
Abstract
Research on additive manufacturing (AM) has gained significant attention in recent years. In this study, two different matrices of polypropylene and polylactic acid materials filled with three different percentages of wood flour were employed; namely 10, 20, and 30%. Biocomposite filaments (developed by twin screw extrusion) were further used in AM by fused deposition modeling (FDM) to obtain testing samples for the characterization of the tensile and flexural properties through mechanical testing. Tensile and flexural mechanical properties of the composite material obtained by AM-FDM were compared against those obtained by injection molding. Experimental results showed that samples obtained with a percentage of 20% of wood flour showed lower mechanical properties, while those obtained at 30% testing samples turned very brittle. Mechanical properties like flexural stiffness were higher in the testing samples obtained by injection molding compared to those by AM-FDM. To understand the thermal behavior of the composites, specimens were subjected to TGA experimentation. Experimental results show an analysis of the optimum temperatures for processing the composites through AM, and provide evidence that these composites could potentially be applied in the design of auto parts due to their biodegradability and mechanical strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) encompasses a group of emerging technologies that experienced significant growth in recent years; these processes can be classified depending on the nature of the material, which can be liquid, solid, or powder based, and the way to selectively deposit it, solidify it, or glue it together to form the desired geometry, layer by layer. The most relevant AM processes are stereolitography (SL), polyjet, fused deposition modeling (FDM), laminated object manufacturing (LOM), three-dimensional printing (3DP), prometal, selective laser sintering (SLS), laminated engineered net shaping (LENS), and electron beam melting (EBM) [29]. In AM-FDM a printing head melts a filament made out of polymer and by adding cross sectional layers of material of approximately \(250 \,\upmu \hbox {m}\) thickness each, allows the fabrication of three dimensional objects through numerical processing and computed aided design (CAD) from scratch [2]. Unlike traditional manufacturing processes like CNC machining (which are subtracting by nature), AM-FDM makes possible the fabrication of complex forms without the need of tooling producing minimal waste with no requirement of chemical post-processing and curing [23]. Nevertheless, layer-by-layer fabrication by AM-FDM has several drawbacks compared to its counterpart prototypes produced by traditional manufacturing, such as quality of the ended prototype, repeatability, and lower mechanical properties. Moreover, resolution on the z axis (vertical) is lower compared to other additive manufacturing processes which hinders AM-FDM to be applied in other sectors where high quality standards have to be met, such as medicine, aircraft industry, and auto parts [4, 26].
AM-FDM has been usually restricted to commercially thermoplastic materials such as Acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) for the manufacturing of the filaments. The aforementioned thermoplastics are usually found in the market at high costs, especially in developing countries, increasing the cost of the AM-FDM final prototype [3]. To address this issue, wood plastic composites (WPCs) along with natural fiber reinforced composites (NFRC), which refer to the family of composites that have a disperse phase based on plant fibers and a continuous phase made out of thermosets or thermoplastics [3], constitute an inexpensive and attractive alternative. Usually WPCs essentially refer to composites composed of cellulose and paper based fibers, while NFRC refer to those where natural fillers such as kenaf, sisal, hemp, etc., are used to provide reinforcement [16, 18]. Natural fibers make composites lighter and less abrasive to the processing machinery compared to other conventional fillers (for instance, inorganic fibers such as glass or aramid), and they are usually called “green composites” by being biodegradable or environmentally friendly [9].
However, incorporation of biological fillers like wood flour in polymers provide certain disadvantages, such as low thermal stability, tendency to uptake moisture, low bulk density, thermal degradation of wood flour (even for low melting point polymers), issues related to pushing wood flour in the tiny feeding openings of typical polymer processing machinery, limiting its potential to be employed as a reinforcement for polymers, and low chemical compatibility at the interface fiber-polymer matrix reducing the mechanical properties [8]. Thermoplastics like polypropylene (PP), polyethylene (PE), polystyrene (PS), and polyvinyl chloride (PVC) are the preferable NFRC matrix choices, due to the fact that processing temperature of NFRC should be kept below \(200\,^{\circ }\)C to avoid the degradation of the lignocellulosic component of natural fibers [5, 24].
Thermoplastics, which are hydrophobic by nature (nonpolar), do not adhere to polar natural wood fibers (which are hydrophilic), to enhance their compatibility, chemical coupling agents such as silane, isocyanates, acetic acid, peroxide, potassium permanganate, and sodium hydroxide, are employed, where mechanical interblockling mechanisms that enhance adhesion are formed by covalent bonds and van der Waal’s forces [22]. Also, chemical coupling agents, which contain polar and nonpolar groups, act as an intermediate connection between fibers and polymer matrix improving the potential of the matrix to transfer stress to the fiber.
There is abundant literature in the mechanical performance of NFRC. For instance, an approach to evaluate and predict the properties was performed by some researchers. In this study a semi-empirical model was developed to determine the theoretical stiffness of a PP +20 wt% of flax fibers composite. The authors proved that a traditional statistical approach effectively analyzed the relationship between experimental results and theoretical predictions through a probability density function [9]. In a different study, PP/wood fiber composites were prepared at different temperatures and the fiber surface was modified through the use of silane coupling agents. Tensile and three-point bending tests provided evidence that composites prepared at \(180\,^{\circ }\)C mixing temperature and using vinyl-tris (2-methoxy ethoxy) silane coupling surface treatment conferred the best adhesion at the interface matrix and wood fibers [6].
The effect of the wood flour loadings and coupling agent addition on the dimensional stability, mechanical properties, and microstructure of recycled high density polyethylene (rHDPE) were investigated [1]. It was proven that by addition of 3–5 wt% of maleated polypropylene (MAPP) in the composite formulation, stability and mechanical properties were significantly improved. It was also concluded that mechanical properties of composites panels through hot press molding was properly obtained by increasing the polymer content or by addition of coupling agents [1].
The purpose of the present work is to study and compare the mechanical properties of composites testing samples produced by AM-FDM against those produced with the virgin polymer by AM-FDM and injection molding. The composite filaments used for the study were produced by twin screw extrusion, specifically, three different wood flour percentages in the composites were produced in order to understand their effect on the rigidity and flexural stiffness.
Additionally, this paper presents a thermogravimetric study of samples of wood flour and biocomposite, in order to study the thermal stability of these materials, and to identify mainly the safe zone of heating and processing of biocomposites for applications in additive manufacturing FDM, and to study the effect of the increase in the rate of heating with respect to the response of the wood and a sample of biocomposite.
2 Experimental procedure
The work done was structured around three tasks: first finding the appropriate formulation for the composite, then producing filament with this composite to be able to use it on an AM-FDM system, and finally, perform tests to evaluate the mechanical performance of the composite. A fourth task was set during the study as it was noted that PP composite was also suitable for AM-FDM; therefore, a thermal study was performed to understand its behavior and to identify the processing conditions for AM-FDM.
2.1 Samples and conditions
To perform the study, two virgin polymers, polypropylene (PP) and polylactic acid (PLA), and composites with PP and PLA matrices and wood flour fiber were used. For each formulation, the amounts of the matrix and fibers were mixed in an extruder, plates were then made in hot plate press where a standard cycle was used in order to apply pressure and temperature to homogenize the composite in a controlled manner; these plates were used to make test specimens for the mechanical tests. Commercial filaments reinforced with natural fibers have a fiber percentage of less than or equal to 20% [19]. In the present work, experimental tests were performed with composite material with fiber contents of 0, 10, 20 and 30%. It was verified that as the fiber content increases, the yarn becomes more brittle, which is attributed to the increase in fiber content, increasing the fragility of the compound and decreasing its ductility [11,12,13, 20, 28].
2.2 Manufacturing processes
In addition to the type of materials, the incidence of the manufacturing method on the mechanical behavior was analyzed, injection molding and AM-FDM methods were used for the preparation of test specimens for mechanical tests. The filament to be used in AM-FDM was manufactured from the granulate obtained from the composite through an extrusion process, in the polymer transformation laboratory of Universidad Autónoma de Occidente. Figure 1 shows the filament obtained after the extrusion process.

Filament obtained through extrusion
2.3 Mechanical testing
Mechanical characterization of the materials studied was carried out by tensile and flexural stress tests. These tests allowed to evaluate the mechanical performance of the selected composite material in comparison to the virgin polymer and in relation to the manufacturing process used to create the test pieces. Tensile test where conducted under the ASTM D638 standard at a 48–54% of relative humidity with a speed of 1.2 mm/min and a temperature of \(23\,^{\circ }\)C with 48 h of preparation. The flexural test where made following the ASTM D790 standard at 49–53% of relative humidity, with a speed of 1.32 mm/min and a temperature of \(23\,^{\circ }\)C with the same preparation.
2.4 Thermal study
After using the materials for additive manufacturing, it was observed that PP and PP composite were suitable for AM-FDM. Unlike PLA, PP filament is not common for AM-FDM and process parameters are not well defined, even more for composites with a PP matrix. The thermal decomposition of the biocomposite PP/WF or plastic wood (WPC) is known to be dependent on the species of wood, volume of wood in the biocomposite, particle size, moisture content, polymer volume and type of polymers, coupling agents, lubricants and other additives. Hemicellulose, cellulose and lignin decompose between 150–350 and 250–500\(\,^{\circ }\)C respectively, whereas thermal degradation of the PP starts at about \(472 \,^{\circ }\)C [15]. In order to better understand how temperature affects the material, samples of PP, wood flour, PP and wood flour (PP/WF) at 10, 20 and 30% were prepared for the purpose of studying thermal stability, and to identify the safe zone of heating and processing of the biocomposites for applications in AM-FDM.
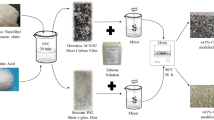
The thermal stability for wood-containing biocomposites was determined by thermogravimetry (TGA). Samples of wood flour were collected from wood processing companies in the Pacific-Valle del Cauca region, and the biocomposites used in this study were obtained from laboratory mixtures. To perform this analysis, biocomposites based on PP/WF at 10, 20 and 30% w/w were used in a double screw extrusion equipment in the laboratory. To perform the thermogravimetric analysis, samples of sieved wood flour (70 mesh) and 3 mm biocomposite granules were used. Thermogravimetric analyzes were performed on a TGA-Q500 analyzer in a nitrogen atmosphere. Dynamic experiments were conducted using heating rates of 10 and \(20\,^{\circ }\)C/min from 25 to \(600\,^{\circ }\)C. The mass used in each experiment was approximately 5 mg. Figure 2 shows 3 stages of the material used in this experiment, the pellets of the composite, the filament obtained in the twin extruder, and a sample part obtained through additive manufacturing.

Stages of material used: a pellets, b filament, c sample product by AM-FDM

(Left) Specimens obtained for mechanical test at the laboratories of Universidad Autónoma de Occidente: (center) tensile testing, and (right) flexure testing
3 Results and discussion
The process of developing the composite material with a PLA matrix and wood flour fiber was carried out by studying different filling percentages (10, 20, and 30%) to determine a suitable configuration for the filament extrusion process and for the injection process. The tests showed that a composite with fiber content of 20% produced a thread with the characteristics suitable for the process of AM-FDM. Test samples were made by injection molding using PP, PLA and PLA-WF (wood flour). In Fig. 3, some test specimens for mechanical testing can be observed. Similarly, specimens of PLA and PLA-WF were made by additive manufacture (AM-FDM) using the filament obtained. Results of tensile and flexural stress tests are reported in Sects. 3.1 and 3.2. A composite material with PP/WF was also studied; a thermogravimetric analysis was performed to identify a safe zone to process the biocomposite, particularly for AM-FDM, results are reported in Sect. 3.3.
3.1 Tensile behavior
The tensile response for the materials in the study can be observed in Fig. 4. A difference in the response of the virgin polymers in comparison to the compounds can be clearly seen. It is also evident the significant effect the molding method has on the performance of the specimen. The typical characteristic of PP (injected), which is a flexible polymer with low tensile strength (approximately 35 MPa), is observed. Likewise, PLA which is a more rigid material, achieves a higher resistance (53 MPa) with lower deformation than PP.

Tensile response of the material in the study, test ASTM D638

Tensile module of materials in the study, test ASTM D638
On the other hand, with the addition of natural fibers to the polymer PLA, a drop of approximately 21% in maximum resistance was observed with respect to the virgin injected PLA. The deformation was also smaller. This is most likely due to the poor mechanical interaction or anchoring between the fiber and the matrix. Additionally, as it has been previously studied, superficial treatments, whether chemical or physical, are necessary to obtain the synergy of the phases in the polymer matrix composite.
Likewise, the specimens produced by additive manufacturing (AM-FDM) showed the greatest drop in resistance, i.e. 41.5% for virgin PLA and 73.6% for PLA-WF compared to injected virgin PLA. The application of this technique in the manufacturing of parts must be optimized, since the deposition of material in layers, in any direction, involves a very variable response of the material, the adhesion between layers is much lower than the resistance of the material itself and in terms of resistance, it implies higher fragility.
Figure 5 shows the values of tensile modules for the materials of the study. The injected composite PLA-WF presents the highest value with approximately 3100 MPa, which agrees with its stiffness superior to that of the injected virgin PLA. Similarly, the modules of the PLA AM-FDM and PLA-WF AM-FDM, which correspond to the specimens produced by additive manufacture, are much lower than the injected counterparts, confirming its fragility.
3.2 Flexural behavior
Similarly, the flexural response of the materials in the study can be seen in Fig. 6 while Fig. 7 shows the values of their flexural modules. The injected composite PLA-WF exhibits the highest value with approximately 3400 MPa, followed closely by the injected PLA, while the composite produced by AM-FDM exhibit the lowest value at 1100 MPa.

Flexural response of the materials in the study, test ASTM D790

Flexural modules of the materials in the study, ASTM D790
After using the materials for additive manufacturing, it was observed that PP resulted in a better extrusion. For PLA matrices, additives must be used to improve ductility and prevent fragility in the final part. Because of this, the rest of the tests were focused only in PP and the different concentrations of wood flour. Table 1 shows the results of the flexural module for the composites and the virgin material. It can be observed that with more percentage of wood flour, the flexural module increases, meaning that the material would be less likely to break and more likely to bend, portraying typical applications for this material in scenarios where the product must absorb impacts.
3.3 Thermal study
In order to determine how temperature affects the material, specimens were exposed to thermogravimetric analysis in a TA Instruments Q500 TGA. Results are shown in Fig. 4. All the tests were carried out under a nitrogen atmosphere and at a heating ramp at \(10 \,^{\circ }\)C/min, from 25 to \(600 \,^{\circ }\)C. Samples of PP, wood flour, PP–wood flour (PP/WF) at 10, 20 and 30% for the purpose of studying thermal stability, and to identify mainly the safe zone of heating and processing of biocomposites for applications in FDM additive manufacturing.
Thermal stability of wood flour was determined by observing the loss of mass in relation to the increase in temperature for a heating rate of 10 and \(20 \,^{\circ }\)C/min which are shown in Fig. 8. The curves show a mass loss below \(100 \,^{\circ }\)C, which can be attributed to the evaporation of water present in the sample. The mass loss gradually increases to about \(200 \,^{\circ }\)C, and then a more marked mass loss occurs between 200 and \(250 \,^{\circ }\)C, this mass loss can be identified as a slow decomposition, related to the kinetics of flour degradation of wood, which correspond to the beginning of the decomposition of the three main components of the wood: the reactive fractions of hemicellulose, cellulose and lignin [25]. And rapid decomposition occurs between 250 and \(350 \,^{\circ }\)C including all of the wood flour elements. The two samples had a mass loss greater than 80% when reaching \(400 \,^{\circ }\)C. It can be observed that the response of the wood flour to the increase of the heating rate favors slow decomposition, delaying it and occurring at approximately \(15 \,^{\circ }\)C higher to that occurring at a rate of \(10 \,^{\circ }\)C/min.

Thermogravimetric results for wood flour samples at heating rates of 10 and \(20\,^{\circ }\)C/min

Thermogravimetric results for wood flour samples and biocomposites of PP/WF 20%

Thermogravimetric results for samples of PP, PP/WF at 10, 20 and 30% concentrations with a heating rate of \(10 \,^{\circ }\)C/min
Using a sample of a 20% PP/WF biocomposite, the same experiment was performed using thermogravimetry, at heating rates of 10 and \(20 \,^{\circ }\)C/min, and under the same conditions as before. It can be observed in Fig. 9, that the response of the biocomposites is similar to that of the wood flour with respect to the increase of the heating rate, and also the slow decomposition is favored, a higher delay of approximately \(25 \,^{\circ }\)C is observed at a higher heating rate of \(20 \,^{\circ }\)C/min, in addition it can be observed that the slow decomposition of the biocomposite is amplified by the presence of the polypropylene matrix.
To complement the study and to identify the safe processing zone of the biocomposites for additive manufacturing applications in FDM, TGA tests were performed on samples of PP, PP/WF at 10, 20, and 30%, which were carried out at the same heating rate of \(10 \,^{\circ }\)C/min. The thermal stability for all the biocomposites, the PP and the wood flour, can be seen in Fig. 10.
In Fig. 10, four well defined zones can be observed: the first one corresponds to the material drying until approximately \(150 \,^{\circ }\)C; the second zone is stable until about \(195 \,^{\circ }\)C, indicating that this zone is suitable for additive manufacturing processes by FDM; then two distinct events occur between 195 and \(400 \,^{\circ }\)C, the first event (third zone), observed between 195 and \(360 \,^{\circ }\)C, has been associated with the onset of the decomposition of hemicellulose and the slow degradation of lignin; lastly, the second event (fourth zone) occur beyond approximately \(360 \,^{\circ }\)C and can be attributed to the degradation of cellulose.
These results are consistent with previously published data [10, 31]. In the slow decomposition zone, the changes that occur are attributed to the initial stage of the decomposition of the material, since it is a material with organic lignocellulosic content presents decomposition peaks mainly of the elements of the wood flour that require less energy to be released as is the case of hemicellulose and lignin, clearly indicating that a safe processing zone for all formulations of biocomposites is between 150 and \(195 \,^{\circ }\)C. It is known that the thermochemical decomposition of lignocellulosic materials can reach up to \(350 \,^{\circ }\)C; for cellulose decomposition ranges between 260 and \(375 \,^{\circ }\)C; for lignin decomposition start at \(250 \,^{\circ }\)C and continues to temperatures above \(400 \,^{\circ }\)C. This has been evaluated in inert atmospheres of nitrogen, helium and air [21].
3.4 Discussion
Mechanical testing results indicate that the mechanical properties of the composite material are in fact better than the virgin polymer in the injected specimens. Similarly, the effect of the molding method is significant, the parts obtained by additive manufacturing have much lower mechanical properties compared to the parts obtained by traditional manufacturing processes. However, for some applications, these characteristics may be sufficient [30] and the flexibility offered by the 3D printing processes can be exploited, especially with low-cost and nationally available alternative materials.
Regardless of the biocomposite or mixture to be used, the TGA indicates that the safe zone to program the additive manufacturing machines that intend to use these biocomposites, should not reach the slow decomposition zone. Surpassing this zone, the biocomposites would exhibit changes due to the decomposition mainly of hemicellulose, which in turn would affect the printed pieces with changes in their mechanical properties, color change, or undesirable deformations in the final products. Similar studies performed on WPC samples found that for a PP copolymer the decomposition range is between 300 and \(500 \,^{\circ }\)C, and the onset of thermal degradation at \(310 \,^{\circ }\)C [14]. It has also been shown that natural fiber varieties and/or wood with higher content of cellulose and lignin lead to greater thermal stability. In other words, the biocomposites would have higher thermal stability at temperatures close to the processed ones [7, 27].
4 Conclusions
The work presented shows the process to obtain a composite with a thermoplastic matrix reinforced with natural fibers, in this case wood flour, how it compares to the virgin thermoplastic, and the effect the molding method has on the mechanical performance of the part. It also characterized the thermal behavior of these materials through TGA, allowing for a better understanding of the working zones.
This characterization allows designers to: better use biocomposites as the choice of materials for a given application, responding to the functional requirements; feed computational tools to better design with custom materials; and, select the appropriate manufacturing process, which translates into the programming and configuration of the machines that may use those materials for production of parts.
Tests conducted on the materials demonstrated that it is possible to produce custom filaments designed for 3D printing, which are even susceptible of being used in the auto-parts industry. In the short term, applications of such parts would be limited to those where mechanical requirements are not demanding [17], such as personalization and cosmetic elements where additive manufacturing increases the possibilities of parts that can be manufactured, allowing varying sizes, shapes, quantities and even production materials. In the medium term, these materials can be used for large-format 3D printing applications.
References
Adhikary, K.B., Pang, S., Staiger, M.P.: Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. B Eng. 39(5), 807–815 (2008)
Ashley, S.: Rapid prototyping systems. Mech. Eng. 113(4), 34 (1991)
Ashori, A.: Wood–plastic composites as promising green-composites for automotive industries. Bioresour. Technol. 99(11), 4661–4667 (2008)
Berumen, S., Bechmann, F., Lindner, S., Kruth, J.P., Craeghs, T.: Quality control of laser-and powder bed-based additive manufacturing (AM) technologies. Phys. Procedia 5, 617–622 (2010)
Carroll, D.R., Stone, R.B., Sirignano, A.M., Saindon, R.M., Gose, S.C., Friedman, M.A.: Structural properties of recycled plastic/sawdust lumber decking planks. Resour. Conserv. Recycl. 31(3), 241–251 (2001)
Coutinho, F., Costa, T.H., Carvalho, D.L.: Polypropylene–wood fiber composites: effect of treatment and mixing conditions on mechanical properties. J. Appl. Polym. Sci. 65(6), 1227–1235 (1997)
D’Almeida, A.L.F.S., Barreto, D.W., Calado, V., D’Almeida, J.R.M.: Thermal analysis of less common lignocellulose fibers. J. Therm. Anal. Calorim. 91(2), 405–408 (2008)
Dittenber, D.B., GangaRao, H.V.: Critical review of recent publications on use of natural composites in infrastructure. Compos. A Appl. Sci. Manuf. 43(8), 1419–1429 (2012)
Facca, A.G., Kortschot, M.T., Yan, N.: Predicting the elastic modulus of natural fibre reinforced thermoplastics. Compos. A Appl. Sci. Manuf. 37(10), 1660–1671 (2006)
Gronli, M.G., Várhegyi, G., Di Blasi, C.: Thermogravimetric analysis and devolatilization kinetics of wood. Ind. Eng. Chem. Res. 41(17), 4201–4208 (2002)
Hidalgo-Salazar, M.A., Muñoz, M.F., Mina, J.H.: Influence of incorporation of natural fibers on the physical, mechanical, and thermal properties of composites LDPE-Al reinforced with fique fibers. Int. J. Polym. Sci. 2015, 8 (2015). doi:10.1155/2015/386325
Hidalgo-Salazar, M.A., Mina, J.H., Herrera-Franco, P.J.: The effect of interfacial adhesion on the creep behaviour of LDPE-Al-Fique composite materials. Compos. B Eng. 55, 345–351 (2013)
Hidalgo-Salazar, M.A., Muñoz, M.F., Quintana, K.: Mechanical behavior of polyethylene aluminum composite reinforced with continuous agro fique fibers. Revista Latinoamericana de Metalurgia y Materiales 2(1), 187–194 (2011)
Jeske, H., Schirp, A., Cornelius, F.: Development of a thermogravimetric analysis (TGA) method for quantitative analysis of wood flour and polypropylene in wood plastic composites (WPC). Thermochim. Acta 543(10), 165–171 (2012)
Kaboorani, A.: Effects of formulation design on thermal properties of wood/thermoplastic composites. J. Compos. Mater. 44, 2205–2215 (2010)
La Mantia, F.P., Morreale, M.: Green composites: a brief review. Compos. A Appl. Sci. Manuf. 42(6), 579–588 (2011)
Leao, A., Rowell, R., Tavares, N.: Applications of natural fibers in automotive industry in Brazil-thermoforming process. In: Prasad, P.N., Mark, J.E., Kandil, S.H., Kafafi, Z.H. (eds.) Science and Technology of Polymers and Advanced Materials, pp. 755–761. Springer, Boston (1998)
Marsh, G.: Natural alternative. Reinf. Plast. 43(3), 42–46 (1999)
MatterHackers: Light Cherry Wood LAYWOO-D3 Filament. (2014). http://www.matterhackers.com/store/3d-printer-filament/175~mm-wood-filament-light-cherry-0.25-kg
Montalvo, J.I., Hidalgo, M.A.: 3D printing with natural reinforced filaments. In: Solid Freeform Fabrication (SFF) Symposium, pp. 922–934. University of Texas at Austin (2015)
Monteiro, S.N., Calado, V., Rodriguez, R.J.S., Margem, F.M.: Thermogravimetric stability of polymer composites reinforced with less common lignocellulosic fibers—an overview. J Mater Res Tech 1(2), 117–126 (2012). doi:10.1016/S2238-7854(12)70021-2
Netravali, A.N., Chabba, S.: Composites get greener. Mater. Today 6(4), 22–29 (2003)
Noorani, R.: Rapid Prototyping—Principles and Applications. Wiley, New York (2006)
Olakanmi, E.O., Strydom, M.J.: Critical materials and processing challenges affecting the interface and functional performance of wood polymer composites (WPCs). Mater. Chem. Phys. 171(1), 290–302 (2016)
Órfão, J.J.M., Figueiredo, J.L.: A simplified method for determination of lignocellulosic materials purolysis kinetics from isothermal thermogravimetric experiments. Thermochim. Acta 380(1), 67–78 (2001)
Savalani, M.: Control of selective laser sintering and selective laser melting processes. Doctoral dissertation, Ph.D. thesis, Selective laser sintering of hydroxyapatite-polyamide composites, Loughborough University (2006)
Shebani, A.N., van Reenen, A.J., Meincken, M.: The effect of wood extractives on the thermal stability of different wood species. Thermochim. Acta 471(1), 43–50 (2008)
Thomas, S., Photan, L.A.: Natural Fibre Reinforced Polymer Composites: From Macro to Nanoscale. Old City Publishing, Philadelphia (2009)
Wong, K.V., Hernandez, A.: A review of additive manufacturing. International Scholarly Research Network, ISRN Mechanical Engineering, pp. 1–10 (2012). doi:10.5402/2012/208760
Yang, M.Y., Ryu, S.G.: Development of a composite suitable for rapid prototype machining. J. Mater. Process. Technol. 113(3), 280–284 (2001)
Yao, F., Wu, Q., Le, Y., Guo, W., Xu, Y.: Thermal decomposition kinetics of natural fibers: activation energy with dynamic thermogravimetric analysis. Polym. Degrad. Stab. 93(1), 90–98 (2008)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Montalvo Navarrete, J.I., Hidalgo-Salazar, M.A., Escobar Nunez, E. et al. Thermal and mechanical behavior of biocomposites using additive manufacturing. Int J Interact Des Manuf 12, 449–458 (2018). https://doi.org/10.1007/s12008-017-0411-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-017-0411-2