
Abstract
Lignins derived from abundant and renewable resources are nontoxic and extremely versatile in performance, qualities that have made them increasingly important in many industrial applications. We have shown recently that liquefaction of lignin extracted from aspen wood resulted in a 90% yield of liquid. In this paper, the hydrothermal treatment of five types of lignin and biomass residues was studied: Kraft pine lignin provided by MeadWestvaco, Kraft pine lignin from Sigma-Aldrich, organosolv lignin extracted from oat hull, the residues of mixed southern hardwoods, and switchgrass after hydrolysis. The yields were found dependent on the composition or structure of the raw materials, which may result from different pretreatment processes. We propose a kinetic model to describe the hydrothermal treatment of Kraft pine lignin and compare it with another model from the literature. The kinetic parameters of the presented model were estimated, including the reaction constants, the pre-exponential factor, and the activation energy of the Arrhenius equations. Results show that the presented model is well in agreement with the experiments.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the past decade, biomass feedstock, as an abundant, inexpensive and renewable resource, has emerged as an attractive alternative resource for producing easy-to-handle forms of energy such as gases, liquids, and charcoal. Cellulose and lignin represent two of the most prominent renewable carbon sources. Lignin, a second to cellulose as the most plentiful renewable carbon source on Earth, is an amorphous three-dimensional energy-rich phenolic biopolymer, which is deposited in all vascular plants and provides rigidity and strength to their cell walls. Currently, a limited supply of lignin is available as a by-product of the pulp and paper industry. However, in the near future, large quantities of lignin residue material will be available from biomass-to-ethanol processes and other biorefineries and associated processes [1].
So far, because it is an inexpensive feedstock, lignin is commonly used by combustion to provide heat and/or power. In general, however, using lignin for recovery of heat and power is not so economical because it can be used as a source of aromatic compounds. Therefore, it is very important to explore emerging technologies such as pyrolysis and gasification to produce multiproducts and obtain higher values. For example, liquefaction of lignin extracted from aspen wood resulted in a 90% yield of liquid, representing a significant added value, according to our recent research [2]. Converting lignin to higher-value fuel additives can significantly enhance the competitiveness of biorefinery technology. For this paper, the hydrothermal treatment of five types of lignins or biomass residues was studied. The liquid compounds produced by the reactions were identified by gas chromatography-mass spectroscopy (GC-MS). A kinetic model for the hydrothermal degradation of lignin was also presented and compared with another model from the literature. All the kinetic parameters of the presented model were estimated.
Materials and Methods
Materials
Indulin AT®, called Kraft pine lignin A in this study, was provided by MeadWestvaco. Kraft pine lignin B (catalog number 471003) was ordered from Sigma-Aldrich (St. Louis, MO, USA). Organosolv lignin was extracted from oat hull. The residues of mixed southern hardwoods and switchgrass, which were treated using a two-stage dilute acid hydrolysis process, were provided by the Tennessee Valley Authority.
Biomass Analytical Procedures
Moisture and ash content of the biomass were determined by the methods of LAP-001 and LAP-005, respectively, which are laboratory analytical procedures developed by the National Renewable Energy Laboratory. Structural analyses of the samples were carried out according to the American Society for Testing and Materials E1758–01 standard test methods. The composition of raw materials is listed in Table 1. The solubility of Kraft pine lignin A at room temperature is listed in Table 2.
Apparatus and Process
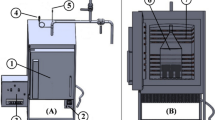
A 75-ml Parr high-pressure reactor (Parr Instrument, Moline, IL, USA) was used for hydrothermal treatment of the feedstock. The reactor consists of a reaction cylinder and a pressure gauge/valve assembly. An induction heating system, which allows the reduction of heat-up times by about two orders of magnitude, was customized by L.C. Miller, Monterey Park, CA, USA. For a typical run, 5 g of feedstock and 45 ml of distilled water were placed inside the cylinder. The cylinder was then sealed and purged with nitrogen gas at a flow rate of 80 ml/min to remove air and prevent secondary reactions such as thermal cracking and repolymerization. The reactor was heated to 300–374 °C at a heating rate of about 140 °C/min, and the desired temperature was held for 10 min. At the end of the reaction, the cylinder was cooled by soaking it in an ice bath for 5 min. Gases were sampled into a gas bag for later GC analysis. The gas fraction was determined by measuring the weight difference of the reactor before and after gas sampling. The liquid, including both water and heavy oil fractions, was collected for later GC-MS analysis. The procedure for separating of aqueous, water-insoluble, and solid phases in the liquid is shown in Fig. 1. First, the aqueous phase (approximately 50 ml) was poured into a centrifuge bottle. The water-insoluble fraction and the wall of the pressure reactor were washed with 50 ml acetone, then poured into the centrifuge bottle containing the aqueous phase, and centrifuged. The total amount of the supernatant liquid was referred to as the liquid fraction. The liquid fraction was air-dried at room temperature for 48–72 h to constant weight. The remaining solid after centrifugation was air-dried for 48–72 h to constant weight to yield the solid residue. Constant weight is defined as less than ±0.01 g change in the weight upon 12 h of re-drying the liquid or the residue.

Process for product separation after hydrothermal treatment
The yield of each fraction from the hydrothermal treatment reaction is defined as:
The formula of liquid yield is universally true for the hydrothermal treatment process of biomass or biomass residues. However, because of Kraft pine lignin’s unique solubility (Table 2), the formula of liquid yield can only be applied to Kraft pine lignin after the reaction reached the steady state. The difference between the liquid yield and the air-dried liquid yield is considered to be the moisture in the raw materials and volatile components of the liquid products. All experiments and analysis were performed in triplicate.
Chemical Analysis
The gaseous samples were analyzed using GC with MS5A, Pora PLOT Q (PPQ), and WAX columns and a thermal conductivity detector for the analysis of hydrogen, carbon monoxide, carbon dioxide, methane, and other gases [3]. The volume concentration of each gas of interest was calculated based on an external standard method.
Chemical compositions of the liquid products were identified using a Varian Saturn 3 GC/mass spectrometer with a HP-1 capillary column. The GC was programmed at 40 °C for 0.5 min and then increased at 10 °C/min to 300 °C, and finally held with an isothermal for 10 min. The injector temperature was 300 °C, and the injection size was 1 μl. The flow rate of the carrier gas (helium) was 0.6 ml/min. The ion source temperature was 230 °C for the mass-selective detector. The compounds were identified by comparison with the National Institute of Standards and Technology (NIST) Mass Spectral Database.
Results and Discussion
Mass Balance
The hydrothermal treatment process produces a gaseous phase, a solid phase, and a liquid phase. The gaseous and solid products were weighted directly. The liquid fraction was dried to yield the air-dried liquid. As shown in Table 3, the total amount of gaseous products, solid phase and air-dried liquids corresponds to 70–90% of the starting biomass. The other 10–30% is considered to be the result of moisture in the raw material that is 5–6% generally (Table 1) and volatile components in the liquid products, such as acetic acid, furfural, and guaiacol.
Thermochemical Conversion of Lignins and Biomass Residues
Lignins and biomass residues were treated at 374 °C and 22 MPa for 10 min. The yields of various lignins and biomass residues are listed in Table 3. The liquid yields of Kraft pine lignin A, Kraft pine lignin B, organosolv lignin of oat hull, hardwood residue, and switchgrass residue were 57.8, 71.5, 79.1, 56.3, and 32.6%, respectively.
The residue yields of Kraft pine lignins A and B, hardwood, and switchgrass were relatively high; a possible reason is that these raw materials were pretreated using either a pulping or hydrolysis process, which may result in unique structure of the raw materials. Another reason for the high residue yield from switchgrass is that it contains significant amount of ash, which is 23.2% of the total biomass. The ash in the switchgrass may be due to soil contamination. The yield of gaseous products from the lignins was 6–7% of the total biomass; applying a gasification process may require extremely high temperature or energy input.
Hardwood and switchgrass residues after a two-stage hydrolysis still contain significant amounts of cellulose (22–47%) and hemicellulose (9–11%). Hydrothermal treating fractions containing cellulose and/or hemicellulose resulted in a high yield of residue and gases. Our experiments reveal that a better pretreatment process needs to be developed.
Organosolv lignin of oat hull contains high amount of hemicellulose (∼40%). When using organosolv lignin of oat hull as the raw material, the liquid products contain more volatile components than found using other materials; liquid products accounting for approximately 36% of the total mass were evaporated during the drying process.
The gaseous phase from hydrothermal treatment of lignins and biomass residues primarily consisted of hydrogen (H2), carbon monoxide (CO), methane (CH4), and carbon dioxide (CO2), which were 2.1–7.6, 6.2–25.3, 0.3–13.3, and 64.1–77.9%, respectively (Table 3).
GC-MS Analysis of the Liquid Products
The components of the liquid products from various lignins and biomass residues were determined by GC-MS analysis. The mass-to-charge ratios of the components were checked against the mass spectral library published by NIST. The GC peak areas are given in Table 4. The percentage values indicate the proportions of individual compounds in the liquid and do not represent the actual concentration of these compounds.
Within the GC detectable range, we identified the different composition of the liquid products from the various origins by using a GC-MS analysis. The liquid products from Kraft pine lignin contain mainly guaiacol and methyl dehydroabietate. The liquid products from oat hull, hardwood, and switchgrass contain acetic acid, 1-hydroxy-2-propanone, and/or furfural, which are the products of hemicellulose and cellulose. This further confirms that these three materials contain hemicellulose and cellulose. The liquid products have only two to three component differences from one biomass species to another. But the composition distributions are quite different among species (Table 4). So the composition of liquid products depends on the type of raw materials.
The liquid products from lignins may include high-molecular weight compounds that are not volatile and not detected by GC. To determine the degradation degree of Kraft lignin, polymer techniques, such as low-angle light scattering, need to be applied.
Effect of Time on the Hydrothermal Treatment of Kraft Pine Lignin A
The hydrothermal treatment was carried out using the designed batch pressure reactor equipped with an induction heating system. The heating time required to reach the final temperatures of 300 °C (10 MPa) and 374 °C (22 MPa) was 2.5 and 3 min, respectively. At the end of the chosen time of hydrothermal treatment, the reaction was stopped by putting the reactor in an ice bath. The aqueous phase (approximately 50 ml) was poured into a centrifuge bottle. The water-insoluble fraction and the wall of the pressure reactor were washed with 50 ml acetone and poured into the centrifuge bottle containing the aqueous phase, which resulted in a solution containing 50% water and 50% acetone, and then centrifuged. The solubility of Kraft pine lignin A in this mixture is greater than 15%, so the remaining residues were considered to be the charcoal or polymeric products produced by the hydrothermal treatment process.
Figure 2a shows the residue yields for treating Kraft pine lignin A at 300 and 374 °C, respectively. At 300 °C, the reaction reached the steady state within 12 min after the final temperature was reached (total approximately 15 min). The reaction was faster at 374 °C and reached the steady state within 3 min after the final temperature was reached (total approximately 6 min). The yields of gaseous products showed similar results (Fig. 2b). But the length of treatment time does not show obvious effects on the profile of gaseous products (Fig. 2c).

Effect of time on the hydrothermal treatment of Kraft pine lignin A. a The yields of residue at 300 °C and 374 °C. b The yields of gases at 300 °C and 374 °C. c The yield of gaseous products. Error bars represent standard deviations calculated from the data obtained from at least three repeated experiments
Mechanism of the Hydrothermal Treatment of Kraft Pine Lignin
The mechanism of degradation of poplar lignin was proposed by Bobleter and Concin [4]. They proposed a degradation mechanism consisting of two-phase reactions for the hydrothermal degradation of poplar lignin: first, a very fast reaction phase where lignin is degraded into the soluble fragments and then a slower reaction phase where the soluble fragments react with one another by recondensation. By observing the yields and GC-MS analysis of liquid products, hydrothermal treatment of Kraft pine lignin was found to follow similar mechanisms. The solubility of Kraft pine lignin in water is 2.7% at room temperature. With increasing temperature, the Kraft lignin becomes more water soluble within a very short time. Then there is a slow reaction phase, in which the Kraft lignin is degraded into small molecule compounds as shown by the GC peaks in Fig. 3a and b, and these compounds interact and repolymerize or recondense into solid residue. As shown in Fig. 3c and d, most small-molecule compounds are gone after the elongated time except guaiacol and methyl dehydroabietate.

GC snapshots of the liquid products from Kraft pine lignin A. Kraft pine lignin A was treated at 300 °C and 10 Mpa for 2 min a, 4 min b, 10 min c and 30 min d
Kraft lignin refers to the lignin degradation products in spent liquors after pulping. During pulping, lignin undergoes more or less drastic degradation reactions depending on the pulping conditions. The composition of Kraft lignin differs markedly from the composition of the native lignin [5]. The mechanism proposed here may not be applied directly to other biomasses or native lignin, but it gives a clue how the hydrothermal treatment process works.
Kinetic Model of the Hydrothermal Treatment of Kraft Pine Lignin
Detailed kinetic modeling of lignin hydrothermal treatment is very difficult because lignin can be degraded into tens of components as shown in Table 4, resulting in a large number of chemical reactions between different components in the reaction mixture. Therefore, few papers have been published on this, and lignin hydrothermal treatment or degradation is usually simulated kinetically with simplified models.
One of the simplified models is based on the mechanism of two-phase reactions, i.e., the fast and the slow reaction phases, at temperature in the range of 300–380 °C. In the first phase, lignin is degraded into soluble fragments, mainly consisting of low molecular components (e.g., monomers) and higher molecular components (oligomers). Almost all of the lignin was degraded in about 1 min, according to Bobleter and Concin [4]. Then, the reaction occurs in a slower phase where insoluble polymers and char were produced by condensation between soluble components and/or insoluble polymers.
For the fast degradation phase,
where L represents lignin; L L = low molecular fragments (mostly water-soluble monomers); L H = higher molecular fragments (oligomers); and L S = the sum of low and higher fragments (L L + L H) that are acetone–water soluble. In our case, L S represents the liquid fractions, and k 1 = reaction rate constant.
According to Eq. 1, the reaction rate for lignin is
Where [L] is the lignin concentration in the lignin percent by weight at time t of the initial amount of lignin. The other concentration variables are in this same unit.
For the slow degradation phase, we assume that a part (c) of the soluble fragments reacts with all soluble components in the reaction mixture to form the insoluble polymers and char (P L), i.e.,
in which k 2 = reaction rate constant.
Let k 3 = ck 2, then
Based on the total balance, we have
Differentiation of both sides of Eq. 6 over time leads to
Substitution of Eqs. 2 and 5 into 7 yields
Therefore, Eqs. 2, 5, and 8 together form the whole kinetic model, which is called model 1 in this study.
Bobleter and Concin [4] used another model to simulate the degradation kinetics of poplar lignin. They assumed the insoluble polymer (P L) exists during the first phase of quick reaction as a homogeneous suspension (P L *), which also reacts with the reactive soluble part (c·L S). Thus, c·L S is able to react with both the soluble (L S) and the suspended products (P L *), the sum of which corresponds to the total initial amount of lignin (L 0):
From Eq. 9, the reaction rate for P L is obtained:
Let \(k_3^\prime = c\left[ {L_0 } \right]k_2^\prime \), then
Derivation with steps similar to those for Eq. 8 yields
Therefore, the whole kinetic model presented by Bobleter and Concin [4], called model 2 in this study, consists of Eqs. 2, 11, and 12.
Those two models are two sets of ordinary differential equations. As there is no dynamic data available for the first short-term (less than 1.5 min) phase, and according to the theory of Bobleter and Concin [4], 90% of lignin was degraded within the first 1 min, k 1 in both models was first estimated by using Eq. 2 and assuming that 95% of Kraft lignin is degraded to the water-soluble form within the first 1.5 min, i.e., (t = 0, L = 1) and (t = 1.5 min, L = 5/100). The obtained k 1 is k 1 = 2.95 min−1. Then, this value of k 1 was fixed when estimating the other parameters (k 3 or \({\text{k}}_{\text{3}}^\prime \)) afterwards.
The unknown kinetic parameters (k 3 or \({\text{k}}_{\text{3}}^\prime \)) of models 1 and 2 were estimated by the method of nonlinear least squares, in combination with solving the ordinary differential equations. The objective function for estimation of kinetic parameters by optimization (nonlinear least squares) is
where N is the total number of experiments, the subscripts “Cal” and “Exp” represent the calculation values by the model and the experimental data, respectively, and R is the residues, i.e., the sum of undegraded lignin and the insoluble products:
The parameters obtained are listed in Table 5.
Figure 4 shows the comparisons of residues for the experiments, model 1, and model 2 at 300 °C. The residue yield profiles at 374 °C (Fig. 5) has the same trend as seen in Fig. 4.

Comparison of residues from the experiments, model 1, and model 2 at 300 °C. a Lignin degradation; b residue formation

Comparison of residues from experiments, model 1, and model 2 at 374 °C. a Lignin degradation; b residue formation
Table 5 shows that model 1 is better than model 2 because it has a smaller value of the sum of the squares of the residues/differences between the model and the experimental values. Figures 4 and 5 also show that the experimental data are better fitted to model 1 than to model 2.
It was proved that the lignin degradation can follow the Arrhenius equation [6]. Therefore, for model 1 to be used to predict lignin hydrothermal degradation, it is necessary to further estimate the pre-exponential factor (k 0) and the activation energy (E a) in the Arrhenius equation
By using Eq. 15 and the data of Table 5, k 0 and E a were estimated for k 3 in model 1: k 0 = 70.2 l/min, E a = 37 kJ/mol.
The activation energies of lignin degradation vary with the methods of isolating lignin from its biomass [6]. For instance, the activation energy for the lignin processed in sulfuric acid was 46 kJ/mol [7]. Therefore, the estimated activation energy (37 kJ/mol) here is at a reasonable level.
In summary, model 1 is in good agreement with the experiments and superior to model 2. The unknown kinetic parameters were estimated. However, it should be noted that this model could not be directly used in hydrothermal treatment of the other biomass. Modification of the model is required to ensure the accuracy of model prediction when applied to the other biomass.
Conclusions
The hydrothermal treatment of Kraft pine lignin, organosolv lignin of oat hull, mixed southern hardwood residue, and switchgrass residue after hydrolysis was studied. At 374 °C, the liquid yields of Kraft lignin, organosolv lignin, hardwood residue, and switchgrass residue were 57–71, 79.1, 56.3, and 29.7, respectively. The yields were found dependent on the composition or structure of the raw materials, which may result from different pretreatment processes. To select a suitable thermochemical conversion technology for a raw material like lignin or biomass residue, each raw material needs to be evaluated individually.
A possible mechanism of the hydrothermal treatment of Kraft pine lignin was proposed. In addition, a kinetic model was established and compared with another model published elsewhere. All the kinetic parameters of the presented model were estimated. Good agreement was found between the model and the experiments.
References
Zmierczak, W. W., & Miller, J. D. (2006). WO2006119357.
Zhang, B., von Keitz, M., & Valentas, K. (2007). Abstracts of Papers of the American Chemical Society, 233, AGRO 220.
Yu, F., Ruan, R., Chen, P., Deng, S., Liu, Y., & Lin, X. (2007). Transactions of the ASABE, 50, 175–180.
Bobleter, O., & Concin, R. (1979). Cellulose Chemical Technology, 13, 583–593.
Brunow, G., Lundquist, K., & , Gellerstedt, G. (1999). In E. Sjostrom, & R. Alen (Eds.) Analytical methods in wood chemistry, pulping and papermaking pp. 77–124. New York: Springer.
LeVan, S. L. (1989). In A. P. Schniewind (Ed.) Concise encyclopedia of wood & wood-based material pp. 271–273. Elmsford, NY: Pergamon Press.
Beall, F. C. (1969). Wood Fiber, 1, 215–226.
Acknowledgements
The University of Minnesota Initiative for Renewable Energy and the Environment (IREE) is gratefully acknowledged for its financial support. The authors would like to thank MeadWestvaco and Dr. Kwok-Choi Patrick Lee (Tennessee Valley Authority) for providing lignin, and our collaborators, Dr. Marc von Keitz, Dr. Kenneth Valentas, Dr. Ulrike W Tschirner, Dr. Vernon R Eidman, Dr. Steve Polasky, and Dr. Waleed Wafa Al-Dajani.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhang, B., Huang, HJ. & Ramaswamy, S. Reaction Kinetics of the Hydrothermal Treatment of Lignin. Appl Biochem Biotechnol 147, 119–131 (2008). https://doi.org/10.1007/s12010-007-8070-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-007-8070-6