1, the whole slurry was used in SSF at pH 5.5 (D–F in Table 3) and the thin stillage in AD (4–6 in Table 4). In process alternative 2, the washed WIS was used in SSF (G–I in Table 3) and diluted hydrolysate and thin stillage in AD (1–3 and 7–9 in Table 4). The results are shown in Fig. 7.

Yield expressed as the percentage of the energy content of the raw material
The energy recovery ranged from 69 to 78 %. The highest recovery was obtained using a pretreatment temperature of 190 °C together with process alternative 2. The energy recovery was almost as high for both process alternatives at a pretreatment temperature of 200 °C and for process alternative 2 at 210 °C (76 %). When using material pretreated at 190 and 210 °C, process alternative 2 resulted in a higher recovery than process alternative 1. The different processes gave similar results when comparing only the valuable energy recovery products, i.e. ethanol and methane. The same trend was found in our previous studies [12]. This is mainly due to the larger amount of methane produced in process alternative 2 than in process alternative 1. No such effect was seen using material pretreated at 200 °C, where both alternatives had the same energy recovery. This is due to the higher amount of ethanol produced in alternative 1 (E in Table 3) than in alternative 2 (H in Table 3). The greater volume of methane produced in alternative 2 (2 and 8 in Table 4) does not compensate for the ethanol produced in alternative 1 in terms of energy recovery. A higher ethanol yield is also more desirable than a higher methane yield due to the less costly distillation per tonne ethanol produced [41] as the ethanol concentration is higher. Therefore, pretreatment at 200 °C is the best alternative. When using this pretreatment temperature, the energy requirement for filtration and washing using alternative 1 is lower than in alternative 2, because, for example, there is no need for an extra washing step. Furthermore, inhibition will be lower, resulting in a shorter residence time during AD (Fig. 6). However, a higher pH will be needed during SSF, resulting in higher chemical costs and an increased risk of infection. The process energy requirements were not taken into account in the energy recovery, which would change the results somewhat.
The use of phosphoric acid is today not a reasonable alternative. This is in part due to the cost being 20 times higher than that of sulphuric acid and partly because of the impurities in technical grade phosphoric acid, making it very corrosive, resulting in higher equipment costs [19]. The yield using phosphoric acid is not higher than that using sulphuric acid [12]. The positive effect of using phosphoric acid is that the yields are very similar at different temperatures, reducing the effects of fluctuations in the pretreatment temperature. Furthermore, the residue from methane production is suitable for use as a fertilizer, provided phosphoric acid containing low levels of heavy metals is used. However, this remains to be investigated.
Conclusions
EH, SSF, AD and the total product energy recovery were investigated using corn stover steam pretreatment with phosphoric acid at three different temperatures. A pretreatment temperature of 210 °C resulted in the highest glucose yield after EH, 97 %. When using SSF, the high ethanol yields obtained were in almost all cases above 73 % of the theoretical, based on the glucose content of the pretreated material. A higher pH was needed (5.5 instead of 5) to ferment all the available sugars when using whole slurry after pretreatment at 200 and 210 °C. The highest yield during AD was obtained after 190 °C pretreatment using both thin stillage and diluted hydrolysate as substrate, leading to a high amount of xylose being available in AD.
The highest yield in terms of total energy recovery (78 %) was obtained after pretreatment at 190 °C. A pretreatment temperature of 200 °C and SSF of whole slurry is, however, the best alternative. In this case, a high total yield was obtained (76 %), and fewer steps are required than in a configuration where the solids and liquid are separated.
References
FitzPatrick, M., Champagne, P., Cunningham, M. F., & Whitney, R. A. (2010). Bioresource Technology, 101, 8915–8922.
Menon, V., & Rao, M. (2012). Progress in Energy and Combustion Science, 38, 522–550.
Pan, X., Gilkes, N., Kadla, J., Pye, K., Saka, S., Gregg, D., Ehara, K., Xie, D., Lam, D., & Saddler, J. (2006). Biotechnology and Bioengineering, 94, 851–861.
Heitz, M., Capek-Ménard, E., Koeberle, P. G., Gagné, J., Chornet, E., Overend, R. P., Taylor, J. D., & Yu, E. (1991). Bioresource Technology, 35, 23–32.
Ohgren, K., Galbe, M., & Zacchi, G. (2005). Applied Biochemistry and Biotechnology, 121, 1055–1067.
Varga, E., Reczey, K., & Zacchi, G. (2004). Applied Biochemistry and Biotechnology, 113, 509–523.
Lloyd, T. A., & Wyman, C. E. (2005). Bioresource Technology, 96, 1967–1977.
Hodge, D. B., Karim, M. N., Schell, D. J., & McMillan, J. D. (2008). Bioresource Technology, 99, 8940–8948.
Qing, Q., Yang, B., & Wyman, C. E. (2010). Bioresource Technology, 101, 9624–9630.
Kumar, R., Hu, F., Sannigrahi, P., Jung, S., Ragauskas, A. J., & Wyman, C. E. (2013). Biotechnology and Bioengineering, 110, 737–753.
Yang, B., Dai, Z., Ding, S.-Y., & Wyman, C. E. (2011). Biofuels, 2, 421–450.
Bondesson, P.-M., Galbe, M., & Zacchi, G. (2013). Biotechnology for Biofuels, 6, 11.
Palmqvist, E., Grage, H., Meinander, N. Q., & Hahn-Hägerdal, B. (1999). Biotechnology and Bioengineering, 63, 46–55.
Larsson, S., Palmqvist, E., Hahn-Hägerdal, B., Tengborg, C., Stenberg, K., Zacchi, G., & Nilvebrant, N. O. (1999). Enzyme and Microbial Technology, 24, 151–159.
Larsson, S., Quintana-Sainz, A., Reimann, A., Nilvebrant, N. O., & Jonsson, L. J. (2000). Applied Biochemistry and Biotechnology, 84, 617–632.
Gámez, S., González-Cabriales, J. J., Ramírez, J. A., Garrote, G., & Vázquez, M. (2006). Journal of Food Engineering, 74, 77–88.
Um, B.-H., Karim, M. N., & Henk, L. L. (2003). Applied Biochemistry and Biotechnology, 105, 115–125.
Vázquez, M., Oliva, M., Télles-Luis, S. J., & Ramírez, J. A. (2007). Bioresource Technology, 98, 3053–3060.
Geddes, C. C., Peterson, J. J., Roslander, C., Zacchi, G., Mullinnix, M. T., Shanmugam, K. T., & Ingram, L. O. (2010). Bioresource Technology, 101, 1851–1857.
Castro, E., Nieves, I. U., Mullinnix, M. T., Sagues, W. J., Hoffman, R. W., Feernández-Sandoval, M. T., Tian, Z., Rockwood, D. L., Tamang, B., & Ingram, L. O. (2014). Applied Energy, 125, 76–83.
Negro, M. J., Alvarez, C., Ballesteros, I., Romero, I., Ballesteros, M., Castro, E., Manzanares, P., Moya, M., & Oliva, J. M. (2014). Bioresource Technology, 153, 101–107.
Boonsombuti, A., Luengnaruemitchai, A., & Wongkasemjit, S. (2015). Preparative Biochemistry & Biotechnology, 45, 173–191.
Palmqvist, E., Hahn-Hägerdal, B., Galbe, M., Larsson, M., Stenberg, K., Szengyel, Z., Tengborg, C., & Zacchi, G. (1996). Bioresource Technology, 58, 171–179.
Taherzadeh, M. J., Liden, G., Gustafsson, L., & Niklasson, C. (1996). Applied Microbiology and Biotechnology, 46, 176–182.
Hansen, T. L., Schmidt, J. E., Angelidaki, I., Marca, E., Jansen, J. I. C., Mosbæk, H., & Christensen, T. H. (2004). Waste Management, 24, 393–400.
Sluiter, A., Hames, B., Hyman, D., Payne, C., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., & Wolfe, J. (2008). Technical report. Golden, CO, USA: National Renewable Energy Laboratory.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., & Crocker, D. (2008). Technical report. Golden, CO, USA: National Renewable Energy Laboratory.
Ehrman, T. (1996). Technical report. Golden, CO, USA: National Renewable Energy Laboratory.
Sannigrahi, P., Kim, D. H., Jung, S., & Ragauskas, A. (2011). Energy & Environmental Science, 4, 1306–1310.
Tengborg, C., Galbe, M., & Zacchi, G. (2001). Enzyme and Microbial Technology, 28, 835–844.
Kim, Y., Kreke, T., Hendrickson, R., Parenti, J., & Ladisch, M. R. (2013). Bioresource Technology, 135, 30–38.
Sathitsuksanoh, N., Zhu, Z., & Zhang, Y. H. P. (2012). Cellulose, 19, 1161–1172.
Erdei, B., Barta, Z., Sipos, B., Reczey, K., Galbe, M., & Zacchi, G. (2010). Biotechnology for Biofuels, 3, 16.
Almeida, J. R. M., Modig, T., Petersson, A., Hahn-Hagerdal, B., Liden, G., & Gorwa-Grauslund, M. F. (2007). Journal of Chemical Technology and Biotechnology, 82, 340–349.
Narendranath, N. V., Thomas, K. C., & Ingledew, W. M. (2001). Journal of Industrial Microbiology & Biotechnology, 26, 171–177.
Taherzadeh, M. J., Gustafsson, L., Niklasson, C., & Lidén, G. (1999). Journal of Bioscience and Bioengineering, 87, 169–174.
Frigon, J. C., & Guiot, S. R. (2010). Biofuels, Bioproducts and Biorefining, 4, 447–458.
Barakat, A., Monlau, F., Steyer, J.-F., & Carrere, H. (2012). Bioresource Technology, 104, 90–99.
Vivekanand, V., Olsen, E. F., Eijsink, V. G. H., & Horn, S. J. (2013). Bioresource Technology, 127, 343–349.
Pordesimo, L. O., Hames, B. R., Sokhansanj, S., & Edens, W. C. (2005). Biomass and Bioenergy, 28, 366–374.
Wingren, A., Galbe, M., & Zacchi, G. (2003). Biotechnology Progress, 19, 1109–1117.
Acknowledgments
The State Grid Corporation of China is most gratefully acknowledged for the financial support of this project.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bondesson, PM., Dupuy, A., Galbe, M. et al. Optimizing Ethanol and Methane Production from Steam-pretreated, Phosphoric Acid-impregnated Corn Stover. Appl Biochem Biotechnol 175, 1371–1388 (2015). https://doi.org/10.1007/s12010-014-1358-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-014-1358-4