
Abstract
The application of nanotechnology in the corrosion protection of metals has recently gained momentum. A polymer nanocomposite coating can effectively combine the benefits of organic polymers, such as elasticity and water resistance, to that of advanced inorganic materials, such as hardness and permeability. Environmental impact can also be improved by utilizing nanostructure particulates in coatings and eliminating the requirement of toxic solvents. Nanocomposites have also proven to be an effective alternative to phosphate-chromate pretreatment of metallic substrate, which is hazardous due to the presence of toxic hexavalent chromium. This article reports some of the preliminary investigations on the corrosion-resistance performance of soya oil alkyd, containing polyaniline/ferrite nanocomposite. The corrosion-protective performance was evaluated in terms of physico-mechanical properties, corrosion rate, and SEM studies. The polyaniline/ferrite nanocomposite coatings were found to show a far superior corrosion-resistance performance compared to that of a pure PANI/alkyd system.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
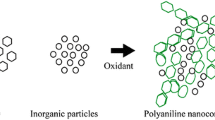
Nanostructured materials have been establishing themselves as the modern generation of high-performance materials in many areas, ranging from automotive engineering to bioengineering, owing to a vast array of unique properties.1,2 The tiny size of the nanoparticles produces an extraordinarily high surface energy, an increased number of surface atoms that exhibit enhanced compactness, and physico-mechanical and physico-chemical resistance performance compared to common microparticles. Advancements in modern engineering and technology have hastened the development of high-performance, corrosion-resistant coatings that have a broad spectrum of effectiveness under a wider range of hostile environments.3 There has been a lot of interest in the possibility of using conducting polymers—such as polypyrrole, polyaniline, and their derivatives—in the corrosion protection of iron and aluminum-based materials.4 The interest in these polymers stems from the fact that they can exist in different oxidation states and can be easily converted from one state to another. The polyaniline (PANI) based paint formulation consists of predispersed and highly concentrated PANI (3–5wt%) in different binder matrices such as alkyd, polyurethane, epoxy.5 These formulations however do not fulfill all chemical, physical and technical requirements, of corrosion protective coatings.6 It has been reported that the PANI primer itself does not work properly under all widely varying practical applications.7–9 The technique proposed by the NASA/Los Alamos group6 is not practical for the general coatings industry because it fails in terms of adhesion and reproducibility, and lacks superior performance compared with high-performance coating systems. The Monsanto variation7 also has yet to show practical applicability and good performance of its intrinsically conducting polymer (ICP)-based paint formulations to an acceptable standard. The design and production of PANI-based coating systems with commercial viability requires paint formulations with a minimum possible agglomeration of ICP, well-dispersed nanoparticles (70–100 nm) of uniform size, superior adhesion, and prolonged protective performance under different corrosive conditions. A critical obstacle in assembling and maintaining a nanoscale material is usually its tendency to agglomerate, which is a deterrent to its applications.10 Furthermore, several processing techniques require consolidation and sintering of nanomaterials into solid blocks, coatings, or thin films that often leads to unavoidable formation of agglomerations and larger grains that effectively disrupt the properties of the materials. The utilization of PANI/ferrite nanocomposites may serve as a suitable alternative to the problem of dispersion and agglomerate formation because the coating is expected to provide a binder matrix for the particles to prevent grain growth and agglomeration—thereby yielding uniform overall size distribution. The small and uniform particle size of the nanocomposite is expected to drastically enhance the corrosion-protective performance even at a lower concentration (0.5–1.5 wt%) of intrinsically conducting polymer (ICP). Literature surveys reveal that no work has been reported on the corrosion-protective performance of PANI/ferrite/alkyd-based nanocomposite coatings. In our study, the corrosion-protective performance of PANI/ferrite nanocomposite-based alkyd coatings was investigated on mild steel (MS) with very low PANI/ferrite content (0.5–1.5 wt%) in alkyd. The obtained results were compared with pristine PANI/alkyd coatings with a similar loading of the conducting polymer as that of the nanocomposite.
Materials
Materials including soya alkyd (Shankar Dyes, India), xylene (Merck, India), sodium dodecylsulfate (SDS) (Merck, India), ammonium per sulfate (APS) (Merck, India), and ferric chloride (Merck, India) were used as received. Aniline monomer (Sigma, Aldrich) was double-distilled prior to use.
Synthesis of PANI/ferrite nanocomposites and PANI/ferrite-alkyd coatings
The synthesis of ferrofluid used for the preparation of PANI/ferrite nanocomposite was reported in our earlier studies.11 A fixed volume of ferrofluid was added dropwise to a 250 mL round bottom flask containing hydrochloric acid (HCl) (8 mL, 1 N) and double-distilled aniline (5 mL) with slow and continuous stirring maintained at a constant temperature and pH of 1. After an induction period of 30 min, the color of the solution changed from red to green, which confirmed the polymerization of aniline in conducting form. Polymerization was further continued for 12 h at 20°C. The green precipitate of obtained Fe3O4/PANI composite was filtered, washed several times with distilled water and then methanol, and then dried in a vacuum for 72 h at 60°C.
Synthesis of PANI/alkyd and PANI/ferrite-alkyd coatings
The polyaniline used for the preparation of PANI/alkyd coatings was synthesized by emulsion polymerization using SDS, as reported by others.12 The PANI alkyd coatings were prepared by dispersing 0.5, 1.0, and 1.5 wt% PANI in 10 wt% solution of alkyd in xylene.
Likewise, the PANI/ferrite/alkyd was prepared by mixing the appropriate amount of PANI/ferrite with 10 wt% alkyd solution in xylene to obtain different loadings of the nanocomposite, varying from 0.5 to 1.5 wt%.
Characterization
PANI/ferrite/alkyd coatings were applied by brush (15 wt% of the blend solution in xylene) on all sides of steel strips (70 × 30 × 1 mm) for determination of specular gloss at 60° by gloss meter (model RSPT-20; Veeco, Santa Barbara, CA), scratch hardness (BS 3900), bending test (ASTM-D3281), and impact resistance (IS:101 par 5/sec-31988). The thickness of the coated samples was measured by elcometer (Model 345; Elcometer Instruments, Manchester, England). Scanning electron micrographs of the uncorroded coated (as well as corroded coated) specimens were taken on a JEOL JSM840 scanning electron microscope. Corrosion tests were performed in water, acid (5 wt% HCl), alkali (5 wt% NaOH), and NaCl (3.5 wt%) by placing the steel strips in 3-inch diameter porcelain dishes and dipping the coated samples in the test media until the coatings showed deterioration and development of cracks.
The protective behavior of the coatings against the dissolution of MS was evaluated by calculating the corrosion rate (Vc) for each one of the samples.13 This calculation was performed using the expression:
where Δg is the weight loss in grams for each sample, A is the exposed area of the sample in cm2, t is the time of exposition in years, and d is the density of the metallic species in g/cm3. The weight loss was measured after carefully washing the samples with distilled water to remove the deposited corrosion product, and dried in a vacuum at 60°C to remove moisture from the samples.
Results and discussion
Spectral analysis of PANI/ferrite
The UV–vis spectra of PANI/ferrite nanocomposite (see Fig. 1) shows maximum absorption at 350 nm, as well as 600 nm. The former is assigned to Π–Π* transitions, while the later peak can be correlated to the polaronic transitions. The presence of a polaronic transition peak confirms the emeraldine-doped state of Cl− doped PANI in a Fe3O4/PANI nanocomposite.11

UV visible spectra of PANI/ferrite nanocomposite
Physico-mechanical properties
The physico-mechanical characteristics of PANI/alkyd and PANI/ferrite-alkyd coatings are depicted in Table 1. The scratch hardness value of pristine alkyd was found to be only 0.2 kg, while that of 0.5 PANI/alkyd was found to be 3.0 kg. The scratch hardness values were found to increase from 3.0 to 4.0 kg as the loading of PANI increased. This was attributed to the enhanced adhesion between the PANI/alkyd coatings with MS substrate when the loading of the conducting polymer was increased. In the case of aniline, the amino group and the aromatic ring are in the same plane, and this coplanar orientation with respect to the metallic surface confers to PANI a greater capacity to form more homogeneous films, which, in turn, translates into a better adhesion to the metal substrate. Furthermore, the presence of a lone pair of electrons on polyaniline enhances the electrostatic interaction between coatings and the metal substrate, resulting in superior scratch hardness.
The scratch hardness values of PANI/ferrite/alkyd were found to be higher than the PANI/alkyd coatings (see Table 1, Fig. 2). A maximum scratch hardness of 5 kg was obtained at 1.5 PANI/ferrite loading in alkyd, while the scratch hardness value was found to be 4 kg at similar loadings of PANI. The difference between the scratch hardness values at similar loadings can be correlated to the variation in the morphology of the PANI/alkyd and PANI/ferrite/alkyd coatings (see Fig. 3a, b). The presence of ferrite in PANI/ferrite nanocomposite promotes adhesion as well as toughness of the coatings due to higher electrostatic interaction of ferrite with the metal substrate. Moreover, the PANI/ferrite contains uniformly dispersed (maximum 70–100 nm particle size) nanoparticles of PANI/ferrite in alkyd, leading to the formation of an agglomerate-free morphology of the nanocomposites that ensures better adhesion, with more compact structure in comparison to PANI/alkyd. Likewise, the impact resistance was found to increase from 70 kg/cm2 in case of pure alkyd to 84 kg/cm2 in PANI/alkyd. The impact resistance of PANI/ferrite/alkyd was also found to be higher than the PANI/alkyd coatings. All the coatings passed the conical mandrel bend test. The gloss values were found to decrease with the loading of ferrite in PNI/alkyd due to the increase in the opacity of the coatings. It can be concluded that the physico-mechanical properties of the PANI/alkyd coatings were found to be significantly enhanced with the loading of the PANI/ferrite nanocomposite in alkyd.

Variation of scratch hardness with loading of PANI and PANI/ferrite in alkyd

SEM micrograph of (a) 1.5 PANI/ferrite-alkyd coated MS specimen, (b) 1.5 PANI/alkyd coated MS specimen, (c) 1.5 PANI/ferrite-alkyd coated MS specimen immersed in 5% HCl (960 h), (d) 1.5 PANI/alkyd coated MS specimen immersed in 5% HCl (960 h)
Analysis of corrosion rate
The pristine alkyd coatings dissolved completely within 2 h when placed in different corrosive media, revealing a rapid corrosion rate of the organic coatings. The corrosion rates of PANI/alkyd and PANI/ferrite/alkyd were monitored for a period of 960 h, and the coatings revealed no visual deterioration or dissolution during this period. It was noted that the sample of the MS had a higher Vc, which decreased notably for the coated specimens. The corrosion rate of PANI/alkyd was found to be lower than bare MS (see Fig. 4a–c). Phenomena like fissures, pulverization, and discoloration usually observed for alkyd coatings are clearly not observed in the presence of PANI, indicating the improved degradation resistance of the coating. This has been reported by others.5

Corrosion-protective efficiency of PANI/alkyd and PANI/ferrite/alkyd coatings: (a) 5% HCl, (b) 5% NaOH, (c) 3.5% NaCl
In the case of PANI/alkyd, a compact iron/dopant complex layer formation at the metal-coating interface acts as a passive protective layer—as long as the PANI has redox capability to undergo a continuous charge transfer reaction at the metal-coating interface in which PANI is reduced from emeraldine salt form (ES) to an emeraldine base (EB) (Scheme 1).14 Upon accumulation of excessive corrosive ions, coating alkalization takes place, followed by a breakdown of the passive layer. This type of corrosion protection usually depends on the strength of the passive oxide film that forms while the protective behavior depends on the size and charge of the dopant—i.e., as the size of the dopant increases, the strength of the iron/dopant complex film increases, which improves the protective efficiency.13–15 This explains why the corrosion rate was found to vary insignificantly when the wt% loading of PANI in alkyd was increased. However, the corrosion rate of PANI/ferrite/alkyd was found to decrease appreciably with the increase in the PANI/ferrite loading in alkyd (see Fig. 4a–c). In the case of PANI/ferrite/alkyd, the inhibition effect of the nanocomposite coatings can be attributed to the presence of ferrite particles. The presence of excessive ferrite particles maintains PANI in its doped state (i.e., prevents the reduction of PANI from ES to EB) using faradic charge, and prevents metal dissolution.16 Moreover, the small pore size and uniform dispersion of the PANI/ferrite nanocomposite in alkyd (Scheme 1) helps in the formation of a well-adhered, dense, and continuous network-like structure that impedes the penetration of the corrosive ions through to the metal substrate, and inhibits the MS from the attack of the corrosive species.17 Therefore, the PANI/ferrite/alkyd coatings act as excellent inhibitors to protect metals from corrosion.

Mechanism of corrosion protection of PANI/alkyd and PANI/ferrite-alkyd coatings
Morphology
The SEM micrograph of 1.5 PANI/ferrite/alkyd-coated MS specimen (Fig. 3a) reveals the formation of a closely packed, continuous, dense uniform layer of PANI/ferrite/alkyd coating. Despite being a composite coating in nature, it was observed that neither a dispersion nor a two-phase system was visible, indicating intimate, homogeneous mixing of the PANI/ferrite in alkyd. The SEM micrograph of a 1.5 PANI/alkyd-coated MS specimen (see Fig. 3b) shows an uneven surface morphology with aggregation of PANI particles exhibited as white phase. Even after 960 h exposure in 5% HCl (see Fig. 3c), the coating exhibited a slight deposition of salt but remains completely intact. The dense and continuous structure is consistent with the ability of the coatings to protect the metal substrate from corrosion as evidenced from the significantly low corrosion rate of these coatings. In the case of 1.5 PANI/alkyd coatings (Fig. 3d), formation of cracks and deep fissures was noticed, along with the deposition of the corrosion product.
Conclusion
A novel PANI/ferrite/alkyd coating material based on a nanotechnological approach that was able to effectively protect steel from corrosion in acid, alkaline, and saline media was developed during this process. PANI/ferrite/alkyd coatings were found to act as inhibitors, maintaining high resistance to corrosive ions due to the presence of a dense, nonporous, continuous network-like structure. This uniformly dispersed nanocomposite coating provides space for a variety of modifications to its physical structure, making it more malleable and adaptable for many application processes, including spraying, dipping, or spin coating.
References
Nalwa HS, Handbook of Nanostructured Materials and Nanotechnology, Vol. 1, Academic Press, San Diego (2000)
Guilemany JM, Dosta S, Nin J, Miguel JR (2005). Study of the Properties of WC-Co Nanostructured Coatings Sprayed by Highvelocity Oxy Fuel. J. Thermal Spray Technol. 14, 405–413
Voevodin N, Balbyshev VN, Khobaib M, Donley MS Nanostructured Coatings Approach for Corrosion Protection. Prog. Org. Coat. 47, 416–423 (2003)
Rout TK, Jha G, Singh AK, Bandyopadhyay N, Mohanty ON Development of Conducting Polyaniline Coating: A Novel Approach to Superior Corrosion Resistance. Surf. Coat. Technol. 157, 16–24 (2003)
Laco JII, Villota FC, Metres FL Corrosion Protection of Carbon Steel with Thermoplastic Coatings and Alkyd Resins Containing Polyaniline as Conductive Polymer. Prog. Org. Coat. 52, 151–160 (2005)
Thompson, KG, Bryan, CJ, Benicewicz, BC, Wroblewski, DA, Los Alamos National Laboratory Report LA-UR-92-360D
http://www.ormecon.de/research
Wroblewski DA, Bencewicz BC, Thompson KG, Bryan CJ Corrosion Resistant Coatings from Conducting Polymers. Polym. Prepr. 35(1), 265–270 (1994)
Racicot R, Brown T, Yang SC Corrosion Protection of Aluminum Alloys by Double-strand Polyaniline. Synth. Met. 85, 1263–1264 (1997)
Heilman A Polymer Films with Embedded Metal Nanoparticles. Springer, New York (2003)
Alam J, Riaz U, Ahmad S Effect of Ferro fluid Concentration on Electrical and Magnetic Properties of Fe3O4/PANI Nanocomposites. J. Mag. Mater. 314(2), 93–99 (2007)
Oh SG, Im SS Electroconductive Polymer Nanoparticles Preparation and Characterization of PANI and PEDOT Nanoparticles. Curr. Appl. Phys. 2(4), 273–277 (2002)
Rosa, VA, Hugo, RB, Eduardo, A, “Synthesis and Characterization of Polyaniline and Poly(o-methoxy aniline). Behavior against Carbon Steel Corrosion.” J. Chil. Chem. Soc. 48 (1), Concepción Mar. (2003)
José E, Pereira S, Susana I, Córdoba T, Roberto MT Polyaniline Acrylic Coatings for Corrosion Inhibition: The Role Played by Counter-ions. Corros. Sci., 47 (3) 811–822 (2005)
Trivedi, DC, Influence of the Anion on Polyaniline. J. Solid State Electrochem. 2, 85–87 (1998)
Garcia B, Lamzoudi A, Piller F, Le NHT, Deslouis C Oxide/polypyrrole Composite Films for Corrosion Protection of Iron. J. Electrochem. Soc. 149 (12) 52–60 (2002)
Zarras P, Anderson N, Webber C, Irvin DJ, Irvin JA, Guenthner A, Stenger Smith JD Progress in Using Conductive Polymers as Corrosion-inhibiting Coatings. Rad. Phy. Chem. 68 387–394 (2003)
Acknowledgment
This work was funded by C.S.I.R, New Delhi, India, through grant No. 01/(1953)/04/EMR-II.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Alam, J., Riaz, U., Ashraf, S.M. et al. Corrosion-protective performance of nano polyaniline/ferrite dispersed alkyd coatings. J Coat Technol Res 5, 123–128 (2008). https://doi.org/10.1007/s11998-007-9058-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-007-9058-4