
Abstract
Complexity is one of the main drivers inducing increased assembly cost, operational issues and increased lead time for product realisation, and continues to pose challenges to manual assembly operations. In the literature, assembly complexity is widely viewed from both objective and subjective perspectives. The objective perspective relates complexity directly to the characteristics of a process without accounting the characteristics of performers, whereas, subjective perspective considers complexity as a conjunction between process and performer characteristics. This article aims to investigate the link between perceived assembly complexity and product complexity by providing a prediction model relying on a series of natural experiments. In these experiments, the participants were asked to assemble a series of ball-and-stick models with varying degree of product complexity based on a clear 2D assembly work instruction. Complexity of each model was objectively estimated by considering structural properties associated with handling and insertion of assembly parts and their connectivity pattern. Moreover, perceived complexity is approached based on the subjective interpretations of the participants on the difficulty associated with the assembly operation of each model. The results showed that product complexity and assembly time is super-linearly correlated; an increase in the product complexity is accompanied with an increase in assembly time, rework rate and human errors. Moreover, a sigmoid curve is proposed for the relationship between perceived assembly complexity and product complexity indicating that human workers start to perceive assembly operation of a particular product as complex if the product complexity reaches a critical threshold which can vary among individuals with different skill sets, experience, training levels and assembly preferences.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Manual assembly realised by experienced human workers is often preferred as a solution to perform flexible assembly operations requiring high precision [4, 14]. Along with requirements of increased product variety, human workers have to cope with multiple sources of information to make correct decisions while having strict time pressure and physical exertion [42]. In manual assembly, complexity of assembly process is one of the core factors affecting both the usability of equipment, dynamic skill acquisition, operation safety, and human performance, therefore, should be accounted during early process planning stages [7]. Complexity, in fact, is a function of several factors including: rapidly changing information, high intensity of decisions and time pressure, and affects the physiology and mentality of human workers [30]. As the mental and physical capabilities of workers are limited, assembly complexity, if not managed properly, may result in an increase in assembly time and errors and reduce assembly quality [3]. According to Falck and Rosenqvist [21], assembly complexity, assembly time and action cost are strongly related, therefore, to increase the efficiency of manual assembly operations, complex assembly solutions should be avoided. In this manner, understanding the complexity of an assembly task and its root causes are vital. This allows us to reduce the assembly complexity in a systematic manner, and eventually improves human performance, equipment and workspace design and assembly quality [3].
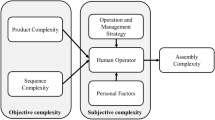
The complexity of a manual assembly operation is an important design indicator, and is a consequence of various interconnected factors; making its assessment a very tedious and time consuming process [4]. It involves both objective (e.g. sequence complexity, product complexity, etc.) and subjective perspectives (e.g. willingness, training, expertise, etc.) [35]. The objective perspective relates complexity directly to the characteristics of process without accounting the characteristics of performers. According to this perspective, complexity is just a quantifiable property of the process. On the other hand, subjective perspective considers complexity as a conjunction between process and performer characteristics. In the literature, subjective complexity is also named as perceived, experienced or physiological complexity [22]. According to subjective perspective, when the complexity of a process exceed the physical and/or mental capacity of performer, performer starts to perceive the process complex [28]. Similarly, Li and Wieringa [27] defines complexity perceived by a human operator during a manual assembly operation as a reflection of:
-
objective complexity consisting of product and sequence related complexities, and is affected by,
-
personal factors, including training, experience, creativity, degree of willingness to be involved, personal type, etc., and,
-
the operation strategy designed for the operator or developed by the operator himself through his experience.
Figure 1 shows complexity framework in manual assembly operations.

Conceptual framework for assembly complexity in manual assembly systems (this diagram is generated mainly based on the task complexity framework introduced by Li and Wieringa [27])
In conclusion, both perspectives comprise advantages and disadvantages. According to Bystrom and Barfield [11], pure objectivity allows assessment of actual elements (sources) of complexity. However, it is difficult to apply to real field studies such as manufacturing plants [28]. Subjective complexity, on the other hand, offers a more situation oriented understanding of the effects of complexity, and provides a holistic view. However, it is difficult to analyse the effects of factors that influence the complexity [11]. Although the link between subjective and objective perspectives has been addressed in several studies, only a few of them has been attempted to provide a quantitative link between these in manual assembly operations. The author believes that such correlation can help designers to verify assembly processes based on the associated product complexity, and further to predict assembly times and error margins at early design stages. Hence, the main aim of this article is to contribute to a better understanding of the cause-effect relationships between perceived assembly complexity and product complexity in manual assembly operations by providing a prediction model based on a series of natural experiments.
Rest of the paper is organised as follows: Sect. 2 displays the nomenclature used in this research. Section 3 reviews the related literature on complexity in manual assembly operations. Section 4 presents the adopted theoretical complexity models. Section 5 describes experimental design and experiments used for attaining the correlation between perceived assembly and product complexities. Section 6 discusses the results obtained from the experimental study, and Sect. 7 concludes the article.
2 Nomenclature
The nomenclature followed in this research is given below.
- \(C^O\) :
-
Product complexity
- \(C^S\) :
-
Perceived assembly complexity
- \(C^O_1\) :
-
Part complexity
- \(C^O_2\) :
-
Liaison complexity
- \(C^O_3\) :
-
Topological complexity
- \(\alpha _{i}\) :
-
Handling complexity of part i
- N :
-
Total number of parts
- \(\beta _{ij}\) :
-
Insertion complexity of part i to j
- \(K_{ij}\) :
-
Connectivity between parts i and j
- \(\sigma _{i}\) :
-
ith singular value of the product connectivity matrix
- \(N_s\) :
-
Total number of singular values of the product connectivity matrix
- E :
-
Matrix/graph energy of the connectivity matrix
- \(N_O\) :
-
Number of observers
- \(t_{h}\) :
-
Average handling time
- \(t_{l}\) :
-
Average localisation time
- \(t_{r}\) :
-
Average response time
- \(t_{m}\) :
-
Average time to move picking position
- \(t_{p}\) :
-
Average picking time
- \(t_{w}\) :
-
Average time to move to work position
- \(t_{j}\) :
-
Average joining time
- \(t_{o}\) :
-
Average orientation time
- \(t_{pl}\) :
-
Average placing time
- \(t_{a}\) :
-
Average adjustment time
- \(t_{c}\) :
-
Average check time
- \(t_{as}\) :
-
Average assembly time
- \(t_{pe}\) :
-
Average perception time
- \(t_{md}\) :
-
Average mental decision time
- \(t_{ae}\) :
-
Average action execution time
- \(t_{rw}\) :
-
Average rework time
- \(\beta _{c}\) :
-
Complexity coefficient for compact connectors
- \(\beta _{m}\) :
-
Complexity coefficient for medium connectors
- \(\beta _{f}\) :
-
Complexity coefficient for flexible connectors
- \(m_{c}\) :
-
Total number of compact connectors
- \(m_{m}\) :
-
Total number of medium connectors
- \(m_{f}\) :
-
Total number of flexible connectors
- n :
-
Total number of atoms
- m :
-
Total number of connectors
- \(x_{s}\) :
-
Stagnation point
- \(H_j^k\) :
-
The operator choice complexity for kth activity
- \(N_k\) :
-
Total number of different variants involved in kth activity
- \(q^k_v\) :
-
The demand fraction of variant v
- K :
-
Total number of assembly activities
3 Literature review
This section discusses the existing scientific definitions of complexity from different viewpoints and elucidates approaches followed to assess complexity of manual assembly operations.
3.1 Definition of task complexity
In the existing literature, task complexity has been defined and modelled in several ways. According to Liu and Li [28], these definitions and models can be described with three viewpoints, i.e. structuralist, resource requirement and interaction (Fig. 2). In structuralist viewpoint, complexity is considered as a function of number of process elements and the relationship between those elements. According to this definition, a complex process should consist of several interlinked constituents. Various models belong to this viewpoint have been introduced to the scientific knowledge. Wood [41] introduced a complexity framework composed of three dimensions; component complexity (i.e. number of total acts and information cues required to complete those acts), coordinative complexity (i.e. the relationship between process inputs and process products) and dynamic complexity (i.e. the stability in the aforementioned relationship). This model implies that the complexity is a function of static (i.e. process design) and dynamic (i.e. external changes that affect process structure over a certain time period) process elements. Campbell [12] suggested an objective complexity model which addresses the process characteristics; multiple paths and outcomes, conflicting interdependence and path and outcome uncertainty. This model is further extended by Zigurs and Buckland [44]. Bonner [9] categorised the elements of complexity into three classes; input, processing and output complexity. In this categorisation, each class consists of two dimensions, namely: amount of information and clarity of information. Moreover, Ham et al. [22] modelled a process as an abstract system so that knowledge of the system complexity can be used to described and conceptualize the process complexity. According to their model, a process is assumed to be composed of three main aspects, namely; functional aspect (goals), behavioural aspect (cognitive information and processing) and structural aspect (structural forms, lexical aspects). In this model, all aspects have been investigated within three dimensions, i.e. size, variety and organization.

Sources of complexity in manual works (this figure is generated based on the framework proposed by Liu and Li [28])
In resource requirement viewpoint, complexity is defined in terms of resource requirements such as; cognitive demands [12, 34], physical and mental demands [27], cognitive effort [8], human information processing requirements [31] and short term memory requirements [25]. Main idea behind this viewpoint is the fact that the performers consume more resource as the process become complex. In this viewpoint, the concept of resource represents the resources in human information processing such as; visual, auditory, cognitive, psychomotor resources as well as knowledge, skill and time [22]. Accordingly, Wood [41] pointed out that processes become complex by placing demands on the performer. Similarly, Campbell [12] suggest a definition for complexity as “related directly to the process attributes that increase information load, diversity or rate of change” where these three factors determine the required cognitive demand. In general, resource requirement viewpoint considers resource demand as a measure or unit of complexity.
Contrary to other viewpoints, interaction viewpoint considers complexity as a product of the interaction between process and performer characteristics [28]. Bystrom and Barfield [11] argued that the perception factor should be taken into account when modelling complexity. The main reason for that is, even a same objective process can be interpreted and perceived differently. In the model, processes are classified within five groups: (i) automatic information processing (completely determinable), (ii) normal information-processing (almost determinable but require some case specific attribution), (iii) normal decisions (structured but case specific attribution plays an important role), (iv) known, genuine decisions (type and structure of the result are determinable but do not have a consistent procedure) and (v) unknown, genuine decision (result, procedure and information requirements are unexpected and unstructured).
In summary, the definitions of complexity can be interpreted in narrow and broad senses. In the narrow sense, quantity, relationship and variety of process elements can be used for the definition, whereas in the broadest sense, any instinct characteristics can be a part of complexity. Moreover, complexity is described as an objective process characteristic in the structuralist and resource requirement viewpoints, whereas it is defined as a subjective experience in the interaction viewpoint.
3.2 Common practices on measuring product assembly complexity
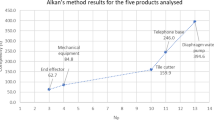
Research into human cognition and information processing has not been received sufficient attention from both industry and academia, although manual assembly is a widespread preference especially in high-wage countries [42]. This indicates that the variables affecting the performance of assembly tasks are not fully known. In the related literature, assembly complexity is often linked to the physical attributes of the products to be assembled. These measures are primarily influenced by methods in which products are designed with ease of assembly taken into consideration, such as; Design for Assembly (DFA) [10], the Lucas Method [13], and the Hitachi Assembly Evaluation Method (AEM) [32]. Considering they have varied methodologies, these methods often provide similar results, e.g. reducing number of parts and liaisons, optimising fitting and insertion properties of the parts, penalising design deemed outside the requirements, etc. In fact, these methods are not designed to assess assembly complexity, but they can be still useful in developing criteria and rules to assess complexity of assembly operations [1].
Assembly complexity is also associated with the assembly choices/selections by employing Shannon’s information entropy. This complexity definition also called as “operator choice complexity” is proposed by Zhu et al. [43], and involves the effects of both product variety and assembly process information. This model considers a certain manual assembly workstation in a mixed-model assembly line, where a human operator has to perform assembly operations involving various choices and selections, such as: part choice, tool choice, fixture selection, etc. In this model, complexity associated with kth assembly activity involving \(N_k\) number of choices is calculated as follows:
In this model, assembly complexity is defined based on the uncertainty associated with assembly choices. In other words, the larger the choice complexity, the longer time required for the operator to make decisions in assembly operations. The total assembly complexity in a certain workstation is the sum of complexity of all assembly activities, and formulated as follows:
Statistical methods are another way to analyse assembly complexity and cause-effect relationships between task parameters and assembly errors. Hinckley [23] proposed an empirical study focusing on assembly defects in semiconductor assembly plants, where he found that assembly defect rate is positively correlated with the total assembly time and negatively correlated with the number of associated assembly task. Please note that, Hinckley’s model uses Westinghouse DFA worksheet methodology [24] and is primarily designed to predict the theoretical time required to assemble the product. Moreover, this approach requires actual production data such as: number of defects occurred over a period of time, and does not consider assembly design complexity factor. Hence, Shibata et al. [37] modified Hinckley’s approach by combining process and design based complexity factors, where these factors are represented as a function of number of job elements in the assembly workstation, an arbitrarily selected assembly time, and completion time of individual tasks based on the method of Sony Standard Time (SST). In Shibata’s method, design complexity factor is defined as the ratio between a subjectively selected calibration coefficient and ease of assembly coefficient of the corresponding workstation estimated by means of assembly/disassembly cost-effectiveness (DAC) method. Furthermore, Su et al. [40] modified Shibata’s methodology and proposed defect-rate prediction model based on two factors, i.e. design and assembly based complexity factors. Although statistical methods are considered as a robust approach to analyse assembly complexity, they are being tied to the individual assembly types that they are designed for, hence, cannot be used as a generic approach.
Several metrics to measure sources of task/system complexity based on relationships between system components (number of flow paths, travel distance, etc.) and system elements (number of components, setup time, cycle time, reliability, etc.) have been introduced. EIMaraghy [15] developed an operational complexity index which is designed as a function of the quantity and diversity of either product or process related elements and the relative complexity coefficient which is introduced to capture the absolute information content. Their approach considers physical (i.e. temperature, cleanliness, envelope, strength and dexterity) and cognitive elements (i.e. procedures, in-process relationships and performance issues) to calculate the relative effort of each manufacturing task. Zaeh et al. [42] proposed a multi-dimensional measure for determining the complexity of manual assembly operations which extends the concept and application of common Predetermined Time Standards (PTS). The measure includes the dimensions of human performance, attention allocation and learning effects based on the product and its reference levels. Samy and ElMaraghy [36] introduced a methodology based on previous complexity model introduced by ElMaraghy and Urbanic [17] and DFA to assess complexity of individual assembly tasks of a product. The proposed indices are combined to achieve an overall measure for total product assembly complexity. The model defines assembly complexity with respect to the number and diversity of parts and fasteners used in the product assembly. These methods assess elements of product and process complexity in an industry friendly way, but they cannot be readily extended to other manufacturing domains.
Complexity has a subjective nature and therefore, depends on both the context that it has been described and the observer [5]. In a subjective point of view, a number of studies attempts to assess manual assembly complexity based on surveys and questionnaires. Falck et al. [18] developed a complexity metric rating complexity as low and high based on the a series of criteria suggested by Falck et al. [20]. In a similar study, Mattsson [29] developed a complexity metric aiming to evaluate perceived assembly complexity based on product variants, work content, layout, tools and work instructions. Although survey based approaches provide insights on how assembly complexity affects human performance and potential improvements in existing systems, they are often considered as limited especially in early design phases, since no physical mock-up is available.
4 Theoretical complexity models
In this study, assembly complexity is approached on both objective and subjective perspectives. From an objective point of view, assembly complexity is linked to the complexity of the product to be assembled. On the other hand, perceived complexity is assumed to be affected by both product complexity, personal aspects and operation management strategies, and attained directly from the participants’ opinions.
4.1 Product complexity model
In an objective perspective, assembly complexity is estimated mainly based on the approach proposed by Alkan et al. [2]. This approach is an adaptation of the structural complexity model cheifly introduced by Sinha and de Weck [39], and defines assembly complexity as a function of both complexity of product elements (i.e. product parts and liaisons) and the effects of product assembly topology, and is formulated as follows:
Figure 3 shows the adopted complexity definition. Part complexity (\(C^O_1\)) represents the sum of complexities of individual product parts (\(\alpha \)), and calculated as follows:
In this context, complexity of a part is defined as the ergonomical difficulty to interact with the part, and measured based on the degree to which the part has structural characteristics that result in difficulties during its handling.

Source: Alkan et al. [2]
Objective complexity definition
The complexity of liaisons is the sum of the complexities of pair-wise connections that exist in the product structure. The liaison complexity can be defined as follows:
Complexity in achieving a liaison between parts i and j (\(\beta _{ij}\)) can be expressed by the relationships between the linked components and the nature of the connection.
The architectural pattern of a product results in the topological complexity associated with the interactions between parts, and relies on the combinatorial nature of the system’s interconnectivity [26]. By following the definition proposed by Sinha [38], topological complexity is expressed as the matrix energy E (see [33]), which is designated by the sum of singular values \(\sigma _{i}\) of the assembly connectivity matrix of the product under consideration.
Topological complexity represents the intricateness of the dependency among system entities and increases as the system topology shifts from centralised architectures to more distributed architectures [39]. According to Sinha [38], topological complexity can be defined within three regions: \(C^O_3 <1\) hypoenergetic (centralised architecture), \(1\le C^O_3 <2\) transitional (hierarchical/layered architecture), and \(C^O_3\)\(\ge 2\) hyperenergetic (distributed architecture). Please note that, topological complexity allows us to distinguish product architectures with similar part and liaison complexities and to better predict the integration effort which is \(C^O_{2}C^O_{3}\) [2].
4.2 Perceived assembly complexity
Perceived complexity depends on the observer capability to solve, comprehend and handle the assembly under consideration, and hence, is different than actual complexity, which is an intrinsic property of the system [6]. Accordingly, a system may be perceived more complex than its actual complexity by an observer who lacks of knowledge and/or technological tools [16]. There are several factors affecting the perceived complexity. According to Li and Wieringa [27], these factors include: actual complexity, personal factors, training, experience, creativity, degree of willingness to be involved, personal type, etc. In this study, perceived assembly complexity is mainly calculated based on a modified version of the complexity measure proposed by Falck et al. [19]. In this approach, manual assembly complexities are characterised based on a number criteria, in which the degree of fulfillment of the criteria is used to define the assembly complexity scaled between five levels, i.e. green, green-yellow, yellow, yellow-red and red. The criteria that used to distinguish simple and complex manual assembly operations are given in Table 1.
The scale for assessment of the degree of manual assembly complexity for low and high complexity criteria is given in Table 2.
5 Experiments
In this section, the relationship between perceived assembly complexity and product complexity is statistically investigated by means of a series of experiments.
5.1 Experimental setup
This experimental study is mainly based on the work proposed by Sinha [38], and extends it to include the link between perceived complexity and actual complexity in manual assembly operations. It also differs than the original study with respect to the way in assessing product complexity and selected molecular models. During the experiments, the participants were asked to assemble organic molecule structures from a molecular modelling kit based on a clear 2D assembly work instruction. Accordingly, sixteen different molecule structures with a reasonable spectrum of product complexities are selected to be assembled by the participants. All ball-and-stick models are based on molecular structures that could be assembled from the available molecular model kit, and given in Fig. 4. The molecule assembly operations do not have a particular assembly sequence and its assembly order is arbitrarily selected by the participants. Therefore, the effects of the sequence complexity is minimised.

Sixteen molecule ball-and-stick models used in assembly experiments
The models include hydrogen (white), carbon (black), oxygen (red), nitrogen (blue), sulfur (yellow) and phosphorus (green) atoms and three kinds of chemical bonds, i.e. short single connectors (compact single covalent bonds), medium connectors (single covalent bonds), and long flexible connectors (double and triple covalent bonds). As an example, the structure of the 8th molecule is given in Fig. 5.

The assembly schematics of ball-and-stick model number 8. In schematic, atoms are coded with colours; and the interfaces are represented as: single edges (short single connectors), double edges (medium connectors) and curved edges (long flexible connectors) (colour figure online)
This molecule structure consists of 35 atoms, 6 flexible long connectors, 16 medium connectors, and 16 compact single connectors and has a chain type centralised internal topology (\(E/N=1.08\)). Each type of atoms and connectors are located in separate containers, where the participant selects the relevant part according to the given assembly instruction. Please note that, to minimise the effects of the learning, the order of the molecular assemblies are randomised for each participants.
5.2 Participants
11 male and 1 female participants aged between 21 and 42 have been taken part in the experiments. The participants are mainly postgraduate (i.e. M.Sc. and Ph.D.) students and researchers (i.e. research assistants, project engineers and research fellows) within the WMG Department at the University of Warwick. Please note that, the participants do not have any previous industrial assembly experience. The participants have been separated into two control groups:
-
Group A: contains first five participants based on the recorded average assembly times (fastest workers),
-
Group B: contains last five participants based on the recorded average assembly times (slowest workers),
Table 3 summarises the participants’ information.
5.3 Estimation of product complexity
In all cases, part complexity is considered as the average ergonomic effort associated with the handling of relevant atoms from the container boxes, and is expressed as a function of average handling time. The handling time involves the localisation of the relevant box, moving arm to pick position, picking the relevant atom and returning arm to work position, and is calculated as follows.
Similarly, interface complexity is calculated based on the average completion time of a liaison between a pair of handled atoms in isolated conditions. In addition to the handling of connectors, completion of a liaison involves a joining process requiring the localisation of the connection holes, selection of a proper response, orientation and positioning of atoms and connector, placing connectors to both atoms, adjusting connections and a final check, and can be calculated as below.
In order to estimate average temporal demand of above mentioned activities, a series of short experiments (prior to the molecule assembly experiments) was performed by same participants. During the experiments, the participants were asked to complete a series of task, involving picking a particular type of atom, and establishing a liaison between a pair of handled atom with a specific type of connector. In order to minimise the effect of learning curve, the task order is randomised in each trial. According to the results, the average time required for handling of individual atoms is found as 1.522 s and there is no perceptible difference observed in using different atom types.
The average time to complete a particular liaison varies depending on the type of chemical bound used. It has been observed that the use of flexible long connectors require relatively more time (4.976 s for handling the connector and connecting the atoms), as it involves an additional bending process during its execution. In order to estimate component and interface complexities, the time values obtained from the experiments are normalised based on the longest average time (4.976 s). Consequently, part complexity and liaison complexities \(\beta _{c}\), \(\beta _{m}\), \(\beta _{f}\) are assumed as constant in all eight cases and taken as 0.306, 0.528, 0.598 and 1, respectively. Table 4 shows the normalised complexity values of both component and interfaces. Accordingly, complexity of each molecule structure is calculated as follow.
Table 5 shows the complexity scores of sixteen molecule ball-and-stick models used in the experiments.
5.4 Estimation of perceived complexity
The perceived complexity of assembly operations associated with each model are assessed based on the participants’ subjective opinions and the methodology presented in the previous section. Accordingly, the participants were asked to fulfil high and complexity criteria introduced in Table 1, and the criteria scores were averaged. In here, perceived complexity is scaled between 1 and 5; 1 indicates simple and quick operations, whereas, 5 represents tricky and demanding operations. Table 6 shows the complexity results based on the subjects’ opinions.
5.5 Assembly completion times
In order to explore the correlation between complexity of molecular models and their assembly time/effort, a series of experiments were conducted with the participation of human volunteers. In these experiments, the total assembly time of each ball-and-stick structure model presented in the previous section were tracked and considered as their development effort/cost. The participants received an initial briefing and they were shown the test set-up to familiarise themselves with the atoms and chemical bonds provided by the molecule tool kit. The participants were given the completely unassembled kit and a clear work-instruction for each assembly. The participants were asked to assemble molecule structures as quickly as possible without any assembly defect. Any defect during the assembly process involves a rework increasing the total assembly time. During the experiments, the total assembly time is recorded as below.
Please note that, only total assembly time was tracked without the constituent time elements, and the assembly structure was disassembled on completion following which the next work instruction was shown to the participant under study. Table 7 shows the response model of each assembly: the average, minimum, and maximum assembly times and the standard deviations.
6 Results and discussion
6.1 Product complexity versus assembly time
According to the result, individual variance is found to be small for operations with lower product complexity, since it is easier for humans to see the best way of assembling less complex products; errors and reworks are unlikely and the time to understand and process the information is small. For more complex structures, time for cognitive processing and likely rework becomes larger and can lead to a larger variance among participants. It is shown that the standard deviation increases with an increase in product complexity. Moreover, it was found that the product complexity and assembly time of molecular models are super-linearly correlated. This indicates that as product complexity increases, deliberation times on individual assembly operations are getting larger.
A two-terms power curve fitting (\(ax^b+c\)) is found to be best model to define the relationship between product complexity and assembly times for given ball-and-stick model assembly experiments. Table 8 displays comparison of different prediction models. Please note that, all computations were performed in MatlabTM environment. The final two-terms power curve fitting model relating product complexity (X) to assembly time (Y), for the data set achieved from the ball-and-stick assembly experiments, is given by:
According to the regression results, the value of the correlation coefficient, R, is found as .9964. This indicates a very strong positive correlation between product complexity and assembly time/effort. The coefficient of determination, \(R^{2}\), has a value of .9958. All statistical analysis are assumed 95% confidence level. Regression and actual by predicted plots is given in Fig. 6.
6.2 Perceived assembly complexity versus product complexity
As it is observed from molecular assembly experiments, the relation between perceived complexity (i.e. complicatedness) \(C^S\) and actual product complexity \(C^O\) can be modelled using a sigmoid function as shown in Fig. 7. In here, perceived assembly complexity for individual molecular model assemblies are normalised and scaled between 0 and 1 while 0 and 1 are representing simple and complicated operations, respectively.
In this model, perceived assembly complexity is not defined as a continuous growth, instead, it is modelled as a sigmoid function (\({\hbox {a}}=-\,3.6241, {\hbox {b}}=.0904\)) where perceived complexity increases until product complexity is reaching a stagnation point (\(x_s\)) as shown in Fig. 7. In here, the stagnation point represents a saturation of the perceived complexity where complexity would grow according the product complexity, then after the saturation point it would present a stable behaviour.

Regression and actual by predicted plots: product complexity versus assembly time

Product complexity versus perceived assembly complexity results
This is reasonable, as complexity cannot be managed in an effective manner, beyond a certain point determining the limit of understanding of an individual or team who is involved in the assembly process. In here, the stagnation point (\(x_s\)) varies across individuals. This point is linked to the operator’s ability to unravel, understand, and manage the assembly operation under consideration. The coefficients a and b depict the cognitive aspects of the operator and his/her ability to handle a certain level of complexity and can be modelled by various aspects; such as, organisational/cultural factors, training level, knowledge and willingness, etc. In this context, \(x_s\) represents a critical threshold, i.e. the limit of understanding, defining the point that the operator started to perceive the assembly operation as complicated. It has been observed from the figure that, the stagnation point for two control groups slightly differs, while faster workers (\({\hbox {a}}=-\,3.5240, {\hbox {b}}=.0833\)) are able to handle slightly larger product complexity than slower workers (\({\hbox {a}}=-\,3.6241, {\hbox {b}}=.0904\)). Nevertheless, cognitive aspects (e.g. training level, expertise, cultural factors, etc.) are not modelled in the presented study, and there remains an open research question that needs to be addressed in the future. One way to minimise perceived complexity while having increased product complexity, in assembly domain, is the effective use of operator aiding systems and methods (e.g. clear work instructions, pick to light systems, augmented reality applications, etc.). This ultimately results in an increase in the stagnation point, hence, providing a better complexity management in manual assembly operations. Moreover, discerning perceived complexity from the actual product complexity enhances the precision by which assembly operations can be defined, examined and certain classes of KPIs (cost, quality, performance, etc.) can be foreseen. It should be noted that, real-world assembly operations may require more thinking and planning activities than the experimented ball-and-stick molecular model assemblies. In other words, same level of product complexity can lead into more assembly time, human errors and rework rate than the presented experiments in real world assembly operations. Therefore, excessive product complexity should always be identified and minimised in real world assembly examples.
7 Conclusion
This article investigates the link between product design complexity and perceived complexity in manual assembly operations. Towards this aim, a series of experiments involving assembly of ball-and-stick molecular models with varying degree of product complexity was performed. The performed operations were labelled as five point complexity scale by the participants. The results pointed out a super-linear correlation between product complexity and assembly time for molecular model assembly experiments. Moreover, a sigmoid function is employed to define the relationship between perceived assembly complexity and product complexity. It has been observed that assemblers start to perceive the assembly operations as complex when the product complexity reaches a stagnation point. The stagnation point depends on several factors, ranging from personal factors to operation management strategies. As future work, the introduced stagnation point will be multi-dimensionally modelled, and the experiments will be repeated using real-world product assembly operations.
References
Ahmad, M., Alkan, B., Ahmad, B., Vera, D., Harrison, R., Meredith, J., Bindel, A.: The use of a complexity model to facilitate in the selection of a fuel cell assembly sequence. Proc. CIRP 44, 169–174 (2016)
Alkan, B., Vera, D., Ahmad, B., Harrison, R.: A method to assess assembly complexity of industrial products in early design phase. IEEE Access 6, 989–999 (2018)
Alkan, B., Vera, D., Ahmad, M., Ahmad, B., Harrison, R.: A lightweight approach for human factor assessment in virtual assembly designs: an evaluation model for postural risk and metabolic workload. Proc. CIRP 44, 26–31 (2016)
Alkan, B., Vera, D., Ahmad, M., Ahmad, B., Harrison, R.: A model for complexity assessment in manual assembly operations through predetermined motion time systems. Proc. CIRP 44, 429–434 (2016)
Alkan, B., Vera, D., Chinnathai, M.K., Harrison, R.: Assessing complexity of component-based control architectures used in modular automation systems. Int. J. Comput. Electr. Eng. 9(1), 393–402 (2017)
Alkan, B., Vera, D.A., Ahmad, M., Ahmad, B., Harrison, R.: Complexity in manufacturing systems and its measures: a literature review. Eur. J. Ind. Eng. 12(1), 116–150 (2018)
Bedny, G.Z., Karwowski, W., Bedny, I.S.: Complexity evaluation of computer-based tasks. Int. J. Hum. Comput. Interact. 28(4), 236–257 (2012)
Bettman, J.R., Johnson, E.J., Payne, J.W.: A componential analysis of cognitive effort in choice. Org. Behav. Hum. Decis. Process. 45(1), 111–139 (1990)
Bonner, S.E.: A model of the effects of audit task complexity. Account. Organ. Soc. 19(3), 213–234 (1994)
Boothroyd, G., Dewhurst, P.: Design for assembly (1984)
Bystrom, K.E., Barfield, W.: Collaborative task performance for learning using a virtual environment. Presence Teleoper. Virtual Environ. 8(4), 435–448 (1999)
Campbell, D.J.: Task complexity: a review and analysis. Acad. Manag. Rev. 13(1), 40–52 (1988)
Chan, V., Salustri, F.A.: DFA: The Lucas Method, pp. 1–6. Ryerson University, Toronto (2003)
Chinnathai, M.K., Alkan, B., Harrison, R.: Convertibility evaluation of automated assembly system designs for high variety production. Proc. CIRP 60, 74–79 (2017)
EIMaraghy, W.H., Urbanic, R.J.: Assessment of manufacturing operational complexity. CIRP Ann. Manuf. Technol. 53, 401–406 (2004)
Elmaraghy, W., Elmaraghy, H., Tomiyama, T., Monostori, L.: Complexity in engineering design and manufacturing. CIRP Ann. Manuf. Technol. 61(2), 793–814 (2012)
ElMaraghy, W.H., Urbanic, R.J.: Modelling of manufacturing systems complexity. CIRP Ann. Manuf. Technol. 52, 363–366 (2003)
Falck, A., Örtengren, R., Rosenqvist, M.: Relationship between complexity in manual assembly work, ergonomics and assembly quality. In: NES2012 Ergonomics for Sustainability and Growth (2012)
Falck, A.-C., Örtengren, R., Rosenqvist, M.: Relationship between complexity in manual assembly work, ergonomics and assembly quality. In: Ergonomics for Sustainability and Growth. NES 2012 (Nordiska Ergonomisällskapet) konferens, Saltsjöbaden, Stockholm, 19–22 augusti, 2012, number Book of abstracts. Abstract B4: 2 (2012)
Falck, A.C., Rosenqvist, M.: What are the obstacles and needs of proactive ergonomics measures at early product development stages? An interview study in five Swedish companies. Int. J. Ind. Ergon. 42(5), 406–415 (2012)
Falck, A.C., Rosenqvist, M.: A model for calculation of the costs of poor assembly ergonomics (part 1). Int. J. Ind. Ergon. 44(1), 140–147 (2014)
Ham, D.H., Park, J., Jung, W.: Model-based identification and use of task complexity factors of human integrated systems. Reliab. Eng. Syst. Saf. 100, 33–47 (2012)
Hinckley, C.M.: A global conformance quality model. A new strategic tool for minimizing defects caused by variation, error, and complexity. Stanford University. TH: Thesis (Ph.D.); PBD: Jan 1994 (1994)
Hinckley, C.M.: Make No Mistake!: An Outcome-Based Approach to Mistake-Proofing. CRC Press, Boca Raton (2001)
Jacko, J.A., Salvendy, G.: Hierarchical menu design: breadth, depth, and task complexity. Perceptual Motor Skills 82(3), 1187–1201 (1996)
Kinsner, W.: System complexity and its measures: how complex is complex. In: Wang, Y., Zhang, D., Kinsner, W. (eds.) Advances in Cognitive Informatics and Cognitive Computing, pp. 265–295. Springer, Berlin (2010)
Li, K., Wieringa, P.A.: Understanding perceived complexity in human supervisory control. Cogn. Technol. Work 2(2), 75–88 (2000)
Liu, P., Li, Z.: Task complexity: a review and conceptualization framework. Int. J. Ind. Ergon. 42(6), 553–568 (2012)
Mattsson, S.: What is perceived as complex in final assembly? To define, measure and manage production Complexity. Ph.D. Thesis, Chalmers University of Technology (2013)
Mattsson, S., Tarrar, M., Fast-Berglund, Å.: Perceived production complexity-understanding more than parts of a system. Int. J. Prod. Res. 54(20), 6008–6016 (2016)
McDowd, J.M., Vercruyssen, M., Birren, J.E.: Aging, divides attention, and dual-task performance. In: Multiple-task Performance, pp. 387–414. Taylor & Francis, Pennsylvania (1991)
Miyakawa, S., Ohashi, T.: The Hitachi assemblability evaluation method (AEM). In: Proceedings of the International Conference on Product ..., pp. 15–17 (1986)
Nikiforov, V.: The energy of graphs and matrices. J. Math. Anal. Appl. 326(2), 1472–1475 (2007)
Park, J.: Complexity of proceduralized tasks (2009)
Rouse, W.B., Rouse, S.H.: Measures of complexity of fault diagnosis tasks. IEEE Trans. Syst. Man Cybern. 9(11), 720–727 (1979)
Samy, S.N., ElMaraghy, H.: A model for measuring products assembly complexity. Int. J. Comput. Integr. Manuf. 23(11), 1015–1027 (2010)
Shibata, H., Cheldelin, B., Ishii, K.: Assembly quality methodology: a new method for evaluating assembly complexity in globally distributed manufacturing. Design Engineering 1–2, 335–344 (2003)
Sinha, K.: Structural complexity and its implications for design of cyber-physical systems. PhD Thesis, Massachusetts Institute of Technology (2014)
Sinha, K., de Weck, O.L.: Structural complexity metric for engineered complex systems and its application. In: Gain Competitive Advantage by Managing Complexity: Proceedings of the 14th International DSM Conference Kyoto, Japan, pp. 181–194 (2012)
Su, Q., Liu, L., Whitney, D.E.: A systematic study of the prediction model for operator-induced assembly defects based on assembly complexity factors. IEEE Trans. Syst. Man Cybern. Part A Syst. Hum. 40(1), 107–120 (2010)
Wood, R.E.: Task complexity: definition of the construct. Organ. Behav. Hum. Decis. Process. 37(1), 60–82 (1986)
Zaeh, M.F., Wiesbeck, M., Stork, S., Schubö, A.: A multi-dimensional measure for determining the complexity of manual assembly operations. Prod. Eng. 3(4–5), 489–496 (2009)
Zhu, X., Hu, S.J., Koren, Y., Marin, S.P., Huang, N.: Sequence planning to minimize complexity in mixed-model assembly lines. In: IEEE International Symposium on Assembly and Manufacturing, 2007. ISAM’07, pp. 251–258. IEEE, Washington (2007)
Zigurs, I., Buckland, B.K.: A theory of task/technology fit and group support systems. MIS Q. 22(3), 313–334 (1998)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Alkan, B. An experimental investigation on the relationship between perceived assembly complexity and product design complexity. Int J Interact Des Manuf 13, 1145–1157 (2019). https://doi.org/10.1007/s12008-019-00556-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-019-00556-9