
Abstract
The present study describes an attempt to induce the inherent flame retardancy to the epoxy resin by incorporation of phosphorous and boron atoms in the polymer backbone through the curing agents. Phosphorous (PPc)- and boron (BPc)-containing precursors were synthesized and incorporated into the commercial epoxy and hardener system with different molar ratios. The structures of the synthesized compounds were confirmed using hydroxyl value, Fourier transform infrared spectroscopy, and nuclear magnetic resonance spectroscopy. The thermal, physical, and mechanical properties of the cured films were performed using different testing methods. Thermogravimetric analysis and differential scanning calorimetry results showed the overall increased thermal stability and char yield along with the glass transition temperatures (Tg) due to the incorporation of newly synthesized phosphorus- and boron-containing compounds in the coating films. The mechanical properties and solvent resistance of the cured films were excellent. The flame-retardant properties of the cured films were increased with the incorporation of PPc and BPc. The highest limiting oxygen index was obtained for the formulation with equal amounts of PPc and BPc as 29 while UL-94 showed the self-extinguishing behavior within 10 s after ignition.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Epoxy resins are used in a number of applications such as coatings, adhesives, automobiles, and aerospace. The epoxies are one of the types of resins which find such wide area of applications due to their excellent adhesion to the substrates, low shrinkage upon cure, outstanding mechanical properties, and very good resistance to various solvents.1 In spite of having many superior properties, they have very poor thermal or fire resistance.2,3,4,5
Flame retardancy is one of the properties of polymers which is of utmost importance from the safety point of view.6 During heating, an external source increases the temperature of the polymer which causes softening of the polymer leading to change its molecular, physical, and mechanical properties. In the whole process of the thermal degradation of the polymer, at the initial stage, intermolecular chain scission occurs with the release of lower molecular weight compounds while in the final stage of oxidative decomposition low molecular weight compounds burn and undergo intramolecular bond degradation to form a char.7,8 Hence, flame retardancy improvement has gained serious attention in polymer industries and academic research.
There are two ways to improve the flame retardancy of the polymer, i.e., (a) additive approach and (b) reactive approach. The additive approach involves just the physical mixing of the flame-retardant (FR) molecules into the polymer matrix while the latter one proceeds with the incorporation of FR molecules into the polymer backbone through covalent bonding. Though the first approach seems to be a simple option, it has its own disadvantages such as migration of additives during combustion, unwanted modification of base polymeric functional groups by additive functional groups, loss of final performance properties, and requirement of additives in high concentration. Numerous molecules containing various types of heteroatoms in the structures have been tested to improve FR properties of the material.9
The halogen-containing additives or reactive compounds were popular in industries for imparting flame retardancy to the polymer9,10 due to their low cost, optimum performance, and limited effect on the end properties of the polymer. But, they have been discontinued because their mechanism of action in the gaseous state produced free radical scavengers which led to potential health and environmental hazards.10,11,12,13 On combustion, the halogenated compounds produce highly reactive halide groups and toxic smoke which have the tendency to bioaccumulate in the environment and affect human health by decreasing immunity, affecting neurology and reproduction systems.12,14,15
In the past decade, many researchers have shown that the phosphorus- and boron-containing organic compounds tend to impart flame retardancy to the polymer.16,17,18,19 The organophosphorous compounds impart flame retardancy through the formation of the char layer between the substrate and the flame.2,17 At elevated temperatures, these compounds form the polyphosphoric acid which acts as a char layer and the water which lowers the temperature.17,19
The char formation also restricts dripping of the burning material and thus hinders the flame propagation.17,19 Unlike halogen-containing flame retardants, they do not bioaccumulate and thus environmental hazards are subsequently lowered.4,20 The boron-containing compounds are of interest since these materials are cheap, nontoxic, and able to render high thermal stability.21,22 These compounds tend to increase the production of char through the synergistic effect by forming the glass-like layer and water after combustion.3,23 Apart from their individual mechanisms of flame retardancy, many researchers have reported the enhanced synergistic effect due to the formation of an adjuvant boron phosphate in the condensed phase.3
The availability, cost-effectiveness, and environmental regulations are forcing researchers to utilize bio-based materials for the synthesis of polymers.24,25 Isosorbide is one of the bio-based materials of interest with negligible toxicity.26 Its penta-ring structure is known to impart rigidity while its dual functionality due to hydroxyl groups makes it usable for the production of polymers with improved thermal and mechanical properties.27
The current work reports the synthesis of two precursors from isosorbide which can be used for FR applications. One precursor uses the phosphorus source as phosphorus oxychloride while another uses the boron source as boric acid. The final structures of the compounds were characterized, and thermal, mechanical, and FR properties of the cured epoxy films with different molar ratios of synthesized precursors were checked and presented here.
Materials and methods
Materials
Isosorbide, phosphorous oxychloride (POCl3), and tri-ethylamine (TEA) were procured from Sigma-Aldrich. Methyl ethyl ketone (MEK), methanol, butanol, dimethyl sulfoxide (DMSO), boric acid (BA), xylene, silica gel, sodium hydroxide (NaOH), acetone, and tetra-n-butyl ammonium bromide (TBAB) were provided by SD Fine Chemicals. Epoxy resin was supplied by Grand Polycoats Pvt. Ltd. (epoxy equivalent weight [EEW] = 184) while polyether amine D230 (amine hydrogen equivalent weight [AHEW] = 60) from BASF Ltd. was used as a commercial hardener. All chemicals were of LR grade and were used without any treatment. The mild steel panels were used for the coating application.
The reaction of isosorbide and POCl3
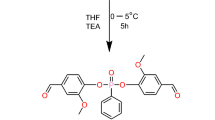
In a 250-mL three-necked flask equipped with a mechanical stirrer, a condenser, and a nitrogen balloon for inert atmosphere, isosorbide (14.69 g, 0.1 mol) was added along with TEA (10.24 g, 0.1 mol) as a catalyst and 50 mL acetone as a solvent. The flask was maintained at 0°C using an ice bath, and POCl3 (5.13 g, 0.03 mol) was added dropwise for 2 h. The reaction mixture was then stirred continuously for 24 h at room temperature. After 24 h, the pH of the reaction mass was adjusted to 7 using 0.1 N NaOH followed by the filtration using the silica bed. The solvent was then evaporated using the rotary vacuum evaporator to obtain the final compound as the dark yellow liquid (PPc) (yield = 93%, b.p. = 213–218°C). The reaction scheme for the same is shown in Fig. 1.

Reaction of isosorbide and POCl3
The reaction of isosorbide and boric acid
In a 250-mL three-necked flask equipped with a mechanical stirrer, a condenser, and a nitrogen balloon for inert atmosphere, isosorbide (20.17 g, 0.13 mol) was added along with xylene (50 mL) as a solvent. The reaction mixture was then stirred at 60°C followed by the addition of TBAB (0.5 wt%) and dropwise addition of TEA (6.98 g, 0.06 mol) for 1 h. After that, lot-wise addition of BA (2.84 g, 0.04 mol) was done at 110°C and the reaction mixture was continuously stirred for 12 h. After 12 h, salt was separated by using the silica bed and solvent was evaporated to obtain the final product as a pale yellow liquid (yield = 88%, b.p. = 289–291°C). Figure 2 shows the reaction scheme for the same.

Reaction of isosorbide and BA
Formulation of the epoxy coating films
The coatings were prepared by direct mixing of the obtained compounds in the required ratios along with the commercial epoxy/hardener system. The solvent mixture of MEK/butanol/methanol was used in the proportion of 2:1:2. These formulations were subjected to magnetic stirring at 70°C to obtain a homogeneous mixture of all the components. The detailed formulations are given in Table 1. The obtained formulations were applied on the steel panels and cured in an oven at 120°C for 4 h after air drying for 1 h. The steel panels were rubbed using sandpaper and cleaned with acetone prior to use. The separate films were also made by pouring the obtained formulations in the Teflon molds.
Characterization
To evaluate the hydroxyl groups present on PPc and BPc, hydroxyl value was calculated according to ASTM D4272-16 using acetic anhydride-pyridine method. The hydroxyl value was calculated using the following equation:
where B is the burette reading for blank (mL); S, burette reading for sample (mL); N, normality of alcoholic KOH solution; and W, weight of the sample (g)
To determine the gel content, the cured films were carefully peeled off from the Teflon sheet. The known weight of polymer film was kept in the solvent mixture (50:50) of xylene and dimethylformamide (DMF) at room temperature for 24 h followed by the drying of the film at 80°C until constant weight was achieved. The gel content of the cured film was then determined by the following formula:
ASTM D570 was used to determine the water absorption of the cured coating film in which the film was weighed before soaking into the water for 24 h. After 24 h, the film was removed from the water and dried with a paper towel to achieve a constant weight. Water absorption was determined from the differences in the weight of samples before and after soaking the water according to the following equation:
Wf is the final weight of the coating after water absorption test and Wi is the initial weight of the coating before water absorption test.
The chemical structures of PPc and BPc were identified by Fourier transform infrared (FTIR) spectroscopy on a Bruker ATR spectrophotometer, USA. The spectra were observed in the 600–4000 cm−1 wavelength range. The structure confirmation of PPc and BPc was done by 1H and 13C nuclear magnetic resonance (NMR) spectroscopy. 1H and 13C NMR spectra of the product were analyzed using Bruker DPX 800 MHz spectrophotometer with dimethyl sulfoxide (DMSO) as a solvent.
Thermogravimetric analysis (TGA) of cured epoxy films was performed on Perkin Elmer TGA 4000 instrument under the nitrogen atmosphere. Thermal analysis was monitored in the temperature range 40–600°C with 20°C/min heating rate. Differential scanning calorimetry (DSC) (TA Q100 analyzer, USA) was employed for the determination of the glass transition temperature (Tg) of cured films. The film sample was weighed accurately in an aluminum pan and heated at 40–120°C temperature range with the heating rate of 10°C/min.
The coatings were characterized by performing various mechanical tests according to ASTM standards. The adhesion of the coating to the substrate was examined by the cross-cut test according to ASTM D-3359. On the coating surface, lattice marking of 1 cm2 was done until the metal surface was exposed followed by the application of adhesion tape over lattice marking. The adhesive tape was then pulled out from the coating surface, and adhesion failure was examined over the lattice marking as per ASTM standard. Pencil hardness test was carried out according to the ASTM D-3363. Scratch was made on the coating surface by using 6B–6H range of pencils at an angle of 45o. Impact properties of the coatings were evaluated by dropping a weighted ball of 1.36 kg from the maximum height of 60 cm onto the coated surface. The flexibility of the coatings was evaluated by using conical mandrel as per ASTM D-522. The coated panels were fixed onto a conical mandrel and were bent to analyze the coating flexibility.
The flammability of the cured samples was investigated by limiting oxygen index (LOI) test carried out on Dynisco, USA, according to ASTM D2863 procedure. The UL-94 vertical burning test was carried out according to ASTM D1356-2005. Sample specimens having a size of 125 × 12.5 × 3 mm were mounted vertically, and the flame was introduced for 10 s to the specimen at an angle of 45°. The detailed rating is given in Table 2.
Results and discussion
Physicochemical analysis
The physicochemical analysis was performed to evaluate the structure of both compounds using equivalents of the functional group present in the molecule. The theoretical and practical values obtained after the calculations were comparable and suggest the desired compound formation. The values are depicted in Table 3.
FTIR and NMR analysis
Figures 3 and 4 show FTIR graphs of PPc and BPc, respectively. The peak observed at 3354 cm−1 is attributed to O–H stretching vibration. The reduction in peak intensity in the corresponding FTIR graphs of PPc and BPc shows the reaction has proceeded in the forward direction. The peaks at 2951 cm−1 and 2878 cm−1 are attributed to C–H stretching vibrations while the peak at 1469 cm−1 corresponds to C–C stretching in the five-membered ring of the isosorbide. The characteristic peaks obtained in FTIR graph of PPc at 1230 cm−1 and 1007 cm−1 are attributed to P = O and P–O–C linkages, respectively, which indicate the successive incorporation of POCl3 into the isosorbide. As seen from FTIR spectra, some of the peaks of PPc are likely to merge with the peaks of isosorbide and the final structure confirmation was done using NMR analysis.

FTIR analysis of PPc synthesis

FTIR analysis of BPc synthesis
Similarly, graphs in Fig. 4 also show the peak at 3367 cm−1 which is attributed to O–H stretching vibrations. Also, the peaks at 2946 cm−1 and 2874 cm−1 are due to the presence of C–H stretching vibrations. The peak formed at 1408 cm−1 is due to B–O stretching which indicates the successive etherification of BA with isosorbide. The peak at 1287 cm−1 is attributed to C–O linkage present in the isosorbide while 1047 cm−1 indicates the presence of O–H group in the compound. Hence, FTIR analysis confirmed the desired product formation through the identification of the functional groups.
Figures 5a, 5b and 6a, 6b show the 1H NMR and 13C NMR spectra of PPc and BPc, respectively. NMR provides the supporting information for the confirmation of the structure of the final desired molecule. 1H NMR spectra of PPc show the peaks around 2.47–2.5 ppm which are attributed to the protons of the CH2 present in the isosorbide. The peaks around 3.02–3.2 ppm and 4.06 ppm are attributed to the bridged protons between the two five-membered rings of the isosorbide. The peaks at 3.8 ppm and 4.3 ppm are the characteristic peaks which confirm the presence of free hydroxyl group in the final molecule and the protons attached to the carbon of P–O–C linkages, respectively. Similarly, 13C NMR of PPc shows the characteristic peaks of carbons attached to the hydroxyl groups as well as the carbons attached to the phosphorus through the oxygen bridge around 81 ppm and 88 ppm, respectively.

(a): 1H NMR spectra of PPc. (b): 13C NMR spectra of PPc

(a): 1H NMR spectra of BPc. (b): 13C NMR spectra of BPc
Figure 6a shows the characteristic protons of the hydroxyl groups and the protons of the carbons of B–O–C linkages around 3.1–3.3 ppm and 5.1 ppm, respectively. All the other respective peaks of the protons of the isosorbide are also present in the spectra. Similarly, the peaks of carbons attached to the hydroxyl groups were identified in 13C NMR spectra BPc around 81.5 ppm while the carbons of the B–O–C linkages were found between 88.01 ppm and 88.2 ppm. All the other aliphatic carbons of both the rings of the isosorbide including the bridged carbons were also identified which confirmed the desired product formation.
Thermal properties
TGA of the coating films was conducted to examine the change in mass as a function of temperature. The weight loss curve (TGA) and the rate of the weight loss curve (derivative thermogravimetry—DTG) provide information about the thermal stability of the material. Figures 7 and 8 show TGA and DTG curves of the cured coating films, respectively, while the thermal characteristic values are depicted in Table 4. The initial weight loss temperature depends mainly on the interchain scission of the polymer chains, and hence, as the packing density of the polymer chains increases, the amount of energy required to break this interchain bonding also increases. The structures of the synthesized compounds are bulky which may hinder proper packing of the polymer chains while curing and thus lowering the energy are required to break the interchain linkages. The results reveal that the initial degradation temperatures of the cured films decreased for the films with the incorporation of PPc and BPc and these decreased further for the formulation F4. At the same time, the final degradation temperatures of the coating films increased with the incorporation of PPc and BPc, suggesting the very good thermal stability of the coating films at higher temperatures. The char yield values at 600°C showed the linear increase with the incorporation of PPc in the system while the formulation with the equal amount of PPc and BPc had the highest amount of char yield which can be attributed to the synergistic effect of phosphorus and boron. The phosphorus and boron not only increase the char formation but also increase the ability of the material to resist the fire.28,29 Owing to the bulky nature of the chemical structures of the synthesized PPc and BPc, there must be some amount of steric hindrance present due to three isosorbide rings and at the same time, these structures being multifunctional act as a crosslinking density builder in the coating system. Hence, though the thermal stability should increase only because of the presence of phosphorus and boron, there are some adverse effects present because of the chemical structure of the synthesized molecules. This explanation can be seen visually from DTG curves where the peak degradation rate temperatures got decreased in the case of the formulation with both the synthesized moieties.30

TGA curves and char yield values of the epoxy cured films

DTG curves of the epoxy cured films
Tgs of all the samples are reported in Table 4 while the DSC thermograms are shown in Fig. 9. The increase in the Tg is due to the incorporation of phosphorous and boron which serve as rigid heteroatoms and the bulky structure of the isosorbide. Though PPc and BPc are increasing the voids in the system, their multifunctional structure simultaneously increases the crosslinking density which restricts the segmental motion in the polymer chains and thereby increases the hardness of the films. All these factors combinedly lead to a significant increase in Tg from 48.06°C to 78.17°C.31,32

DSC thermograms of the epoxy cured films
Mechanical properties
Various tests such as impact, flexibility, pencil hardness, and crosshatch tests were performed on the coated panels to evaluate the mechanical properties of the coatings. Generally, the changes in the crosslinking density obtained by the modification in the resin govern the mechanical properties, gel content, and the water absorption of the coatings. Excellent mechanical properties were attributed to the strong crosslinked network obtained with three-arm structures of PPc and BPc. There was no crack observed in any formulation of the obtained coatings in the impact tests even from the 60-cm fall of the ball of 1.36 kg. Similar results were observed in the case of flexibility and pencil hardness tests. The results of the crosshatch test revealed the coating films had a very good adhesion to the mild steel substrate. The results of the various mechanical tests are presented in Table 5.
The gel content and water absorption were controlled by the crosslinking density and the nature of the coating which showed the increased gel content and thus decreased water absorption values after the loading of PPc and BPc. The obtained results are shown in Fig. 10.

Gel content and water absorption values of epoxy cured films
Flame-retardant properties
The flame-retardant properties of the various epoxy formulations were checked by LOI and UL-94 vertical burning tests and are presented in Fig. 11. It was observed that the standard epoxy coating had the lowest LOI as compared to other PPc and BPc formulations. The highest LOI was shown by F4 which contains both PPc and BPc, and the reason for this can be supported by DSC results and the char yield value of F4. The crosslinking density, the phosphorus, the boron, and the rigid or bulky structure of the isosorbide ring had played a vital role in increasing the flame retardancy of the overall system. UL-94 vertical burning test showed that F1 did not show the self-extinguishing behavior even after removal of the flame while all the other formulations were able to quench the flame within 10 s after removal of the flame. None of the formulations were dripped while burning except F1.

LOI and UL-94 results of the epoxy cured formulations
Conclusion
The flame-retardant precursors for the partial replacement of the commercial epoxy resin as well as for commercial hardener were successfully synthesized from isosorbide, a bio-based material. The structure confirmations were done using the hydroxyl values which were supported by the FTIR and NMR results. The flame retardancy was checked using LOI and UL-94 vertical burning test which showed that F4 had the highest LOI value of 29% and self-extinguishing behavior with no dripping. BPc and PPc formulations had better structural and thermal stability due to the crosslinking density and presence of rigid isosorbide ring and phosphorus which was reflected in the mechanical tests, char yield, Tg and thermal degradation results. A similar trend of results was observed in the gel content and water absorption tests where crosslinking density and packing of the polymer chains usually drive the properties. These BPc and PPc precursors can be used for the development of other types of resins like polyurethanes, alkyds, etc., depending upon the final end application.
References
Levchik, SV, Weil, ED, “Thermal Decomposition, Combustion and Flame-Retardancy of Epoxy Resins - A Review of the Recent Literature.” Polym. Int., 53 1901–1929 (2004). https://doi.org/10.1002/pi.1473
Scharte, B, “Phosphorus-Based Flame Retardancy Mechanisms-Old Hat or a Starting Point for Future Development?” Materials (Basel), 3 4710–4745 (2010). https://doi.org/10.3390/ma3104710
Tang, S, Qian, L, Qiu, Y, Dong, Y, “Synergistic Flame-Retardant Effect and Mechanisms of Boron/Phosphorus Compounds on Epoxy Resins.” Polym. Adv. Technol., 29 641–648 (2018). https://doi.org/10.1002/pat.4174
Reemtsma, T, García-López, M, Rodríguez, I, Quintana, JB, Rodil, R, “Organophosphorus Flame Retardants and Plasticizers in Water and Air I. Occurrence and Fate.” TrAC - Trends Anal. Chem., 27 727–737 (2008). https://doi.org/10.1016/j.trac.2008.07.002
Unnikrishnan, KP, Thachil, ET, “Synthesis and Characterization of Cardanol-Based Epoxy Systems.” Des. Monomers Polym., 11 593–607 (2008). https://doi.org/10.1163/156855508X363870
Alexandre, M, Lopez-Cuesta, JM, Bonnaud, L, Laoutid, F, Dubois, P, “New Prospects in Flame Retardant Polymer Materials: From Fundamentals to Nanocomposites.” Mater. Sci. Eng. R Reports., 63 100–125 (2008). https://doi.org/10.1016/j.mser.2008.09.002
Chen, J, Gao, X, “Review on the Fundamentals of Polymer Combustion and Flammability Characteristics for Hybrid Propulsion.” J. Polym. Biopolym. Phys. Chem., 2 78–83 (2014). https://doi.org/10.12691/JPBPC-2-4-4
Hilado, CJ, “An Overview of the Fire Behavior of Polymers”, Fire Technol. 9 (3) 198-208. https://doi.org/10.1007/bf02624777.
Boryniec, S, Przygocki, W, “Polymer Combustion Processes-Flame Retardants for Polymeric Materials.” Prog. Rubber Plast. Technol., 17 127–148 (2018). https://doi.org/10.1177/147776060101700103
Salmeia, KA, Fage, J, Liang, S, Gaan, S, “An Overview of Mode of Action and Analytical Methods for Evaluation of Gas Phase Activities of Flame Retardants.” Polymers (Basel)., 7 504–526 (2015). https://doi.org/10.3390/polym7030504
Rakotomalala, M, Wagner, S, Döring, M, “Recent Developments in Halogen Free Flame Retardants for Epoxy Resins for Electrical and Electronic Applications.” Materials (Basel)., 3 4300–4327 (2010). https://doi.org/10.3390/ma3084300
Shaw, SD, Blum, A, Weber, R, Kannan, K, Rich, D, Lucas, D, Koshland, CP, Dobraca, D, Hanson, S, Birnbaum, LS, “Halogenated Flame Retardants: Do the Fire Safety Benefits Justify the Risks?” Rev. Environ. Health., 25 261–305 (2010). https://doi.org/10.1515/REVEH.2010.25.4.261
di Gangi, J, Blum, A, Bergman, A, de Wit, D. Lucas, CA, Mortimer, D, Schecter, A, Scheringer, M, Shaw, SD, Webster, TF, “San Antonio Statement on Brominated and Chlorinated Flame Retardants.” Environ. Health Perspect., 118 514–516 (2010). https://doi.org/10.1289/ehp.1003089
Kodavanti, PRS, Loganathan, BG, Organohalogen Pollutants and Human Health, 2nd Ed. Elsevier (2016). https://doi.org/10.1016/B978-0-12-803678-5.00318-0
Hendriks, HS, Meijer, M, Muilwijk, M, Van Den Berg, M, Westerink, RHS, “A Comparison of the In Vitro Cyto- and Neurotoxicity of Brominated and Halogen-Free Flame Retardants: Prioritization in Search for Safe(r) Alternatives.” Arch. Toxicol., 88 857–869 (2014). https://doi.org/10.1007/s00204-013-1187-1
Mestry, S, Mhaske, ST, “Synthesis of Epoxy Resins Using Phosphorus-Based Precursors for Flame-Retardant Coating.” J. Coat. Technol. Res., (2019). https://doi.org/10.1007/s11998-018-00157-3
Wendels, S, Chavez, T, Bonnet, M, Salmeia, KA, Gaan, S, “Recent Developments in Organophosphorus Flame Retardants Containing P-C Bond and Their Applications.” Materials (Basel), 10 (2017). https://doi.org/10.3390/ma10070784
Visakh, PM, Arao, Y, Flame Retardants (2015). https://doi.org/10.1007/978-3-319-03467-6
Papaspyrides, C, Kiliaris, P, Polymer Green Flame Retardants, 1st Edition, eBook ISBN: 9780444538093, Hardcover ISBN: 9780444538086, Imprint: Elsevier, Published Date: 21, August 2014
Bruchajzer, E, Frydrych, B, Szymańska, JA, “Organophosphorus Flame Retardants – Toxicity and Influence on Human Health.” Med. Pr., 66 235–264 (2015). https://doi.org/10.13075/mp.5893.00120
Green, J, “Mechanisms for Flame Retardancy and Smoke Suppression - A Review.” J. Fire Sci., 14 426–442 (1996). https://doi.org/10.1177/073490419601400602
Shen, KK, Review of Recent Advances on the Use of Boron-based Flame Retardants. Elsevier B.V. (2014). https://doi.org/10.1016/b978-0-444-53808-6.00011-1
Dogan, M, Murat Unlu, S, “Flame Retardant Effect of Boron Compounds on Red Phosphorus Containing Epoxy Resins.” Polym. Degrad. Stab., 99 12–17 (2014). https://doi.org/10.1016/j.polymdegradstab.2013.12.017
Hong, J, Radojčić, D, Ionescu, M, Petrović, ZS, Eastwood, E, “Advanced Materials from Corn: Isosorbide-Based Epoxy Resins.” Polym. Chem., 5 5360–5368 (2014). https://doi.org/10.1039/c4py00514g
Li, C, Dai, J, Liu, X, Jiang, Y, Ma, S, Zhu, J, “Green Synthesis of a Bio-Based Epoxy Curing Agent from Isosorbide in Aqueous Condition and Shape Memory Properties Investigation of the Cured Resin.” Macromol. Chem. Phys., 217 1439–1447 (2016). https://doi.org/10.1002/macp.201600055
Howell, BA, Daniel, YG, “Phosphorus Flame Retardants from Esters of Isosorbide and 10-Undecenoic Acid.” In Green Polymer Chemistry: Biobased Materials and Biocatalysis, Chapter 21, pp. 339–367. https://doi.org/10.1021/bk-2015-1192.ch021
Łukaszczyk, J, Janicki, B, Kaczmarek, M, “Synthesis and Properties of Isosorbide Based Epoxy Resin.” Eur. Polym. J., 47 1601–1606 (2011). https://doi.org/10.1016/j.eurpolymj.2011.05.009
Chen, X, Jiao, C, “Thermal Degradation Characteristics of a Novel Flame Retardant Coating Using TG-IR Technique.” Polym. Degrad. Stab., 93 2222–2225 (2008). https://doi.org/10.1016/j.polymdegradstab.2008.09.005
Chuan, S, Ying, L, Yie, S, “Epoxy Resins Possessing Flame Retardant Elements from Silicon Incorporated Epoxy Compounds Cured with Phosphorus or Nitrogen Containing Curing Agents.” Polymer (Guildf), 43 4277–4284 (2002). https://doi.org/10.1016/S0032-3861(02)00234-3
Szolnoki, B, Toldy, A, Konrád, P, Szebényi, G, Marosi, G, “Comparison of Additive and Reactive Phosphorus-Based Flame Retardants in Epoxy Resins.” Per. Pol. Chem. Eng., 2 85–91 (2013). https://doi.org/10.3311/PPch.2175
Weil, ED, “Flame-Retardant Coatings – A State-of-the-Art Review.” J. Fire Sci., 00 (2011). https://doi.org/10.1177/0734904110395469
Saxena, NK, Gupta, DR, “Development and Evaluation of Fire Retardant Coatings.” Fire Tech., 26 (4) 329–341 (1990). https://doi.org/10.1007/BF01293077
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Sheth, P., Mestry, S., Dave, D. et al. Isosorbide-derived boron- and phosphorus-containing precursors for flame-retardant epoxy coating. J Coat Technol Res 17, 231–241 (2020). https://doi.org/10.1007/s11998-019-00262-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-019-00262-x