
Abstract
Nowadays, manufacturing industries have to shorten the time to market in order to satisfy needs of customers and to survive in global competitive markets. For these reasons a new type of product data development and management is necessary. The Product Lifecycle Management (PLM) is an emerging philosophy to improve strategic engineering for managing information, processes and resources to support the life cycle of a product, from its conception, development, launch and the withdrawal. The well-established technologies CAD / CAE / CAM are fundamental part of it, although their interactions may be only partially involved. The paper takes into account open questions regarding the relationship between models and simulations and new possible scenarios related to their integration starting from a complete and multi-disciplinary case-test involving the virtual-experimental deliverable process of the fatigue life prediction and related structural modification design applied to a suspension cab for truck vehicle.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The Product Lifecycle Management (PLM) is a strategic approach to manage information, processes and resources to support the life cycle of a product, from its conception, development, launch and the withdrawal. The PLM is not just computer technology, but rather an integrated approach, based on a set of technologies (CAD / CAE / CAM) and on defining processes.
D. Kristis defined PLM like a strategic approach with three fundamental dimensions: (1) universal, secure, managed access and use of product definition information, (2) maintaining the integrity of that product definition and related information throughout the life of the product or plant and (3) managing and maintaining business processes used to create, manage, disseminate, share and use the information [1].
The PLM is frequently compared with other business approaches such as Enterprise Resource Planning (ERP), Customer Relationship Management (CRM) and Supplier Relationship Management (SRM).
The PLM is composed of a series of modules that contribute to the development of the product, these can be categorized as follows:
-
Product Data Management: management of technical documentation and project,
-
Product Structure Management: configuration management product (Structure, BOM),
-
Configuration Management: management of production variants,
-
Change Management: change management of one or more entities that describe the product,
-
Workflow Management: a tool for managing data flow,
-
Library Catalog: management of standard components and standard parts (screws, bolts, ...),
-
Supply Chain Management: management of data exchange with suppliers.
In short, PLM is an innovation support. For example, in the automotive sector, the application of methodologies and PLM systems enable the exchange of information between designers and analysts of various sectors. Exchanging information between members of one team is the basis for cooperation. The catchword of PLM is collaborative work within product design processes in order to integrate all the partners and all associated knowledge efficiently (Fig. 1). Design needs then to be defined as a collaborative process and can be optimized by allowing upstream integration of data, resources and knowledge. Actual collaborative design is often reduced to asynchronous data exchanges through Product Data Management (PDM), even if some people prefer to talk about “sharing” since the product is a mutual creation. Modelling design activities implies to take into account not only product, but also process planning and the processes themselves [2].

PLM sketch and data flows
The development of a product is related to the ability to balance the increasing complexity with performance requirements and growing quality. Virtual prototyping (CAE) enables development teams to define a product in the context of its use in real life, to analyse the behaviour and quickly identify the key factors determining the quality and performance.
The integration between applications design, simulation and manufacturing allows different teams of engineers to optimize the design in terms of quality and performance and, at the same time, accelerate product development.
Before PLM, applications such as Computer-Aided Design (CAD), Computer-Aided Manufacturing (CAM), and Computer-Aided Engineering (CAE) were somewhat independent from the enterprise mainstream. Design and manufacturing engineers could benefit from the rich information that is associated with a three-dimensional representation of a product, but others in the enterprise did not have easy access to this information [3].
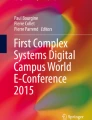
An example of the direct and feedback relationship is sketched in Fig. 2, where structure and geometry data are provided for the CAE environment, while results of simulations determine design suggestions and project improvements in the CAD modelling. This is one of proposal solution in IVECO, to connect two different environment of work in order to get optimization of activities, increase of quality, and decrease of cost and time-to-market.

CAD-CAE integration scheme
Current PLM systems handle a variety of engineering information including design model, analysis results, inspection data and so forth. However, most of the engineering collaboration tools today are based only on CAD models for design reviews and discussions. This makes it difficult to integrate CAE analysis results into a collaboration system since the analysis data size is usually too large and the data representation schemes vary among different CAE systems [4].
G. Tassey, talking about interoperability cost analysis of the U.S. automotive supply chain, estimated that money wasted to re-entering or translating data between CAD systems and downstream applications is around one billion dollars per year [5].
Commercial CAD systems are, at present, parametric and history based: the model is the result of a set of modelling functions (features) that the designer issues during the modelling process. However, when a CAD model is converted from one system to another, the modelling history is lost and the designer intent cannot be recovered [6].
A major benefit to tight integration is that it takes far less time to perform parametric analysis, a very common task where a designer changes the dimensions of a product feature to find the one that achieves optimal performance. In fact, many CAE systems have automated features that sweep through a range of parameters and highlight the results that come closest to the ones you want. This can all happen automatically and quickly when the CAD and CAE packages can pass parameter data back and forth. Besides such analysis, the ability to tightly couple CAD and CAE is having a fundamental impact on the way engineers work. It is the rare branch of engineering or R&D where virtual prototyping—that is, trying to find an optimal physical design in software before building a physical prototype for verification— cannot greatly increase productivity and is experiencing widespread usage. Whereas product design used to start with mechanical CAD and then get thrown over the partition to a simulation group for downstream analysis, more and more engineering teams are incorporating CAE at the very early stages of product design and development, making engineering more CAE-centric (Fig. 3) than CAD-centric (Fig. 4).

CAE-centric approach

CAD-centric approach
2 Case study
The benefits of improvements in direct and feedback integration between CAD modelling and CAE simulation could be evaluated in the fatigue life prediction scheme that is presented for the performance evaluation and experimental validation through feedback on the design applied on a vehicle cab suspension.
In this multi-objective design (Fig. 5) the aim is to predict the actual loads that should be adopted on some vehicle components. After the evaluation of loads and boundary conditions, imposing the classic hypothesis of cumulative damage model of Miner, the virtual deliverable approach can be established through direct and feedback CAD / CAE integration in a PLM environment.

Vehicle cab suspension (a) and the suspension detail (b)
The proposed methodology is sketched in Fig. 6.

Proposed methodology of CAD/CAE virtual simulation and experimental outcomes for the fatigue analysis
Different actual road profiles have been experimentally acquired in order to estimate accelerations and stresses that have been used as input for the multi-body environment (MB). Therefore generalized forces are estimated for the structural analysis. The simulated dynamic stresses are thus compared with the experimental tests campaign. The final step for the virtual deliverable is the fatigue analysis prediction.
2.1 Test track measurements
The experimental measurements for the fatigue deliverable have been carried out considering different track profiles and manoeuvres: setts (pavé or Belgian blocks), body twist and various obstacles like pot holes, monitoring the vehicle as represented in Fig. 7.

Vehicle cab suspension and main measured reference points
The accelerometric acquisitions, obtained performing four different steps, have been compared with the following parameters:
-
RMS (Root Mean Square) in the time domain;
-
RFG (Robust Frequency Gain) in the frequency domain.
The acquisitions, as shown in Fig. 8, are equivalent; the last one looks the hardest and it has been used as input for the simulations. In the subsequent Figs. 9 and 10, the experimental setup and the accelerometric acquisitions pattern on the chassis are shown in detail.

RMS (a) and RFG (b) indexes for four test case of road profiles and manoeuvres

Vehicle cab suspension front setup and example of acquired data

Vehicle cab suspension rear setup and example of acquired data
In Fig. 11 the multi-body model that has been used is reported. It is worth noting that the chassis-side actuators are attached to the suspensions interfaces.

Multi-body vehicle cab model
The accelerations computed in the cabin have been compared to the ones measured on track. As seen in Figs. 12 and 13, the vertical, longitudinal and transversal behaviour are in a fairly good correspondence and agreement between computed values and measurements.

Comparison between simulations and experimental power spectrum densities on the vertical behaviour of the cabin suspension

Comparison between simulations and experimental power spectrum densities on the longitudinal and transversal behaviour of the cabin suspension
2.2 Fatigue analysis
In consequence of the estimated loads, the structural analyses have been compared with the experimental measurements. In particular the stress that acts on cabin anterior and posterior suspensions have been taken into account. The comparison between experimental results and computed stresses of the front and rear brackets are qualitatively and quantitatively comparable (Figs. 14, 15).

Comparison between experimental measures and simulations of the front bracket for the fatigue analysis

Comparison between experimental measures and simulations of the rear bracket for the fatigue analysis
The computed stresses on the front bracket are reported in Fig. 16 and a detail of the critical regions is shown in Fig. 17.

Post-processing analysis of most critical elements for fatigue life prediction in the front bracket

Details of the critical regions in the front bracket
The fatigue analysis underlines a static failure in correspondence of the fillet in the circle of the front bracket. The other critical areas are due to the fact that the connections have been modelled as rigid elements. This common assumption causes a local stiffer behaviour that is not dangerous.
For what concerns the stresses on the rear bracket, the results are shown in Figs. 18 and 19. The fatigue analysis shows a wide critical area around the connection with the upper chassis.

Post-processing analysis of most critical elements for fatigue life prediction in the rear bracket

Details of the critical regions in the rear bracket
2.3 Proposed structural modifications
One critical consequence of the CAE results and experimental comparison campaign is the feedback consequence on the design process and verification. This aspect is crucial in the product development as evinced in the paper.
For what concerns the front bracket, as shown in Fig. 20, it has been proposed to increase the fillet radius in order to reduce the stress concentration and, consequently, to improve the fatigue life.

Structural modifications on the front bracket
As shown in Fig. 21, after the structural modification in CAE environment, around the fillet zone, no critical features are detected.

Effects of the structural modification on the fatigue life prediction of the front bracket
The other critical zones are, again, due to rigid elements model of the connections.
For what concerns the upper posterior suspension, in Fig. 22 is shown the proposal of reinforcement.

Structural modifications on the rear bracket
The proposed structural modification consists in a steel plate stiffening element that acts also to define a box structure, increasing the bending cross stiffness of the posterior bracket.
The fatigue analysis, in this case, shows that again the other critical zones are due to the modelling of the connections as rigid elements.
The close relationship between preliminary design, multi-disciplinary simulations starting from actual experimental data and accordance with experimental outcomes are demonstrated in a practical example concerning fatigue life predictions and structural modifications that represent the important feedback result on the modelling and design process.
2.4 Critical analysis and possible issues
The above-mentioned case study shows that the current level of IVECO CAD / CAE integration can be described by diagram on Fig. 23 representing a typical CAD-centric approach, which is widely adopted in the current design process. This method has some intrinsic limitations:
-
simulations are only performed on detailed design;
-
the traceability of input / output data is not secured;
-
there are not interactive links between CAD and CAE programs, so
-
that, if you change the geometry in one environment, it is
-
automatically updated in the other environment.

Current IVECO CAD/CAE integration system
During this verification cycle, many issues may come out from any of the teams involved. About the file management, the whole verification procedure is based on the care of the analyst, which considers storing backup copies of the important data. For example, the track data coming from the accelerometers during the tests can be available on many formats, depending on software and hardware used in this step. These results are stored in laptops during the acquisitions and then in the team workstations, with some backups on external drives.
This creates multiplicity of the same data, so that when they are used for the subsequent multi-body analysis, after some time the risk is that the original track data cannot be obtained again, for example for check on raw data if the results of the analysis are not consistent with what was expected.
The same issues occur for the multi-body analysis files and results itself, which will be stored on the server or workstations that the operator is using for performing the simulation. The retrieval of the models used for the analysis could be hard, causing delay on results submission for the further steps.
In the meanwhile the CAD team applied some modifications on the geometrical files, modification necessary for many reasons, starting from a change in specifications from the customer to functional modifications based on design solutions. Without an automatic check on the relevant files, or a synchronization service, the only way that the team working on the multi-body analysts are advised of the geometry change, is a direct interaction between who performed the modification and who is performing the simulation.
In large companies, more likely do not know each other. So if a multi-body analyst decides to modify the model, because it presents some kinematic issues, he should transmit these modifications to CAE analysts and CAD modellers as soon as possible, in order to allow them to run simulations on updated models and to verify the geometrical assembly consistency.
Similar problems can also be found in moving data back and forth between CAD and CAE environments, because they are considered domains for two different groups of engineers. In this phase of product development, the synchronization between CAD and CAE information is very important, in fact, if a CAD operator changes something in his model and he does not immediately send the updated file to CAE users, he will cause a temporal delay in the product development. This situation can produce two probable scenarios: in the first case, CAE operator is obliged to re-mesh the model, while in the second circumstance, the CAE analyst runs his simulation on an old model and so the corresponding results on model transformations are not useful. In this way there is a risk of losing some data, storing useless files, which could cause memory saturation and the traceability of input / output data is not secured. On the other hand, it is also necessary that CAD analysts receive updated files from CAE operators, in order to evaluate new models.
Therefore it is essential a new management system to synchronize CAD and CAE environments because in current PDM systems validated models can be stored, but their progressive time history cannot be saved.
The above-mentioned problems make the product development and verification cycle slow, so, the final aim is to develop a new simulation system network that:
-
allows CAE analysts to receive CAD modifications, as they are written, only in order to run CAE simulations on updated models;
-
allows CAD users to receive updated files (after CAE simulations);
-
eliminates old files in an automatic way;
-
allows you to recycle previous releases and their associated information (for example mesh models) in order to facilitate restyling models.
Therefore, if the aforementioned case study is considered, the new system, after the structural modifications, should inform CAD users and update all models in an automatic way, in order to have only the last releases, save memory and increase PC speed.
For these reasons, nowadays, a new paradigm is developing (Fig. 24). It is based on CAE integration into early stage of product across their lifecycles. Therefore if shared information and product knowledge are improved as early as possible in the design process will help manufacturing companies to [7]:
-
reduce risk,
-
cut cost,
-
reduce time to market,
-
increase quality (satisfied customers),
-
increase revenues and market share.

New paradigm of CAD/CAE integration
3 Proposal solution
The availability of increasingly powerful computational tools (HPC) has increased the size of models in terms of degrees of freedom and, consequently, in terms of disk space required to store input and output data. Hence, it is required the need to have tools to store and keep track of all the models / revisions that may occur during the development of a project, both in terms of design and analysis. More generally, it comes to finding a suitable instrument to manage CAE data in a PDM.
IVECO, currently, has a PDM System (Team Center) just to manage CAD models related to EBOM Structure. There is no an automatic link between the CAD model and its FE models, so that the evolution of CAD and FEM is guaranteed in an organizational way.
The following key points are the achievement of CAD/CAE integration:
-
traceability of input / output data,
-
revisions management,
-
CAE data storage,
-
formalization of the simulation results and data,
-
mapping with product structure,
-
simulation and computation data management within the PDM system,
-
HPC integration.
IVECO is evaluating two different kind of solution. An integration with a single environment that manage CAD and CAE models into the same structure, or instead, two different environment linked by a connector. The second kind of integration gives back a more flexible system, otherwise choosing a single environment of work could reduce issues of compatibility becoming just an extension of current PDM. The figure below shows the basic principle of the idea of PDM linker (or connector) (Fig. 25).

Principle of integration by a connector
Generally is more difficult to manage virtual simulation data than CAD data, because files are biggest and the calculating time can be so long. The simulation workflow can be divided on the following phases:
-
import CAD model;
-
pre-processing;
-
solving;
-
analysis;
-
post-processing;
-
reporting.
Any solution will be implemented, the preliminary operation is mapping the product structure from PDM to SDM. Files to manage are different, so the structures will be different too.
This operation permits to store and organize CAE files and trace data.
Generally, there are different cases, for example sometimes the geometry is not available or it is not inside of PDM. In fact when analysts start to work, they delete geometry files and they lost trace of data. Besides analysts sometimes modify geometry too, in order to analyse features or validate performance. A correct structure mapping permits the trace of data and all revisions.
Once upon the geometry is imported, the analysts can start pre-processing operations: meshing, boundary conditions etc. Each phase of simulation workflow could be automatic, but generally analysts prefer get control of pre-process operations, because highly dependent from the experience of engineers. Analysts generate an input deck file and submit request to PBS queue manager. This controller distributes to calculate nodes input files. When calculates are terminated, output files are so big and are difficult to manage. High automation could be insert from Solving to Post-process. In particular the management of HPC and its integration is one of the most important subject of study. In fact this part of process produces queues and saturates the system. HPC integration realizes the following steps:
-
it stores input data into SDM;
-
it provides input data to the application running on the HPC;
-
SDM requires HPC to run a certain application on provided data;
-
it monitors HPC job, imports output data back, connects outputs to inputs, cleanup HPC (Fig. 26).
Fig. 26 
HPC integration and data flow

Previous image show the automatic process with HPC integration.
SDM tests PBS pro client giving input deck files. PBS client dialog with PBS master mounted on HPC, it manages calculates and queues. When calculates are terminated, results coming back to the user and files on the calculate area are deleted.
Every operation is monitored from the system and analysts, designers, managers can access and check status of operation. It is important the sharing of information about the respective status, in order to avoid to make analysis about obsolete models. In fact the CAD process of design does not stop during the simulation flow. Next diagram shown the misalignment between two environment during the workflow, and the realignment when CAE designers release a new baseline. Differences decrease at every release (Fig. 27).

Diagram of percentage of alignment between FEM and CAE during the process
When CAE operations are terminated, analysts have to inform CAD designers of results. They generate and publish a report with key results and suggestions closing the loop of workflow (Fig. 28).

Closed loop of workflow by CAD/CAE integration
3.1 Organization of work
On the first paragraph it has been claimed that PLM is not only a computer technology, but a strategic approach. It means that with the basic architecture also work organization needs a change.
The direction of work is going to define roles, rules, visibility, and a new simulation workflow.
An example of a new organization could be the following, but other, in different environment, could be adopted.
IVECO started to define some roles in order to implement the CAD/CAE integration, and are being individuated these kind:
-
all performances responsible;
-
performance executor;
-
single performance responsible;
-
reader;
-
other roles.
During the process, designers, analysts and managers have to check the status of performance, so it is important to define standard status:
-
working,
-
closed,
-
closed ok,
-
closed NON ok,
-
deleted.
Obviously not all roles get same visibility. The next table shows roles and the visibility associated (Table 1).
4 Conclusions and further developments
The Product Lifecycle Management philosophy is an evident and effective improvement in all the stages of the product development only if a strong relationship is based between all the product development aspects. The choice of the architecture to minimize discrepancies in the interactions between the well-established technologies CAD / CAE / CAM is the key point to demonstrate its capabilities.
Evidently, on the example presented in this article, some of the common issues that could occur during a product design, modelling and virtual prototyping are underlined. All these problems are harder and their consequences are worse in very large companies, where the products to be designed are more complex and there are many more people involved in the whole Product Lifecycle.
Up to now, CAE processes are carried out outside any PLM environment, and in large scale companies just the main models and results are delivered and stored, but the only link to their own CAD parent models are in the relative report documents, but this link is not guaranteed to be correct.
These critical points have been discussed and a possible full integration scenario has been considered, in order to underline which could be the whole behaviour of a complete PLM system, able to manage BOM, CAD data and links and trace their relative CAE data and workflow, in order of reduce time to market, delay and communication issues and integrate the simulation steps in the lifecycle management with the possibility to know, at any time, which is the actual working state and CAD-CAE delay.
After that problems and possible goal scenarios are defined, the next development steps are to find the possible solutions to reach the desired behaviour. Currently two main commercial codes have been trying to reduce this CAD-CAE gap, so one first step could be a benchmark of these software and report the relative for and against of both the codes. This could give ideas on possible modifications of the software and trying then to perform benchmarks again, even possibly on actual company subjects.
Another possibility is to define a “CAE Master Model”, an FE model which is directly linked to the geometry and delivered automatically to the CAE teams, which take this model and adapt it to their single cases depending of the analysis that they are performing.
One last possible solution is the development of a more direct interaction between geometry and mesh, where a change in geometry is detected, and the modified region is identified in the FE model, leaving meshed all the features unchanged and giving the possibility to update the mesh of only the features which were subject of modifications.
Large companies are very interested on the possible solutions to these problems, and for this reason this research subject will have then a direct application on the actual industrial environment.
References
Kristis, D.: Closed-loop PLM for intelligent products in the era of the Internet of things. Comput. Aided Des. 43, 479–501 (2011)
Danesi, F., Gardan, N., Gardan, Y., Reimeringer, M.: P4LM: a methodology for product lifecycle management. Comput. Ind. 59, 304–317 (2008)
Lee, J.Y., Kang, H.S., Kim, G.Y., Noh, S.D.: Concurrent material flow analysis by P3R-driven modeling and simulation in PLM. Comput. Ind. 63, 513–527 (2012)
Cho, S.W., Kim, S.W., Park, J.-P., Yang, S.W., Choi, Y.: Engineering collaboration framework with CAE analysis data. Int.l J. Precis. Manuf 12(4), 635–641 (2011)
Tassey, G.: Interoperability cost analysis of the U.S. automotive supply chain. Technical report, National Institute of Standards and Technology (1999)
Bianconi, F., Conti, P., Di Angelo, L.: Interoperability among CAD–CAM–CAE systems a review of current research trends. In: Proceedings of the geometric modeling and imaging —new trends (GMAI’06), IEEE (2006)
Schweiger, R.: Some aspects on upfront CAE and CAD/CAE-integration. In: Sixth Framework Programme Priority (2006)
Acknowledgments
The authors would like to thank IVECO S.p.A. and the Master of Science student Luca Lanzillotta for the tight collaboration and the great support given to the research involved.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Nosenzo, V., Tornincasa, S., Bonisoli, E. et al. Open questions on Product Lifecycle Management (PLM) with CAD /CAE integration. Int J Interact Des Manuf 8, 91–107 (2014). https://doi.org/10.1007/s12008-013-0184-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-013-0184-1