
Abstract
In an attempt to improve surface wetting and coating characteristics, a novel technique, i.e., imposing ultrasonic vibration on the substrate, is introduced. This technique is combined with conventional ultrasonic spray coating, thus substrate vibration-assisted spray coating (SVASC), and is employed to fabricate PEDOT:PSS thin films. PEDOT:PSS is a co-polymer, commonly used as solar cell buffer layers and thin-film electrodes. Advanced surface characterization techniques, such as atomic force microscopy and confocal laser scanning microscopy are utilized. The results show that the application of the imposed vibration on the substrate results in a significant decrease in surface roughness, film thickness, and the number of defects and pin-holes. In terms of the film functionality, the electrical conductivity of the PEDOT:PSS films made using the SVASC technique shows a four-time increase, compared to those made by conventional ultrasonic spray coating. In conventional ultrasonic spray coating, increasing the number of spray passes or deposition layers usually improves the coating uniformity. For aqueous PEDOT:PSS solution and within the range of the values of the parameters investigated in this work, with imposed substrate vibration, the number of spray passes is immaterial, as far as the film uniformity is concerned. However, the application of multiple spray passes enhances the film’s electrical conductivity. Our unprecedented results on the combined substrate vibration with spray coating provide a platform for low-cost fabrication of solution-processed thin-film solar cell devices, and a forward step toward commercialization of emerging solar cells, such as polymer and perovskite solar cells. The positive effect of using imposed substrate vibration on spray-on solar cell thin films may be deployed in other coating (e.g., spin coating) and spray coating applications as well.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
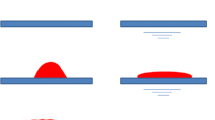
Spray droplets or a droplet stream impinging on a substrate have many applications in conventional and emerging coating technologies, such as thermal barrier coatings, spray painting, ink-jet printing, and the fabrication of functional thin films and electronic devices, such as solution-processed thin-film solar cells.1 The quality and functionality of the films depend on how well the spray droplets impact, spread, wet the surface, and finally dry to form a thin solid film. Droplet spreading and surface wetting depend on droplet dynamics (Weber and Reynolds numbers), the impact on the substrate, as well as surface wettability characteristics.2 Impinging droplets on a substrate spread, usually merge and coalesce under favorable conditions, forming a thin liquid film, which subsequently dries, leaving behind a thin solid film. A higher Weber number results in a better spreading, although there is a threshold beyond which droplet splashing occurs, which is usually detrimental to the quality of the film and should be avoided.3,4 On the other hand, the substrate may be modified to improve its wettability via decreasing the contact angle; however, surface modification may not always be practical, particularly when stacked films are formed on top of one another, e.g., in thin-film solar cells. Besides the two aforementioned factors controlling droplet spreading, the application of external forces, such as electrowetting5 and substrate or droplet vibration, may change the contact angle and wetting behavior. Even tilting the substrate affects surface wetting due to the gravitational force. In the case of substrate vibration, energy is transferred into impinging droplets via shaking and vibrating the droplets or the substrate. It is well known that the energy generated from an ultrasonic transducer covered by a liquid film results in the formation of capillary waves on the liquid surface and ejection of droplets from the surface, a process which is called ultrasonic atomization.6 This simply indicates that the energy of vibration can significantly agitate the impinged droplets, thus improving mixing, spreading, and wetting. When individual droplets, such as sessile droplets placed on a substrates, are considered, it has been shown that vibrating or shaking the droplets or the substrate results in unpinning and moving of the droplet contact line and a change in the contact angle; thus, droplet spreading may enhance and droplets may even move uphill.7–16 If droplet acceleration is low, the contact line remains pinned and the contact angle fluctuates within the hysteresis bounds, i.e., between the advancing and receding contact angles.13 For a sessile droplet on a flat substrate, the actual contact angle usually takes a range of values from the lowest, the receding angle, to the highest, the advancing angle. Substrate vibration can change the force balance between the interfacial tensions and provide the energy required to move the contact line. When excited by vibration, droplets may also spread as a result of a change in the energy balance defining the location of the contact line. When vibration is imposed, droplets spread to a maximum radius for the given excitation. Once dynamic forces, in this case imposed vibration, are removed, the spread droplet may remain stable or retract. If the droplet remains stable after excitation ceases, this indicates that the resulting contact angle after spreading is still above the receding angle, and hence the spread droplet is stable. On the other hand, if once the vibration has ceased, much of the fluid retracts, forming a uniform circular area or a random shape (depending on the local surface roughness), this retraction indicates that the contact angle reached as a result of vibration had exceeded the receding contact angle at equilibrium (no vibration); hence, the spread droplet is no longer stable, once vibration has stopped.15 The enhanced droplet spreading, as a result of vibration, therefore facilitates merging of neighboring droplets and thus may lead to the formation of a thin liquid film, which may not be achieved without vibration. Once a liquid film has formed, the droplet contact line no longer exists and the force balance is altered. Therefore, although the dynamic forces, such as vibration, are removed, the thin liquid film may remain stable, if there is no source of instability that would cause dewetting, such as surface contamination or instability due to spinodal dewetting. Then, rapid drying of the formed thin liquid film warrants the formation of a defect-free thin solid film, desired for many practical applications, such as thin-film solar cells.
Following the aforementioned theoretical background and the existence of practical applications, such as ink-jet printing on a moving substrate or spray painting on a moving conveyer, various works have been performed to study the effects of substrate movement or vibration on spray and jet interaction with the substrate, for example, references 17–21. The applications of substrate vibration in flow manipulation and mixing in microfluidic devices22,23 have been reported as well. If the vibration frequency and energy are high, instead of enhanced surface wetting, vibration may lead to the development of strong waves leading to surface dewetting. This effect has been used in surface patterning using dewetting of polymer solutions on a substrate.24 In most of the above-mentioned examples, the wetting problem is usually studied from a fluid mechanics perspective, and the film formation and the coating process have not been considered.
Inspired by the forgoing works and the potential for using imposed substrate vibration for the formation of uniform thin films, we recently investigated the effect of imposing ultrasonic vibration on rough paper substrates subjected to spray coating of a food dye solution.25 A considerable improvement in coverage, integrity, and uniformity of the films was observed when a vibrating substrate was employed. Substrate vibration simply improves spreading and coalescence of the impinging droplets, before being completely dried; impingement of droplets onto an ultrasonically vibrating surface could also result in further droplet breakup into several smaller droplets due to the ultrasonic atomization effect. In the no-vibration case, the dye film was composed of discrete but aggregated grains and crystallites, while with vibration the film had a uniform surface. That work was qualitative but proved the effectiveness of the imposed vibration on improving the film uniformity.
In this work, a systematic study is performed on a widely explored and used solar cell material, i.e., PEDOT:PSS or poly(3,4-ethylenedioxythiophene):poly(styrenesulfonic acid), using the so-called substrate vibration-assisted spray coating (SVASC) technique. SVASC combines the idea of imposed substrate vibration with spray coating. In this study, the substrate is ultrasonically vibrated, while lower frequencies may have a similar effect as well. The PEDOT:PSS film, if processed under the right coating conditions, and if the two components, namely PEDOT (conductive) and PSS (which is added to improve dispersion of PEDOT in the solution), are properly mixed, can be transparent and conductive and, therefore, suitable as an electrode in thin-film solar cells, such as polymer and perovskite solar cells. Also, due to its crystallographic structure, PEDOT:PSS is a hole-transfer material and therefore is typically used as a buffer layer in polymer and perovskite solar cells.26,27
Experimental
Materials and methods
Pristine PEDOT:PSS aqueous solution (Sigma-Aldrich, USA) used here consisted of 1.3 wt% of commercial PEDOT:PSS (0.5% PEDOT: 0.8% PSS) with the solution electrical conductivity of 1 S/cm. The molecular weight of PEDOT:PSS was determined to be 65230 g/mol.26 Two different solution concentrations were used: 0.013 g/mL (as-received pristine solution) and 0.0065 g/mL. Spray pyrolysis/coating equipment (Holmarc Opto-Mechatronics Pvt. Ltd., Model HO-TH-04, India) was used to prepare PEDOT:PSS thin films. The experimental set-up consisted of a solution dispersion container with 50 mL internal volume, a compressor to provide the carrier air flow, a hot plate to regulate the substrate temperature, and spray nozzles or atomizers. The apparatus may work using the conventional air-assist nozzle or ultrasonic nozzle, where the latter is more controllable, and therefore was employed in this study. The piezoelectric ceramic of the ultrasonic nozzle vibrates at a frequency of 40 kHz at the power of 5 mW. High-frequency vibration of the piezoelectric ceramic connected to the spray nozzle results in the ultrasonic atomization of the precursor upon emergence from a capillary, where droplets with the average size of 50 µm and a narrow size distribution form. A 2D traveling arm, connected to a stepping motor controller, manages the nozzle tip movement with pre-programmed speed and spraying strategy and the number of back and forth passes. A syringe pump controls the delivery of solution from the dispersion container into the spray nozzle. The pressure of the carrier air is adjusted by a pressure-regulating valve. The substrate is placed on a plate with controllable temperature, mounted on an ultrasonically vibrating transducer. This transducer is different from the ultrasonic transducer used in the spray nozzle for liquid atomization; its purpose is to impose an external force to the substrate to improve the coating process. An ultrasonic signal generator (Dukane, IQ series, China) with a power of 10 W at 15 kHz drives this ultrasonic transducer. The effects of substrate temperature, solution concentration, and the number of spray passes on the film quality were studied. Various combinations of operating conditions were tested in order to find the optimal set-point of other variables as follows: The nozzle tip-to-substrate distance was kept constant at 80 mm, the lateral nozzle velocity was set at 100 mm/s, and the flow rate of the precursor solution was set at 10 mL/min. In order to observe the effect of substrate vibration on the film morphology, all experimental runs were repeated with stationary substrates as well. Table 1 summarizes the operating conditions and thickness and roughness of the prepared thin films, for the cases with and without substrate vibration.
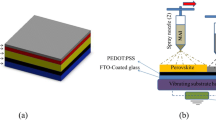
The substrates (glass, 25 mm × 25 mm) were cleaned by detergent, isopropyl alcohol, and deionized water, in an ultrasonic bath (model XUBA3, Grant Instruments, UK) for 15 min, dried in a vacuum furnace (model DZF-6020, Jiangsu Zhengji Instruments Co., Ltd., China,), and placed in an ultraviolet cleaner (model 144-AX, Delight Co. Ltd., China) for 15 min, before being subjected to the spraying process. The as-sprayed films were dried either at room temperature in a sealed glass container or in a furnace with a constant temperature of 125°C. Figure 1 presents the schematic of the experimental set-up, utilized for the fabrication of spray-on PEDOT:PSS films on a vibrating substrate.

Schematic illustration of the experimental set-up used for the fabrication of PEDOT:PSS films using the substrate vibration-assisted spray coating (SVASC) technique; (1) ultrasonic spray nozzle tip, (2) 2D traveling arm, (3) solution inlet, (4) holder plate with controlled temperature, (5) substrate, (6) ultrasonic vibration transducer, and (7) ultrasonic power supplier. The double arrows beside the plate show the direction of imposed vibration, which is lateral
Analysis and characterization
Several advanced tools were utilized to characterize spray-on PEDOT:PSS thin films. Surface profiles and 3D topography images and thicknesses of the thin films were obtained by a nano-scale resolution confocal laser scanning microscopy (CLSM, model LMS700, Zeiss, Germany). The optical mode of this microscope was employed to observe the surface patterns and structure of thin films in a large field of view and also to observe the fingerprint of impinged and dried scattered droplets on the film. The surface integrity and roughness were evaluated by an atomic force microscope (AFM, model Dimension 3100, Veeco Instruments Inc., USA), in the tapping mode and using the height images. Roughness values were reported as the root of mean squares. AFM phase images were also used to study the distribution of PEDOT and PSS phases in the PEDOT:PSS films. Electrical conductivities of the prepared thin films were measured via the 4-point probe measurement technique (Ecopia, model HSM-5000, Bridge Technology, USA). Probes were positioned along an 8-mm-long line in equal distances, under an optical microscope. Measurements were taken in the form of current vs the applied external voltage (Vmax = 5 V). A sample is considered to be conductive if current varies systematically versus the applied voltage. Physical properties of PEDOT:PSS solution, such as surface tension, viscosity, and molecular weight, were measured and reported in our previous work.26
Results and discussion
In spray coating, the film forms as a result of impact, spreading, and coalescence of micro-meter-sized droplets. Therefore, the film characteristics may be studied locally using AFM, which provides close-up images of a small area, typically much smaller than the size of an impinged droplet, or using large-view optical images with lower magnification, in an attempt to study the coating characteristics globally. Here, we will take advantage of both techniques. Figure 2 shows the AFM close-up height images, showing the effect of vibration on the surface structure and topography of spray-on PEDOT:PSS films. Two thin films are made at each run, under the same processing conditions, but one without substrate vibration (stationary substrate) and the other with imposed substrate vibration. Figure 2 also shows the effect of substrate temperature and initial solution concentration on the film topography. In our previous work,26 we have discussed the effect of temperature and concentration on the morphology of the spray-on and spun-on PEDOT:PSS films made under no-vibration conditions. For instance, at high substrate temperature, the spray-on films are wavy and lamella-like, indicating that, on the top, the film is PSS-rich (because PSS is hydrophilic), while at the lower temperature, the grains of PEDOT:PSS (PSS shell on PEDOT core) are seen on the surface. Here, we focus more on the effect of vibration on the film morphology. Comparison of the images on the left column (with vibration) and right column (no vibration) reveals that the imposed vibration results in the formation of a smoother film with finer grains. From Table 1, it is found that the surface roughness significantly decreases when the substrate is ultrasonically vibrated. The extent of a decrease in film roughness, as a result of vibration, depends on other processing conditions, and in some cases it is more than 50%. The film thickness also significantly decreases when the substrate is vibrated. This implies that, as a result of the substrate vibration, the wetted area increases, given that the substrate is unbounded and the liquid can spread, covering a larger area. Figure 3 clearly shows the effect of vibration on the surface profile and roughness of spray-on PEDOT:PSS films made at Run 10 (T = 125°C, C 0 = 0.0065 g/mL, and number of spray passes = 1). These roughness profiles were obtained using AFM along a 10-µm line. In both cases, an integrated thin film has formed with no pin-holes, although in the no-vibration case, deep valleys are observed, making the film susceptible to rupture and consequently causing a decrease in the solar cell device shunt resistance, which is detrimental to the device performance. At the no-vibration condition, wide peaks and valleys are observed, whereas when vibration is imposed, the shaking effect has filled the valleys to a large extent, resulting in a more uniform film. From a fundamental point of view, the phenomenon observed here seems to be different from the spreading and moving of single sessile droplets on a vibrating substrate, in that, in this case a film has already formed, there is no contact line, and the vibration has a mixing and stirring effect. This is a quite effective strategy for film and coating formation, since when the vibration has ceased, the modified film will remain intact, provided that surface defects and similar unfavorable destabilizing effects are absent.

AFM close-up height images showing the effect of vibration on surface structure and topography of spray-on PEDOT:PSS films. The left column shows the images of the films made on vibrating substrates, while the right column shows the films made on stationary substrates, with other process conditions kept identical. (a) Run 7, (b) Run 5, and (c) Run 10. The nozzle tip moves at a constant speed in both cases

Effect of vibration on the roughness of spray-on PEDOT:PSS films; (a) prepared at Run 10 (T = 125°C, C 0 = 0.0065 g/mL, and number of spray passes = 1) and (b) prepared at the same conditions as Run 10, while the substrate is kept at the stationary mode. Surface profiles were obtained by AFM along a 10-µm line
To gain insight into the overall quality and integrity of the film in a larger field of view (500 µm × 800 µm), which can capture possible boundaries between impinged droplets, 3D optical images of some representative spray-on PEDOT:PSS thin films, fabricated using single and four-spray passes, are shown in Figs. 4 and 5, respectively. The topography of the films shown in these large-view images is similar to that of the AFM close-up images, confirming that the spray-on films are integrated and uniform, i.e., the impinging droplets have merged upon impact, forming a continuous thin liquid film. These figures show that the effect of substrate vibration is to improve the film uniformity, through damping or elimination of large amplitude surface waves, wrinkles, sharp peaks, and pin-holes. It is speculated that nonultrasonic vibrations with moderately high frequencies and low amplitudes would have a similar smoothing effect on the film.

Large field-of-view (500 µm × 800 µm) optical images of spray-on PEDOT:PSS thin films, fabricated using a single-spray-pass strategy on vibrating substrates (left column), and their counterparts made on stationary substrates (right column). (a) Run 1 and (b) Run 5. Substrate temperature: T = 25°C

Large field-of-view (500 µm × 800 µm) optical images of spray-on PEDOT:PSS thin films, based on a four-spray-pass coating strategy on vibrating substrates (left column), and their counterparts formed on stationary substrates (right column). (a) Run 12 and (b) Run 11. The initial solution concentration for both cases is C 0 = 0.0130 g/Ml
Having the knowledge of the nano-structure of PEDOT:PSS thin films is crucial for understanding the influence of processing parameters on the electrical conductivity of such films. PEDOT is the conductive component, while PSS is used to improve the dispersion of PEDOT in the solution; PEDOT:PSS grains have a PEDOT core coated with PSS, and the PEDOT:PSS grains are distributed in a matrix of PSS.26 Therefore, anything that could improve the uniform distribution of PEDOT:PSS grains within the film and hamper the occurrence of discontinuities between such grains could potentially lead to an increase in the film’s electrical conductivity. Thus, uniformity and smoothness of the film surface, as well as uniform distribution of PEDOT:PSS grain within the entire matrix of the film, contribute to its conductivity. In line with this discussion, it has been shown that a spraying strategy comprising multiple passes results in a decrease in surface roughness of PEDOT:PSS film, and therefore its conductivity increases.26 Comparison of the images of Fig. 4 (single pass) with those of Fig. 5 (four passes) reveals that, as far as the surface uniformity is concerned, the application of surface vibration, in fact, lifts the need for using excessive multiple passes, because the samples of Fig. 4 made under substrate vibration using a single pass are highly uniform. However, for further improved functionality of the film, for instance, better electrical conductivity of PEDOT:PSS, applying a few additional spray passes is advantageous.26
In Fig. 6, the film lateral electrical conductivity values are shown on AFM phase images, where single- and double-spraying strategies using vibrating and stationary substrates were applied. It is noted that imposing vibration results in a decrease in the film thickness and a change in the I–V curve and resistance (not resistivity) of the measured area. However, since the electrical conductivity is an inherent property of the material (a composite material in this case), it is not affected by a change in the film thickness (assuming that the nano-structure and surface roughness remain the same), as far as the film thickness is adequately smaller than the measurement length in the four-probe test. The AFM phase images in Fig. 6 show the two components, i.e., PEDOT:PSS grains and PSS matrix, with a color contrast. Therefore, the level of mixing of the two components of the film can be inferred from the phase images. Fabrication of the film on a stationary substrate using a single spray pass (T = 25°C and C 0 = 0.0130 g/mL) results in poor distribution of PEDOT:PSS grains and therefore an electrically discontinuous and nonconductive film (Fig. 6b), whereas imposing ultrasonic vibration enhances mixing, uniformity, and therefore conductivity (Fig. 6a). A double-pass-spraying strategy at a higher substrate temperature (T = 125°C, C 0 = 0.0130 g/mL) results in a smoother film, better mixing, and, therefore, improved conductivity (Figs. 6c and 6d). When the substrate is stationary (Fig. 6d), a PSS-rich layer covers up the PEDOT:PSS grains, although the film is still conductive. The imposed vibration enhances PEDOT:PSS grain distribution, resulting in a four-time increase in the film’s electrical conductivity. This conductivity using imposed vibration is comparable with those obtained using time-consuming solvent and heat treatment methods,28 but smaller than the state-of-the-art conductivity values of PEDOT:PSS films made by lab-scale methods and using post-treatments and structural change of PEDOT:PSS by doping with conductive components, such as nano-fibers.29,30 It is expected that employing the high-conductivity-grade PEDOT:PSS solution, combined with imposed vibration on the substrate, would result in highly conductive solution-processed spray-on PEDOT:PSS films suitable for stand-alone solar cell electrodes.

Conductivity values shown on AFM phase images of spray-on PEDOT:PSS thin films fabricated on vibrating (left column) and stationary (right column) substrates: (a) vibrating substrate under conditions of Run 5 (T = 25°C, C 0 = 0.0130 g/mL, and number of spray passes = 1); (b) stationary substrate under conditions of Run 5; (c) vibrating substrate under conditions of Run 8 (T = 125°C, C 0 = 0.0130 g/mL, and number of spray passes = 2); and (d) stationary substrate under conditions of Run 8
Conclusions
PEDOT:PSS thin films were fabricated using a new version of spray coating introduced here, called the SVASC, as a viable scalable fabrication method. The effects of substrate temperature, solution concentration, number of spray passes, and imposing ultrasonic vibration on the substrate on the film morphology and electrical conductivity were studied. Substrate vibration had previously been shown to improve droplet spreading, but here for the first time we systematically studied the effect of vibration on the coating process of a solar cell material. The major conclusions are as follows: The effect of ultrasonic substrate vibration, used in this work, was found to be quite positive on spray-on films and coatings, resulting in a much smoother surface. High-frequency ultrasonic substrate vibration, with reasonable power, agitates the thin liquid film without breaking it off, resulting in well-mixed PEDOT:PSS grains within the film. Vibration also fills the valleys formed in the films, eliminating the wavy structure of the surface. This uniform distribution of PEDOT:PSS grains results in enhanced electrical conductivity. PEDOT is the conductive component of PEDOT:PSS, and the film is only conductive if PEDOT:PSS grains are well distributed within the matrix. It was also found that an increase in the number of spray passes results in a higher electrical conductivity.
From a theoretical point of view, it was found that the effect of vibration on a thin liquid film is different from the same effect on a vibrating sessile droplet. The thin liquid films formed by spray coating under the conditions of this work were continuous, and therefore the interfacial tensions were associated with liquid–solid and liquid–gas phases only, whereas in a sessile droplet, a force balance exists between the interfacial tension among all three solid, liquid, and gas phases. Therefore, in surface coating, if the power and frequency of vibration are suitable and well tuned, the thin liquid film will be finely stirred, improving the film uniformity. In the case of a high-power-imposed vibration, surface vibration may result in dewetting.
References
Eslamian, M, “A Mathematical Model for the Design and Fabrication of Polymer Solar Cells by Spray Coating.” Dry. Technol., 31 405–413 (2013)
Ikegawa, M, Azuma, H, “Droplet Behaviors on Substrates in Thin Film Formation Using Ink-Jet Printing.” JSME Int. J. Ser. B, 47 490–496 (2004)
Yule, AJ, Al-Suleimani, Y, “On Droplet Formation from Capillary Waves on a Vibrating Surface.” Proc. R. Soc. Lond. A, 456 1069–1085 (2000)
Eslamian, M, “Spray-On Thin Film PV Solar Cells: Advances, Potentials and Challenges.” Coatings, 4 60–84 (2014)
Zhao, YP, Wang, Y, “Fundamentals and Applications of Electrowetting: A Critical Review.” Rev. Adhes. Adhes., 1 114–174 (2013)
Vukasinovic, B, Smith, MK, Glezer, A, “Mechanisms of Free-Surface Breakup in Vibration-Induced Liquid Atomization.” Phys. Fluids, 19 012104 (2007)
Noblin, X, Kofman, R, Celestini, F, “Ratchet-Like Motion of a Shaken Drop.” Phys. Rev. Lett., 102 194504 (2009)
Daniel, S, Chaudhury, MK, “Rectified Motion of Liquid Drops on Gradient Surfaces Induced by Vibration.” Langmuir, 18 3404–3407 (2002)
Mettu, S, Chaudhury, MK, “Motion of Drops on Surface Induced by Thermal Gradient and Vibration.” Langmuir, 24 10833–10837 (2008)
Lei, W, Jia, Z, He, JC, Cai, TM, “Dynamic Properties of Vibrated Drops on a Superhydrophobic Patterned Surface.” Appl. Thermal Eng., 62 507–512 (2014)
Noblin, X, Buguin, A, Brochard-Wyart, F, “Vibrated Sessile Drops: Transition Between Pinned and Mobile Contact Line Oscillations.” Eur. Phys. J. E, 14 395–404 (2004)
Dong, L, Chaudhury, A, Chaudhury, MK, “Lateral Vibration of a Water Drop and its Motion on a Vibrating Surface.” Eur. Phys. J. E., 21 231–242 (2006)
Whitehill, JD, Neild, A, Stokes, MH, “Forced Spreading Behavior of Droplets Undergoing Low Frequency Vibration.” Colloids Surf. A, 393 144–152 (2012)
Whitehill, J, Neild, A, Ng, TW, Martyn, S, Chong, J, “Droplet Spreading Using Low Frequency Vibration.” Appl. Phys. Lett., 98 133503 (2011)
Whitehill, J, Martyn, S, Neild, A, Ng, TW, “Droplet Behavior Under High Intensity Acoustic Vibration”, Proceedings of 20th International Congress on Acoustics, ICA, Sydney, Australia, August 2010
Brunet, P, Eggers, J, Deegan, RD, “Motion of a Drop Driven by Substrate Vibrations.” Eur. Phys. J. Spec. Top., 166 11–14 (2009)
Fathi, S, Dickens, PM, Hague, RJM, Khodabakhshi, K, Gilbert, M, “Analysis of Droplet Train/Moving Substrate Interactions in Ink-Jetting Processes.” In: Bourell, DL, Crawford, RH, Seepersad, CC, Beaman, JJ, Marcus, H, (eds.) Solid Freeform Fabrication Proceedings, University of Texas at Austin, 230 (2008).
Fathi, S, Dickens, PM, Fouchal, F, “Regimes of Droplet Train Impact on a Moving Surface in an Additive Manufacturing Process.” J. Mater. Process. Technol., 210 550–559 (2010)
Fang, TH, Chang, WJ, Lin, SL, “Effects of Temperature and Velocity of Droplet Ejection Process of Simulated Nanojets onto a Moving Plate’s Surface.” Appl. Surf. Sci., 253 1649–1654 (2006)
Keshavarz, B, Green, SI, Davy, MH, Eadie, DT, “Newtonian Liquid Jet Impaction on a High-Speed Moving Surface.” Int. J. Heat Fluid Flow, 32 1216–1225 (2011)
Dressler, DM, Li, L, Green, SI, Davy, MH, Eadie, DT, “Newtonian and NonNewtonian Spray Interaction with a High Speed Moving Surface.” Atomization Sprays, 19 19–39 (2009)
Oberti, S, Neild, A, Ng, TW, “Microfluidic Mixing under Low Frequency Vibration.” Lab on a Chip, 9 1435–1438 (2009)
Daniel, S, Chaudhury, MK, de Gennes, PG, “Vibration-Actuated Drop Motion on Surfaces for Batch Microfluidic Processes.” Langmuir, 21 4240–4248 (2005)
Alvarez, M, Friend, JR, Yeo, LY, “Surface Vibration Induced Spatial Ordering of Periodic Polymer Patterns on a Substrate.” Langmuir, 24 10629–10632 (2008)
Zabihi, F, Eslamian, M, “Characteristics of Thin Films Fabricated by Spray Coating on Rough and Permeable Paper Substrates.” J. Coat. Technol. Res., (2015). doi:10.1007/s11998-015-9656-5
Zabihi, F, Xie, Y, Gao, S, Eslamian, M, “Morphology, Conductivity and Wetting Characteristics of PEDOT:PSS Thin Films Deposited by Spin and Spray Coating.” Appl. Surf. Sci., 338 163–177 (2015)
Wengeler, L, Peters, K, Schmitt, M, Wenz, T, Scharfer, P, Schabel, W, “Fluid-Dynamic Properties and Wetting Behavior of Coating Inks For Roll-to-Roll Production of Polymer-Based Solar Cells.” J. Coat. Technol. Res., 11 65–73 (2014)
Kim, KJ, Kim, YS, Kang, WS, Kang, BH, Yeom, SH, Kim, DE, Kim, JH, Kang, SW, “Inspection of Substrate-Heated Modified PEDOT:PSS Morphology for All Spray Deposited Organic Photovoltaics.” Sol. Energy Mater. Sol. Cells, 94 1303–1306 (2010)
Kim, YH, Sachse, C, Machala, ML, May, C, Müller-Meskamp, L, Leo, K, “Highly Conductive PEDOT:PSS Electrode with Optimized Solvent and Thermal Post-Treatment for ITO-Free Organic Solar Cells.” Adv. Funct. Mater., 21 1076–1081 (2011)
Kim, N, Kee, S, Lee, SH, Lee, BH, Kahng, YH, Jo, YR, Kim, BJ, Lee, K, “Transparent Electrodes: Highly Conductive PEDOT:PSS Nanofibrils Induced by Solution-Processed Crystallization.” Adv. Mater., 26 2109 (2014)
Acknowledgments
The authors are grateful to Yaping Dan and coworkers from the University of Michigan-Shanghai Jiao Tong University Joint Institute for providing the conductivity analysis test instrument.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zabihi, F., Eslamian, M. Substrate vibration-assisted spray coating (SVASC): significant improvement in nano-structure, uniformity, and conductivity of PEDOT:PSS thin films for organic solar cells. J Coat Technol Res 12, 711–719 (2015). https://doi.org/10.1007/s11998-015-9682-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-015-9682-3