
Abstract
Excellent characteristics of Titanium Zirconium Molybdenum alloy (TZM-Molybdenum) make them favorable for use in aerospace industries. Such super alloys must be machined precisely for aerospace purposes. Traditional machining procedures subject TZM Molybdenum to several challenges. Electrical discharge machining (EDM) is an excellent method for generating EDM is a fantastic technique for creating complex and intricate profile geometries. and complicated profile geometries. It's an excellent tool for materials that are tough to cut. The suspension of an adequate quantity of powder particles in dielectric oil improves machining efficiency with better accuracy, greater productivity, and a superior surface finish while machining newly developed molybdenum alloys. The present investigation tested the effect on TZM-Molybdenum using silicon carbide (SiC) powder-mixed dielectric with peak current (IP), pulse-on-time (TON), pulse-off-time (TOFF), and gap voltage (V) as input variables on material removal rate (MRR), tool wear rate (TWR), and surface roughness (SR). The response surface methodology was used to discover the most significant parameter for the responses and to pick the crucial set of parameters. The suspended powder of has a massive impact on the multi-objective performance characteristic in PMEDM. When we used SiC additives in PMEDM, we saw a 14.05% rise in MRR, an 11.98% drop in TWR, and a 12.24% decrease in SR. The insertion of SiC micro particles to dielectric fluid enhances TZM-Molybdenum EDM performance over traditional EDM. Surface roughness is improved by employing powder in dielectric processes compared to traditional EDM.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Titanium, Haynes-25, Molybdenum, Columbium C-103, toughened steels, and other super alloys were developed to suit the requirements of harsh applications in the aerospace, automotive, and nuclear reactor industries. These materials are not only stronger, harder, lower heat-sensitive, and corrosion-resistant, but they are also more difficult to produce. Machining intricate shapes with high surface quality and accuracy levels at economical cutting velocity is highly challenging for all existing machining technologies, necessitating the development of new technology to precisely manufacture these "difficult-to-cut" materials. EDM is among the best non-conventional techniques for producing accurate quality components at a low tooling cost equipment [1]. EDM process becomes a natural choice for machining of superalloys. Researchers have created innovative methods for improving EDM performance and efficiency. Ultrasonic-Assisted EDM, Hybrid EDM, Rotating Disk Electrode-EDM, Dry EDM, and Powder Mixed EDM are just a few examples. In the seventies, the powder-mixed electric discharge machining (PMEDM) method was developed, and the first study on it appeared in 1980. When compared to traditional EDM machines, the addition of appropriate powder particles to the dielectric in PMEDM results in higher surface quality and machining rate (without the powder-mixed dielectric) [2]. EDM is a prominent unconventional machining method. EDM employs a thermoelectric approach that removes undesirable materials by a chain of discrete electrical sparks between the work surface and tool electrode. Unlike non-traditional machining processes like EDM, which utilize an electrical sparking or heat energy to disintegrate unwanted material and produce the desired form, conventional machining techniques use a harsher tool to remove the softer material. As a result, the material's hardness is no longer a determining element in the EDM process [3]. In the powder mixed electric discharge machining (PMEDM) process, for effective discharge energy usage at the cutting area in EDM. At varied concentrations, a variety of powder particles are combined in the dielectric fluid. This type of specifically built mechanical unit is positioned in the operation chamber of the EDM setup and is a typical dielectric fluid circulation system utilized in PMEDM.
Previous study has looked at the usage of several powders such as silicon carbide, graphite, aluminium, copper, chromium, and aluminium oxide, as well as their concentration. For instance, Ishfaq et al. [4] investigated the effect of several electrode-dielectric combinations during nano graphene mixed EDM of Ti6Al4V. The surface quality attained with an aluminium electrode was determined to be the best among its competitors. Vora et al. [5] used the EDM technique for Nitinol SMA, taking into account the current, nano graphene powder concentration, Ton, and Toff as design factors for dimensional deviation, surface roughness, and rate of material removal output characteristics. Machining for Nitinol SMA was proven by taking into account the key roles of Ton, powder concentration, and Toff in achieving a higher MRR and a lower SR. Van Dong et al. [6] determined that titanium particles improve the surface performance of SKD61 die steel during PMEDM-based precision machining by creating small holes and porosity with greater lubrication. Chaudhari et al. [7] tested the impact of the EDM technique on material removal rate (MRR), and surface roughness (SR), and recast layer thickness using Al2O3 nanopowder. They evaluated the performance of the Al2O3 nano particles with the standard EDM technique and observed that the Al2O3 nano particles have the major leading factor for SR and RLT with 91.88 percent and 88.3 percent contribution, respectively. Shastri at el. [8] summarized a PM-EDM evaluation. They argued that EDM in powder mixed dielectric circumstances decreased the SR and raised the MRR, two of the more significant problems of EDM under basic dielectric conditions. They came to the conclusion that PM-EDM increases machining productivity and helps achieve a mirror-like surface quality. Ashok et al. [9] used the Taguchi-based overall evaluation criteria (OEC) technique to optimise process parameters. The findings indicated that adjusted process parameters had a substantial impact on the results. While machining AISI D2 steel, MangapathiRao et al. [10] Al2O3 was combined with sunflower oil increases rate of material removal thereby reducing surface roughness and electrode wear. Bilal et al. [11] examine the impact of silver nano-particles suspended dielectric characteristics on the machining of aluminium nitride (AlN) Ceramic and discovered that the blind micro hole with a greater than three aspect ratio could be obtained. Jeavudeen et al. [12] utilized several powder additions in the dielectric oil of the PMEDM operation and discovered that these particle aids enhance the MRR by lowering the medium's dielectric strength. Taherkhania et al. [13] used the RSM-based cost of goods manufacturing (COGM) technique to study the formability of titanium alloy. The results revealed that the titanium alloy's surface roughness is reduced when micron-sized Al2O3 particles are used. The results indicate that MRR and SR improved, and rate of tool wear (TWR) also reduced. [14]. According to Hosni et al. [15], the most influential parameter to increase MRR and reduce EWR and surface roughness is Cr powder concentration. Prakash et al. [16] examined Al-SiCp multi-walled carbon nanotube mix EDM. The addition of MWCNT powder enhances both the SR and the MRR. A high powder concentration combined with a high peak current enhances rate of material removal while lowering SR. Mohanty et al. [17] highlighted the impact of milling AlSiCp with Al2O3 powder mixed dielectric oil PMEDM. The powder enhances machining efficiency and surface finish, according to the results. Kumar, et al. [18] observed the suspension of silicon and aluminium powders in dielectric oil for a WC-Co alloy in wire-cut EDM. The addition of powders reduces cracks formation on the work surface. Cyril Pilligrin et al. [19] analyzed aluminum, graphite, and silicon carbide powders based PMEDM for machining of 316L stainless steel. The findings revealed that the addition of powders tended to raise the MRR while decreasing the TWR. Kumar et al. [20] used carbon nanotubes (CNTs) in dielectric to enhance the efficiency of machining AISI-D2 die steel. They claimed that adding CNTs to the dielectric of EDM enhance MRR while decreasing SR. The experimental findings also show that the concentration of CNTs and peak current are the highly relevant factors.
Vaishya et al. [21] conducted experiments with electro chemical discharge machining (ECDM) to accelerate the machining process and concluded that a spark gap enlargement and improved MRR due to better energy dispersion. Using a high-speed framing camera (HFSC) technology, Klocke et al. [22] studied the impact of the powder particles in micro-sinking-EDM in 2004 and discovered that AL mixed dielectric generates a significant plasma channel. The concentration and kind of powder that is blended with the dielectric are the main factors that determine the discharge energy distribution, according to experimental data. Physical characteristics of the powder influence the content and shape of the recast layer. Singh, et al. [23] concluded reverse micro-electro-discharge machining (R-µEDM) is one of the promising technologies to fabricate precise components and microstructures of various shapes with high aspect ratio which was evolved from µEDM.
TW-ECD is a hybrid technique of the ECM and W-EDM processes, was applied by Oza et al. [24] Electrochemical dissolution (ESD) effects and electric discharge erosion are both employed for the material evacuation in the TW-ECDM process. With electrochemical dissolution, the workpiece may be machined more efficiently, and the surface quality is improved. Vaishya et al. [25] performed wire electrochemical discharge machining (WECSM) on Quartz Glass and investigated effect of applied voltage, electrolyte concentration, wire speed, and interelectrode gap on quartz glass. Results indicated higher voltage causes an increment in MRR. Patil et al. [26] followed the Taguchi method and used different computer-aided machining (CAM) strategies to study the effect of different cooling approaches. Surface integrity, flank, and crater wear are measured to analyze the effect of change in various process parameters. From the results, it was found that the graphene oxide nanoparticles with cutting speed (40 m/min), depth of cut (0.3 mm), and feed rate (101.92 mm/min) improves surface finish. Kumar et al. [27] made investigation on material removal rate and surface roughness in wire electrochemical discharge machining (WECDM) process of pure quartz material using zinc layered brass wire were modeled and analyzed through Taguchi method. According to experimental results, zinc-layered brass wire (150 m in diameter) produced a higher surface quality and a high rate of material removal.
Rouniyar et al. [28] performed Semi-empirical modeling using dimensional analysis on machining of Al6061 alloy using magnetic field assisted powder mixed electrical discharge machining (MFAPM-EDM) hybrid process. Due to the higher F-value relative to other process factors, experimental results revealed discharge current as the most significant parameter for overcut. Jatti et al. [29] developed an axis symmetric three-dimensional model and simulated using ANSYS 15.0 software to predict the MRR on machining of beryllium copper alloy with aluminum oxide powder mixed with commercial oil through EDM process. According to the experimental findings, the FE model would provide a superior forecast of material removal rate. Therefore, the material removal rate may be predicted using the FE model before a workpiece is actually machined. This will reduce the price and time of experimenting.
A thorough analysis of the available literature reveals that powder mixed dielectric positively impacts cutting efficiency in EDM. However, in order to validate its use in electric discharge machining of TZM-Molybdenum superalloy, the enhanced cutting rate requires a good machined surface quality. The presence of micro particles in the area between the work piece and the electrode is the most likely source of discharge energy loss. Poor surface quality can be caused by restricted sparking between the tool and the specimen as a result of insufficient discharge control. As previously stated, the importance of surface integrity in EDM cannot be overstated. High surface quality is essential for precise part functioning of materials used in critical applications such as aerospace, automobile, and nuclear reactor sectors. However, the surface roughness performance of SiC micro powder combined dielectric oil is about to be thoroughly examined, which is a critical need for justifying the acceptability of machined components in their intended use. As a result, the goal of this research is to look into the cutting capability of SiC micro powder suspended dielectric fluid in terms of surface quality against machining rate when performing EDM on TZM-Molybdenum super alloy. TON, TOFF, and peak current were chosen as design factors for the TZM-Molybdenum super alloy, and MRR, TWR, and SR were chosen as response variables for the SiC mixed EDM process.
2 Materials, machines and process parameters
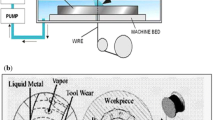
In this investigation, a JOEMARS AZ50-JM322 spark EDM machine was used. Furthermore, a self-built Plug and Play dielectric circulation mechanism was installed on the standard EDM machine, and silicon carbide micro-powder was mixed with the dielectric oil. As indicated in Fig. 1, the dielectric oil was passed from filter and it’s reused by the circulating system. For each experiment, a new dielectric fluid with varying powder concentrations was planned to be used, therefore a separate dielectric circulation system was designed, fabricated and connected to the existing machine as shown in Fig. 1.The components of the recirculation system include a 20-L cylindrical working tank, supply pipe, return pipe, storage tank and 0.25 HP pump. In order to monitor the dielectric pressure during the experiment, a pressure gauge was also attached to the system. The tool-work inter electrode gap is flushed clear of debris by the pump, which draws dielectric fluid from the cylindrical tank's outlet and circulates it there. The flushing system is protected against the accumulation of powder particles by the dielectric fluid's continuous circulation. To remove the material in the current experiment, side jet flushing was used. In this work, experiments were carried out using electrolytic copper of 12 mm diameter as electrode tool material with 40 mm size. The workpiece was made of TZM-Molybdenum alloy and measured 120 mm x 120 mm x 6 mm. The chemical compositions of TZM-Molybdenum superalloy material are shown in Table 1. The specifications of the SiC powder used are shown in Table 2. Silicon carbide (SiC) powder of 20 μm particle size was employed in this experiment. This study investigated sparks EDM at a depth of 1 mm on the surface of TZM-Molybdenum superalloy utilizing a 12 mm electrode under various machining parameters, as shown in Table3.

Experimental setup for PMEDM
3 Design of experiments (DoE)
The primary goal of experimental design is to investigate the relationships between the response as a dependent variable and the different parameter values. A factorial experiment is the best approach with multiple input variables (factors). This is an experimental approach in which many elements are adjusted concurrently rather than one at a time [9]. The experiments are plan using the response surface methodology's central composite design (CCD). RSM is a kind of factorial design. RSM is a combination of statistical and mathematical methodologies that may be used to evaluate and simulate experimental challenges wherein the response of interest is influenced by various input factors and the goal is to determine the optimal process. The response surface methodology (RSM) used to fit the second-order model includes the Central composite design (CCD) model. Kumar et al. [32], Kuriachen et al. [33], Bhaumik et al. [34], Kumar et al. [35], Mohal et al. [36], Singh [37], and Sabur et al. [38] employed RSM to study the validity of the PMEDM process. This approach was previously used to complete the majority of the EDM experiments since the number of trials was decreased because the EDM procedure includes several factors.
The second order model is mathematically illustrated as follows:
where, y represents the response variable, Xi represents the input variables, i represents the regression coefficients, and e represents an experimental error.
According to the literature survey, previous pilot tests, and the instruction manual of the EDM machine utilized for this experiment, four input variables and their three levels are chosen. The roughing phase of EDM is designed to obtain the highest feasible metal removal rate (MRR) and surface quality. Table 4 displays the input variables and their values.
A profilometer is used to assess the roughness of the worked surface. The arithmetic mean (Ra) is the most often used surface roughness metric. It is a metric for surface texture. Ra was determined by measuring the centre line average with a portable stylus type measuring tool (Make: Mitutoyo, Model: Surftest SJ-210). Measurements were taken at four randomly selected locations on each machined specimen. The surface roughness of a given specimen was determined by taking the average of four values (Fig. 2).

Generalized process plan
4 Results and analysis
4.1 Process parameter effect on MRR
The influence of gap voltage, TON, TOFF, and changing peak current on MRR is depicted in Figs. 3, 4 and 5. By maintaining the other parameters constant, Fig. 3 illustrates the impact of IP on material removal rate at varied Ton levels. This has been noted that significantly rise in TON and IP causes the material to melt more quickly. The graph makes it obvious that PMEDM will result in a greater MRR due to numerous discharges. Increased material removal from tools and the workpiece is provided by this phenomenon. Similar to Figs. 3 and 4 depicts the impacts of IP just on MRR at various TOFF while maintaining the same values for other parameters. The findings demonstrate that MRR increases with lower TOFF values and that PMEDM has the greatest MRR. The greatest MRR value at the ideal process parameter (IP 21 A, TON 155 μs, TOFF 60 μs, and V 62 V) is 0.7606 mm3/min. Figure 5 depicts the results of the gap voltage and demonstrates how the MRR decreases as the gap voltage rises, reaching a maximum for PMEDM.

Ip's impact on MRR at various TON

Ip's impact on MRR at different TOFF

Ip's impact on MRR at different V
Excessive pulse on-times might be inefficient. MRR begins to diminish as the optimal pulse on-time for every electrode material or work metal the combination has been surpassed. When the pulse off-time is too short, unstable sparks form. These circumstances result in irregular cycling and servo retraction. Cutting is slowed more by this than by long, consistent pulse off-times.
4.2 Process parameter effect on TWR
Figures 6, 7 and 8 confers the impact of change in IP, TON, TOFF, and gap voltage on TWR. Figure 6 indicates that TWR increases consistently when current changes from 9 to 21A and it found minimum for PMEDM. It found that a higher on-time value has a high TWR. At low values of TOFF i.e. 60 μs higher TWR was observed, but in the higher range TWR decreases due to adequate time for cooling of electrode and flushing. The outcome of gap voltage is shown in Fig. 8, which shows the TWR is decreasing as gap voltage increases.

Impact of Ip on TWR at different TON

Ip's impact on TWR at different TOFF

Impact of Ip on TWR at different V
4.3 Process parameter effect on SR
Roughness of the surface is an essential aspect in every industrial application. The impacts of process variables on response values were explored in the current experimental investigation employing RSM both in conventional EDM and in PMEDM. Figures 9 show that as the value of IP and Ton increases, so does the surface roughness. PMEDM obtained the best surface due to proper flushing conditions gained by widening the discharge path (Fig. 10). Similarly, Fig. 11 illustrates that raising the gap voltage reduces surface roughness. In the instance of PMEDM, the least value of SR was found at the minimal value of Ton. After testing with the best parameters (peak current 9 A, TON 100 μs, TOFF 60 μs, and V 40), the least roughness obtained is 2.8357 μm. The discharge energy increases with increasing peak current. As a result, the surface roughness increases. In specific limits of input parameters, the thermo-physical characteristics of the additional powder particles impact surface roughness.

Impact of Ip on SR at different TON

Impact of Ip on SR at different TOFF

Effect of Ip on SR at various V
5 Conclusion
The experiment on TZM-Molybdenum was carried out using a micro powder of Silicon carbide (SiC) at a rate of 2 g/l in dielectric oil. RSM was used to examine the effects of IP, TON, TOFF, and V on MRR, TWR, and SR. It has been discovered that Ip and Ton have a considerable impact on the output parameters. The following conclusion has been reached based on the preceding description.
-
MRR values increase as peak current increases indicative of the existence of powder particles that provide bridging while machining.
-
It was discovered that PMEDM causes steady arcing by the addition of foreign particles, which produces machined parts with high surface quality features (metallic powder additives with favorable flushing conditions).
-
The suggested PMEDM approach produced better MRR when compared to the conventional EDM technique as it machined using SiC powder suspended dielectric oil. SR also shows a significant reduction.
-
Compared to the traditional EDM procedure, this technology has also greatly decreased the need for dielectric oil.
-
Experiments at optimal input process parameters (i.e. Peak current 9 A, TON100 μs, TOFF 60 μs, and V 40) confirmed that the highest surface finish was 2.8357 μm.
-
As MRR, TWR, and SR are optimized utilizing PMEDM, it has been shown that blending of micro SiC powder functions adequately for the machining process of TZM-Molybdenum.
-
To find the best set of input parameters for the necessary performance characteristics, the model can be used. The conclusion of the current study activity will be a significant help to the industries concerned with the utilization of materials processed using PMEDM.
Abbreviations
- Cp:
-
Powder concentration, g/l
- IP :
-
Peak current, A
- TON :
-
Pulse-on time, μs
- TOFF :
-
Pulse-off time, μs
- Ra:
-
Center line average surface roughness, μm
- V:
-
Gap voltage, V
- CCD:
-
Central composite design
- CNT:
-
Carbon nanotube
- MRR:
-
Material removal rate
- PMEDM:
-
Powder mixed electric discharge machining
- RLT:
-
Recast layer thickness
- RSM:
-
Response surface methodology
- SiC:
-
Silicon carbide
- SR:
-
Surface roughness
- TWR:
-
Tool wear rate
References
Prakash, C., Singh, S., Singh, M., Verma, K., Chaudhary, B., Singh, S.: Multi-objective particle swarm optimization of EDM parameters to deposit HA-coating on biodegradable Mg-alloy. Vacuum 158, 180–190 (2018)
Gupta, N.K., Somani, N., Prakash, C., Singh, R., Walia, A.S., Singh, S., Pruncu, C.I.: Revealing the WEDM process parameters for the machining of pure and heat-treated Titanium (Ti-6Al-4V) alloy. Materials 14, 2292 (2021). https://doi.org/10.3390/ma14092292
Kumar, A., Grover, N., Manna, A., et al.: Investigating the influence of WEDM process parameters in machining of hybrid aluminum composites. Adv. Compos. Lett. (2020). https://doi.org/10.1177/2633366X20963137
Ishfaq, K., Maqsood, M.A., Anwar, S., Harris, M., Alfaify, A., Zia, A.W.: EDM of Ti6Al4V under nano graphene mixed dielectric: a detailed roughness analysis. Int. J. Adv. Manuf. Technol. 120, 7375–7388 (2022). https://doi.org/10.1007/s00170-022-09207-y
Vora, J., Khanna, S., Chaudhari, R., Patel, V.K., Paneliya, S., Pimenov, D.Y., Giasin, K., Prakash, C.: Machining parameter optimization and experimental investigations of nano-graphene mixed electrical discharge machining of Nitinol shape memory alloy. J. Mater. Res. Technol. 19, 653–668 (2022). https://doi.org/10.1016/j.jmrt.2022.05.076
Van Dong, P., Phan, N.H., Van Thien, N., Kien, N.H., Hung, T.Q., Anh, N.M., Thinh, H.X., Van Nam, H.: Enhancing the machinability of SKD61 die steel in power-mixed EDM process with TGRA-based multi criteria decision making. J. Mech. Behav. Mater. 31, 345–356 (2022). https://doi.org/10.1515/jmbm-2022-0039
Chaudhari, R., Prajapati, P., Khanna, S., Vora, J., Patel, V.K., Pimenov, D.Y., Giasin, K.: Multi-response optimization of Al2O3 nanopowder-mixed wire electrical discharge machining process parameters of nitinol shape memory alloy. Materials (MDPI) 15, 1–21 (2022). https://doi.org/10.3390/ma15062018
Shastri, R.K., Mohanty, C.P., Dash, S., Gopal, K.M., Annamalai, A.R., Jen, C.P.: Reviewing performance measures of the die-sinking electrical discharge machining process: challenges and future scopes. Nanomaterials (2022). https://doi.org/10.3390/nano12030384
Ashok, M., Niranjan, T., Chokalingam, S., Singaravel, B.: Investigation of powder mixed electrical discharge machining and process parameters optimization using Taguchi based overall evaluation criteria. In: IOP Conf. Series: Materials Science and Engineering ICRAME, vol. 1057 (2021), doi: https://doi.org/10.1088/1757-899X/1057/1/012075
MangapathiRao, K., Vinaykumar, D., Chandra Shekar, K., Ranjith Kumar, R.: Investigation and analysis of EDM process—a new approach with Al2O3 nano powder mixed in sunflower oil. In: IOP Conf. Series: Materials Science and Engineering ICRAME, vol. 1057 (2021), doi: https://doi.org/10.1088/1757-899X/1057/1/012059.
Bilal, A., Rashid, A., Liu, C., Jahan, M. P., Talamona, D., Perveen, A.: Powder mixed micro electro discharge machining of aluminium nitride ceramic. In: MATEC Web of Conference ICBMM 303 (2019), Doi: https://doi.org/10.1051/matecconf/20193030
Jeavudeen, S., Siddhi Jailani, H.: Powder additives influence on dielectric strength of EDM fluid and material removal. Int. J. Mach. Mach. Mater. 22, 47–61 (2020)
Taherkhania, A., et al.: Investigation of Surface quality in cost of goods manufactured (COGM) method of μ-Al2O3 powder- mixed-EDM process on machining of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. (2020). https://doi.org/10.21203/rs.3.rs-297047/v1
Umar Farooq, M., Pervez Mughal, M., Ahmed, N., Ahmad Mufti, N., Al-Ahmari, A.M., He, Y.: On the investigation of surface integrity of Ti6Al4V ELI using Si-mixed electric discharge machining. Materials 13, 1549 (2020)
Hosni, N.A.J., Lajis, M.A.: Multi-response optimization of the machining characteristics in electrical discharge machining (EDM) using span-20 surfactant and chromium (Cr) powder mixed. Materialwiss. Werkstofftech 50, 329–335 (2019)
Prakash, C., Singh, S., Singh, M., Antil, P., Aliyu, A.A.A., Abdul-Rani, A.M., Sidhu, S.S.: Multi-objective Optimization of MWCNT Mixed Electric Discharge Machining of Al–30SiCp MMC Using Particle Swarm Optimization. Materials Horizons: From Nature to Nanomaterials, pp. 145–164 (2018). https://doi.org/10.1007/978-981-13-2417-8_7
Mohanty, S., Mishra, A., Nanda, B.K., Routara, B.C.: Routara, Multi-objective parametric optimization of nano powder mixed electrical discharge machining of AlSiCp using response surface methodology and particle swarm optimization. Alex. Eng. J. (2017). https://doi.org/10.1016/j.aej.2017.02.006
Kumar, V., Sharma, N., Kumar, K., Khanna, R.: WC-Co alloy surface modification using Al and Si powder during the thermal erosion (WEDM) process. Part. Sci. Technol. 36(7), 878–886 (2017)
Cyril Pilligrin, J., Asokan, P., Jerald, J., Sumit, K., Kanagaraj, G.: Experimental investigation on performance of additive mixed dielectric during micro-electric discharge drilling on 316L stainless steel. Mater. Manuf. Process. 32(6), 638–644 (2016)
Kumar, H.: Development of mirror like surface characteristics using nano powder mixed electric discharge machining (NPMEDM). Int. J. Adv. Manuf. Technol. 76(1–4), 105–113 (2014)
Vaishya, R., Sharma, V., Gupta, A., et al.: Finite element modeling of quartz material for analyzing material removal rate in ECDM process. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-022-01037-2
Klocke, F., Lung, D., Antonoglou, G., Thomaidis, D.: The effects of powder suspended dielectrics on the thermal influenced zone by electro-discharge machining with small discharge energies. J. Mater. Process. Technol. 149, 191–197 (2004)
Singh, A.K., Patowari, P.K., Deshpande, N.V.: Analysis of micro-rods machined using reverse micro-EDM. J. Braz. Soc. Mech. Sci. Eng. (2018). https://doi.org/10.1007/s40430-018-1519-4
Oza, A.D., Kumar, A., Badheka, V., Arora, A., Kumar, M., Pruncu, C.I., Singh, T.: Improvement of the machining performance of the TW-ECDM process using magnetohydrodynamics (MHD) on quartz material. Materials 14, 2377 (2021). https://doi.org/10.3390/ma14092377
Vaishya, R.O., Oza, A.D., Gupta, A.: Multiple parameter optimization by wire electrochemical discharge machining process on quartz glass. Adv. Manuf. Process. (2020). https://doi.org/10.1007/978-981-15-9117-4_6
Patil, A.S., Sunnapwar, V.K., Bhole, K.S., et al.: Effective machining parameter selection through fuzzy AHP-TOPSIS for 3D finish milling of Ti6Al4V. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-022-00993-z
Kumar, M., Vaishya, R.O., Oza, A.D., Suri, N.M.: Experimental investigation of wire-electrochemical discharge machining (WECDM) performance characteristics for quartz material. Silicon 12(9), 2211–2220 (2019). https://doi.org/10.1007/s12633-019-00309-z10.1007/s12633-019-00309-z
Rouniyar, A.K., Shandilya, P.: Semi-empirical modeling and optimization of process parameters on overcut during MFAPM-EDM of Al6061 alloy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. (2021). https://doi.org/10.1177/09544089211015890
Jatti, V.S., Bagane, S.: Thermo-electric modelling, simulation and experimental validation of powder mixed electric discharge machining (PMEDM) of BeCu alloys. Alex. Eng. J. (2017). https://doi.org/10.1016/j.aej.2017.02.023
Liu, C.T., Inouye, H.: Internal oxidation and mechanical properties of TZM-Mo alloy. Metall. Mater. Trans. B 5(12), 2515–2525 (1974). https://doi.org/10.1007/bf02643872
Gerhardt, R., (Ed.). Properties and Applications of Silicon Carbide. IntechOpen. ISBN 978-953-307-201-2 (2011). https://doi.org/10.5772/615
Kumar, V., Kumar, A., Kumar, S., Singh, N.K.: Comparative study of powder mixed EDM and conventional EDM using response surface methodology. Mater. Today Proc. 5, 18089–18094 (2018)
Kuriachen, B., Mathew, J.: Effect of powder mixed dielectric on material removal and surface modification in micro electric discharge machining of Ti-6Al-4V. Mater. Manuf. Processes 31(4), 439–446 (2015)
Bhaumik, M., Maity, K.: Effect of process parameters on the surface crack density of AISI 304 in PMEDM. World J. Eng. 14(6), 475–482 (2017)
Kumar, S., Dhingra, A.K., Kumar, S.: Parametric optimization of powder mixed electrical discharge machining for nickel based superalloy inconel-800 using response surface methodology. Mech. Adv. Mater. Mod. Processes 3(7), 1–17 (2017)
Mohal, S., Kumar, H.: Parametric optimization of multiwalled carbon nanotube-assisted electric discharge machining of Al-10%SiCp metal matrix composite by response surface methodology. Mater. Manuf. Processes 32(3), 263–273 (2016)
Singh, B., Kumar, J., Kumar, S.: Influences of process parameters on MRR improvement in simple and powder-mixed EDM of AA6061/10%SiC composite. Mater. Manuf. Processes 30(3), 303–312 (2014)
Sabur, A., Mohammed Mehdi, S., Mohammad, Y.A., Maleque, M.A., Moudood, A.: Investigation of surface roughness in Micro-EDM of nonconductive ZrO2 ceramic with powder mixed dielectric fluid. Adv. Mater. Res. 1115, 16–19 (2015)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Surani, K., Patel, S., Alrubaie, A.J. et al. Performance comparison of powder mixed EDM and traditional EDM on TZM-molybdenum super alloy using response surface methodology. Int J Interact Des Manuf 17, 2647–2658 (2023). https://doi.org/10.1007/s12008-022-01088-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-01088-5