
Abstract
Additive Manufacturing (AM), commonly known as 3D printing, is transforming the manufacturing industry with rapid product development. With the new technological transformation comes new issues and challenges in the manufacturing industry. Additive manufacturing technique with large build volume is costlier compared to smaller ones. Therefore, CNC-assisted material extrusion-based additive manufacturing system has been developed by the FFF laboratory in PDPM IIITDM Jabalpur using an existing Computer Numerical Control (CNC) machine. Using the developed system, large-sized parts can be easily fabricated on the CNC machine platform. The developed system requires setting up new process parameters values to fabricate large-sized parts compared to fused filament fabrication process system. However, the developed system also generates new possibilities such as composite material product development for various industries. Most of the constraints of fused filament fabrication process parameters still apply to this system. Beyond those constraints, new issues and challenges exist because the CNC-assisted material extrusion-based additive manufacturing system significantly changes the properties associated with the fused filament fabrication process. The research article presents the working of the developed system and issues associated with the fabricated parts. The capabilities and challenges in the fabrication of large-sized parts using the developed AM system are also presented.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Additive Manufacturing (AM) is one of the emerging advanced manufacturing techniques, which fabricate complex geometries easily within minimum lead-time at an economically viable cost. Geometries were fabricated by the addition of material in a layer upon layer manner, from bottom to top approach. In the last decade, the advancement in AM changed its applicability from prototype development to manufacturing of functional parts for various applications such as automotive, aerospace, biomedical and dental, defense, furniture, architecture and construction [1, 2]. According to the ASTM F42 standard, AM is classified into seven categories based on different operating principles. The material extrusion-based AM (ME-AM) is the most commonly used process in those categories. The ME-AM process offers inevitable advantages along with ease in use at a low cost compared to other processes. The ME-AM process is further divided into three different types based on working mechanism, i.e., screw-driven ME-AM system, piston-driven ME-AM system, and fused filament fabrication (FFF) [3]. Among those, the FFF process has unique capabilities such as shape complexity, hierarchical complexity; and functional complexity [4]. The shape complexity allows the fabrication of any shape, whereas the hierarchical complexity allows the fabrication of structures from micro to mesostructured form. The functional complexity allows the fabrication of fully functional parts directly. The FFF process provides a platform for fabricating functional polymeric parts with minimal material waste. The FFF process has gained popularity due to its simple fabrication method and the commercialization of low-cost desktop machines [5, 6].
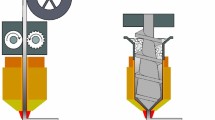
The FFF process has several advantages, but there are certain limitations associated with this process that confine its application domain. The commercially available FFF printers have relatively smaller build volumes, around 0.5 m3, with lower deposition rates. The smaller build volume and low build rate of the FFF process confine its application to producing exclusively small end-use parts or prototypes [7]. The part size can be increased by designing a system with increasing build chamber dimensions, specifically for a build volume and deposition rate. In recent years, many researchers in academia and industry have been drawn into the development of large size additively manufactured parts, using bigger gantry systems or robotic systems [8]. In comparison to the commercially available FFF printers, large size AM system relies on bigger gantries or robotic systems to manufacture the structures on an industrial scale. Recent developments through ME-AM systems have enabled large-sized automotive structures, molds, and dies for different industries [9, 10]. In this context, instead of developing gantry systems, the use of CNC machines in the manufacturing industries will be an ideal choice for system development [11, 12]. CNC machines have a larger gantry system and fabricate parts with high precision. As a result, the gantry system of a CNC machine could aid in large-part fabrication with minimal modification at a nominal cost. Figure 1 depicts a CNC-assisted material extrusion-based AM system that contains a CNC machine gantry-driven ME-AM system [13, 14].

Experimental setup of CNC-assisted material extrusion-based AM system
In the CNC-assisted material extrusion-based AM system, the pellet form material, i.e., Acrylonitrile butadiene styrene (ABS), Ethylene vinyl acetate (EVA), etc. are fed into a heated barrel with a single lead-screw. The heated barrel melts the pellets, and the lead-screw pushes the semi-melted material on the platform through a nozzle to fabricate the desired component. The small-sized AM systems typically use filament form material, but the use of pellet form material and a single lead-screw has enabled much faster and more cost-effective printing capabilities on the CNC machine gantry system [15, 16]. In this research, acrylonitrile butadiene styrene (ABS) pellets have been used as feedstock material for the fabrication of large-sized AM parts. Moreover, the developed system allows for the fabrication of large-size parts in an open environment. Nonetheless, the large surface area of fabricated parts exposed to the open environment causes problems due to temperature differences. As this system fabricates large-size parts and it changes the way of approach for designing and fabricating the large-size parts [17,18,19,20,21,22,23,24]. The research article presents the working of the CNC-assisted material extrusion-based AM system and issues associated with the fabricated parts. The capabilities and challenges in the fabrication of large-sized parts are also discussed.
2 Part preparation and fabrication
2.1 Part pre-processing - from design to Toolpath
The basic steps in AM process are similar in all techniques, thus the developed system may also follow similar steps. The steps involved in this technique are depicted in Fig. 2. The material processing tool (MPT) processed the feedstock material in the developed system via screw rotation. The spindle in a CNC machine provides rotation to the screw, and the gantry system provides necessary movements to the system in the X-, Y-, and Z-directions [1, 15, 16, 25, 26]. As a gantry system, an Okuma 3-axes CNC milling machine has been used, which moves in a range of 760, 460, and 460 mm in X-, Y-, and Z-directions, respectively. However, for the present study, a build platform was developed with a size of 650 × 450 mm2 in X and Y directions, respectively. More details about MPT and the developed heated build platform can be found elsewhere [13, 14]. It is important to develop indigenous software for the developed system, where it generates toolpath from its computer-aided design (CAD) model. The purpose of this section is to illuminate the process flow from design to toolpath for part pre-processing.

Steps of AM process
The first step in part pre-processing is to design the part geometry. This is usually prepared through CAD software such as CATIA, SOLIDWORKS, or Fusion 360. SOLIDWORKS software was used to create CAD models of the required complex geometries as well as assemblies of multiple parts. The geometric data of CAD model is stored and exported in Standard Tessellation Language (STL) file format. An STL file format uses triangles to approximate the CAD model surfaces. The curvature data is lost because of the approximation and is replaced with straight lines of triangles as shown in Fig. 3B.

A CAD model; B STL File of model; C toolpath generation of model
As shown in Fig. 4, an STL file was loaded into the indigenous software to slice and generate generative code (G-code). The software was programmed to slice an STL file into sliced layers and then generate the toolpath of the desired model. Once the toolpath for the entire part was generated in G-code format, it was saved in text file format [27]. The CNC machine is given G-code in text file format to build the part layer by layer. Figure 4 depicts an process flowchart of system.

Process flowchart of system
2.2 Selection of process parameters
In the developed system, to fabricate quality large-size parts, it is necessary to conduct experimental trials to ensure adequate bonding between rasters and layers. Various experimental trials have been carried out to identify the significant process parameters for large-size part fabrication. The developed system includes a material processing tool (MPT) and a build platform. The MPT is the key component of the system for the continuous and uniform extrusion of material. As the modifications in the design of MPT, the process parameters may affect the quality of parts in comparison with commercially available systems. The process parameters such as screw speed and deposition speed are influential on part quality in the developed system [25]. A slight change in these parameters may change the flow rate of material, resulting in changes in layer thickness and raster width, which affects the dimensional accuracy and surface finish of the fabricated parts [11, 28]. In addition, the effect of build platform temperature and cooling rate on parts during and after part fabrication must also be considered.
2.2.1 Effect of Screw Speed
In the developed system, the screw speed plays a significant role to generate sufficient pressure for material extrusion in MPT. Under a certain screw speed range, continuous extrusion of the material is possible. To achieve continuous extrusion of ABS material through the nozzle, the effect of screw speed must be analyzed within a certain range, as an additional amount of material is extruded and deposited onto the build platform when the screw speed exceeds a certain range. If the material extrusion rate is not synchronized with the deposition speed, it may be distorted the geometrical shape from its desired shape. On the other hand, if the screw speed is kept below that range; the material extrusion rate will be reduced, which may cause the part fabrication process to be disrupted. The issues such as gaps between infill and internal-external contours, under- and over-extrusion raises because of uncertain screw speed. Through the literature survey and preliminary experimental trails, material extrusion was conducted in range of 50–120 RPM with interval of 5 RPM. Based on the preliminary experimental results, observed that after 75-RPM flow rate of material interrupted. As a result, to determine the suitable screw speed in further experimentation, 50–75 RPM range where considered to achieve continuous extrusion of ABS material. In the present study, screw speed was varied under this range with an interval of 5 RPM and extrude the material at particular screw speed for duration of 1 min. During the experiments, the value of extruder temperature was kept constant, i.e., 220 °C. Table 1 shows different diameters of wire extruded at different screw speeds, where the diameter of wire is measured using the digital vernier caliper. Figure 5 depicts the filament wire extruded at different screw speeds. The data presented in Table 1 shows that the material at 50, 55 RPM extruded uniform bead of diameter nearly similar to nozzle diameter i.e. ∅2.5 mm. Apart from the first two observations in Table 1, remaining shows swelling effect in extruded bead of material at tip of nozzle. The swelling effect leads non-uniformity in the diameter of extruded bead of the material, which was not feasible for part fabrication.

Filament extruded at different RPM
2.2.2 Effect of deposition speed
Deposition speed is the speed at which the MPT moves and deposits material on the build platform for transforming the CAD model into the fabricated parts. The deposition speed is proportional to the flow rate of the material (mm3/sec), layer thickness and the raster width [25].
The above relation presents that if deposition speed is not properly synchronized, it would affect the flow rate of the material, which may create issues during part fabrication. If the deposition speed is higher in comparison to the flow rate of material, the material stretches over the build platform during deposition. It eventually decreases the raster width, resulting in poor bonding between raster and contours. Also, at high deposition speed, solidification occurs immediately, doesn’t get enough time for bonding raster and contours. If it is lower than the flow rate of material, an excess amount of material will be deposited than the requirement. In this case, overlapping of adjacent rasters may take place, which may hinder the quality of parts.
Therefore, to study the effect of deposition speed on the bonding between adjacent rasters, a rectangular shape part was fabricated as shown in Fig. 6. In order to study the effect of deposition speed, based on observation results in Table 1 at 55 RPM extrudes material uniformly at rate of 500 mm within one minute. Based on that observation, two different deposition speeds were selected i.e. 450 and 500 mm/min to achieve uniformity in bonding during experimentation. Other process parameters were kept constant such as screw speed (55 RPM), extruder temperature (220 °C), and build platform temperature (110 °C). It can be seen from the experimental results that raster width is significantly affected by the deposition speed. From Fig. 6a, b depicts poor bonding between rasters due to varied layer thickness and large surface area exposure. However, overall bonding between the rasters were sufficient at both the deposition speeds.

Effect of two different deposition speed a 450 mm/min; b 500 mm/min
2.2.3 Effect of build platform temperature

Temperature distribution profile of build platform
The build platform temperature is one of the process parameters that significantly affects part quality. The build platform temperature can influence the inter-layer and intra-layer bonding of the fabricated parts. For better bonding or adhesion of deposited rasters with the platform, the build platform temperature should have sufficient temperature for re-softening the surface of previously deposited rasters. During part fabrication, re-softening is required to achieve good bonding between the rasters as well as layers. In addition, issues such as warpage are observed due to the large surface area of cooling and open environmental conditions, where the build platform temperature plays a major role. The Fluke Thermal Imager TiX560 has been used to measure the temperature distribution on the build platform. Figure 7 shows the uniform temperature distribution profile across the whole surface of the build platform, which is beneficial for sticking the first layer to the platform. Therefore, the effect of build platform temperature and cooling rate will be studied in this section.
In the preliminary experimental study, the sudden drop in temperature of the build platform leads to the warpage defect that fails the part. During the part fabrication, build platform provides good adhesion to the part, but after the fabrication due to the large surface exposure, part gets deformed. To study the effect of the build platform temperature, the material has been deposited in the form of a multilayered rectangular plate using the developed system. Images were captured to analyze the bonding between the rasters under two different cooling conditions. The experiments were conducted, considering two different conditions in which the build platform temperature decreases slowly at an interval of time, i.e., at an interval of 5 °C and at an interval of 10 °C. The equal interval of time to decrease the temperature helps in the uniform cooling of the part. Table 2; Fig. 8 show the experimental results at two different cooling conditions. From the observations, it is concluded that the temperature decrease of 5 °C in an equal interval provides uniform cooling throughout the part without the warpage shown in Fig. 81.

Effect of build platform temperature 1 interval of 5 °C; 2 interval of 10 °C
2.3 Fabrication of part
Based on the observations of the preceding investigations, a suitable set of process parameters was chosen to fabricate large-sized parts using the developed system. The identified process parameters are shown in Table 3. In the present study, a 2.5 mm nozzle diameter was used, so a 2.2 mm layer thickness was considered for getting the proper bonding between the adjacent layers. Using the developed system, a large-sized complex shape part was fabricated using ABS material as shown in Fig. 9.

Fabricated part
3 Issues and challenges in large-part fabrication
The developed system has benefits such as the ability to fabricate large-sized, complex, customised parts, but there are a few issues and challenges that would necessitate additional research and technological development. Poor surface finish, void formation, weak interlayer bonding, inconsistent material flow rate, and inferior and anisotropic mechanical properties are some of the issues and challenges that are raised during technological development. These issues must be addressed so that developed system can be widely used in a variety of applications in the industries.
3.1 Software limitations
In the preprocessing stage, CAD software is the primary tool to design the geometry of the desired product. During the fabrication of the part through AM process, the part undergoes several unavoidable operations, which leaves few defects. The precautionary measures for the defects cannot be designed in preprocessing step. Certain geometrical defects can be observed during the curved surface part fabrication due to the type of algorithm used during slicing and toolpath generation. A very fine tessellation can potentially resolve this problem to some extent, but it will result in higher computational time, and processing time whereas the printing will be complicated in such cases. Thus, the post processing with the help of heat, laser, chemicals, or sanding, will be performed to eliminate these defects. To limit the deviation from the design step to the fabrication step, it is necessary to find the optimum values of process parameters, layer thickness, screw speed, deposition speed, and build orientation, etc. These parameters can greatly influence the mechanical properties and appearance of the fabricated parts. For the developed system, the indigenous software has some restrictions in the toolpath generation. The software has layer thickness and deposition speed as input parameters, but the bead width is not considered. The issues such as gaps and voids are observed which results in poor bonding and poor surface finish, which need to be minimized to achieve better quality products.
3.2 Gaps and voids between infill and contours
One of the main limitation/defect during AM is the formation of voids and gaps between subsequent layers. This leads to the generation of the high porosity of the fabricated part, thereby it can reduce the mechanical performance of the parts due to weak interfacial bonding between layers. The formation of voids and gaps depends on the material and the type of AM process. In the material extrusion-based AM process, the voids and gaps formation is one of the main defects, which results in the anisotropy in mechanical properties of the fabricated parts. These defects can also result in the delamination of layers after the part fabrication.

a Gaps in between infill and contours; b blown holes on surface
The gaps between infill and contours are observed in the fabricated parts using the developed system. MPT extrudes the material in circular cross-sectional form, which leaves triangular-shaped gaps between the layers and contours. The process parameters such as deposition speed and layer thickness play a vital role in the part fabrication and also in defect formation. As compared to other process parameters, deposition speed and layer thickness may affect the material deposition rate and material bonding, which may lead to the formation of irregular voids and gaps. Figure 10a shows the voids and gaps between the layers and contours, whereas it also shows the detached outer contours from the part due to poor bonding. When the deposition speed and layer thickness are higher, the material does not extrude uniformly which does not provide enough time to bond the layers or contours. To resolve this issue, it is suggested to perform experiments to find the correlation between the deposition speed and layer thickness, which minimizes the voids and gaps between the layers and contours.
Apart from these issues, another issue called blow holes on the surface of fabricated parts is shown in Fig. 10b. This issue usually arises because of the hygroscopic nature of materials and the processing of materials in the open environment. In the present study, during the processing of the material, due to the presence of moisture and entrapped air in the blow holes, the surface of the extruded material was damaged. After the deposition of extruded material, blow holes were burst and the rough surface was observed on the fabricated parts. To overcome this issue, the preheated material needs to be used and a closed feeding system should be designed, which will avoid the formation of blowholes.
3.3 Layer bonding in build orientation
AM is a process that builds parts in a layer-by-layer manner to achieve the desired 3D product. However, to build strong and reliable parts, the deposited layer should adequately form proper bonding with the previous layer. If the bonding between the layers is insufficient or inadequate, the part may split, i.e., the layer may be separated from its adjacent layers. The issue of weak interlayer bonding can be observed as the deposited layers fully solidify before the next layer is deposited. Because of the high thermal gradient, the cooled layers do not bond with newly extruded molten material properly. Low interlayer bonding leads to lower strength in the build direction of the fabricated part. The issue of interlayer bonding in build orientation is shown in the Fig. 11a. This issue is more deceptive because of the large size build volume of the system that leads to longer the raster length and delay in time to deposit the material, which results in a larger thermal gradient in the fabricated part.

a Layer bonding; b warpage
Parameters such as layer thickness and deposition speed mainly affect the bonding between the printed layers. In the present study, the layer thickness is nearly equal to the diameter of the nozzle. The deposition speed affects the bonding between the layers, which leads to layer separation. This issue may be minimized by keeping the layer thickness value lesser than the diameter of the nozzle. Thus, the new layer would print slightly below the existing layer so that the two layers may bond effectively. Moreover, other process parameters such as build platform temperature and cooling rate also need to be controlled to avoid layer separation.
Sometimes, the bottom layer of the part was observed to be separating from the build platform, which is the result of temperature differences between the part and the build platform. If the build platform has a larger thermal conductivity than the deposited material, then the build platform will rapidly extract heat from the deposited material. If the difference between the thermal conductivity is large, then the fabricated part will not stick to the build platform and will rapidly warp as shown in the Fig. 11b. The similar phenomenon was observed when the ABS is printed on the cold aluminum build platform. Thus it is advised to keep the aluminium build platform heated to successful deposition of melt on build platform. The bond between platform and part can be improved by applying the Kapton tape and sticky glue-like substance on the surface of the platform before the fabrication of the part. There is also a risk of warping while removing the part from the build platform after the process. In the case of the long flat geometry, the risk of warping is highest, thus it is advised to allow build platform to cool down uniformly. This will ensure that the bottom layer of the part does not fall under the thermal shock, which generates an residual stresses due to temperature difference. Generated residual stresses in the part results an curling, warpage and cracks in an fabricated part.
3.4 Surface finish and resolution
The part fabricated through AM process produces a layered structure that is visible, and the part looks unsightly. This is because of extruded material bead is cylindrical due to the circular nozzle opening and continuous material supply. In the case of the developed system, a nozzle of Ø2.5 mm was used which results in larger layer heights, creating even more noticeable steps like surface on the visible lateral section of the part. The large width of extrusion beads results in an exceptionally poor surface finish as shown in the Fig. 12a. The part fabricated through the developed system are inconsistent and ridged. This is undesirable when the aesthetics of a part are a concern where high surface precision and tight tolerances are the requirement.

a Surface quality; b material extrusion
The rough surface finish on fabricated parts can be smoothing by sand paper, finished with a CNC router, or smoothed with chemicals like acetone. The surface quality can also be improved by machining the part after 3D printing. The benefit of the hybrid additive-subtractive manufacturing approach is that the strengths of both processes can be capitalised on while minimizing the disadvantages of the individual processes. The parts can be printed with the AM process, which is followed by the machining process to achieve desired tolerances. The machining process will remove the outer ridges and anomalies left by the additive process, which results in a smooth surface finish of the product.
3.5 Material extrusion
The developed system works like the FFF principle, but the developed system has scaled up dimensions of MPT and build platform. In the case of the MPT, the screw extrusion-based design causes difficulty in maintaining uniform extrusion of material throughout the process. The MPT does not have any feedback unit to monitor material extrusion rate through the nozzle. Sometimes, the screw speed and deposition speed were not synchronous, which results in non-uniformity in material extrusion. The rapid movement in the CNC gantry system affects the material extrusion during the change in the direction i.e. 90° corners, curved area, etc. that results in inconsistency in material deposition. These inconsistencies in extrusion cause globs of material and uneven layer appearance on the surface of the fabricated part as shown in the Fig. 12b. Several issues were noticed such as gaps between the contours and layers due to under-extrusion and overlapping of layers due to over-extrusion. The synchronization between screw speed and deposition speed should be maintained with the layer thickness so that the material extrusion should be uniform. Also, as previously discussed section, the machining of the parts to remove the excess materials or uneveness.
The improper extruder temperature affects the flow through the nozzle. When the temperature is higher, it may result in low viscosity of the material with high material flow rate. The high rate of material flow from the nozzle leads to improper material deposition, which leads to the formation of deformed products. In certain cases, the enhanced temperature than desired may lead to the burning of material. In some cases, the material does not extrude properly due to low heater temperature, while in some cases, the extruded material agglomerate in the nozzle instead of moving out through the nozzle cavity. One such behavior of the improper flow of material can be seen in the Fig. 13a, b.
3.6 Material clogging
Clogging of material in the nozzle is observed during the extrusion process. One of the types of clogging was due to overheating of the nozzle. When the heater temperature rises, some amount of heat is transmitted from the nozzle to the barrel. The material in the barrel starts getting heated due to heat transmission, whereas in some cases, the material in the hopper end was also partially heated. This phenomenon affects the materials with lower melting point materials, which has melting point around 110 °C. This initiates material softening, and in some cases, the material even starts melting. This preheated material forms lumps in the grooves of the screw and restricts the flow of the material as shown in Fig. 13c.

a Lumps of preheated material; b agglomeration of material due to underheating ; c formation of lumps due to improper temperature
4 Application areas for CNC-assisted material extrusion-based AM system
Apart from the different issues and challenges, the developed CNC-assisted material extrusion-based AM system has the potential to be used in different application areas. In recent years, the development of AM technologies has increased its interest in researchers and industries. Some of the applications areas will be discussed in this section.
4.1 Multi-materials parts development
The use of multiple polymers such as Polylactic acid (PLA), Acrylonitrile styrene acrylate (ASA) [29], Polycarbonate (PC), Ethylene-vinyl acetate (EVA) [26] and Thermoplastic polyurethane (TPU) [8] during the AM process of a single part is highly complicated. It can be achieved with the help of a material processing tool (MPT). Different combinations of polymers with similar properties can be selected and fed to the system during the printing process using an MPT. No prior mixing of materials is needed and different materials can be fed simultaneously. The parameter to be considered during this is the similarity in properties of the base material. The materials should have a similar melting point, compatible chemical composition, similar molecular size, same curing rate, similar viscosity, etc.
Besides this, the printing of polymers with micro and nanofillers can also be achieved through the process. Composites with a higher composition of additives can be easily fed in the form of pellets to the system and material deposition can be attempted. The resulting process can be economical, and it may enhance the overall properties of the fabricated part. The process has its application in the aerospace industry. Aerospace components are subjected to various types of loads, which results in rapid failure of parts that can be replaced rapidly with the help of the process [30]. Composites with certain strengths are fabricated by the AM process nowadays, which is acting as a substitute manufacturing process in the aerospace industry. The fabrication time is also observed to be comparatively less, reducing the overall time consumption.
4.2 Automotive parts
Another application area of material processing tools lies in the fabrication of large-sized automotive industry parts. Interior and exterior parts with specific requirements were difficult to fabricate previously by the AM process due to size restrictions. Such parts can be easily fabricated on this system. The availability of many environmentally friendly and weather-resistant materials for additive manufacturing makes it suitable to use the system in the automobile industry. In recent years, Cincinnati Incorporation, in collaboration with Oak Ridge National Laboratory, has developed the Big Area Additive Manufacturing (BAAM) machine. The developed BAAM machine was capable of producing ten times the volume of parts as the FDM machine (it produced the entire body of a Jeep Willy 1953) [31, 32].
4.3 Preparation of molds
The presence of additives enhances the strength of the composites in various ways, which makes them suitable for the fabrication of molds. Large and strong structural parts can be used to make molds for a variety of applications such as aquatic equipment, the power sector, and the construction industry. These molds can be effectively used for making concrete structures. Although the use of wooden structures is much more economical, the AM molds provide the advantage of allowing the fabrication of complex structures. Thermwood Company and Oak Ridge National Laboratory have developed Large-Size Additive Manufacturing (LSAM). The developed LSAM system has a large build platform of 2540 × 254 × 508 mm3 and has the capability to fabricate parts like a boat hull, concrete mold [33]. Similarly, Nieto et al. have developed a pellet-based AM system that is able to fabricate functional prototypes up to 2000 mm3 of ABS and PLA materials for the naval industry [23].
4.4 Fabrication of flexible electrically conductive parts
The developed MPT is most suitable for the fabrication of flexible electrically conductive parts. The most common issue during the fabrication of flexible parts is buckling of the filament by the fused filament fabrication process. The flexible filament is pushed by the roller bends during the process, which sometimes clogs the overall system of printing [26]. The unavailability of flexible filaments for direct use is also a major issue, which also makes it difficult to fabricate flexible conductive parts. The developed material extrusion system is most suitable for the fabrication of flexible parts. The material in the form of pellets can be directly fed into the system and printing of the part can be attempted from the pellets. As the material is fed in the form of pellets, the problem of bending of filament can be resolved, whereas pellets of the flexible material can be easily used in this system.
5 Conclusion
The development of CNC-assisted material extrusion-based AM system has provided opportunities for manufacturing industries; it has also created some challenges, especially in the way parts are fabricated. The single screw-driven extrusion system and large size build platform enable the fabrication of large-sized parts at a much faster rate than FFF or other AM processes. This paper studies the effect of process parameters preliminarily and highlights the issues and possible solutions or things that need to be considered during part fabrication. From the experimental investigation, some important concluding remarks can be drawn as follows:
-
The process parameters such as screw speed, deposition speed, and layer thickness are influential preliminarily on bonding between layers, part quality, and dimensional accuracy. A slight change in these parameters may change the flow rate of material, resulting in changes in layer thickness and raster width, which affect the quality of the fabricated parts.
-
Screw and deposition speeds of 55 RPM and 450 mm/min, respectively, provide better quality bonding between layers, ultimately increasing the strength of the parts. Simultaneously, research into the effect of building platform temperature on fabricated parts has revealed that uniform cooling at equal intervals reduces part warpage.
-
After that, using the optimum process parameter values fabricated an part, for validation of the developed system. However, developed system encounters certain issues such as void and gap formation, poor finishing, weak interlayer bonding, and inconsistent material flow rate that have also been discussed.
Still, their were certain limitations associted with the present system, which will be relsoved through research and experimentation in the future. Some of the limitations associated with system are as:
-
Limited parameters were considered, that affect the part quality and accuracy. Further research could be conducted by considering other process parameters (i.e. extrusin temperature, layer thickness, air gap) to achieve high surface quality and dimensional accuracy.
-
Incorporating the feedback unit in system to control the flow rate of material and improving the part quality in quick production time.
-
Large functional parts require enough strength in order to deliver the indented function. In future, polymers along with fibers and other fillers can be explored in order to enhance the part strength.
References
Kumar, N., Jain, P.K., Tandon, P., Pandey, P.M.: Additive manufacturing of flexible electrically conductive polymer composites via CNC-assisted fused layer modeling process. J. Brazilian Soc. Mech. Sci. Eng. 40, 1–13 (2018). doi:https://doi.org/10.1007/s40430-018-1116-6
Pignatelli, F., Percoco, G.: An application- and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog Addit. Manuf. (2022). doi:https://doi.org/10.1007/s40964-022-00309-3
Tagscherer, N., Bär, A.M., Zaremba, S., Drechsler, K.: Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites. J. Manuf. Mater. Process. 6 (2022). doi:https://doi.org/10.3390/jmmp6020036
Francis, V., Jain, P.K.: A filament modification approach for in situ ABS / OMMT nanocomposite development in extrusion-based 3D printing. J. Brazilian Soc. Mech. Sci. Eng. 6 (2018). doi:https://doi.org/10.1007/s40430-018-1282-6
Taufik, M., Jain, P.K.: Part surface quality improvement studies in fused deposition modelling process: a review. Aust J. Mech. Eng. 20, 527–551 (2022). doi:https://doi.org/10.1080/14484846.2020.1723342
Gawali, S.K., Pandey, G.C., Jain, P.K.: Experimental investigations on effect of graphite loading on melt flow behaviour of ABS-Gr composite for fused filament fabrication (FFF) process. Adv. Mater. Process. Technol. 0, 1–11 (2022). doi:https://doi.org/10.1080/2374068X.2022.2093004
Hassen, A.A., Dinwiddie, R.B., Kim, S., Tekinap, H.L., Kumar, V., Lindahl, J., Yeole, P., Duty, C., Vaidya, U., Wang, H., Kunc, V.: Anisotropic thermal behavior of extrusion-based large scale additively manufactured carbon-fiber reinforced thermoplastic structures. Polym. Compos. 43, 3678–3690 (2022). doi:https://doi.org/10.1002/pc.26645
Bi, M., Xia, L., Tran, P., Li, Z., Wan, Q., Wang, L., Shen, W., Ma, G., Xie, Y.M.: Continuous contour-zigzag hybrid toolpath for large format additive manufacturing. Addit. Manuf. 55, 102822 (2022). doi:https://doi.org/10.1016/j.addma.2022.102822
Cleeman, J., Bogut, A., Mangrolia, B., Ripberger, A., Kate, K., Zou, Q., Malhotra, R.: Scalable, flexible and resilient parallelization of fused filament fabrication: Breaking endemic tradeoffs in material extrusion additive manufacturing. Addit. Manuf. 56, 102926 (2022). doi:https://doi.org/10.1016/j.addma.2022.102926
Farahbakhsh, M., Rybkowski, Z.K., Zakira, U., Kalantar, N., Onifade, I.: Impact of robotic 3D printing process parameters on interlayer bond strength. Autom. Constr. 142, 104478 (2022). doi:https://doi.org/10.1016/j.autcon.2022.104478
Roschli, A., Gaul, K.T., Boulger, A.M., Post, B.K., Chesser, P.C., Love, L.J., Blue, F., Borish, M.: Designing for Big Area Additive Manufacturing. Addit. Manuf. 25, 275–285 (2019). doi:https://doi.org/10.1016/j.addma.2018.11.006
Landi, D., Zefinetti, F.C., Spreafico, C., Regazzoni, D.: Comparative life cycle assessment of two different manufacturing technologies: Laser additive manufacturing and traditional technique. Procedia CIRP. 105, 700–705 (2022). doi:https://doi.org/10.1016/j.procir.2022.02.117
Gawali, S.K., Kumar, N., Jain, P.K.: Additive Manufacturing of Large Size Parts Through Retrofitment of Three-Axes CNC Machining Centre. In: Pratap Singh, R., Tyagi, D.M., Panchal, D., and Davim, J.P. (eds.) Proceedings of the International Conference on Industrial and Manufacturing Systems (CIMS-2020). Springer International Publishing, Cham (2022) pp. 421–437
Gawali, S.K., Kumar, N., Jain, P.K.: Investigations on the Development of Heated Build Platform for Additive Manufacturing of Large-Size Parts. In: Sharma, V.S., Dixit, U.S., Sørby, K., Bhardwaj, A., Trehan, R. (eds.) Manufacturing Engineering, pp. 1–17. Springer Singapore, Singapore (2020)
Taufik, M., Jain, P.K.: CNC-assisted selective melting for improved surface finish of FDM parts. Virtual Phys. Prototyp. 11, 319–341 (2016). doi:https://doi.org/10.1080/17452759.2016.1245943
Taufik, M., Jain, P.K.: Thermally assisted finishing of fused deposition modelling build part using a novel CNC tool. J. Manuf. Process. 59, 266–278 (2020). doi:https://doi.org/10.1016/j.jmapro.2020.09.060
Heller, B.P., Smith, D.E., Jack, D.A.: Planar deposition flow modeling of fiber filled composites in large area additive manufacturing. Addit. Manuf. 25, 227–238 (2019). doi:https://doi.org/10.1016/j.addma.2018.10.031
Pappas, J.M., Thakur, A.R., Leu, M.C., Dong, X.: A comparative study of pellet-based extrusion deposition of short, long, and continuous carbon fiber-reinforced polymer composites for large-scale additive manufacturing. J. Manuf. Sci. Eng. Trans. ASME. 143, 1–12 (2021). doi:https://doi.org/10.1115/1.4049646
Akbari, S., Johansson, J., Johansson, E., Tönnäng, L., Hosseini, S.: Large-Scale Robot-Based Polymer and Composite Additive Manufacturing: Failure Modes and Thermal Simulation. (2022)
Wang, Z., Liu, R., Sparks, T., Liou, F.: Large-scale deposition system by an Industrial Robot (I): Design of fused pellet modeling system and extrusion process analysis. 3D Print. Addit. Manuf. 3, 39–47 (2016). doi:https://doi.org/10.1089/3dp.2015.0029
Liu, X., Chi, B., Jiao, Z., Tan, J., Liu, F., Yang, W.: A large-scale double-stage-screw 3D printer for fused deposition of plastic pellets. J. Appl. Polym. Sci. 134, 1–9 (2017). doi:https://doi.org/10.1002/app.45147
Duty, C.E., Kunc, V., Compton, B., Post, B., Erdman, D., Smith, R., Lind, R., Lloyd, P., Love, L.: Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 23, 181–189 (2017). doi:https://doi.org/10.1108/RPJ-12-2015-0183
Moreno Nieto, D., Casal López, V., Molina, S.I.: Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 23, 79–85 (2018). doi:https://doi.org/10.1016/j.addma.2018.07.012
Du, J., Wei, Z., Wang, X., Wang, J., Chen, Z.: An improved fused deposition modeling process for forming large-size thin-walled parts. J. Mater. Process. Technol. 234, 332–341 (2016). doi:https://doi.org/10.1016/j.jmatprotec.2016.04.005
Kumar, N., Jain, P.K., Tandon, P., Pandey, P.M.: Investigation on the effects of process parameters in CNC assisted pellet based fused layer modeling process. J. Manuf. Process. 35, 428–436 (2018). doi:https://doi.org/10.1016/j.jmapro.2018.08.029
Kumar, N., Jain, P.K., Tandon, P., Pandey, P.M.: Extrusion-based additive manufacturing process for producing flexible parts. J. Brazilian Soc. Mech. Sci. Eng. 40, 1–12 (2018). doi:https://doi.org/10.1007/s40430-018-1068-x
Kumar, N., Jain, P.K., Tandon, P., Pandey, P.M.: Toolpath Generation for Additive Manufacturing Using CNC Milling Machine. In: Kumar, L.J., Pandey, P.M., Wimpenny, D.I. (eds.) 3D Printing and Additive Manufacturing Technologies, pp. 73–82. Springer Singapore, Singapore (2019)
Crisp, T.G., Weaver, J.M.: Review of Current Problems and Developments in Large Area Additive Manufacturing (LAAM) Tyler G. Crisp and Jason M. Weaver Department of Manufacturing Engineering, Brigham Young University, Provo, UT 84602. Solid Free. Fabr. 2021 Proc. 32nd Annu. Int. Solid Free. Fabr. Symp. - An Addit. Manuf. Conf. SFF 1539–1548 (2021)
Moreno, D., De, M., Javier, F., Casal, V., Ignacio, S.: Development of carbon fi ber acrylonitrile styrene acrylate composite for large format additive manufacturing. Mater. Des. 191, 108577 (2020). doi:https://doi.org/10.1016/j.matdes.2020.108577
Messman, J., Advincula, R.C.: Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog Polym. Sci. (2019). https://doi.org/10.1016/j.progpolymsci.2019.101162
Nycz, A., Noakes, M., Post, B.K., Roschli, A., Babu, S., Love, L.J.: Development and demonstration of large scale metal additive manufacturing for military vehicle applications - Final Report. (2017)
Love, L.J., Noakes, M.W., Post, B.K., Rhyne, B.J., Gaul, K.T.: Feasibility of using additive manufacturing to produce automotive tooling. (2018)
Post, B.K., Richardson, B., Lind, R., Love, L.J., Lloyd, P., Kunc, V., Rhyne, B.J., Roschli, A., Hannan, J., Nolet, S., Veloso, K., Kurup, P., Re, T., Jenne, D.: Solid Freeform Fabrication 2017: Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference, SFF 2017. Solid Free. Fabr. 2017 Proc. 28th Annu. Int. Solid Free. Fabr. Symp. - An Addit. Manuf. Conf. SFF, pp. 2430–2446 (2020)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Gawali, S.K., Pandey, G.C., Bajpai, A. et al. Large-part manufacturing using CNC-assisted material extrusion-based additive manufacturing: issues and challenges. Int J Interact Des Manuf 17, 1185–1197 (2023). https://doi.org/10.1007/s12008-022-01097-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-01097-4