
Abstract
Modern organic coatings are complex materials which must be observed and interpreted from the viewpoint of what has become known as Materials Science. Paints, as most of us first learned to name organic coatings, were originally designed and conceived as art forms. Visual artists developed their own applied colorants; part of an artist’s success depended on these skills (consider Leonardo da Vinci). Today, one’s skills as a materials scientist are perhaps the most crucial attributes of the true coatings scientist. Considering pigmented organic coating as random heterogeneous composite materials was the key to my research group’s contributions in improving the understanding of pigment volume concentrations (PVC) and critical PVC effects in coatings. Seeking to develop and improve electrochemical materials characterization techniques for measuring and predicting the corrosion protective properties of coatings has driven our research at North Dakota State University (NDSU) in this area. Analyzing the performance of protective coatings for exterior bronze statues and viewing these coatings from the materials requirements of the art conservator has directed our activities in conservation science. The use of the methods of modern electrochemical materials science has been the key to our development of Mg-rich primers for entirely Cr-free corrosion protection of aircraft alloys. Our work on developing methods to perform material measurements directly on coatings during their field use has directed our recent studies of embedded sensors in coatings. Our work in these areas will be reviewed and current results presented. Forecasts of future developments in these and other areas of coatings science will be presented, extrapolating from present developments in materials science. Incorporating materials concerns, especially the methods and concepts of nanomaterials science, into coatings science will be of paramount importance to future research and development in coatings.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
I wish to thank the Federation of Societies for Coatings Technology and the Mattiello Award Committee for honoring me as the 2007 Mattiello Lecturer. It is an honor that I deeply appreciate, especially in light of the others that have given this lecture in the past. It is an honor that I must share with many others, as I have depended on the help, input, and assistance of coworkers and students for accomplishing all that I have in coatings R&D. Since my very first research activities in industry and academia, I have been a part of strong research teams that provided input from many scientific disciplines, and know that this is the way much of new science is now being done. I wish to acknowledge the encouragement and support of the Department of Coatings & Polymeric Materials (formerly Department of Polymers and Coatings) at North Dakota State University, which has allowed me to accomplish much of what I will discuss in this paper.
I have chosen as the title for my Mattiello Lecture, “The Physical Chemistry of Organic Coatings Revisited—Viewing Coatings as a Materials Scientist,” as an homage to several of the previous Mattiello Lectures, especially those of Maurice Van Loo, Charles Kumins, and Percy Pierce. My emphasis on the quantitative problem solving methods of physical chemistry, and more recently materials science, has led me to examine my recent research efforts in this light. I have always strongly felt that the performance of organic coatings must be interpreted by considering modern scientific and engineering methodologies, and analyzing coatings in this manner led to better designed and improved materials.1 In a recent Science article2 about two of the founders of modern materials science, the author says “... today’s approach to materials science, in which the structure of materials is modified to produce new and improved properties—such as higher strengths or improved electrical and magnetic properties—needed for applications ranging from aircraft engines to information-storage devices.” As my career has moved forward, materials science has become to me a unifying foundation for the study of organic coatings. There are several reasons for this. The first is that materials science has largely subsumed the science of composites of all types, plus metallurgy, applied synthetic inorganic chemistry, and polymer synthetic design. The second is that materials science has driven down to nanoscale dimensions the design and creation of new materials of all types, which includes the study of pigments, adsorbed layers of all types, thin film science in general, and directed polymer syntheses. A third reason is that in this drive to design and control material properties at nanodimensions, materials science has become a point of fusion of the sciences and engineering and has adopted interdisciplinary quantitative techniques for interpreting and predicting materials performance. A final reason for my identification of materials science as a unifying basis for organic coatings science is that materials science as now practiced at the nanoscale level has led to a renaissance in surface and interface science and engineering, which has long been one of the foundations of coatings science. The physical chemistry of surfaces is the area in which I received my doctoral and post-doctoral training, which has made me feel comfortable in adopting the methods of modern materials science in my research. One final comment concerning materials science and research in organic coatings science: our federal research agencies have seen that interdisciplinary research teams and the methods of modern materials science yield significant advances in preparing, characterizing, and modeling materials, and they are using their funding to support research teams that do such studies.
Historical comments
My own research projects are a study in involvement in the physical chemistry and materials science of coatings. In my year at Battelle-Columbus Labs, I worked on my first coatings research in support of the electrochemical characterization of anodic electrodeposition solutions/dispersions. We were examining the AC admittance of such dispersions as they were aged under constant use conditions. I then was hired to work in the Paint Research Department of Sherwin-Williams (SW) in Chicago on projects involving surface and colloid chemistry. During this time, I began my studies of pigment volume concentration effects in organic coating films. I worked on many other projects at SW involving the methods and techniques of materials science, including pigment and polymer particle dispersions, film formation from latex dispersions, foam control in waterborne coatings, and hiding power in matte coatings. I then went to Avery-Decorative Films Div., and worked on transfer films, coating of plastics, specialty pigment manufacture and control, and high-speed coating processes.
In December of 1989, I joined the faculty of the Department of Polymers and Coatings at NDSU, helping to team-teach Coatings Science, develop and teach a course on the Physical Chemistry of Coatings, and initiate a research program involving the physical and surface chemistry of coatings. My first research projects and publications at NDSU were on flow effects in coatings application, film thickness fluctuation effects on opacity and color in coatings, analysis of foam stabilization in waterborne coating solutions by foam-fractionation methods, and adsorption on TiO2 pigments in aqueous suspension. None of these research projects grew into longer-term research programs, but did generate interesting publications in their own right.
The next two projects that I began at NDSU became research programs in their own right and the results from these studies will constitute the main content of this lecture. The first project was a research effort for the Dept. Energy—US. Automobile Battery Consortium, in support of work on rechargeable Li-polymer batteries based on composite particulate-in-polymer cathodes. In this study, we examined optimal particle packing and characterizing quantitatively the effect of adsorbed polymer layers on particle packing to optimize the power density of the battery by optimizing the useful volume fraction of the heterogeneous (pigment) phase. The second project was our initial corrosion/coatings study, examining the use of electrochemical noise methods to characterize coated metals for the Office of Naval Research. This project began my partnership with Prof. Dennis Tallman and thus imitated the large NDSU program on corrosion protection by organic coatings.
Considerations of pigment volume concentration (PVC) effects and the critical PVC (CPVC)
Motivations—pigmented organic coatings as random heterogeneous composites
One of my first exposures to how physical-chemistry/materials science methods and principles could be applied to organic coatings was in the study of pigment volume effects in coatings. As clearly stated by Salvatore Torquato in Ch. 1. of Random Heterogeneous Materials,3 the proper way to interpret the behavior of pigmented organic coating is as random heterogeneous composites, where volume fractions of the pigment phase is the crucial measure of concentration of materials. This measure, known now in the coatings industry as the pigment volume concentration (PVC), is the crucial measure of pigment concentration for the characterization and design of pigmented coatings. This had been clearly shown in the work in the 1920s and 1930s of Wolf and Elm that led to the 1949 paper of Asbeck and Van Loo4 and the Sherwin-Williams Research Laboratories on the Critical Pigment Volume Concentration.5,6 When I arrived at Sherwin-Williams in 1970, work was under way to quantitatively predict the CPVC from pigment and polymer data. My work in industry on this area of research is given in references (5–9). What my coworkers and I were able to show was that empirical models for particle packing plus good pigment particle size distribution data and adsorbed layer thickness estimates enabled us to predict within experimental accuracy the CPVC as the PVC of random dense packing of polydisperse spheres. When I arrived at NDSU, Dr. John Weaver of Case Western Reserve University asked me to contribute a paper to the American Chemical Society 1992 Tess Award Symposium in honor of Dr. Walter Asbeck. This article10 contains my speculations at that time about several issues concerning the CPVC in coatings including local vs. global concentration effects in coatings, questions on percolation effects in coatings, and some very predictive comments about high PVC metal-rich coatings, especially pertinent in lieu of our work on Mg-rich coatings, which are discussed below.
Initial university studies
When I prepared this article,10 I reanalyzed some nonproprietary studies of hiding and CPVC which I had performed at SW in conjunction with Roger Harper, a good friend and coworker. Using the variable Λ (=PVC/CPVC) which I had introduced in earlier studies, we determined that many systems showed a void onset below Λ = 1, a real quandary for using a strict interpretation of the CPVC as originally presented by Asbeck and van Loo. One of the key figures of my 1992 paper is shown in Fig. 1.

Void hiding vs lambda for experimental latex coatings (from reference (10))
These data implied that in the latex-TiO2 systems under examination, there was void hiding taking place at PVCs below the CPVC. We had related data that also showed similar behavior. At this point, I enlisted the assistance of two NDSU physics professors to assist me in analyzing and interpreting these data. The concept of “coarseness” from Torquato3 became a key to properly analyzing these results and correctly interpreting what was happening as the PVC approached the CPVC.11,12 The coarseness C p of a two-phase system is defined as:
where σ p is the standard deviation of the local polymer or pigment volume concentration and 〈ϕp〉 is the mean or global polymer or pigment volume concentration over the entire volume V of the film under consideration, with,
The interpretation of these data was based on an analysis of coatings as random composites in which the local PVCs could vary from the global PVC as measured by the coarseness of the system. This analysis methodology was based on the evolving methods of materials science as they applied to multiphase systems. These variations could occur in coatings due to poor manufacture, film formation or application problems, or other processes in the coating that tended to separate the pigments from the polymer, such as flocculation in storage. Incorporating this coarseness parameter in the analysis enabled one to numerically predict the effect of poor distribution of particulate materials in a coating and showed how coarseness could affect many of the properties of coating films, such as void hiding, elastic modulus, and density. These results also helped interpret the empirical observation that we have made that most corrosion protective primer formulae had Λ values of ∼0.85. One would actually expect that these coatings would be formulated at Λ ≈ 1 for maximum barrier protection as one would assume would be the case for corrosion protection. However, if one analyzes the onset of voids as a function of coarseness, one would rapidly determine that there is a very small but finite probability for voids occurring above Λ = 0.85, but below this value the probability was vanishingly small. The margin of tolerance formulating at Λ values of ∼0.85 that is given to the designer of primer barrier coatings is crucial for completely avoiding the onset of voids in the coating film.
One problem encountered in this study is that there is no simple or even complex way in which one can experimentally measure coarseness in a pigmented organic coating. We had difficulties in our original paper in which we considered “coarseness” in defining the minimum size of a pigment cluster from which to consider the basis for “local” behavior within a pigmented coating film. This point was very important to our analysis, but illustrates how a proper microview of the coating system was necessary to properly analyze the manifestations of coarseness throughout a film. We have attempted to use SEM photomicrographs for estimating coarseness, but one really needs to do a three-dimensional analysis of pigment particle distribution in a paint film for an accurate enumeration of coarseness. This remains one of our current challenges in trying to interpret the “quality” of a coating film experimentally. In order to do this properly, one either needs a tomography that works at ∼100 nm resolution or a way in which to take two-dimensional representations of coating composition and project them accurately enough into three-dimensions to estimate local concentrations fluctuations of pigment and polymer accurately. We are still working on the problem of accurately measuring coarseness in pigmented organic coating films.
Particle packing modeling
At this time, we found a very interesting reference (13) in the area of particle packing that indicated that simulations of hard sphere packing based on molecular dynamics methods could give an improved understanding of “random dense packing” of particles. This article identified the density of random packing as the point when particles “jammed” or could no longer move (had an infinite amount of collisions) in a molecular dynamics simulation. The computation model used in this article predicted a value for random dense packing of hard monodisperse spheres to be ∼0.64, the value empirically observed in packing of metal balls, etc., (see reference (4) for further references on the empirical basis for calculating random dense packing density). We emulated this work with improved computational methodologies that more closely depicted the way particles pack in a coating film during film formation than previous workers in this area. We were able to reproduce the results of reference (13) for random dense packing, but further, at infinitely slow “compression” of particles, we could induce “crystallinity” as hcp or fcc packing of 74% efficiency.14 As all particles in our simulation computation were tracked in space and time, we could monitor the spatial variation of particle volume concentration, and thus acquire our first numerical estimate of “coarseness” in a particular system. These results proved the power of a good computational model for particle behavior, and again, demonstrated the utility of the use of the modeling methods of materials science in analyzing problems in coatings science. Until one can construct a useful physical/mathematical model of the materials system one wishes to study and improve, one does not really understand that system. We are attempting to incorporate some of the newer developments in materials science in our analysis of the effects of polymer adsorption on particle behavior in coatings,15,16 as well as pursue further the analysis of coatings as polymer composites.17
The work of reference (13) is finally being extended to experimental coatings system in our current studies on the modeling of the behavior of metal rich primers.18 The understanding of the CPVC and how it applies to the design of active metal-rich coatings for cathodic protection of less reactive metal substrates has been crucial to our development of Mg-rich primers for Al alloys. I made some very prescient comments about metal rich coatings in my 1992 paper10 on the CPVC as a transition point in films. We are attempting to include, in these studies, the effects of particle shape on particle packing density, the effects of percolation on connectivity and conductivity of concentrated metal-in polymer matrix composites,19 and the effects of metal particle oxidation on the packing and connectivity of metal particle in matrix composites. These will hopefully help us to improve our understanding of these primers and predict their behavior over metal substrates,20–22 and the results will apply to all types of metal-rich coatings—Zn, Mg, and Al. Our work on metal-rich primers will be discussed in greater detail below.
Electrochemical characterization of organic coatings and their corrosion protective properties
Introduction
I had not been directly involved with characterization and design of corrosion protective coatings until I came to NDSU. I did know enough to take over the teaching of this part of our introductory course materials in Coatings Science, and knew a fair amount of basic electrochemistry based on my thesis studies on mercury surface phenomena. When an opportunity presented itself in 1992 to acquire funding from the Office of Naval Research for research on the electrochemical characterization of organic coatings, I was able to begin studies in this very important area of coatings science. In doing this, I also began a long partnership with Prof. Dennis Tallman, an electrochemist from the NDSU Dept. of Chemistry, on many aspects of the materials science of corrosion control by organic coatings. This partnership even today is still very active, and to date has yielded over 50 papers. When we began our studies, the status of the true scientific understanding of organic corrosion protective coatings was in relatively poor shape. There were two groups studying corrosion protective coatings: those examining protective coatings from the point of view of metallurgy/electrochemistry and those studying these coatings from the point of view of polymer and organic coating science. These metallurgists viewed coatings as something covering a metal, and interpreted most of their results from the viewpoint of metal corrosion. They saw this as the key to all problems with corrosion protective coatings. In their studies, they tend to use the methodologies of materials science, especially their incorporation of electrochemical, quantitative measurements of coated metal systems (see the papers of Florian Mansfeld at USC and John Scully at U. Virginia as well as those of Pier Luigi Bonora at the U. of Trento, Italy). In contrast, many polymer/coating scientists that examined the corrosion-protective coatings at this time performed only qualitative measurements and interpreted their results subjectively using such tests methods as ASTM B 117. However, they attempted to interpret the protection of metal substrates by coatings as being driven by the performance of the coatings, not just the metal, and were beginning to realize that more sophisticated characterization methods were going to be required as the demands on corrosion-protective coatings increased.
Studies of electrochemical noise methods as applied to coatings
Our initial studies into the electrochemical properties of corrosion protective coatings were on expanding the theoretical and experimental understanding of electrochemical noise methods (ENM) as they applied to organic coatings. These studies were based on the work of Brian Skerry and Dave Eden,23 and we had Brian Skerry as one of our partners.24–27 Reexamining the preface to a symposium at which we presented some of our original ENM work,28 I was surprised to note the statement that the symposium topics “clearly capture the trends now considered in the materials science of protective organic coatings.” Clearly, in 1995 others had already identified the trends in coatings science going to the methods and techniques of materials science. Meanwhile, I became very interested in the theoretical basis of ENM as it applied to coatings, and pursued this basis as an applied mathematician/theoretical physical chemist.27,29 This examination of the fundamental science underlying ENM forced us to begin to think very carefully about how we experimentally used the method. This led us to examine how ENM differed from electrochemical impedance spectroscopy (EIS), the other major electrochemical technique for studying organic coatings.30 Again, this was very consistent with the methods of materials science in that the fundamental, quantitative foundations of measurement techniques are examined and utilized in pursuing improved analysis and design of materials. For example, we learned in our early studies of implantable sensors31 that ignoring the theoretical requirement of the experimental system to be “stationary” for the period of the EIS measurement could cause extreme experimental difficulties.
ENM has proven to be a useful technique for examining organic coatings and our research in this area was the foundation upon which all our subsequent research in corrosion protective coatings was built. Our work was now firmly based in the materials science methods that were evolving about the analysis of corrosion protective coatings. We showed that the examination and interpretation of the electrochemical data quantitatively measured changes in the coating during exposure, not just the changes at the surface of the metal substrate.
Thermal effects on electrochemical properties of coatings
One of the important results of analyzing our data from the point of view of a coatings material scientist was the identification and interpretation of thermal transition effects (T g and related effects) in ENM and EIS data from coated metal systems acquired at various temperatures in conjunction with our studies of pipeline coatings. In a series of papers, our group described thermal effects in coatings as examined by electrochemical methods, and provided techniques by which they could be analyzed and used in the study of protective coatings.32–37 An especially important feature of the thermal properties of coatings, as studied by electrochemical methods, was that one had to understand the T g of a coating and the effect this property might have on the electrical resistance of a coating film as studied in electrolyte immersion by ENM as R n , the electrochemical noise resistance, and by |Z|low freq, the low frequency modulus from EIS. It is well known for polymer films that the transport properties of the film show a significant increase in value as the coating goes above its T g, and we were able to show that the film resistance also drops significantly at the T g, and that the appropriate T g value for such a system is the one for the water-plasticized coating film, as the electrochemical measurements are performed on the film in immersion in aqueous electrolyte. DSC measurements performed on the wet and dry films identical to those analyzed by EIS and ENM showed that the electrochemical measurements were picking up a drastic change in film-resistance characteristic of the T g of the immersed, wet film. This is a direct effect of water upon a coating film that does not involve the substrate, i.e., the water dissolves partially in the film, plasticizes the film, lowers its T g, and increases the diffusion coefficient of the film to water. Due to both the presence of a partial hydrophilic nature in the polymers used in corrosion protective coatings, and the presence of pigments with mainly hydrophilic surfaces (i.e., the surfaces of most pigments are oxides or are quite hydrophilic in nature and will most probably tend to aggregate water in excess of the concentration of the bulk polymer about their particle surfaces). The direct effect of the thermal properties of coatings was considered in detail in reference (35), and an important point was made for those who formulate and test corrosion protective coatings—the T g of the coating had to be taken into account in the design and testing of the corrosion protective coatings. If the temperature of coating use exceeds the T g of the coating, the coating is usually destined to fail. This is especially true if the coating functioned largely as a barrier coating, as the barrier properties (diffusion coefficient, coating resistance, etc.) of the coating drop by up to 5 orders of magnitude at the T g. Illustrations of this are given in reference (38). In 2001, Sebastien Duval,39 then at the French Petroleum Institute in Lyon, France, suggested to me that the T g could be identified with the temperature at which a coating has a roll-off frequency of 1 Hz. This and other EIS properties of a fusion-bonded epoxy (FBE) pipeline coating are shown in Figs. 2–5.

EIS Modulus data for a fusion-bonded epoxy pipeline coating illustrating Roll-off frequency changes with temperature

Assessing T g for a fusion-bonded epoxy pipeline coating from Temp/Roll-off frequency data in EIS

Assessing T g for a fusion-bonded epoxy pipeline coating from dielectric constant data from EC measurements

Assessing T g for a fusion-bonded epoxy pipeline coating from the electrochemical measurement of film capacitance
A key issue that arises from this effect is the possibility of testing a coating in an accelerated test, such as the ASTM B 117 Salt Fog Test Method or the QUV Cabinet, above its T g. This will cause a coating to fail in a manner that is not tied to its full performance capabilities. If the temperature range of performance of the coating does not exceed the coatings T g, this may occur. However, as our work36 and the work of others40 have shown, deliberately cycling coatings through a broad-temperature range can differentiate coatings performance in high-performance systems. Our evidence indicates those coatings that show the least change during such cycling are those coatings that will provide the longest corrosion protection by barrier effects. One can observe a T g decrease in the worst performing of the systems, while those that cycle back to their original values at room temperature may perform the best. Similarly, one can detect the effects of irreversible water-uptake when an ionomer polymer matrix coating is cycled in immersion through its T g.34 We are continuing to examine the effect of temperature on coating performance,37 and conversely, we are utilizing thermal characterization methods to supplement our electrochemical studies of corrosion protective coatings.41,42
Aircraft coatings
During this time, we also began to study aircraft coatings. The initial studies were an offshoot of our ONR studies of ENM43 [this was the work of one of the cochairs of this symposium, Dr. Rebecca Twite DeRosa (now Prof.)]. However, as we expanded our interactions to include work with the Air Force Research Laboratory/Materials Laboratory at Wright-Patterson Air Force Base (WPAFB), we found out that the Air Force was beginning to take interest in basic research on aircraft coatings. Our earliest studies clearly identified the primary research problem for aircraft coatings was the replacement of the universally used SrCrO4-pigmented primers and the chromate metal pretreatments, such as Alodine®1200, which were used on almost every piece of metal on aircraft.44 Many of the methods we had developed for naval coatings could be applied to the coating systems for aircraft, but we had to increase our experimental capabilities.
Chromate replacement in aircraft coatings as a materials problem
Chromate replacement in aircraft coatings is such a difficult technical problem for two major reasons: the first is the uniqueness and material properties of the high strength Al alloys involved in aircraft,45,46 and the second is the uniqueness of chromates as corrosion inhibiting materials for these alloys.47,48 Again, the emphasis is on materials and their properties in this challenging problem. Aircraft alloys are specially designed alloys that impart high strength and light weight to aircraft, but are often susceptible to corrosion, especially the two most commonly used Al alloys AA 2024 T-3 and AA 7075 T-6.49–51 These are phase separated alloys which are highly complex metal-in-metal composites. They tend to exhibit local galvanic corrosion because of this structure. A schematic of the structure of these alloys (modified from its original form from an AFRL briefing of 2001) is given as Fig. 6a, while Fig. 6b shows scanning electron microscopy (SEM) and energy dispersive X-ray (EDX) maps of an experimental Al.2024 T-3 panel surface. A key in protecting such alloys is understanding their performance as materials, and how their material composition, both chemically and structurally, determines their performance properties in use.

(a) Schematic of aerospace alloy surfaces (b) SEM and EDAX maps of AA 2024 T-3 Surface
Chromate pigments possess a set of unique material properties, among the most important of which are low, but significant water solubility, the ability to act as both cathodic and anodic inhibitors, and a very complex oxidation/reduction chemistry. Details of these properties and their importance are discussed from the point of view of a pigment scientist in reference (47), and from the point of view of corrosion science in reference (48). For further details on the corrosion-control properties of chromates, one should see also the work of Frankel and McCreery.52 The richness of properties details in these and many related studies lead to a very robust, very difficult to replace, corrosion inhibition system based on chromate pigments and chromate pretreatments for Al.43
As we began studying aircraft coatings, it became apparent that as with many materials problems, multiple methods of testing were necessary to understand all the nuances of performance and interactions that were taking place in the very complex aircraft coating system. A schematic of the system is given in Fig. 7, and shows that one is considering a multilayer coating system, primer and topcoat, that also includes a pretreatment layer at the primer/Al-alloy substrate interface.

Schematic of present aircraft coating system over AA2024 T-3—provided by the Air Force Research Laboratory
A discussion of the testing of these systems has been given separately.53 It became apparent that many of the test methods that were included in the aircraft coating specifications were only qualitative and very subjective in nature. Objective test protocols were needed for the AF to be able to properly differentiate among candidate systems for replacing chromates.54,55 Electrochemical test methods coupled to the use of accelerated test protocols led to an improved analysis of the systems, and provided numerical time-series data on the systems that enables improved ranking of these systems.56,57 The use of the proper cyclic accelerated test methods is especially crucial in duplicating the failure mechanisms that occur in field use.
Choosing the proper “systems” for generating acceptable chromate replacement, thus, was a very difficult problem in both objectively characterizing and understanding the corrosion protection properties of the presently used system, and in designing a new system that robustly provided corrosion protection without the use of chromates. The new systems evaluated in our laboratory have included sol–gel pretreatment systems, cold-cathode plasma-polymerized pretreatment layers, and new pigments to replace the SrCrO4 pigments now in use. All of these were designed materials created at the nanoscale level to provide local protection for Al Alloys. The first two are essentially brand new pretreatments for Al alloys, attempting to saturate the surface of the metal alloy oxide surface with reactive barrier groups. The second of these succeeded in doing just that, but can be done on such a small scale as to be practical only for aircraft parts and not the large surface areas such as wings and fuselage of aircraft.
Both sol–gel processes and plasma polymerization are very important film forming techniques being utilized within the materials science community for controlled surface modification down to the nanometer scale. These methods are continually being enhanced, as they definitely are not new technologies, and the dimensions over which their use can be closely controlled is decreasing, making their use one of the key developing areas of materials science. Inherent in their use is materials property measurements at the proper scale. This has caused the routine use of AFM (including Chemical Force AFM, Conductivity AFM, and related methods)58,59 in our laboratory, as well as the use of many measurement methods with resolution at μm scale or less.60 For example, thermal measurements on coatings can now be performed at this resolution,61 enabling the micromonitoring of T g and its variation within coatings. We have also examined other spatially resolved measurement methods for examining corrosion protective coatings,62 and have found such studies most informative and helpful in our understanding of minimizing the effects of corrosion. This is one of the characteristic features of the use of materials science today, the use of improved spatial resolution measurement techniques to understand materials—in our case pigmented-organic coatings, at levels from micro to nano.
Lifetime prediction in corrosion protective coatings systems
One of the primary questions for those who design, test, and use corrosion protective organic coatings is “What is the lifetime of protection that a corrosion control coating will provide?” This question arises in the consideration of coatings in general, and had been a problem that had long been one of my research interests.63 Many of the test methods developed for this class of coatings attempt to provide information to answer this question, and is often the first question a coating user asks. Many of the qualitative tests for corrosion protection, like the ASTM B 117 Salt Fog test, are used to give relative rankings of coatings systems, but do not give quantitative, predictive results. As we began to acquire large time-series datasets of EIS and ENM information on aircraft coatings, naval coatings, pipeline coatings, and many other classes of corrosion protective coating systems in accelerated exposure, we realized that we had some of the first numerical data tracking coatings through their lifetime to failure. Further, we had become interested in the issue of the quantitative definition of failure in corrosion protective coatings systems. Astonishingly, if one examines the literature carefully, there is very little quantitative information available on coating failure.32 We proposed that one needed to separate the analysis of data from an undamaged coating with no application defects, pinholes, holidays, etc. in exposure from data acquired on damaged systems.64 In our terms, doing so separated the corrosion protection from coating “barrier properties” from “active” corrosion protection which plays a role when the substrate surface is open to attack from the environment.65,66
In the use of ENM for coating characterization in exposure, the noise resistance, R n , is identified with the barrier properties of the coating, and the low-frequency limit of the impedance modulus, |Z|low freq, is likewise identified with the coating-barrier properties.32 Examining the time-series data that we had acquired as R n (t) and |Z(t)|low freq, we first were able numerically to define absolute coating failure as the point at which values of R n and |Z|low freq equaled the values for bare metal in immersion. This is the point at which the coating is no longer isolating the metal substrate from its environment as a barrier. One can define other failure values for these parameters, but it is well recognized that the values of R n (t) and |Z(t)|low freq at t = 0 are at their maximum and decay with time of field or laboratory exposure, no matter what exposure they endure, and that the values of these parameters cannot degrade further than the limiting values of the bare metal substrate in exposure. Using this type of analysis to consider coating corrosion protective lifetimes, we made our initial attempts at numerical corrosion protective lifetime prediction for organic coatings.67 We noted that we could empirically fit our time-series data for log[R n (t)] and log[|Z(t)|low freq] vs t with straight lines whose slope could be identified with a decay constant that could be used for predicting future performance of the coating. This is illustrated in Fig. 8 for some data from aircraft coatings exposed in alternating Prohesion/QUV exposure.

Log-linear behavior of |Z(t)|0.01 HZ and R n (t) for aircraft coatings in accelerated exposure
In Figure 8, we show the data and how to determine the slope of the log-linear decay, the decay constant θ. Subsequent lifetime predictions based on this decay constant were shown to be consistent with field observations of time to failure. We applied modeling studies developed at NDSU in our aircraft studies program to this problem to put a firmer theoretical foundation to this lifetime prediction methodology.68 Effective medium theory plus the use of predictive physical descriptions of coating degradation gave us several models to use for calculating and forecasting the effects of exposure degradation on the basic physical properties of coatings, such as film thickness and dielectric constant. Figure 9 shows the changes in capacitance at 6331 Hz vs exposure time for the standard USAF (topcoat + primer) system. The major reason for the capacitance increase with time is increasing water uptake of the system as the system degrades in accelerated exposure. These effects can then be used to predict the variations of log[R n (t)] and log[|Z(t)|low freq] with exposure time. We are now making lifetime predictions for coating protection of metal substrates based on a combination of coating behavior modeling and numerical electrochemical data acquisition on coatings in exposure. As our modeling and data acquisition capabilities improve, so does our lifetime prediction competence as well as the accuracy of our predictions.

Changes in capacitance with time for USAF (topcoat + primer) system
The success to these studies on service lifetime predictions of aircraft coatings, as well as all other types of corrosion protective coatings, was driven by our incorporation of the methods of modern materials science into our modeling efforts as well as our data acquisition and analysis procedures. This can be easily seen by examining the bibliographies of our papers on this topic.67,68 Others have also been attempting to improve the lifetime prediction for coatings and corrosion control based on the methods of materials science. The 2006 Mattiello Lecturer, Jonathan Martin, has long been a user of materials science methodologies69–71 for measuring, analyzing and predicting lifetimes of coatings and building materials, and has organized several symposia on service life prediction for coatings. In the area of corrosion protection-based lifetime prediction-based on the methods of materials science, Roger Staehle has been one of the leaders.72
Embedded sensors in coatings for corrosion control assessment
One of our earliest publications after the initiation of our studies of ENM concerned the possibility of using this method for sensors of corrosion, since it is a nonintrusive method of characterization.73 Little was done at NDSU to follow up on this early work until 2001,74 and actual results of the use of sensors in coatings using ENM was only demonstrated later in our paper from the AETOC (Applications of Electrochemical Techniques for Organic Coatings) 2001 Workshop.75 In this article, we demonstrated that ENM could indeed be used with embedded sensors to monitor changes in the corrosion protective properties of coatings over metal substrates. Changes from the standard electrode configuration used for ENM proved to be critical to acquire the necessary data, but when these and some other changes in our past ENM experimental practice were made, we were able to monitor changes in coating performance in almost real time in a cyclic exposure chamber, and pick up the effects of humidity and temperature on film performance. We recently began to extend our work on embedded sensors to single frequency EIS methods and have been increasing the types of applications that we have examined by this type of measurement.76–79 This work continues to show the value of concentrating one’s attention on the changes occurring in the protective-organic coating in exposure, and determining how these changes together with applicable models of coating behavior enable lifetime prediction of the coating protection. In this way, one can begin to provide the capability of pre-emptive maintenance for object appearance, safety, and sustainability. Recent studies have been made in a controlled humidity and temperature chamber using embedded sensors to illustrate how the properties of a coating will change just in normal atmospheric exposure. This is shown in the Fig. 10.

Embedded sensor studies of humidity and temperature effects on |Z|0.01 Hz values for USAF (topcoat + primer) system
These studies illustrate the power of having a sensor in a system that can acquire in situ data under use conditions. The increased development and use of sensors for real-time monitoring the performance of objects is a very active field of materials science in general.80 It is becoming apparent that with the extensive work on sensors and miniaturization that it is possible, even prudent, to consider real-time monitoring expensive and safety/security sensitive objects, such as aircraft and for threats such as corrosion and mechanical failure. This is an extensive new opportunity for coatings scientists to learn to utilize coatings to provide this service as it is a high value-added for coatings that move them away from being a commodity.
In a recent research,79 we have re-examined the use of ENM data from sensors embedded in organic coatings to help us understand the mechanism of failure when used with a new accelerated testing technique. This technique is the AC–DC–AC Method introduced several years ago as a way to stress coatings/metal substrate systems to failure more rapidly than is achievable by other methods.81–84 The accelerating stress in the AC–DC–AC test is the high level of DC cathodic polarization imposed on the coating metal interface as part of the test protocol. This is shown in Fig. 11 where the sequence of imposed potential as a function of time used in this test is schematically shown.

Accelecerated test cycle (AC–DC–AC) in immersion for coated metals
The key point of this study is that one can use an extended form of the analysis of ENM data called “shot noise analysis”85,86 to develop fairly strong evidence for the mechanisms of failure for two different coating/metal substrate systems. Shot noise analysis enabled us to identify the corrosion mechanism for the standard aircraft coating/Al alloy 2024 T-3 system, as it failed in this test at high levels of local corrosion. These results are consistent with the pitting failure mechanisms identified by others for this alloy,43 while the mechanism of failure for a PUR coating over mild steel was identified as a high level of uniform corrosion, again consistent with failures seen on low alloy steels. This methodology shows the power of advanced materials science methods in solving and extracting new information from a problem, while also verifying the utility of a potentially important new accelerated test procedure (Fig. 12).

ENM and EIS data from embedded electrodes 2-layer AF coating system, MIL-C-85285 polyurethane topcoat and a MIL-P-23377 chromate pigmented epoxy primer. Circles are ENM data and solid lines are EIS data
Conductive polymers
Led by the studies of Alan J. Heeger, Alan G. MacDiarmid, and Hideki Shirakawa,87 into the new class of polymeric materials, conductive polymers, many workers in the area of corrosion protective coatings began examining films and dispersions of these materials. In conjunction with our work on corrosion control coatings for both Al alloys and steel, we became aware that doped-conductive polymer films might be a possible chromate-free class of materials to provide corrosion protection to such substrates. We expanded our studies of protective organic coatings to include consideration of this whole new class of materials.88–90 Our work focused on the “active” corrosion protection provided by these films, and to do this, we needed to develop better tools to examine damaged film, inhibitive action of coatings, etc. Led by Prof. Tallman, our group began the further development of several techniques that had earlier been developed for examining the local electrochemistry of corrosion processes, as the techniques applied to characterize conductive polymer films over metal substrates.90–93 Some of these studies involved synthesizing new polymers with the goal of achieving corrosion protection, and addressed some of the solubility and electrochemistry problems inherent in these polymers.94,95 These studies have focused on conductive polymer films as materials to achieve corrosion protection in an environmentally benign manner, utilizing existing techniques of materials science as well as developing new methods or modifying existing methods as needed to properly understand the mechanisms and properties that make such films provide corrosion protection.96 One of the interpretations of the corrosion protective properties of conducting polymers is viewing them as “smart” controlled-release materials which release their corrosion inhibiting dopants under the proper redox conditions, such as those which might exist in the damaged area of a film or when active corrosion begins under a coating. Understanding how the conductive polymer films are electronically coupled to the metal substrate is key to describing the nature of the corrosion protection that they provide.
Mg-rich coatings for the Cr-free protection of Al and its alloys
Initial concept
In our studies of aircraft coatings, our major efforts had been on the development of improved experimental techniques, improved and new models for understanding the performance of corrosion protective coatings, and the examination of new, non-traditional materials for chromate-free coating systems for aerospace alloys. As described in our 2003 Roon Award Paper,97 we noted that Mg metal pigments were available for study in coatings, and that they could be handled and shipped safely. As Mg would offer cathodic protection for Al alloys in a manner similar to Zn metal pigments used in Zn-rich coatings (or galvanizing) to provide cathodic corrosion protection for steel, we formulated Mg-rich coatings for the chromate-free protection of aerospace alloys. The essential features of such a coating from the point of view of a coating materials scientist is that the Mg metal particles must connect with themselves and the metal substrate, and thus be added at a PVC very near to the CPVC, as is known for Zn-rich coatings, and the coating matrix must be a material that withstands basic conditions. If the coating is designed properly, the Open Circuit Potential (OCP), also known as the free corrosion potential (E corr), of the mixed system will take a mixed potential value between the OCPs of the two metals involved in the system.98,99 This indeed proved to be the case for Mg-rich coatings over AA 2024 T-3 and AA 7075 T-6, the two most commonly used aerospace alloys, and two of the most corrosion prone alloys of this class.100,101 Further studies gave a more complete description of the corrosion protection afforded by this new class of coatings. As with Zn-rich coatings, the corrosion protection afforded by the Mg-rich systems is driven by the metal pigment, and is only partially dependent upon the polymer for providing total corrosion protection. The total system performance of the Mg-rich primers + topcoat is a synergistic blend of the cathodic/sacrificial protection of the primer, the inhibition/thin barrier layer effects of the MgO/Mg(OH)2 formed as oxidation products of the Mg,102,103 the barrier properties of the polymer in the Mg-rich primer, plus the barrier properties of the topcoat.
Materials science origin of Mg-rich coating design
The concept of using Mg-rich coatings evolved from several materials science-driven themes that were running through the work of our group. The first theme was the use of the CPVC concept in designing coating materials and interpreting their performance. The second was the design and testing of corrosion protective coating systems, especially aircraft coating systems. The third was the search for chromate-free protection of aerospace alloys. The fourth, the characterization of active protection and inhibition in the damaged areas of coatings, and the fifth theme was the micro-to-nano-scale characterization of many different coatings properties. These all fell into place in our successful design development and verification of this new coating system.104–106 The development of Mg-rich coatings depended on our knowledge of all these issues at one time, and the ability to interpret the performance of an entirely new type of protection for Al and its alloys, and to develop the proper tests to confirm and improve that performance.
All of these studies were on organic polymeric matrices for the Mg particles, initially using an epoxy-polyamide binder system. We have expanded our consideration of Mg-rich systems to include “inorganic” matrices, in analogy to the inorganic Zn-rich systems presently in common use as primer coatings for steel.107 The development studies on these coatings continue with several major issues under investigation. The first is to determine the degradation mechanisms for such coating systems and to provide corrosion protective service lifetime estimates for this new coating system. The second is to understand the performance of the primer over different substrates and pretreatments. The third is to examine the composition, PSD, morphology and surface of the Mg-pigments, and the relationship of these pigment attributes to the performance of Mg-rich primers. The last issue is to develop an understanding of cathodic protection of a system made up of several different metals in electrical contact, i.e., the Al alloys, fasteners, composites, etc., that make up a modern aircraft.
Developing new methods for active metal protection
One of the issues we initially faced was properly identifying the corrosion protection mechanism by which the Mg-rich primer protected aerospace alloys. The most obvious measurement to perform for cathodically protective metal pigment coatings is an open circuit potential measurement.108–110 We did these measurements early in our studies and expanded these measurement to include potentiodynamic scans for more details.102,104 These studies were expanded to a full suite of electrochemical techniques for characterizing MgR coatings101 and then included scanning local measurement methods111,112 to our toolbox of measurements of active protection by the MgR primers.
Continued testing and licensing
This development was patented113 and subsequently licensed to Akzo Nobel Aerospace Coatings, and is currently in test within the US Air Force and US Navy. A discussion of the licensing process and the technology was given at the 2007 Nürnberg Coating Congress this spring based on the joint NDSU/ANAC effort.114,115 The new coating system was scheduled to be tested on DoD aircraft in 2008. In addition, we have been examining new ways in which to characterize and understand these coatings, both in formulation and in composition. To this end, we made up some experimental coatings with several different types of polymers and different grades of Mg pigments to determine the optimal composition of this type of primer.
We recently examined four different types of (Mg alloy pigment)-rich primer samples with PHI Quantera X-ray photoelectron spectroscopy (XPS) Microprobe with the assistance of Prof. Rebecca DeRosa at Alfred University. They are (1) Mg alloy pigments (2) Mg alloy pigment-rich primers before and after exposure in a cyclic test chamber using the Prohesion test cycle. The results obtained on samples (1) and (2) are summarized in the studies described below.
Chemical composition of Mg alloy pigments bulk and surface
The compositions of the Mg alloys available as pigments are given in Table 1.
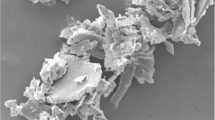
Figure 13 shows the XPS spectra obtained on unexposed AM60 and AZ91B pigment surface. Only Mg, C, and O were detected, indicating no oxide of aluminum on the surface. The C 1s peaks were observed at 285.0 and 290.2 eV. The former one results from adventitious carbon that is very common on the surface of almost any material one examines. The latter one can be assigned to carbon from carbonate on the pigment surface. The Mg 2p peak is at 50.3 eV and O 1s peak was at 531.9 eV, both of them are in agreement with results obtained from prior studies of MgCO3.116 Therefore, it can be concluded that the chemical composition of the pigment particles surfaces of AM60 is mainly MgCO3. This conclusion can be confirmed by the atomic ratio of Mg to O. It was observed to be 1:3.1 by XPS, a value very close to the stoichiometric ratio that would be observed in MgCO3. In addition, MgCO3 was observed on AZ91B. As shown in Fig. 13, the C 1s peaks were observed at 285.0 and 290.2 eV, O 1s peak at 531.8 eV, Mg 2p peak at 50.2 eV, and the atomic ratio of Mg to O was 1:3.2. Further, no compound containing Al was observed on the surface of pigments in these coatings.

X-ray photoelectron spectra of fresh (a) AM60 and (b) AZ91B Mg alloy pigment. Note: the intensity scales are different for different elements
Depth profile of Mg alloy pigments
The depth profile of the unexposed AM60 and AZ91B pigments was measured with help of Ar ion sputtering and shown in Fig. 14. The depth shown in Fig. 14 is an equivalent depth that was calibrated on SiO2/Si system. AM60 alloy contains about 95% Mg and 5% Al. Its depth profile is shown in Fig. 14a. It can be observed that from the surface to a penetration depth of 20 nm, only C, O, and Mg were found. The signal for Al in the metallic state begins to appear at 20 nm and increases to about 6 atomic percentage at depth of 100 nm. Meanwhile, the atomic percentage of Mg also increases with depth while the concentration of carbon and oxygen steadily decreases. The signal for carbon disappears at 50 nm, indicating the thickness of carbonate is equal to or less than 50 nm. At a depth of 130 nm, the atomic percentage of Mg exceeds that of O which means that at this depth metallic Mg predominates. Thus we conclude that the thickness of MgO layer is about 130 nm and the chemical composition of AM60 pigment can be described as follows:
-
1.
In the outmost layer of pigment (depth from 0 nm to 20 nm), the composition is predominantly MgCO3.
-
2.
At a depth from the surface of 20 and 50 nm, there is a transition zone with a mixture of MgCO3 and MgO plus metallic Mg and Al.
-
3.
The carbonate layer disappears at 50 nm from the surface and the oxide layer only extends to 130 nm.
-
4.
From this depth inward, the particle composition is the global alloy metallic Mg and Al mixture.
The depth profile of unexposed AZ91B pigment, which contains 91.5% Mg and 8.5% Al, is shown in Fig. 14b. It quite similar to that of AM60 pigment. The outmost layer appears to be MgCO3 and the disappearance of carbonate at depth of 70 nm is accompanied by an increase of metallic Mg and Al. The decay of oxide layer was observed at about 130 nm, at which metallic Mg and Al are dominant.

Depth profile of unexposed (a) AM60 and (b) AZ91B Mg alloy pigments
For both AM60 and AZ91B pigments, the XPS depth profile revealed a three-layer structure: the outermost layer is MgCO3, the next layer is a mixture of MgCO3, MgO and metallic Mg + Al, with a metallic core of Mg and Al. These results gave us new insight into the structure of Mg pigments as EDAX mapping of the same pigments misses the presence of C and lead one to assume that the pigment surface is mainly MgO or Mg(OH)2, while in reality, the surface is predominantly MgCO3.
Identification of corrosion products of AM60 pigmented Mg-rich primer
The Mg-rich primer with AM60 Mg alloy as pigment was formulated into a basic formula with Epon 828 and amide at PVCs of 31% and 34%. These primers were sprayed onto Al 2024-T3 alloy panels. The panels were then exposed in Prohesion test chamber. We examined panels from 0 h (as prepared), 715 h and 1328 h by XPS to determine the corrosion products formed after exposure. We immediately noted that as the exposure time increased, the area of C 1s peak decreased, indicating the degradation of the epoxy. We next noted data indicating Mg and Al present in the ratio MgAl2O4.117 The formation MgAl2O4 could be from the dehydration of a mixture of Mg(OH)2 and Al(OH)3, which came from the oxidation of Mg and Al.
In XPS of the formulated coating in exposure, a sharp change in corrosion products of exposing AM60 pigmented primer in Prohesion chamber (where the salt fog composition is that of Dilute Harrisons’s solution—DHS) was between the PVCs of 31% and 34%. At a PVC of 31%, the major corrosion products are MgAl2O4, Al2O3, and AlOOH. At 34%, the major corrosion product changed to become MgCO3. That could be interpreted by a drastic change in film porosity at these different PVCs. Below 31%, the primer is more compact and less porous. Therefore, the diffusion of DHS solution into primer was hindered. When the corrosion occurs, the Mg is oxidized first to form Mg(OH)2 with a subsequent increase in the local pH. As the pH gets to locally high enough for Al dissolution, the corrosion of Al occurs and Al(OH)3 forms. In the drying cycle, the mixture of Mg(OH)2 and Al(OH)3 dehydrates into MgAl2O4, Al2O3 and AlOOH. When the PVC is increased to 34%, the primer is more porous and permits convective movement of DHS. Since DHS is acidic, it will neutralize the area around pigment and prevent the increase of pH. Hence, the local pH will be low enough to avoid the oxidation of Al. Meanwhile, the porous structure also permits the diffusion of CO2. Since CO2 can react with Mg(OH)2, the final products at the surface of the pigment particles changes to be MgCO3. As the corrosion products at PVC below 34% are insoluble in water, they may provide extra barrier protection to the AA 2024-T3 substrate. All these data also indicate a CPVC type transition in the coating near the 34% PVC level.
A foray into conservation science
An electrochemical materials science view of protection of outdoor bronze
In 1996 we received a query for the National Center for Preservation Training and TechnologyFootnote 1 (NCPTT) to become involved with one of its sponsored programs improving the corrosion protective coatings used on outdoor bronze statuary. This was to be the start of a long-standing program supported at NDSU by NCPTT on removable protective coatings for bronze statuary. The project involved introducing electrochemical measurement techniques and modern coatings material science into the characterization of coatings on the leaded bronzes commonly used in outdoor statues of the type found in parks and outdoor sculpture gardens such as the garden at the National Gallery of Art in Washington, DC. In its own way, the project became a very interesting problem in materials science with specific art conservation issues. As in our work on aircraft coatings, we were dealing with corrosion control coatings that protected very expensive and valuable objects. Aircraft coatings protect objects such as an F-16 which is worth circa $30,000,000 and is valuable in protecting our armed forces and the country. Coatings for bronze statuary protect objects such as the Henry Moore Statues118 in front of the National Gallery of Art which have values in the millions of $USD range and are valuable as extremely important pieces of our cultural heritage. (See Fig. 15 for a photograph of this statue—for the website for this photograph and a discussion of its conservation and maintenance see the NGA website at http://www.nga.gov/exhibitions/moorecnsrv.shtm.) In summary, the corrosion problem for bronze statuary is that many of the statues cast for permanent long-term exposure are leaded bronze alloys of the composition 85% Cu, 5% Sn, 5% Zn, and 5% Pb (85-5-5-5). In a basic or neutral aqueous electrolyte environment, this alloy has very good stability as shown by the long life of many historical bronze statues extant from Greek and Roman times. However, the environment for exposure of such statues has changed and the local pH levels, especially in urban areas, are now quite acidic—in the 4–6 range in some cities. The statues are now corroding significantly in their outdoor environment as shown in Fig. 16.

Henry Moore, Knife Edge Mirror copyright Nat. Gallery of Art

Indian Hunter, John Quincy Adams Ward, 1914, Urbana, OH (Photo courtesy of Tara Shedlosky)
There are more corrosion resistant bronze alloys available, but 85-5-5-5 has historically been one of the most used alloys in outdoor statuary.119,120 To protect these statues, clear acrylic coatings and waxes are often used.121 To meet the requirements of the conservators that are responsible for the maintenance and upkeep of these statues, the coating must be removable with no damage to the physical appearance of the statue, including the patina, natural or artificial, on the surface of the statue.
Our initial studies were conducted with the National Gallery of Art, and we provided the electrochemical measurements, advanced accelerated test exposure capabilities, and advanced knowledge of coatings material science to the National Gallery team of conservation scientists. Our studies and theirs all indicated that the present coating systems for outdoor bronzes could be much improved by the use of polyurethane automotive clearcoat-types of coatings, but these unfortunately were designed to be totally nonremovable.122 We undertook to design selectively removable coating materials that maintained as many as possible of the desirable properties of PUR automotive clearcoats, but were removable by field conservators possessing a limited knowledge of coatings. To do this, we utilized a new materials science methodology, Combinatorial Coatings Materials Science, that had just been introduced at NDSU.123,124 We focused on modifying the polyol portion of the reactive polymer system to introduce water sensitivity/removability at high pH in a manner that was feasible for use by field conservators. This work has been published125,126 and presented previously.127 Again, the methods of modern materials science, in this case the Combinatorial Materials Science methods used in the polymer/costing design phase of the project which yielded a more protective yet removable coating for outdoor bronzes, were key features of the project activity which successfully yielded very interesting basic science output as well as a patentable discovery.128
Use of room temperature ionic liquids (RTILs) for EC characterizing organic coatings
Initial studies
We have had an interest in expanding the range of usefulness of our electrochemical measurements on organic coatings. To this end, we initiated a project on the use of RTILs in the electrochemical characterization of organic coatings as part of our studies of aircraft coating systems. The initial goal of the study was to identify and then utilize a nonaqueous conductive liquid with which we could perform electrochemical measurements such as EIS and ENM on coating films without the effects of aqueous electrolyte diffusing into the film. Paul Trulove, our AFOSR program manager at the time of our initial RTIL effort, who worked in this area of materials research,129 provided encouragement, sources of sample RTILs, and encouragement in considering this new and exciting class of liquids130 in our studies of coatings. Our initial studies were led by Alda Simões, a visiting professor from the Dept. of Chemical Engineering of the Instituto Superior Técnico in Lisbon, Portugal. The first RTIL we worked with was 1-Butyl-1-methylpyrrolidinium trifluoromethane-sulfonate (C10H20F3NO3S), an ionic liquid that is totally miscible with water and was chosen for being hydrophilic. The geometric structure of the RTIL, along with the structure of water for reference, is given in Fig. 17.

Structure of 1-Butyl-1-methylpyrrolidinium trifluoromethane-sulfonate (C10H20F3NO3S) and water (for size comparison)
This RTIL, when placed in contact with a coating film previously immersed in aqueous electrolyte, will extract the water from the coating in a diffusion-controlled process because of its strong hydrophilic nature. First, we determined we could perform EIS measurements on coatings using this RTIL, and next we determined we could study for the first time electrochemically the drying of a coating by monitoring the capacitance (using a single frequency EIS measurement) of a coating previously immersed in an aqueous electrolyte as it was immersed in the RTIL.131 The capacitance of the coating can be measured as C = −1/ωZ i , where Z i is the imaginary part of the impedance signal, and performing this measurement and 10 kHz ensured the system, even though it was undergoing diffusion, was relatively stationary with respect to the measurement. This measurement could be performed for both the wetting (immersion in aqueous electrolyte) and drying (immersion in the RTIL) parts of the wet–dry cycle that we have found to be very important to the degradation and failure of corrosion protective organic coatings. By the relatively simple substitution of a hydrophilic RTIL for water in our electrochemical measurements, we had considerably expanded our measurement capabilities.
Further, the use of an IL before the coating had any contact with water or aqueous electrolyte solution enabled us to secure an electrochemical characterization of the coating in its true “original” state and gave us a baseline value of the coating system electrochemical properties to use in evaluating system changes upon exposure. An example Fig. 18 from a study presented at the Fall 2006 International Meeting of The Electrochemical Society in Cancun, Mexico,132 shows EIS data after the drying and wetting processes are complete for a nonpigmented epoxy coating over Al 2024 at various temperatures of measurement. There are new features to the EIS plot signatures that we have not yet fully interpreted, but beyond a doubt, we now have a new tool for characterization of coatings. Some of their unique materials properties have been described in a recent paper.133

(a) Bode and (b) Phase Angle for RTIL and Aqueous Electrolyte for Epoxy Coating over AA 2024 T-3
We now have a considerable effort examining wet–dry cycling of various types of coatings using sequential immersion in aqueous electrolyte then in RTIL as the “wet–dry” cycle, and are gaining insight into the way water goes in and out of coatings during exposure. Our very first set of measurements on this phenomena showed that the diffusion process was not symmetric, i.e., the diffusion coefficient for water ingress is different from water regress from the coating.131 We have also found this to be true in other more recent studies.132–135 In all cases, the diffusion coefficient for the water ingress is somewhat larger than that for the water egress (into the RTIL). We have tentatively interpreted this as due to the fact that water is a partial solvent/plasticizer for the coatings we have studied, especially the epoxy-based materials, and this makes the process non-linear in the diffusion coefficient. This dissolved water swells this polymer, and drying the surface region via the RTIL will locally remove the water from the surface layer, reducing the plasticization and swelling and thus the local diffusion coefficient. We are examining our data to determine whether there is any RTIL entry into the coating film, as this also might account for the lack of symmetry in the wetting and drying processes. Again, a new facet of materials science was applied to the science of coatings with extremely interesting and important results. RTILs have proven very useful in characterization of coatings and suggest that it is very fruitful for coating scientists to look to new developments in materials science as a route to new insights and developments in coatings science.
Conclusions
From the many examples given above from our work on characterizing and developing organic coatings, the importance of treating organic coating as modern materials is obvious. The need for “materials science” inputs into studying organic coatings was strongly shown to us here at NDSU when M. Donley of the Air Force Materials Laboratory at Wright Patterson AFB (since deceased) spent a sabbatical with us and taught a special topics course for this department in 1999 in the Materials Science of Coatings. He showed that “materials science” is a paradigm for the study of organic coatings. This has been highlighted in the discussions above as our work evolved into more sophisticated materials science approaches to solving the problems of coatings science.
As discussed above, the methods, reasoning, and new substances under consideration in the area of materials science have played a key role in much of the research that has been pursued within my group and the teams of researchers that I worked with in my studies of coatings science. Studies of the CPVC are an excellent example of how a specific development of coatings science can be much improved by its reconsideration using the reasoning and methods of modern materials science. Similarly, the study and design of corrosion protective coatings for metal substrates is greatly enhanced by applying the objective techniques and analysis methods of materials science to an area too often dominated by subjective reasoning and methods. In the future, the training of coatings scientists should emphasize the materials science aspects of coatings, and coatings R&D personnel must learn to think and act like materials scientists if the industry is to avoid being only considered a purveyor of commodities. Coatings, if designed, produced and applied properly, are very high value-added materials, and are of extreme importance to modern society. Coatings are crucial to the protection of all types of materials in their environment. Sustaining the usefulness and integrity of materials, objects and structures depends upon properly protecting them, most often with the use of coatings. Recent failures in pipelines and bridges highlight the extreme importance of the proper protection of the infrastructure.
“Smart Coatings” seems to be one area of coatings R&D that has taken on a life of its own recently. If one examines the work done under this label carefully and identifies the truly scientific and innovative activities being performed in this area, it becomes rapidly apparent that it is actually creative materials science activities that dominate. In the important nano-science area of materials science, we as coatings scientists must learn to take advantage of all the methods and materials now evolving under this rubric. This type of reasoning has helped make other groups at CPM/NDSU world leaders in the areas of degradation and sustainability science (see the work of the Croll group at NDSU at http://www.cpm.ndsu.nodak.edu/) and combinatorial materials design based on materials science driven studies (see the work of the Webster group at NDSU at http://www.cpm.ndsu.nodak.edu/). These methods can be applied industrially and will lead to renewed technically driven growth in the coatings industry.
Notes
National Center for Preservation Technology and Training, National Park Service, Department of Interior, 645 College Avenue, Natchitoches, LA 71457.
References
Stokes, RJ, Fennel Evans, D, Fundamentals of Interfacial Engineering. Wiley-VCH, New York (1997)
R Doherty (2007) Retrospective on R. W. Cahn and D. Turnbull. Science 317:56
Torquato, S, Random Heterogeneous Materials, Ch. 1. Springer, New York (2001)
Asbeck, WK, Van Loo, M, “Critical Pigment Volume Relationships,” Ind. Eng. Chem., 41 1470–1475 (1949)
GP Bierwagen (1972) CPVC (Critical Pigment Volume Concentration) Calculations J. Paint Tech. 44(574): 46–55
Bierwagen GP, Hay TK (1975) The Reduced Pigment Volume Concentration as an Important Parameter in Interpreting & Predicting the Properties of Organic Coatings. Prog. Org. Coat. 3: 281–303
Bierwagen GP, Saunders TE (1974) Studies of the Effects of Particle Size Distribution on the Packing Efficiency of Particles. Powder Tech. 10: 111–119
Bierwagen GP, Mallinger RG (1982) Comparison of Prediction and Experiment for the Critical Pigment Volume Concentration in Thermoplastic Coatings. J. Coat. Technol. 54(690): 73
Bierwagen GP, Rich DC (1983) The Critical Pigment Volume Concentration in Latex Coatings. Prog. Org. Coat. 11:339–352
Bierwagen GP (1992) A Re-Examination of the CPVC as a Transition Point in Coatings Behavior. J. Coat. Technol. 64(806): 71–75
Fishman RS, Kurtze DA, Bierwagen GP (1992) The Effects of Density Fluctuations in Organic Coatings. J. Appl. Phys. 72: 3116–3124
Fishman RS, Kurtze DA, Bierwagen GP (1993) Pigment Inhomogeneity and Void Formation in Organic Coatings. Prog. Org. Coat. 21: 387–403
Frith, WJ, Buscall, R, “Percolation and Dritical Exponents on Randomly Close-Packed Mixtures of Hard Spheres,” J. Chem. Phys., 95 5983–5989 (1991)
Fishman RS, Hill ES, Storsved TK, Bierwagen GP (1996) Density Fluctuations in Hard Sphere Packings. J. Appl. Phys. 79: 729–735
Dill, K, Bromberg, S, Stitger, D, Molecular Driving Forces, Ch. 23, 24, 27 and 33. Taylor & Francis Group, New York (2003)
Jones, RAL, Richards, RW, Polymers at Surfaces and Interfaces. Cambridge University Press, Cambridge (1999)
R Tothon (1995) Particulate-Filled Polymer Composites. Longman Scientific & Technical Publishers with J. Wiley, NY
Nanna ME, Bierwagen GP (2004) Mg-Rich Coatings: A new Paradigm for Cr-Free Corrosion Protection of Al Aerospace Alloys. JCT Res. 1: 69–81
Bideau, D, Dodds, J (eds) (1991) The Physics of Granular Media, Nova Science Publishers. Commack, NY
Battocchi D, Simões AM, Tallman DE, Bierwagen GP (2006) Electrochemical Behaviour of a Mg-Rich Primer in the Protection of Al Alloys. Corros. Sci. 48: 1292–1306
Simões, AM, Battocchi, D, Tallman, DE, Bierwagen, GP, “SVET and SECM Examination of Cathodic Protection of Aluminum Using a Mg-rich Coating,” Corros. Sci., 49 3838–3849 (2007)
G Bierwagen, D Battocchi, A Simões, A Stamness, D Tallman (2007) The Use of Multiple Electrochemical Techniques to Characterize Mg-rich Primers for Al Alloys. Prog. Org. Coat. 59: 172–178
B Skerry, D Eden (1991) Characterization of Coating Performance by Electrochemical Noise Analysis Prog. Org. Coat. 19: 379
Mills, DJ, Bierwagen, GP, Tallman, DE, Skerry, BS, “Characterization of Corrosion Under Marine Coatings by Electrochemical Noise Methods.” Proc. 12th International Corrosion Congress, Vol. 1, pp. 182–193 (paper 486). Houston, TX, Sept. 1993
Mills DJ, Bierwagen GP, Tallman DE, Skerry BS (1995) Investigation of Anticorrosive Coatings by the Electrochemical Noise Method. Mater. Performance 34: 33–38
Mills, DJ, Berg, S, Bierwagen, GP, “Characterization of the Corrosion Control Properties of Organic Electrodeposition Coatings.” In: Scantlebury, D, Kendig, M (eds.) Proc. of the Symposium on Advances in Corrosion Protection by Organic Coatings II, Vol. 95–13, pp. 82–97. Special Publication of The Electrochemical Society, Proceedings, (1995)
Bierwagen, GP, Balbyshev, V, Mills, D, Tallman, D, “Fundamental Considerations on Electrochemical Noise Methods to Examine Corrosion under Organic Coatings.” In: Scantlebury, D, Kendig, M (eds.) Proc. of the Symposium on Advances in Corrosion Protection by Organic Coatings II, Vol. 95–13, pp. 69–81. Special Publication of The Electrochemical Society, Proceedings, (1995)
Scantlebury, D, Kendig, M (eds.), Proc. of the Symposium on Advances in Corrosion Protection by Organic Coatings II, Vol. 95–13, p. iii. Special Publication of The Electrochemical Society, Proceedings, (1995)
Bierwagen GP (1994) Calculation of Noise Resistance from Simultaneous Electrochemical Voltage & Current Noise Data. J. Electrochem. Soc. 141: L155–L1957
Kelly, RG, Scully, JR, Shoesmith, DW, Buchheit, RG “Electrochemical Techniques is Corrosion Science and Engineering,” Ch. 4 and Ch. 8. Marcel Dekker, New York (2003)
Bierwagen GP, Wang X, Tallman DE (2003) The In-Situ Study of Coatings Using Embedded Electrodes for ENM Measurements Prog. Org. Coat. 46: 163–175
Bierwagen GP, Jeffcoate C, Mills DJ, Li J, Balbyshev S, Tallman DE (1996) The Use of Electrochemical Noise Methods to Study Thick, High Impedance Coatings. Prog. Org. Coat. 29: 21–30
Jeffcoate, C, Li, J, Bierwagen, G, “Problems encountered in Electrochemical Corrosion Testing of Flame Sprayed Powder Coatings.” In: Taylor, SR, Isaacs, H, Brooman, E (eds.) Electrochemical Soc. Symposium Proceedings 95–16, p. 60. (1995)
Jeffcoate CS, Wocken TL, Bierwagen GP (1997) Electrochemical Assessment of Spray-Applied Thermoplastic Coating Barrier Properties. J. Mater. Eng. Performance 6: 417–420
Li J, Jeffcoate CS, Biewagen GP, Mills DJ, Tallman DE (1998) Thermal Transition Effects and Electrochemical Properties in Organic Coatings: I. Initial Studies on Corrosion Protective Organic Coatings. Corrosion 54: 763–771
GP Bierwagen, J Li, L He, L Ellingson, DE Tallman (2000) Consideration of a New Accelerated Evaluation Method for Coating Corrosion Resistance—Thermal Cycling Testing. Prog. Org. Coat. 39: 67–78
Bierwagen, G, He, L, Tallman, D, “Time-Temperature Effects in Polymer Coatings for Corrosion Protection as Analyzed by EIS.” In: Macromolecular Symposia, Vol. 187, pp. 909–918. Wiley-VCH, Weinheim, Germany, September 2002 (Presented at FATIPEC XXVI, Dresden, Germany, Sept. 9–11, 2002)
G Bierwagen, D Tallman, J Li, L He (2003) EIS Studies of Coated Metals in Accelerated Exposure. Prog. Org. Coat. 46: 148–157
Private communication, Sebastien Duval, Institut Petrol France, Lyon, France (June 2001)
Deflorian F, Rossi S, Fedrizzi L, Zanella C (2007) Comparison of organic coating accelerated tests and natural weathering considering meteorological data. Prog. Org. Coat. 59: 244–250
L He, GP Bierwagen, DE Tallman (2003) Use of a Scanning Thermal Microscope to Examine Corrosion Protective Coatings in Exposure. Prog. Org. Coat. 47: 233–248
Hinderliter, B, Allahar, KN, Bierwagen, GP, Tallman, DE, Croll, SG, “Thermal Cycling of Epoxy Coatings Using Room Temperature Ionic Liquids.” Electrochem. Soc., 155 (2008) (in press)
Twite RL, Bierwagen GP (1998) Review of Alternatives to Chromate for Corrosion Protection of Aluminum Aerospace Alloys. Prog. Org. Coat. 33: 91–100
Janata, J, Baer, D, Bierwagen, GP, Birnbaum, H, Buchheit, R, Davenport, O, Isaacs, H, Hedberg, F, Kendig, M, Mansfeld, F, Miller, B, Wieckowski, A, Wilkes, J, “Issues Related to Chromium Replacement.” Presented at 187th Meeting of The Electrochemical Society, May 21–26. Reno, Nevada (1995)
Bierwagen GP, Twite R, ChenG, Tallman DE (1997) AFM, SEM and Electrochemical Characterization of Al Alloys Conversion Coatings, and Primers Used for Aircraft. Prog. Org. Coat. 32: 25–30
Reynolds LB, Twite R, Donley MS, Bierwagen GP, Khobaib M (1997) Preliminary Evaluation of the Anticorrosive Properties of Aircraft Coatings by Electrochemical Methods. Prog. Org. Coat. 32: 31–34
J Sinko (2001) Challenges of Chromate Inhibitor Pigments Replacement in Organic Coatings. Prog. Org. Coat. 42: 267–282
Kendig, MW, Buchheit, RG, “Corrosion Inhibition of Aluminum andcAluminum Alloys by Soluble Chromates, Chromate Coatings, and Chromate-Free Coatings.” Corrosion, 59 379–400 (2003)
Buchheit, RG, Grant, RP, Hlava, PF, McKenzie, B, Zender, GL, “Local Dissolution Phenomena Associated with S Phase (Al2CuMg) Particles in Aluminum Alloy 2024-T3, ” J. Electrochem. Soc., 144 2621–2628 (1997)
Ilevbare, GO, Scully, JR, Yuan, J, Kelly, RG, “Inhibition of Pitting Corrosion on Aluminum Alloy 2024-T3: Effect of Soluble Chromate Additions vs Chromate Conversion Coating,” Corrosion, 56 227–242 (2000)
Buchheit, RG, “Inhibition of Pitting Corrosion on Aluminum Alloy 2024-T3: Effect of Soluble Chromate Additions vs Chromate Conversion Coating,” J. Electrochem. Soc., 142 3994 (1995)
Clark, WJ, Ramsey, JD, McCreery, RL, Frankel, GS, “A Galvanic Corrosion Approach to Investigating Chromate Effects on Aluminum Alloy 2024-T3.” J. Electrochem. Soc., 149 B179–B185 (2002), and other work by this group at Ohio State University
P Gordon (2001) Bierwagen and Dennis E. Tallman, Choice and Measurement of Crucial Aerospace Coating System Properties. Prog. Org. Coat., 41 201–217
Chattopadhyay AK, Zentner MR 1990 Aerospace and Aircraft Coatings. Federation Series on Coatings Technology, Federation of Societiesfor Paint Technology, Philadelphia, PA
Hegedus, CR, Spadafora, SJ, Pulley, DF, Eng, AT, Hirst, DJ, “Aerospace and Aircraft Coatings.” In: Koeleske, JV (ed.), Paint and Coating Testing Manual, 14th edn., pp. 683–695. ASTM Manual Series MNL17, 1995, ASTM Publication Code No. 28-017095-14, ASTM, Philadelphia, PA (Chapter 58)
G Bierwagen, D Tallman, J Li, L He (2003) EIS Studies of Coated Metals in Accelerated Exposure. Prog. Org. Coat. 46: 148–157
Bierwagen, GP, Tallman, DE, Touzain, S, Smith, A, Twite, R, Balbyshev, V, Pae, Y, “Electrochemical Noise Methods Applied to the Study of Organic Coatings and Pretreatment.” Paper 380, Corrosion 98, Reviewed paper for the 1998 Annual Meeting of the Nat. Assoc. Corrosion Eng. (NACE), NACE Int., San Diego, CA, March 1998
De Rosa RL, Grant JT, Kasten L, Donley M, Bierwagen GP (2000) Surface Analysis of Various Methods of Preparing Al 2024 T-3 Surface for Painting. Corrosion 56: 395–400
Yang XF, Tallman DE, Gelling VJ, Bierwagen GP, Kasten LS, Berg J (2001) Use of a Sol–Gel Conversion Coating for Aluminum Corrosion Protection. Surf. Coat. Tech. 140: 44–50
Yang XF, Vang C, Tallman DE, Bierwagen GP, Croll SG Rohlik S (2001) Weathering Degradation of a Polyurethane Coating. Polym. Degrad. Stabil. 74: 341–351
L He, GP Bierwagen, DE Tallman (2003) Use of a Scanning Thermal Microscope to Examine Corrosion Protective Coatings in Exposure. Prog. Org. Coat. 47: 233–248
D Battocchi, G Bierwagen, D Tallman (2005) Emulation and Study of the Corrosion Behavior of Al Alloy 2024 T3 Using a Wire Beam Electrode (WBE) in Conjunction with Scanning Vibrating Electrode Technique (SVET). Corros. Sci. 47: 1165–1176
Bierwagen GP (1987) The Science of Durability of Organic Coatings—A Foreword. Prog. Org. Coat. 15: 179–185
Bierwagen, GP, Tallman, DE, Jeffcoate, CS, Zlotnick, J, “Defects & Heterogeneities in Corrosion Protective Organic Coatings Films and Their Effects on Performance.” In: Bierwagen, GP (ed.) Ch. 10 in American Chemical Society, ACS Symposium Series, Vol. 689, p. 123. Organic Coatings for Corrosion Control (1998)
Bierwagen GP (1996) Reflections on Corrosion Control by Coatings. Prog. Org. Coat. 28: 43–48
J He, VJ Gelling, DE Tallman, GP Bierwagen (2000) A Scanning Vibrating Electrode Study of Chromated-Epoxy Primer on Steel and Aluminum. J. Electrochem. Soc. 147: 3661–3666
Bierwagen, G, Li, J, He, L, Tallman, D, “Fundamentals of the Measurement of Corrosion Protection and the Prediction of Its Lifetime in Coatings.” In: Martin, J, Bauer, D (ed.) Service Life Prediction Methodology and Metrologies, Chapter 14, pp. 316–350. Monterey, CA, Nov. 14–17, 1999, ACS Symposium Series # 805, ACS Books, Washington, DC (2001)
Hinderleiter BR, Croll SG, Tallman DE, Su Q, Bierwagen GP (2006) Interpretation of EIS Results from Accelerated Exposure of Coated Metals based on Modeling of Coating Physical Properties Electrochim. Acta 51: 4505–4515
Martin, JW, “Service Life Prediction from Accelerated Aging Test Results Using Reliability Theory and Life Testing Analysis.” In: Masters, L (ed.) Problems i Service Life Prediction of Building and Construction Materials, NATO ASI Series, Series E: No. 95 Applied Sciences, pp. 191–211. Nijhoff Publishers, Boston (1985)
McKnight, ME, Martin, JW, “Advanced Methods and Models for Describing Coating Appearance.” Prog. Org. Coat., 34 152–159 (1998)
Martin, JW, “Repeatability and Reproducibility of Field Exposure Results.” In: Martin, J, Bauer, D (eds.) Service Life Prediction Methodology and Metrologies, Ch. 1, Monterey, CA, Nov. 14–17, 1999, ACS Symposium Series # 805, pp. 2–22. ACS Books, Washington, DC (2001)
Staehle, RW, “Relationship Among Statistical Distributions, Accelerated Testing and Future Environments.” Application of Accelerated Corrosion Tests to Service Life Prediction of Materials, ASTM Special Technical Publication STP 1194, pp. 3–26 (1994)
Bierwagen, GP, Mills, DJ, Tallman, DE, “Electrochemical Noise Methods as a Possible In Situ Corrosion Sensing Technique.” Proc. 12th International Corrosion Congress, Vol. 6, pp. 4208–4218 (paper 576). Houston, TX (Sept. 3, 1993)
Wang, X, Bierwagen, GP, Mabbutt, SJ, Tallman, D, “Some Non-conventional Measurement Electrode Configurations for Electrochemical Impedance Spectroscopy and Electrochemical Noise Measurements of Coated Metals and Their Possible Uses.” EuroCorr 2001, Lake Garda, Italy, Sept., 2001, CD-ROM Conf. Proc., Paper No. 61
Bierwagen, GP, Wang, X, Tallman, DE, “The In-Situ Study of Coatings Using Embedded Electrodes for ENM Measurements.” Prog. Organic Coatings, Vol. 46, pp. 163–175 (2003), from International Workshop: “Application of Electrochemical Techniques to Organic Coatings,” Jurata, Poland May 2001
Allahar, K, Su, Q, Bierwagen, G, Battocchi, D, Johnson Gelling, V, Tallman, D, “Further Studies of Embedded Electrodes for In-Situ Measurement of Corrosion Protective Properties of Organic Coatings.” Refereed Paper 06675 NACE Corrosion 2006 Conference, San Diego CA
Allahar, K, Su, Q, Bierwagen, G, Battocchi, D, Johnson Gelling, V, Tallman, D, “Examination of the Feasibility of the Use of In-Situ Corrosion Sensors in Army Vehicles.” To be published in Proc.Tri-Services Corrosion Conference 2005, Orlando, FL
Hinderliter, B, Allahar, K, Stafford, O, Bierwagen, G, Tallman, D, Croll, S, “Using Ionic Liquids to Measure Coating Properties Via Electrochemical Impedance Spectroscopy (EIS),” In review, J. Coat. Technol. Res.
Su, Q, Allahar, K, Bierwagen, G, “Embedded Electrode Electrochemical Noise Monitoring of the Corrosion beneath Organic Coatings Induced by ac-dc-ac Conditions,” submitted to Electrochim. Acta, (2007) (in press)
Fernández JE (2007) Materials for Aesthetic, Energy-Efficient, and Self-Diagnostic Buildings. Science 315: 1807–1810
Hollaender, J, Ludwig, E, Hillebrand, S, Proc. of the Fifth International Tinplate Conference, p. 300. London (1992)
Bethencourt M, Botana, FJ, Cano, MJ, Osuna, RM, Marcos, M, “Lifetime Prediction of Water-Borne Acrylic Paints by the AD-DC_AC Method,” Prog. Org. Coat., 49 275–281 (2004)
Poelman, M, Olivier, MG, Gayarre, N, Petitjean, JP, “Electrochemical Study of Different Ageing Tests for the Evaluation of a Cataphoretic Epoxy Primer on Aluminium,” Prog. Org. Coat., 54 55–62 (2005)
Rodriguez, MT, Gracenea, JJ, Garcia, SJ, Saura, JJ, Suay, JJ, “Testing the Influence of the Plasticizers Addition on the Anticorrosive Properties of an Epoxy Primer by Means of Electrochemical Techniques,” Prog. Org. Coat., 50 123–131 (2005)
Cottis RA (2006) Sources of Electrochemical Noise in Corroding Systems. Russian J. Electrochem. 42: 497–505
Sanchez-Amaya JM, Cottis RA, Botana FJ (2005) Shot Noise and Statistical Parameters for the Estimation of Corrosion Mechanisms. Corr. Sci. 47: 3280–3299
See www.Nobel.org for details of 2000 Nobel Prize in Chemistry shared by these three scientists
Tallman DE, Pae Y, Bierwagen GP (1999) Conducting Polymers and Corrosion: Poly(aniline) on Steel. Corrosion 55: 779–786
Tallman DE, Pae Y, Bierwagen GP (2000) Conducting Polymers and Corrosion 2: Polyaniline on Aluminum Alloys. Corrosion 56: 401–410
J He, VJ Gelling, DE Tallman, GP Bierwagen, GG Wallace (2000) Conducting Polymers and Corrosion III: A Scanning Vibrating Electrode Study of Poly(3-Octyl Pyrrole) on Steel and Aluminum. J. Electrochem. Soc. 147: 3667–3672
Tallman, DE, He, J, Gelling, VJ, Bierwagen, GP, Wallace, GG, “Scanning Vibrating Electrode Studies of Electroactive Conducting Polymers on Active Metals,” In: Zarras, P et al. (eds.) American Chemical Society Symposium Series, Ch. 15, Vol. 843, pp. 228–253. Conductive/Electroactive Polymers for Corrosion Prevention (2003)
He, J, Battocchi, D, Simoes, AM, Tallman, DE, Bierwagen, GP, “Scanning Probe Studies of Active Coatings for Corrosion Control of Al Alloys.” ACS Symposium on Smart Coatings, Book Chapter (2007) (in press)
Tallman, DE, Jensen, M, Bierwagen, G, “Studies of Electron Transfer at Aluminum Alloy Surfaces by Scanning Electrochemical Microscopy,” accepted for publication in “ECS Transactions—Cancun” Volume 3, “Critical Factors in Localized Corrosion 5: A Symposium in Honor of Hugh Isaacs,” from the Cancun meeting to be available in early 2007
Gelling VJ, Wiest MM, Tallman DE, Bierwagen GP, Wallace GG (2001) Electroactive-conducting Polymers for Corrosion Control. 4. Studies of Poly(3-octyl pyrrole) and Poly(3-octadecyl pyrrole) on Aluminum 2024 T-3 Alloy. Prog. Org. Coat. 43: 149–157
Tallman DE, Dewald MP, Vang CK, Wallace GG, Bierwagen GP (2004) Electrodeposition of Conducting Polymers on Active Metals by Electron Transfer Mediation. Curr. Appl. Phys. 4: 137–140
Tallman, DE, Bierwagen, GP, “Corrosion Protection Using Conducting Polymers.” In: Chapter 15 in Handbook of Conducting Polymers, 3rd edn., pp. 15–1 to 15–53. Conjugated Polymers-Processing and Applications. CRC Press (2006)
Nanna, ME, Bierwagen, GP, “Mg-Rich Coatings: A new Paradigm for Cr-Free Corrosion Protection of Al Aerospace Alloys.” J. Coat. Technol. Res., 1 69–81 (2004); awarded 1st place 2003 FSCT Roon Award Competition, ICE 2003, Philadelphia, PA, Nov. 14, 2003
Hare, C, “Corrosion Control of Steel by Organic Coatings,” In: Review, RW (ed.) Uhlig’s Corrosion Handbook, 2nd edn., Ch. 55, pp.1023–1038. John Wiley & Sons, New York (2000)
Felix S, Barajas R, Bastidas JM, Morcillo M, Feliu S (1993) Study of Protections Mechanism of Zinc-Rich paints by Electrochemical Impedance Spectroscopy. In: Scully JR, Silverman DC, Kendig M (eds) Electrochemical Impedance Spectroscopy, ASTM STP 1188. Amer. Soc. Testing and Materials (ASTM), Philadelphia, PA, pp. 438–449
Battocchi, D, Bierwagen, G, Stamness, A, Simoes, A, Tallman, D, “The Use of Multiple Electrochemical Techniques to Characterize Mg-rich Primers for Al Alloys.” Refereed Paper 06250 NACE Corrosion 2006 Conference, San Diego, CA
Bierwagen, G, Battocchi, D, Simões, A, Stamness, A, Tallman, D, “The Use of Multiple Electrochemical Techniques to Characterize Mg-rich Primers for Al Alloys.” Prog. Org. Coat., 59 172–178 (2007) (from AEOTC 2005, Villard-de-Lans, France April 2005)
Battocchi D, Simões AM, Tallman DE, Bierwagen GP (2006) Electrochemical Behavior of a Mg-rich Primer in the Protection of Al Alloys. Corros. Sci. 48: 1292–1306
Hosking NC, Strom MA, Shipway PH, Rudd CD (2007) Corrosion Resistance of Zinc-Magnesium Coated Steel. Corros. Sci. 49: 3669–3695
Battocchi D, Simões AM, Tallman DE, Bierwagen GP (2006) Comparison of Testing Solutions on the Protection of Al-Alloys Using a Mg-Rich Primer. Corros. Sci. 48: 1292–1306
Simões, AM, Battocchi, D, Tallman, DE, Bierwagen, GP, “SVET and SECM Examination of Cathodic Protection of Aluminum Using a Mg-rich Coating,” Corros. Sci., 49 3838–3849 (2007)
Battocchi, D, Bierwagen, G, Simões, A, Stamness, A, Tallman, D, “Mg-Rich Primer for Chromate Free Protective Systems on Al 2024 and Al 7075.” Eurocorr 2005 Proceedings, Book Chapter (2007) (in press)
Hare, C, “Corrosion Control of Steel by Organic Coatings,” In: Review, RW (ed.) Uhlig’s Corrosion Handbook, 2nd edn., Ch. 55, pp. 1023–1038. John Wiley & Sons, New York (2000)
Pereira D, Scantlebury JD, Ferreira MGS, Almeida ME (1990) The Application of Electrochemical Measurements to the Study and Behavior of Zinc-Rich Coatings. Corros. Sci. 30: 1135–1147
Faidi SE, Scantlebury JD, Bullivant P, Whittle NT, Savin R, (1993) An Electrochemical Study of Zinc-Containing Epoxy Coatings on Mild Steel. Corros. Sci. 35: 1319–1328
Gervasi CA, Di Sarli AR, Cavalcanti E, Ferraz O, Bucharsky EC, Real SG, Vilche JR (1994) The Corrosion Protection of Steel in Sea Water Using Zinc-Rich Alkyd Paints. An Assessment of the Pigment-Content Effect by EIS Corros. Sci. 36: 1963–1972
He, J, Battocchi, D, Simoes, AM, Tallman, DE, Bierwagen, GP, “Scanning Probe Studies of Active Coatings for Corrosion Control of Al Alloys.” ACS Symposium on Smart Coatings, Book Chapter (2007) (in press)
Battocchi, D, Bierwagen, G, Simões, A, Stamness, A, Tallman, D, “Mg-Rich Primer for Chromate Free Protective Systems on Al 2024 and Al 7075,” Eurocorr 2005, Book Chapter (2007) (in press)
PCT/US04/033089 Filed 10/07/04: Magnesium Rich Coatings and Coating Systems, Inventors: Gordon Bierwagen, Dante Battocchi and Michael Nanna
Bierwagen, G, Crawford, KK, Boudjouk, P, Battocchi, D, Brown, R, Griffin, J, “Buyer Beware and Seller Prepare: Improving the Likelihood of Forming an Academic-Industrial License Partnership.” Paper II.1, Invited presentation May 2997 at Nurnberg Coatings Congress, Nurnberg, Germany, May 7, 2007
Battocchi, D, Bierwagen, G, Zentner, M, Brown, R, “Mg-rich Primer for Totally Chromate—Free Protective Systems on Al Alloys.” Paper IX.5, Invited presentation May 2997 at Nurnberg Coatings Congress, Nurnberg, Germany, May 8, 2007
Hosking NC, Ström MA, Shipway PH, Rudd CD (2007) Corrosion Resistance of Zinc-Magnesium Coated Steel. Corros. Sci. 49: 3669–3695
Haycock, DE, Nicholls, CJ, Urch, DS, Webber, MJ, Wiech, G, “The Electronic Structure of Magnesium Dialuminium Tetraoxide (Spinel) Using X-Ray Emission and X-Ray Photoelectron Spectroscopies.” J. Chem. Soc., Dalton Trans. 12 1785–1790 (1978)
Henry Moore’s bronze work “Knife Edge Mirror: Two Pieces”
Scott, DA, Copper and Bronze in Art. Getty Publications, Getty Center, Los Angeles, CA (2002)
Römich, R (ed.), New Conservation Methods for Outdoor Bronze Sculptures, European Commission, Directorate General XII-Science, Research & Development, B1049 Brussells, Belgium (1996) Final Report EUR 16637 EN
Bierwagen, G, Shedlosky, TJ, Ellingson, L, “Electrochemical Studies of the Protection Bronzes from Corrosion by Organic Coatings.” Metal 2001: Proceedings of the ICOM Committee for Conservation Metals Working Group, 1-00, ICC-COM-UNESCO Metal 2001, Congress Mundial de Conservacion de Metales, Metals Working Group International Congress, Santiago, Chile, April 2–6, 2001 (published in 2003)
Ellingson LA, Shedlosky TJ, Bierwagen GP, de la Rie ER, Brostoff LB (2004) The Use of Electrochemical Impedance Spectroscopy in the Evaluation of Coatings for Outdoor Bronze. Stud. Conserv. 49: 53–62
Webster, DC, Bennett, J, Kuebler, D, Kossuth, MB, Jonasdottir, S, “High Throughput Workflow for the Development of Coatings,” JCT CoatingsTech, 1(6) 34–39 (2004)
Chisholm B, Potyrailo R, Cawse J, Shaffer R, Brennan M, Molaison C, Whisenhunt D, Flanagan B, Olson D, Akhave J (2002) The Development of Combinatorial Chemistry Methods for Coating Development: I. Overview of the Experimental Factory. Prog. Org. Coat. 45: 313–321
G Bierwagen, TJ Shedlosky, K Stanek (2003) Developing and Testing a New Generation of Protective Coatings for Outdoor Bronze Sculpture. Prog. Org. Coat. 48: 289–296
Shedlosky, TJ, Huovinen, A, Webster, D, Bierwagen, G, “Development and Evaluation of Removable Protective Coatings on Bronze,” Metal 04: Proc. Int. Conference on Metals Conservation, p. 400. Canberra, Australia (Oct. 4–8, 2004)
Huovinen, AM, Shedlosky, TJ, Bierwagen, GP, Webster, DC, “Combinatorial Formulation and Evaluation of Removable Protective Coatings on Bronze.” FSCT Advancements in Coatings Series: Research Methods in the 21st Century: A Toolkit for Competitive Advantage, New Orleans Marriott, New Orleans, LA, May 18–20 (2005)
Shedlosky, T, Bierwagen, G, Webster, D, Huovinen, A, Protective Coating for Metals, US Patent Application 60/674, 220 filed April 20, 2005, Eur. Patent Offic 05760218.7 (2005)
P Trulove, RA Mantz 2003 Electrochemical Properties of Ionic Liquids. In: Wassercheid P, Welton T (eds) Ionic Liquids in Synthesis, Wyley-VCH Verlag GmbH & Co., Weinheim, Germany, pp. 103–126
Ohno, H (ed.), Electrochemical Aspects of Ionic Liquids. Hoboken, New Jersey, Wiley Interscience (2005)
Simões AM, Tallman DE, Bierwagen GP (2005) The Use of Ionic Liquids for the Electrochemical Characterization of Water Transport in Organic Coatings. Electrochem. Solid-State Lett. 8: B60–B63
Hinderliter, B, Allahar, KN, Bierwagen, GP, Tallman, DE, Croll, SG, “Thermal Cycling of Epoxy Coatings Using Room Temperature Ionic Liquids.” J. Electrochem. Soc., 155 (3) (2008) (in press)
AA Kornyshev (2007) Double-Layer in Ionic Liquids: Paradigm Change? J. Phys. Chem. B 111: 5545–5557
Allahar, K, Hinderliter, B, Simoes, A, Tallman, D, Bierwagen, G, Croll, S, “Simulation of Wet-Dry Cycling of Organic Coatings using Ionic Liquids.” J. Electrochem. Soc., 154 177–185 (2007)
Hinderliter, B, Allahar, K, Stafford, O, Bierwagen, G, Tallman, D, Croll, S, “Using Ionic Liquids to Measure Coating Properties Via Electrochemical Impedance Spectroscopy (EIS),” In review, J. Coat. Technol. Res.
Acknowledgments
I would like to thank all of those in the coatings industry that helped and encouraged me in my studies of coatings, especially Gar Schurr, John Petty, John Gardon, Charles Kumins, Juergen Braun, and Percy Pierce. The help and advice of Werner Funke of the German Paint Research Institute (FPL) and the U. Stuttgart have been most important to me, both when I was in industry as well as my time in academia. Further, the interactions I have had with Prof. Pier Luigi Bonora of the University of Trento, Italy and Dr. Marcel Piens of the Coating Research Institute (CoRI) in Limlette, Belgium have played an important role in my academic career. The significance of my long-term partnership at NDSU with Prof. Dennis Tallman has been described above, but it has been so noteworthy that it again must be acknowledged. Further, my interactions with Profs. Stuart Croll and Dean Webster of the Dept. of Coatings and Polymeric Materials since they came to NDSU have been crucial to my research. Also, I would like to thank the Office of Naval Research (ONR) and Program Manager John Sedriks for helping my research group at NDSU to start our successful research program on corrosion protective coatings. Further, I would like to thank the Air Force Office of Scientific Research (AFOSR), and Program Managers Maj. Hugh DeLong, Lt. Col. Paul Trulove, and our current Program officer, Maj. Jennifer Gresham, for the support, guidance and encouragement they have provided in our research program. Finally, I acknowledge the support of the late Dr. Michael Donley of the Coatings Group in the Air Force Materials Lab at WPAFB, OH who gave so much help and encouragement to our program at NDSU.
Author information
Authors and Affiliations
Corresponding author
Additional information
This paper was presented as the Mattiello Memorial Lecture at the 2007 FutureCoat! Conference, sponsored by Federation of Societies for Coatings Technology, October 3–5, 2007, in Toronto, Ont., Canada.
Rights and permissions
About this article
Cite this article
Bierwagen, G. The physical chemistry of organic coatings revisited—viewing coatings as a materials scientist. J Coat Technol Res 5, 133–155 (2008). https://doi.org/10.1007/s11998-007-9066-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-007-9066-4