
Abstract
MoS2 coatings are well-known for their solid lubricant properties and used as self-lubricants in vacuum and inert gas environments, and such coatings are not used in atmospheric conditions because of their deteriorating tribology. The tribological performance of MoS2 solid lubricant coatings in the different atmospheres has been improved by the codeposition of a small amount of another metal. In this study, the tribological behavior of MoS2/Nb coatings was investigated in ambient air at temperatures up to 500°C by using high-temperature pin-on-disc tribo testers and alumina balls as counterfaces. MoS2/Nb coatings were deposited on silicon wafers and AISI 52100 steel substrate by closed-field unbalanced magnetron sputtering. The structural analyses of the coatings were performed using X-ray diffraction and scanning electron microscopy techniques. The hardness was measured using a microhardness tester.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
MoS2 solid lubricant coatings are well-established in industrial communities. Sputtering techniques are now most widely used for the deposition of MoS2 coatings.1 However, the resistance of MoS2 coatings against humidity is inadequate and the tribological properties of MoS2 coatings are degraded in humid conditions, resulting in an increase of the friction coefficient and a decrease in its working lifetime. Furthermore, MoS2 coatings are easily oxidized at high temperatures.2–6 Therefore, considerable efforts have been made to improve the tribological properties of sputtered MoS2 coatings in humid environments. Researchers have indicated that the addition of metals has improved the wear resistance of MoS2. Many metals were studied, such as Ni, Pb, Ta, Au, Ce, Cr, and especially Ti.7–11 Recently, MoS2–Ti coatings have provided excellent industrial results for a wide range of cutting and forming applications.
The studies of MoS2/metal composite coatings have generally concentrated on the content of the metals selected, their structural characterization, and their tribological behavior at room temperature in atmospheric conditions. However, there are few studies on the tribological behavior of MoS2/metal composite coatings at high temperatures in the literature. As is known, MoS2/metal composite coatings, which are used as solid lubricant in cutting tools, are subjected to high temperatures during machining. At these temperatures, the tribological properties of the coating are negatively affected,12 which limits the use and performance of coatings for cutting tools.
To improve the tribological performance of MoS2 coatings in atmospheric conditions, Nb was added to MoS2 in this study as a different additive metal than mentioned previously. To our knowledge, there are few studies on MoS2 composite coatings with the addition of Nb in the literature.13 Therefore, MoS2/Nb composite coatings were deposited with the pulsed-dc magnetron sputtering technique in a closed-field unbalanced magnetron sputtering (CFUBMS) ring. The tribological performances of the coatings were evaluated at both room and high temperature.
Experimental details
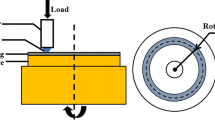
MoS2/Nb composite coatings were deposited on AISI 52100 polished steel (R a ≤ 0.12 μm) using CFUBMS using the pulsed-dc technique. The experimental parameters are given in Table 1. Before deposition, the samples were sputter-cleaned with an advanced energy (AE) DC magnetron driver at 900 V. MoS2/Nb composite coatings using the CFUBMS system presented schematically in Fig. 1 were deposited by rotating these substrates between three MoS2 targets and one niobium target in an argon atmosphere. MoS2/Nb coatings were deposited with a niobium interlayer, followed by sputtering from three MoS2 targets and one niobium target simultaneously. The DC power supply (AE) was run in the constant current mode and another model of pulsed supply (AE-Pinnacle plus + 5 kW) was used for comparison. Unipolar pulsed-dc power at substrate was used in this work, in which the line form of the unipolar pulses used is shown schematically in Fig. 2, and where the substrate voltage is pulsed between the normal operation voltage and the ground. The pulse parameters were fixed for all runs.

Teer coating CFUBMS

Schematic diagram of the substrate voltage waveform for a pulsed-dc power in unipolar pulse mode
To investigate the phase transformations of MoS2/Nb composite coatings as a function of temperature, in situ X-ray characterizations using high-temperature attachment were performed on an Rigaku 2200D/Max diffractometer with a Cu Kα (λ = 1.5404) radiation source. In situ X-ray diffraction (XRD) studies were carried out at room temperature and at the temperatures of 100, 300, and 500°C in a vacuum with a chamber pressure of 10−2 Pa. The heating duration time at each annealing temperature was 20 min, and the ramp rate was 20°C/min.
The microstructure of MoS2/Nb composite coatings, the wear tracks, and the surface of the counterface after the wear tests were analyzed by means of a JEOL-6400 scanning electron microscopy (SEM), and the composition of coatings was determined by energy dispersive spectrometry (EDS). The high-temperature tribological behavior of MoS2/Nb composite coatings was examined using a pin-on-disc test device (CSM high-temperature tribo-tester). All the experiments were conducted with an Al2O3 ball with a 6 mm diameter in sliding contact. The tests were carried out with a load of 5 N at the linear speed of 30 mm/s, and in dry sliding condition at room temperature, and at the temperatures of 100, 300, and 500°C in atmospheric conditions. Surface profiles of the wear tracks on the MoS2/Nb composite coatings were measured by a Mitutoyo surface profilometer. The wear volume was calculated using the profiles obtained from the wear track cross section, and thus the wear rate was attained using the K = V/(w · s) equation, where K is the value of the wear rate, V is the worn volume, w is the normal load, and s is the distance moved.
Results and discussion
SEM micrographs of the MoS2/Nb composite solid lubricant coatings deposited using pulsed-dc magnetron sputtering technique are given in Fig. 3. The thickness of the coating was about 3 μm, depending on the process time and parameters of the coating. Since pulsed biasing of the substrate during deposition increased the grade of ionization and ion-to-neutral ratio, the composite coatings grow as dense, compact, noncolumnar structures and featureless coating surfaces as shown in Figs. 3a and 3b. The microhardness of the coating was measured as 800 HV.

SEM image showing (a) the cross section, and (b) the coating surface of the MoS2/Nb composite solid lubricant coating
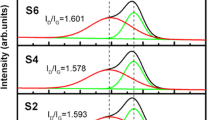
The composition of MoS2/Nb coatings was determined by EDS. The results of EDS analysis are given in Fig. 4. When the quantitative values of MoS2/Nb coatings were evaluated, the stoichiometry ratios N S/N Mo of the number of sulfur atoms to the number of molybdenum atoms was about 1.64. This ratio shows that the coating was deposited with a composition close to MoS2 stoichiometry.14

EDS analysis from the surface of coatings
To better understand the results of the tribological tests to be carried out at higher temperatures, in situ XRD studies were performed at room temperature and the temperatures of 100, 300, and 500°C. The XRD patterns obtained from these studies are illustrated in Fig. 5. The patterns obtained at room temperature included the basal plane (002) and (001) and the (101) edge planes of the hexagonal crystal structure. The XRD examinations at room temperature indicated that randomly oriented coatings were deposited on the substrate. The reflection at about 2θ = 13° showed the basal plane (002) that was parallel to the substrate. Fleischauer15 indicated that this plane provides a low-friction coefficient among sliding surfaces to each other. However, the broad reflection peaked at about 2θ = 33°, which corresponded to the (001) and to (101) reflections at about 2θ = 37°, was observed in MoS2/Nb coatings for room temperature. In addition, a relatively broad Nb1−x S peak was observed in the XRD examination at room temperature. On the other hand, there were not any Nb peaks in the XRD patterns. This condition is similar for MoS2 with Ti added as indicated in the literature,6 where Nb replaces molybdenum in the MoS2 matrix and/or becomes a interstitial solid solution of Nb in the direction of the lattice parameter of MoS2.

In situ XRD patterns at different temperatures of the MoS2/Nb composite solid lubricant coatings
In in situ XRD studies at 100, 300, and 500°C, it was detected that the peaks obtained at room temperature changed, and new peaks formed. The basal plane (002) at these temperatures shifted to smaller angles, and the (001) peak reduced. However, there was not a significant change for the (101) peak. On the other hand, some significant changes were observed for the X-ray pattern at 500°C as the peaks of Nb1−x S crystals reflected at about 2θ = 27° and 2θ = 53°. This caused the formation of a new phase by combining sulfur atoms diffused depending on the temperature of Nb atoms.
The graphic showing the relationship between the friction coefficient and lap at room temperature and different temperatures is given in Fig. 6 for MoS2/Nb composite coatings. From the studies of the pin-on-disc tribo test carried out to determine the tribological behavior of the coatings at high temperature, it was observed that the friction coefficient significantly changed depending on the temperature. It was also determined that while a very stable friction coefficient was measured at about μ = 0.072 from the wear tests performed at room temperature, an unstable friction coefficient was observed from the tests carried out at 300°C. This unstable friction coefficient changed between 0.035 and 0.061. The reason for this unstable behavior of the friction coefficient was associated with the formation of MoO x by rapid oxidation of the MoS2 (001) plane, which is sensitive to oxidation with an increase in temperature. Furthermore, the formation of the Nb1−x S phase, which has a lower solid lubricant property compared with that of MoS2 16,17 caused unstable wear. It was observed from the high-temperature tribological test performed at 500°C that the coating showed a rather insufficient tribological behavior. The friction coefficient at this temperature, which was measured as 0.19 at the beginning depending on the hertzian contact, gradually increased up to about 1000 laps. In this interval, it was observed that the friction coefficient of the coating increased from 0.067 to 0.14. The coating was completely detached from the substrate after about 1000 laps. On the other hand, the most stable and lowest friction coefficient was determined in this study from the tribo test performed at 100°C. The mean friction coefficient at this temperature was μ = 0.014. This low friction coefficient might be attributed to the nonexistence of a Nb1−x S phase at this temperature. From the observation of in situ XRD patterns (although Nb1−x S phases formed at 300°C and intensively at 500°C), sulfur did not diffuse into the coating at 100°C, and thus the Nb1−x S phase did not form. Depending on this, the fact that the Nb1−x S phase did not form at this temperature resulted in a stable and low friction coefficient.

Changes in the friction coefficients at high temperatures of the MoS2/Nb composite solid lubricant coatings as a function of lap
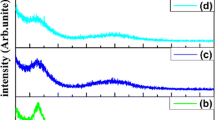
The stable and unstable behavior of the friction coefficients were also supported by the wear track images and ball surfaces. The wear track images and ball contact area images at different temperatures are given in Figs. 7 and 8, respectively. It was observed that the wear tracks at room temperature and at 100°C were quite smooth and without any debris. Very few fine abrasive particles were determined along the tracks (Figs. 7a and 7b). Additionally, while a thin and uniform film was observed on the Al2O3 ball after the pin-on-disk tribo test at room temperature, no transfer film was detected at 100°C (Fig. 8). On the other hand, the wear tracks broadened at 300 and 500°C as seen in Figs. 7c and 7d. Dense debris was detected in the tracks for 300°C, which resulted in the increase of the friction coefficient (Fig. 7c). A quite dense and nonuniform transfer film on Al2O3 balls was observed at this temperature (Fig. 8b). For 500°C, intensive abrasive particulars along the wear tracks and dense debris in the tracks were observed, and the coating detached from the substrate (Fig. 7d). Furthermore, from the ball image in Fig. 8c given for this temperature, a transfer film that was made of randomly dispersed coarse grains and not adhered to the surface was determined. Those grains, which increased the abrasive effect between the coating and ball, caused detachment of the coating from the surface in a short time, and rapid increase of the friction coefficient. On the other hand, depending on the test temperature, different values were obtained for the wear rates. A sample wear-track profile and the wear rates at different temperatures are presented in Fig. 9 as a graphic. The changes in the wear rates were also seen by the values of the friction coefficients, wear track images, and ball images. The lowest wear rate at the end of 5000 laps was determined for the tests performed at 100°C. The wear rate also increased for room temperature and 300°C. On the other hand, in the tests performed at 500°C, the coating detached from the substrate after 1000 laps, and thus the wear rate of the coating could not be calculated since the ball wore out the substrate until about 2000 laps.

SEM images of the wear tracks on the MoS2/Nb coatings: (a) room temperature; (b) 100°C; (c) 300°C; and (d) 500°C

SEM images from the contacting area on the ball for (a) room temperature, (b) 300°C, and (c) 500°C

The wear rates of the MoS2/Nb composite solid lubricant coatings and a sample wear track profile
In addition, a comparison between this study and pure MoS2 is given in Table 2. The results from the wear test at high temperatures for pure MoS2, which was carried out by Kubart et al.,18 shows that both the friction coefficient and wear rate at the temperature of 100°C are lower compared to that of the room temperature. Then, they increase with the increase of the temperature. Although a similar behavior has been observed in our study, a much lower friction coefficient and wear rate for Nb-doped MoS2 were determined compared to that of pure MoS2.
Conclusions
The high-temperature tribological behavior of MoS2/Nb solid lubricant coatings was studied to optimize the limited use of MoS2 solid lubricant coatings in atmospheric conditions and higher temperatures, and the results obtained were summarized. Noncolumnar, dense, and compact coatings were obtained as a result of pulsed-dc magnetron sputtering technique.
From in situ XRD studies, the (002) plane of MoS2 to which the low friction coefficient was attributed did not change relative to the increase of the temperature. It was observed, however, that with the increase of the temperature, extra Nb1−x S phases formed from the combination of sulfur with Nb. This phase that formed at 500°C was crystalline.
Considering the tribological behavior without the failure of the film, the optimum temperature was determined as 100°C from the high temperature tribo tests performed at room and different temperatures. The friction coefficient was measured at about μ = 0.014 at this temperature. At the temperatures of 300 and 500°C, rapid oxidation of the coatings with the temperature and formation of an Nb1−x S phase with a high-friction coefficient compared to MoS2 resulted in the increase of the friction coefficient. The abrasive particulars observed from the wear tracks and Al2O3 ball images at 500°C and nonuniform transfer film increased the friction coefficient. In addition, while the lowest wear rate was determined from the wear test at 100°C, it was determined that this rate increased for the other temperatures.
As a result, it was determined that MoS2/Nb composite solid lubricant coatings present a quite low friction coefficient at 100°C, and are appropriate for industrial applications at this temperature in atmospheric conditions.
References
Teer, DG, Hampshire, J, Fox, V and Bellido-Gonzalez, V (1997) “The tribological properties of MoS2/metal composite coatings deposited by closed field magnetron sputtering.” Surf. Coat. Technol. 9495, 572-577 doi:10.1016/S0257-8972(97)00498-2.
Donet, C, Martin, JM, Mogne, TL and Belin, M (1996) “Super-low friction of MoS2 coatings in various environments.” Tribol. Int., 29, 123-128 doi:10.1016/0301-679X(95)00094-K.
Le Mogne, T, Donnet, C, Martin, JM, Tonck, A and Millard Pinard, N (1994) “Nature of super-lubricating MoS2 physical vapor deposition coatings.” J. Vac. Sci. Technol., A 12, 1998-2004 doi:10.1116/1.578996.
Jayaram, G, Doraiswamy, N, Marks, LD and Hilton, MR (1994) “Ultrahigh vacuum high resolution transmission electron microscopy of sputter-deposited MoS2 thin films.” Surf. Coat. Technol., 68–69, 439-445 doi:10.1016/0257-8972(94)90199-6.
Bellido-Gonzalez, V, Jones, AHS, Hampshire, J, Allen, TJ, Witts, J, Teer, DG, Ma, KJ and, Upton, D (1997) “Tribological behaviour of high performance MoS2 coatings produced by magnetron sputtering.” Surf. Coat. Technol., 97, 687-693 doi:10.1016/S0257-8972(97)00546-X.
Renevier, NM, Fox, VC, Teer, DG and Hampshire, J (2000) “Coating characteristics and tribological properties of sputter-deposited MoS2/metal composite coatings deposited by closed field unbalanced magnetron sputter ion plating.” Surf. Coat. Technol., 127, 24-37 doi:10.1016/S0257-8972(00)00538-7.
Lince, J, Hilton, M and Bommannavar, J, “Metal incorporation in sputter-deposited MoS2 films studied by extended x-ray absorption fine structure.” J. Mater. Res., 10-8, 2091-2105 (1995).
Simmonds, MC, Savan, A, Van Swygenhoven, H, Pfluger, E and Mikhailov, S (1998) “Structural, morphological, chemical and tribological investigations of sputter deposited MoSx/metal multilayer coatings.” Surf. Coat. Technol., 108/109, 340-344 doi:10.1016/S0257-8972(98)00567-2.
Hilton, MR, Jayaram, G and Marks, LD (1998) “Microstructure of cosputter-deposited metal- and oxide-MoS2 solid lubricant thin films.” J. Mater. Res., 13, 1022-1032 doi:10.1557/JMR.1998.0143.
Weise, G, Teresiak, A, Bacher, I, Markschlager, P and Kampschulte, G, (1995) “Influence of magnetron sputtering process parameters on wear properties of steel/Cr3Si or Cr/MoSx”. Surf. Coat. Technol., 76/77, 382–392.
Zhai, GJ, Liu, JJ, Zhu, BL, Zhang, XS and Yang, SR (1996) “The role of cerium in the resistance of a MoS2-containing composite brush plating layer to humid atmosphere.” Tribol. Transact. 39, 715-719 doi:10.1080/10402009608983588.
Renevier, N. M., Oosterlingb, H., Konigc, U., Dautzenbergd, H., Kim, B. J., Gepperte, L, Koopmansf, FGM, Leopoldg, J (2003) “Performance and limitations of MoS2yTi composite coated inserts.” Surf. Coat. Technol., 172, 13-23 doi:10.1016/S0257-8972(03)00247-0.
Arslan, E, Baran, Ö, Efeoglu, I, Totik, Y (2007) “Evaluation of adhesion and fatigue of MoS2–Nb solid-lubricant films deposited by pulsed-dc magnetron sputtering.” Surf. Coat. Technol., 202, 2344-2348 doi:10.1016/j.surfcoat.2007.08.043.
Bertoti, I, Mohai, M, Renevier NM and Szilagyi, E (2000) “XPS investigation of ion beam treated MoS2–Ti composite coatings.” Surf. Coat. Technol., 125, 1-3, 173–178.
Fleischauer, PD (1978) “Fundamental aspects of the electronic structure, materials properties and lubrication performance of sputtered MoS2 films.” Thin Solid Film, 154, 309-322 doi:10.1016/0040-6090(87)90375-0.
Clauss, FJ (1972) “Solid Lubricants and Self-lubricating Solids.” Academic Press, New York.
Jarnison, WE (1972) “Structure and Bonding Effects on the Lubrication Properties of Crystalline Solids.” ASLE Trans., 15, 296-305.
Kubart T, Polcar, T, Kopecky, L, Novak, R, Novakova, D (2005) “Temperature dependence of tribological properties of MoS2 and MoSe2 coatings.” Surf. Coat. Technol., 193, 230– 233 doi:10.1016/j.surfcoat.2004.08.146.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Arslan, E., Totik, Y., Bayrak, O. et al. High temperature friction and wear behavior of MoS2/Nb coating in ambient air. J Coat Technol Res 7, 131–137 (2010). https://doi.org/10.1007/s11998-009-9171-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-009-9171-7