
Abstract
Structure and properties of bacterial cellulose (BC) produced by trickling fermentation were studied. The following indexes, such as extrinsic shapes, microstructure, chemical structure, purity, water holding capacity, porosity, and thermogravimetric characteristics, are recommended for assessing the structure and properties of bacterial cellulose. With the comparison to bacterial cellulose produced by static fermentation and shaking fermentation, the results showed that for different BC cultivation methods, the extrinsic shapes, synthetic mode, and microstructure were different. The basic consistency of the infrared spectrogram from three kinds of bacterial cellulose reflected that the chemical structures were very similar. But the –OH associating degree of trickling fermentation BC was higher, and the polymerization degree, purity, water holding capacity, porosity, and thermal stability of trickling fermentation BC were also higher than those of static fermentation BC and shaking fermentation BC. But the crystallinity and crystal grain size of trickling fermentation BC were less than those of static fermentation BC and greater than those of shaking fermentation BC and plant fiber. These above structure and properties of trickling fermentation BC could reference bacterial cellulose’s application in food and material field.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Bacterial cellulose (BC) demonstrates unique properties including high mechanical strength, high crystallinity, and high water retention ability, which make it a useful material in many industries, such as food, paper manufacturing, pharmaceutical, and tissue engineering application [1]. BC can also make ultralight, flexible, and fire-resistant carbon nanofiber aerogels [2]. Normally, there are two methods to produce bacterial cellulose: (a) static cultivation, which results in the accumulation of a gelatinous membrane of cellulose on the surface of the medium, and (b) shaking/agitated culture, where cellulose is synthesized in deep media in the form of fibrous suspensions, pellets, or irregular masses [3, 4]. Bacterial cellulose has been conventionally produced by static cultivation, which requires a long culture period (10 days to 6 weeks) and intensive manpower, thus resulting in a low productivity and inefficiency for scale-up. Shaking/agitated cultivation converts BC-producing strains into cellulose-negative (Cel−) mutants with shear force, thereby resulting in lower productivity of bacterial cellulose [5].
A trickling bed reactor, one kind of vinegar manufacturing equipment, is a tank generally of stainless steel. Air is circulated in the generator by a number of equally spaced inlets. A pump circulates the fermentation liquid from the collection reservoir up to the top of the tank until vinegar is produced. The liquid trickles down through the packings such as husks of rice, wood shavings, or corncobs and returns to the bottom reservoir. The temperature of the generator is controlled with jacketed type or internal cooling coils at the bottom. A portion of the finished vinegar is periodically withdrawn from the reservoir and replaced with fresh feed. For Acetobacter adsorption on to packings, exposure to the fermentation medium and air space has been found to be an efficient immobilization method; when coupled with a good oxygen transfer capability of the system, it could provide successful performance. Compared with the static and agitated culture methods, the trickling bed reactor can increase oxygen supply and decrease shear force, but no report of the cellulose production in this type of reactor has been published.
In our investigations, we investigated the structure and properties of bacterial cellulose produced under trickling culture condition and compared with those of BC from static and shaking cultivation by Acetobacter xylinum strain Y22. This work consisted of the following objectives: (1) to observe the macroscopic morphology of bacterial cellulose from different cultivation methods; (2) to observe the microstructure of BC with scanning electron microscopy (SEM) analysis; (3) to analyze the degree of crystallinity and crystal size by X-ray diffraction (XRD); (4) to investigate chemical structure by Fourier transform infrared spectroscopy (FT-IR); (5) to determine polymerization degree, purity, water holding capacity, and porosity by viscosity method, enzymatic analysis, and gravimetric method, respectively; and (6) to determine water content and thermal decomposition behavior by thermogravimetric analysis (TGA).
Bacterial cellulose is a massive material. To observe if it was built by silk-like cellulose, SEM was employed to identify its fine structure, but TEM would not do because the massive material does not transmit light.
Materials and Methods
Microorganism
The microorganism used in this study was A. xylinum strain Y22, which was previously isolated from a vinegar-producing process using a trickling bed reactor and was maintained in Guizhou Province Key Laboratory of Fermentation Engineering and Biological Pharmacy. Y22 belongs to the group of Gram-negative aerobic bacterium, and it is rod-shaped without motility.
Reagents
Cellulase was supplied by the Japanese Yakult production company, with an enzyme activity of 10,000 U/g. For the copper ammonia solution (cuprammonia), per 100 mL of the solution contained the following constituents: copper 1.30 g, ammonia 15.0 g, sodium hydroxide 0.70 g, and sugar 0.20 g. All the chemicals used were of analytical grade and commercially available unless specified in the description.
Culture Medium
Agar Slant Culture Medium (Stock Medium)
The agar slant culture medium contained the following constituents per liter: glucose 20 g, peptone 5 g, yeast extract 5 g, Na2HPO4 2.7 g, citric acid monohydrate 1.2 g, and agar 20 g. The pH value of the medium was in nature.
Preculture Medium
The preculture medium contained the following per liter: sucrose 20 g, yeast extract 5 g, peptone 5 g, KH2PO4 2 g, and MgSO4 1 g. The pH value of the medium was in nature.
Fermentation Medium
The fermentation medium contained the following per liter: sucrose 50 g, yeast extract 10 g, peptone 8 g, KH2PO4 4.3 g, MgSO4 2.5 g, and absolute ethyl alcohol 20 mL. The pH value of the medium was in nature. Alcohol was aseptically added to the autoclaved medium.
Cultivation Conditions
Precultivation
Freshly cultivated A. xylinum Y22 was inoculated by using three loops of microbe and then shaking cultured at 28 °C at 100 rpm for 24 h in a 250-mL flask containing 50 mL of preculture medium. This cultivated medium was used as inoculum for further culture, and 10 % of the inoculum was incubated into the following conditions.
Static Cultivation
Ten percent (5 mL) of the precultured inoculum was incubated into conical flasks (250 mL), which contained 50 mL of fermentation medium, and was incubated in static condition at 30 °C for 144 h.
Shaking Cultivation
Ten percent (5 mL) of the precultured inoculum was incubated into conical flasks (250 mL), which contained 50 mL of fermentation medium, and was incubated on a rotating shaker at 150 rpm and 30 °C for 144 h.
Trickling Cultivation
The trickling bed reactor (10 L) used in this research was constructed of stainless steel, as illustrated in Fig. 1. The trickling bed reactor was sterilized by boiling water for 30 min. Then, 8 L of fermentation medium (autoclaves sterilized before) was poured in, and then, 5-kg corncob was transferred into the reactor just after sterilization (121 °C, 1 h). After covering the top lid, cooling operation was carried out with cool water flowing through the jacket. When the inside temperature dropped to 30 °C, 800 mL (10 %) of the preculture was inoculated and the cultivation started. Trickling once per 2 h after static culturing for 12 h, the inside temperature was maintained at 28 ~ 31 °C. The whole trickling process lasted for 144 h.

A 10-L trickling bed reactor used. a Gas outlet; b T-shaped shower nozzle; c, g inlet and outlet for temperature controlled water, respectively; d temperature sensor nozzle; e false bottom; f liquid level indicator; h drain
Bacterial Cellulose Separation and Purification
For static cultivation, bacterial cellulose membranes produced on the surface of each medium were picked up after incubation. The membranes were washed with deionized water to remove microbe and medium and suspended in 0.5 mol/L NaOH solution at 80 °C for 30 min in order to remove bacterial cells and medium components in the membrane. After the neutralization with 0.5 % acetate buffer, the BC was rinsed again with distilled water, with frequent rinses until the pellicles were milky white translucent [6]. The purified BC was dried at 105 °C until a constant weight was obtained.
For shaking cultivation, after incubation, the culture broth was centrifuged at 4,000 rpm for 15 min; then, the wet BC was separated from the culture broth. The subsequent purification was the same as described in static cultivation.
For trickling cultivation, after incubation, the corncobs with bacterial cellulose pellets in the reactor were picked up, and then, the pellets of the trickling cultivation were torn down from the corncob by hand. The subsequent purification was the same as described in static cultivation.
Sample Preparation
Bacterial Cellulose Membrane
Each cellulose sample was air-dried on a plastic slide in the form of a thin film and dried at 105 °C to constant weight.
Bacterial Cellulose Powder
Dried bacterial cellulose membrane was ground to power in a clean mortar.
Analysis of Polymerization Degree
In order to estimate the average polymerization degree of bacterial cellulose, the following method has been used. Equilibrium sample was weighed (accurate to 0.0002 g) according to the result from formula 1, then put into a dried brown glass bottle with clean copper wire, and placed under the water bath with a Ubbelohde viscometer, which was washed with bacterial cellulose copper ammonia solution before, at 20°C for 30 min, and then, the amount of BC copper ammonia solution was poured into a glass bottle. Time t 1, a time difference when BC cuprammonium solution flew through two viscometer scale lines, was measured with a stopwatch. Permissible error from two parallel determination results was less than 0.5 s, and then results were averaged; on the other hand, the blank determination (t 0) was taken from the pure cuprammonium solution by the same method. Polymerization degree of bacterial cellulose can be calculated using Eqs. 2 and 3 [7].
where m is the equilibrium sample mass (g), V is the volume of cuprammonia solution (mL), c is the concentration of BC cuprammonia solution (g/L), and ω is the water content of the equilibrium sample (%).
where η sp is the specific viscosity of the BC cuprammonia solution, DP is the average polymerization degree, c is the concentration of the BC cuprammonia solution (g/L), and K 0 is constant, K 0 = 5 × 10−4.
Purity Analysis
Cellulase powder of 0.2 g (enzyme activity 10,000 U/g) was dissolved with 25 mL of citric acid-disodium hydrogen phosphate buffer solution (pH 4.8) and then kept for 0.5 h at 50 °C. Ten milliliters of enzyme supernate was transferred into small beaker with 0.1 g of BC powder, and then incubation was continued for 48 h at 50 °C; next, it was filtered with filter paper (predried to a constant weight). Filter residue was dried with filter paper [8]. Purity can be calculated using Eq. 4.
where M p is the mass of BC powder (g) and M r is the mass of the filtered residue (g).
Water Holding Capacity (WHC)
WHC was determined by the partially modified centrifugation method of Robertson and Eastwood [9]. The WHC was determined by measuring the difference between the wet and dry weights of the BC sheets. The wet weight was determined by centrifuging purified membrane for 20 min at 4,000 rpm. The results were confirmed after three repeated processes. The dry weight of the respective sheet was determined by air-drying the BC sample at 105 °C to a constant weight. The rehydration membrane was made by dipping dried bacterial cellulose samples into deionized water for 48 h at room temperature; then, surface water was wiped using filter paper. The WHC was the mass of water removed during drying divided by the wet weight of cellulose. The rehydration rate was the mass of water absorption during drying cellulose dipped by the rehydrated weight of cellulose.
Porosity Analysis
Dried bacterial cellulose samples were soaked in deionized water for more than 12 h at room temperature, and the weight in water was measured by harnessing the sample in a device, which suspended the sample in water [10] (Fig. 2). Porosity was calculated using Eq. 5 [11]:

Porosity analysis device. 1 Stents, 2 fine line, 3 beaker, 4 sample, 5 electronic balance
where M wr is the wet weight, M d is the dry weight, and M ww is the weight in water.
Scanning Electron Microscope
The dried bacterial cellulose samples as described above were sputter-coated with gold (E1010 ion plating apparatus). A field emission scanning electron microscope (S-3400N) operating at 25 kV was used for examination of the samples.
Fourier Transform Infrared Spectroscopy
Each cellulose sample was air-dried on a plastic slide in the form of a thin film. Infrared spectra of BC samples were recorded with an FT-IR spectrophotometer (Nicolet 5700, 450 mW and 1,064 nm). All spectra were recorded with an accumulation of 16 scans, a spectral speed of 0.2 cm/s, and a resolution of 4 cm−1 in the range from 4,000 to 400 cm−1.
X-ray Diffraction
For XRD measurements, samples were investigated in the air-dried state using the X-ray diffractometer SMART APEXII. Cu-Ka irradiation and transmission technique have been used at the following conditions: 5°/min, 2θ = 0° ~ 80°, 40 kV, and 100 mA, whereas step sizes of 0.02° were applied. The crystallinity index was calculated as the ratio of the area of the resolved crystalline peaks to the total area of a diffraction profile for 5°–40°. The degree of crystallinity was calculated using Eq. 6 [12]:
where I is the overall intensity of the peak at 2θ and I am is the intensity of the baseline at 2θ.
The crystal size was calculated by the Scherrer equation [13]:
where β is the breadth of the peak of a specific phase, K is a constant, which usually takes 0.89, λ is the wavelength of incident X-rays (0.15406 nm), θ is the Bragg diffraction angle, and L is the crystallite length (statistical average size).
Thermogravimetric Analysis
The dynamic weight loss tests were conducted on a TGA machine (STA 449C TG-MS, NETZSCH Instruments). For water content determination of bacterial cellulose, all sample tests were conducted in N2 surroundings over a temperature range of 20–800 °C at an increasing rate of 10 °C/min [14]. Thermogravimetry (TG) and differential scanning calorimetry (DSC) curves were obtained with the observation of sample quality changing with temperature.
Results and Discussion
Morphological Appearance
Figure 3 shows the different morphological appearances of bacterial cellulose cultured by different methods, where a1 and a2 are from trickling cultivation (Tr-BC), b is from static cultivation (St-BC), and c is from shaking cultivation (Sh-BC). Tr-BC films were irregular sheet films; the varying thickness of each thin film was between 1 and approximately 5 mm (wet film), which grew among gaps of rice husk or affixed to the surface of corncobs. The St-BC film was a laminated film. The appearance shape depended on the liquid level shape in the fermentation vessel, and membrane thickness was relatively uniform; Sh-BC appears as small irregular pellets like thin ribbons.

Morphological appearance of BC with different culture methods. a 1 , a 2 Trickling cultivation, b static cultivation, and c shaking cultivation
The results showed that the macroscopic morphology of bacterial cellulose varies depending on the culture methods as reported previously [15]. The cultivation methods of bacterial cellulose were associated with the BC forming process closely and then affected their macroscopic morphology. For bacterial cellulose, the different forming processes would cause the different structure and properties. Therefore, this paper focused on bacterial cellulose structure and properties from trickling cultivation because there were many researches related to BC from static cultivation and shaking cultivation.
The bacteria that would synthesize cellulose all fall within strains of the genera Acetobacter, Rhizobium, Agrobacterium, and Sarcina. The most efficient producers are Gram-negative, acetic acid bacteria A. xylinum, which had been used as model microorganisms for basic and applied studies on bacterial cellulose. Other laboratories around the world also cultivate A. xylinum to produce BC. But behaviors and productivity of the bacteria cultivated in individual labs are greatly different. Our preliminary work has demonstrated that the bacteria strain used for this research was A. xylinum, named as Y22 by us. However, the registration of our bacteria has to be done by an authority, and we have contacted the organization.
Microstructure Analysis
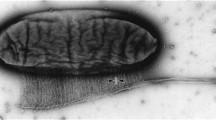
In order to probe the effect on bacterial cellulose structure with trickling cultivation, SEM was used to observe three kinds of bacterial cellulose microstructure with different cultivation methods. Figure 4 shows the difference among BC from trickling cultivation (Tr-BC), static cultivation (St-BC), and shaking cultivation (Sh-BC).

SEM figure of BC with different cultivation methods. a Trickling cultivation, b static cultivation, and c shaking cultivation
Surface structures of the bacterial cellulose membrane were observed under × 2,000 magnification (a1, b1, c1). There was a rough surface in the trickling cultivation of bacterial cellulose (Tr-BC); the fiber not only formed an interwoven pattern within the same plane but also showed a vertical stretching, which indicated that the formation of Tr-BC was in 3-D mode. By comparison, the static cultivation of bacterial cellulose (St-BC) was formed in a state of layer morphology, and the shaking cultivation of bacterial cellulose (Sh-BC) was wrapped in layers of spherical appearance.
Internal structures of the bacterial cellulose membrane were observed under × 20,000 magnification (a2, b2, c2). Three kinds of bacterial cellulose were woven into a mesh structure with fiber ribbon, and the thickness of the fiber ribbon was close to each other (20 ~ 65 nm). The mesh structures of Tr-BC and St-BC were more compact and looked very similar, while the number of holes per unit area in Tr-BC was more than that of St-BC. The Sh-BC mesh structure was relatively loose.
The above results indicated that cultivation methods of BC influenced its formation mode and microstructure obviously. Different structure and properties of BC will meet with different applied areas such as food industry, paper manufacturing industry, pharmaceutical industry, wastewater treatment, and audio speakers. But the one-to-one correspondence between the specific kind of BC and the application needs further research.
Obviously, it is very hard to separate the bacterial cellulose from the surface of rice husk and corncobs in the production at large scale. The packing material rice husk and corncobs will be substituted by ceramics, stainless steel, or high-polymer material with different sizes and shapes to overcome the problem caused by the packing material at large scale, which is being researched now in our laboratory and will be discussed later in another paper.
Infrared Spectroscopic Analysis
In order to investigate the chemical structure of BC from different cultivation methods, Fig. 5 shows the FT-IR spectra and Table 1 summarizes respective FT-IR absorption peaks. In the FT-IR results, absorption peaks 1, 12, 13, and 14 confirmed a large number of –OH group; absorption peaks 3, 7, 8, 17, and 18 demonstrated the existence of –CH2–, >CH–, and C–H groups; and absorption peaks 10, 15 and absorption peaks 9, 16 confirmed chains and rings C–O–C groups, respectively. All the above absorptions were characteristic absorptions of cellulose glucan. Figure 5 shows subtle differences at I, II, and III marked points, while the other main portions are basically the same. These results stated that chemical structure of Tr-BC, St-BC, and Sh-BC was very similar.

FT-IR spectra for BC with different cultivation methods
Difference I (Fig. 5) may be due to higher –OH association degree of Tr-BC and then caused the absorption peak drift [16]. At difference II, absorption intensity of different samples was mainly induced by the content of carbonyl and amino. Pure fiber does not contain carbonyl and amino; carbonyl may come from acetic acid in the culture medium or BC neutralization with acetic acid solution, and amino came from nitrogenous substances in the medium. According to the strength of absorption peak at difference II, the author deduced that the purity of Tr-BC was higher than those of St-BC and Sh-BC. Difference III may be due to the difference of polymerization degree and then caused the C–O–C stretching vibration peak drift.
Polymerization Degree
According to Eq. 3, polymerization degree of three kinds of bacterial cellulose was obtained (Table 2), in which polymerization degree of Tr-BC (6,093) was higher than those of St-BC (5,590) and Sh-BC (4,293). Thus, different cultivation methods caused a great effect on polymerization degree of bacterial cellulose, which was consistent with the result from the above chemical structure.
The polymerization degree of St-BC was close to the results reported by Wang [17] but was much lower than the results reported by Kunihiko [15]. A different bacterial strain or cultivation medium may lead to different properties; the specific reasons need further research.
XRD Analysis
Figure 6 shows X- ray diffraction patterns of Tr-BC, St-BC, and Sh-BC. For diffraction peaks, three samples almost had the same data, and the three diffraction peaks were near 14.1°, 16.9°, and 22.9°, respectively. These peaks were corresponding to <101>, < \( 10\overline{1} \) >, and <002 > crystal faces of crystalline cellulose, respectively. According to XRD results, three kinds of BC were type I cellulose [18, 19]. The strongest diffraction value came from the < \( 10\overline{1} \) > crystal face (16.9°) in this study, which was different from reports (<002 > crystal face, 22.9°) (Ma [20]; Zhao [19]).

XRD patterns of BC with different cultivation methods
According to X-ray diffraction analysis data, crystallinity and crystal size of BC were calculated; the results are shown in Tables 3 and 4. For Tr-BC, crystallinities were different by calculating the characteristic diffraction peaks (22.9°) of type I cellulose and the strongest diffraction value (16.9°) (69.32 and 84.30 %), but both results of Tr-BC were lower than those of St-BC (90.53 and 98.45 %, respectively) and higher than those of Sh-BC (60.04 and 67.16 %, respectively) and plant fiber (20 ~ 65 %). This difference may result from the difference of cultivation medium. The composition of the culture medium affects the formation of hydrogen bond among individual fibers, which make the different crystal structure of BC.
Crystal grain size of bacterial cellulose showed the same trend as crystallinity: they decreased in the following order: Sh-BC < Tr-BC < St-BC (Table 4). In this condition, crystal forms of BC may be crystallinities affected by the shear stress. Hydrogen bond of cellulose intermolecular has changed in different cultivation methods, and BC’s supramolecular structure has changed also.
Purity Analysis
Purity data of BC samples were between 96 and approximately 98 % (shown in Table 5). These results confirmed high-purity features of bacterial cellulose as literature reported (Kunihiko [15]; Huang [21]). Purity of Tr-BC (97.83 %) was just above Sh-BC (97.57 %) and St-BC (96.11 %). For different cultivation methods, bacterial cellulose may embody a different amount of cell and medium during the formation of BC, and these results agreed with those from XRD analysis.
Water Holding Capacity and Porosity
Water holding capacity refers to the weight of holding water per unit weight of BC keeping in the microfiber network structure, including physical adsorption of water on the surface of the fiber and combining within the reticular fibers. Water holding capacity of bacterial cellulose was characterized by water content and rehydration ratio [22]. The water contents of the three samples were greater than 98 %, and the data were similar to each other, while the rehydration ratio of the three samples varied greatly. The rehydration ratios of the three samples were less than 83 %, and there was a big difference in the data. Rehydration ratios of Tr-BC (83.80 %) and Sh-BC (82.18 %) were much higher than those of St-BC (72.24 %) (Table 6). BC has been used in the food industry for applications such as low-calorie desserts, salads, and fabricated food. Water holding capacity is the most important index to food industry. Other indexes such as polymerization degree, purity, and porosity are closely related to water holding capacity.
Bacterial cellulose can be used as scaffold materials in tissue engineering, and porosity is the most important morphological parameter for scaffold material. The porosity of Tr-BC (85.96 %) was higher than those of St-BC (85.51 %) and Sh-BC (83.61 %) (Table 7). But all data were lower than those reported in literature (92 %) [23], which may result from different drying methods; freeze drying can effectively suppress hole shrinkage and internal structure collapse [24].
In summary, water holding capacity and porosity of Tr-BC were superior to those of St-BC and Sh-BC, so Tr-BC is better to be used in the food industry, especially in the field of tissue engineering scaffolds.
Thermogravimetric Analysis
TG-DSC profiles were obtained from TGA. The change of BC weight after being heated and decalescence/heat release of BC were analyzed by carrying TG-DSC profiles. Figures 7, 8, and 9 present the results obtained from TG-DSC analysis. TG curves of BC samples from three kinds of culturing methods were substantially the same, and all TG curves reflected the water loss, degradation, and calcined three stages, while weight loss rates at each stage varied (Table 8). Comparison of three culturing methods of bacterial cellulose DSC curves found that there were certain differences among them. Obvious endothermic peaks of St-BC and Sh-BC appeared at 373.6 and 366.1 °C, respectively, while two exothermic peaks of Tr-BC appeared at 346 and 501.6 °C. Since the thermal degradation behavior is affected by some structural parameters such as molecular weight, crystallinity, and orientation [25], the above results showed that different physical and chemical reactions happened in the degradation process for different samples, which further reflected that structure difference existed among three kinds of bacterial cellulose.

TG-DSC profile of Tr-BC

TG-DSC profile of St-BC

TG-DSC profile of Sh-BC
Conclusion
A. xylinum is a Gram-negative obligate aerobic bacterium, normally occurring as a contaminant in vinegar fermentation, which has been applied as a model microorganism for BC production and research. It has been reported that microbial cellulose production and aerobic Acetobacter cell growth are strictly related processes [26]. Traditional static culture has been used for BC production, which produces pellicles on the surface of fermentation broth. The pellicle grows downward since cells that are entrapped into the pellicle become inactive or die from lack of oxygen [27]. The production of cellulose from A. xylinum with shaking/agitated cultivation can adjust oxygen concentration, but the influence of shear force on bacteria is very great. Several production systems were developed to enhance the BC production. Yoshino et al. developed a silicone membrane vessel which provided oxygen from the bottom; the rate of BC production was doubled using the cylindrical vessel [28]. Serafica et al. made bacterial cellulose in a rotating disk bioreactor, which is more efficient and reduces the time of a run to about 3.5 days instead of the usual 12–20 days [29]. Hornung et al. developed a novel reactor in which both glucose and oxygen were fed directly to the BC-producing cells [30]. However, the production is still a function of surface area to volume ratio. Other novel bioreactors, such as membrane reactor and aerosol reactor, can also be studied.
High biomass density has proved to be beneficial for BC production in many cases [31, 32]. In order to increase production capacity, BC production culture requires high oxygen transfer rate at a low shear force. The trickling bed reactor filling plenty of packings as support of bacterial pellicle can supply greater ratio of surface to volume than a conventional liquid surface culture, which seems to be very excellent in terms of oxygen transfer ability by which the microorganisms can be readily contacted with air in comparison with a stirred tank bioreactor. Bacteria adhere to surfaces and grow in various semisolid and liquid-solid microenvironments, and BC pellicle usually formed at the air-liquid interface of the culture medium, which supplies a broad 3-D growth space. Trickling bed reactors can provide high biomass density systems with plenty of packings. Trickling bed reactors have demonstrated a very high volumetric productivity of submerged fermentation, which will be reported in another paper.
It is important to clarify the influence of culture conditions on the structure and some properties of bacterial cellulose for applying the bacterial cellulose to various industrial applications as a new functional material. This study clearly demonstrated that bacterial cellulose produced in trickling culture had higher –OH associating degree, polymerization degree, purity, water holding capacity, porosity, and thermal stability compared with those produced in static and shaking culture. These novel properties of such Tr-BC might have many different advantages which are useful in industrial applications. The trickling bed reactor is promising for industrial production of bacterial cellulose in large scale, while the mechanism of BC formation, influence of packings, and cultivation condition need further study.
References
Iguchi, M., Yamanaka, S., & Budhiono, A. (2000). Bacterial cellulose—a masterpiece of nature’s arts. Journal of Materials Science, 35, 261–270.
Wu, Z. Y., Li, C., Liang, H. W., Chen, J. F., & Yu, S. H. (2013). Ultralight, flexible, and fire-resistant carbon nanofiber aerogels from bacterial cellulose. Angewandte Chemie International Edition, 125, 2997–3001.
Watanabe, K., Tabuchi, M., Morinaga, Y., & Yoshinaga, F. (1998). Structural features and properties of bacterial cellulose produced in agitated culture. Cellulose, 5, 187–200.
Chao, Y., Ishida, T., Sugano, Y., & Shoda, M. (2000). Bacterial cellulose production by Acetobacter xylinum in a 50-l internal-loop airlift reactor. Biotechnology and Bioengineering, 68, 345–352.
Coucheron, D. H. (1991). An Acetobacter xylinum insertion sequence element associated with inactivation of cellulose production. Journal of Bacteriology, 173, 5723–5731.
Masayuki, O., Ikuro, H., Kiyoshi, T., & Tomoko, A. (2002). Silicone rubber membrane bioreactors for bacterial cellulose production. Biotechnology and Bioprocess Engineering, 7, 289–294.
Shao, Z. Q. (2007). Cellulose ethers (pp. 226–227). Beijing: Chemical Industry.
Zhu, G. J., & Wang, Z. X. (1994). Industrial microbiology experiments technical manual (pp. 209–213). Beijing: China Light Industry.
Robertson, J. A., & Eastwood, M. A. (1981). An examination of factors which may affect the water holding capacity of dietary fibre. British Journal of Nutrition, 45, 83–87.
Mancini, C. E., Berndt, C. C., Sun, L., & Kucuk, A. (2001). Porosity determinations in thermally sprayed hydroxyapatite coatings. Journal of Materials Science, 36, 3891–3896.
Kitaoka, K., Yamamoto, H., Tani, T., Hoshijima, K., & Nakauchi, M. (1997). Mechanical strength and bone bonding of a titanium fiber mesh block for intervertebral fusion. Journal of Orthopaedic Science, 2, 106–113.
Mihranyan, A., Llagostera, A. P., Karmhag, R., Strømme, M., & Ek, R. (2004). Moisture sorption by cellulose powders of varying crystallinity. International Journal of Pharmaceutics, 269, 433–442.
Zhang, L. N., Xue, Q., Mo, Z. S., & Jin, X. (2003). Current researching methods on polymer physics (pp. 194–195). Hubei: Wuhan University.
Feng, Y. H., Li, J. C., Lin, Q., Wang, X. B., Wu, Z. X., Pang, S. J., et al. (2007). Crystallinity and thermal decomposition of dialdehyde celluloses from bacterial cellulose. Key Engineering Materials, 330–332, 1289–1292.
Kunihiko, W., Mari, T., Yasushi, M., & Fumihiro, Y. (1998). Structural features and properties of bacterial cellulose produced in agitated culture. Cellulose, 5, 187–200.
Meng, L. Z., Gong, S. Z., & He, Y. B. (1997). Organic spectroscopy (pp. 265–290). Hubei: Wuhan University.
Wang, M. (2008). MsD thesis, Qing Dao University, Qing Dao, China.
Cheng, K. C., & Jeffrey, M. C. (2009). Effect of different additives on bacterial cellulose production by Acetobacter xylinum and analysis of material property. Cellulose, 16, 1033–1045.
Zhao, X. X., Zhu, P., Wang, M., & Dong, Z. H. (2009). The comparison between bacterial cellulose and regenerated bacterial cellulose on structure and properties. Synthetic Fibre, 38, 6–10.
Ma, X. (2003). PhD thesis, Tianjin University of Technology, Tianjin, China.
Huang, D., & Wang, Q. L. (2008). Discussion on the production of bacterial cellulose by Acetobacter xylinum QAX993 fermentation conditions. China Brewing, 38, 36–37.
Oikawa, T., Morimo, T., & Ameyama, M. (1995). Production of cellulose from D-arabitol by Acetobacter xylinum. Bioscience, Biotechnology, and Biochemistry, 59(1564), 1565.
Tang, W. H., Jia, S., Jia, Y., & Yang, H. J. (2010). The influence of fermentation conditions and post-treatment methods on porosity of bacterial cellulose membrane. World Journal of Microbiology and Biotechnology, 26, 125–131.
Karathanos, V. T., Kanellopoulos, N. K., & Belessiotis, V. G. (1996). Development of porous structure during air drying of agricultural plant products. Journal of Food Engineering, 29(167), 183.
Um, I. C., Ki, C. S., Kweon, H., Lee, K. G., Lhm, D. W., & Park, Y. H. (2004). Wet spinning of silk Polymer II. Effect of drawing on the structure characteristics and properties of filament. International Journal of Biological Macromolecules, 34, 107–119.
Czaja, W., Romanovicz, D., & Brown, R. M. (2004). Structural investigations of microbial cellulose produced in stationary and agitated culture. Cellulose, 11, 403–411.
Borzani, W., & Desouza, S. J. (1995). Mechanism of the film thickness increasing during the bacterial production of cellulose on non-agitated liquid-media. Biotechnology Letters, 17, 1271–1272.
Yoshino, T., Asakura, T., & Toda, K. (1996). Cellulose production by Acetobacter pasteurianus on silicon membrane. Journal of Fermentation and Bioengineering, 81, 32–36.
Serafica, G., Mormino, R., & Bungay, H. (2002). Inclusion of solid particle in bacterial cellulose. Applied Microbiology and Biotechnology, 58, 756–760.
Hornung, M., Ludwig, M., & Schmauder, H. P. (2007). Optimizing the production of bacterial cellulose in surface culture: a novel aeroso bioreactor working on a fed batch principle (part 3). Engineering in Life Sciences, 7, 35–41.
Marx-Figini, M., & Pion, B. G. (1974). Kinetic investigations on biosynthesis of cellulose by Acetobacter xylinum. Biochimica et Biophysica Acta, 338, 382–393.
Marx-Figini, M. (1982). The control of molecular weight and molecular weight distribution in the biogenesis of cellulose. In Cellulose and other natural polymer systems: biogenesis, structure, and degradation. Plenum, New York, pp. 243–271.
Acknowledgments
This study was sponsored by the National Natural Science Foundation of China (Grant No. 31160338) and Guizhou Province Science and Technology Fund (Grant No. [2010] 2066).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lu, H., Jiang, X. Structure and Properties of Bacterial Cellulose Produced Using a Trickling Bed Reactor. Appl Biochem Biotechnol 172, 3844–3861 (2014). https://doi.org/10.1007/s12010-014-0795-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-014-0795-4