
Abstract
Green tea extract (GTE) was fortified into steamed bread as a functional ingredient to enhance its nutritional values. However, GTE might inhibit α-amylase activity and interact with gluten proteins, causing adverse effects on dough development and final loaf volume. This research investigated the effects of GTE and fungal alpha-amylase (FAA) on rheofermentometer characteristics, dough inflation parameters, and the specific volume of both dough and steamed bread. Rheofermentograph showed that the fortification of GTE did not affect the gassing power of yeast while it slightly inhibited the activity of FAA. Fortification of GTE at the level of 1.0 % decreased the dough inflation parameters and the specific volume of steamed bread. On the other hand, fortification of 60 ppm FAA enhanced the dough inflation parameters and increased the specific volume of steamed bread. Addition of 60 ppm FAA was able to fully compensate for the reduction of specific volume caused by the addition of 1.0 % GTE. Fortification of 0.50 % GTE produced steamed bread whose specific volume was not significantly different from that without GTE.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Green tea, which contains tea polyphenols, has promising health benefits as a natural antioxidant, anti-ateriosclerotic, anti-carcinogenic, and anti-microbial agent. It also shows potential benefits in reducing the risk of cardiovascular diseases and cancers (Wang et al. 2000). Green tea has been fortified in a variety of food matrix, such as bakery products, to improve their nutritional value.
Steamed bread is a type of bakery product that is made from fermented wheat flour dough and processed by steaming. It is originated in China and is getting popular among the Asian countries. The quality of steamed bread is determined by its processing performance and final product characteristics such as volume growth. Steaming process has many advantages over baking since it uses water vapor temperature (i.e., 100 °C) which is much lower than baking temperature (around 180–220 °C). Therefore, nutrients might be better retained when compared to the baked bread.
Fortification of green tea extract (GTE) in steamed bread dough might affect the quality of dough as well as the steamed bread as the final product. GTE could act as a reducing agent that converted disulfide bonds to thiol groups and reduced the viscoelasticity of a gluten network (Achiwa et al. 2001; Wang et al. 2006). Consequently, significantly reduced bread volume and increased firmness were observed in baked bread dough that was fortified with GTE (Wang et al. 2006). Also, tea polyphenols can inhibit the activity of alpha-amylase (He et al. 2007), hence might reduce the amount of fermentable sugars available for yeast fermentation. This inhibition might decrease gas production during proofing and reduce volume expansion during both proofing and steaming. Therefore, an in-depth research is necessary to investigate and quantify these possible adverse effects of GTE on dough rheological properties and steamed-bread-making performance.
Proofing is one of the important steps during bread making. During the proofing, yeast produces CO2 that dissolves in the liquid phase of dough (Dobraszczyk et al. 2001). The amount of gas loss during proofing and baking significantly impacts on the volume of bread. The loss is mainly due to the rupture of gas cell membranes and also the diffusion of gas from the dough phase to the surrounding atmosphere. The foam structure of the dough with separate gas cells is altered into a sponge structure with a continuous gas phase. Gelatinization of starch, which occurs at temperatures above 60 °C, increased the viscosity of dough and caused the rupture of membranes (Gan et al. 1990).
The addition of alpha-amylase as a flour ingredient improves the bread volume, enhances the flavor development, and acts as an anti-staling agent (Armero and Collar 1998; Gujral et al. 2003). Alpha-amylase belongs to the family of glycohydrolases (GH) which randomly hydrolyze α-1,4 and α-1,6 linkages. It is used to breakdown starch to produce dextrins. It can only act on damaged or gelatinized starches which are accessible to enzymatic attack (Oort 2010). However, extensive degradation of damaged starch as a result of high alpha-amylase level will lead to sticky dough. Therefore, an appropriate dosage of alpha-amylase is necessary to be able to improve the quality of dough and final product.
Since an optimum bread volume and fine crumb structure are desirable, it is important to investigate the possible effect of GTE on the gassing power of yeast and rheological properties of dough. Rheofermentometer analysis provides information on dough functional performance regarding both its development and gassing power during fermentation (Gómez et al. 2011; Zhu et al. 2010). Using a rheofermentometer, the gas volume from yeast activity and the rheological behavior of dough can both be measured (El Hady et al. 1996).
This study aimed to investigate the effects of GTE and fungal alpha-amylase (FAA) on the rheofermentometer characteristics (i.e., dough development and gaseous release), dough inflation parameters, and the specific volumes of both the dough and the steamed bread. Since a suppressed alpha-amylase activity caused by GTE might be able to be compensated by addition of FAA which has been widely used as a flour improver in the baking industry, the impacts of combinations of GTE and FAA addition were also explored in this study.
Materials and Methods
Materials
Soft flour (protein content 7.9 %) and instant dry yeast (Saccharomyces cerevisiae) were purchased from Gim Hin Lee Pte Ltd. (Singapore). Green tea extract (GTE) was obtained from Pure Herbal Remedies Pte Ltd. (Singapore), which was made from green tea (Camellia sinensis) harvested in Guangxi, China. Grindamyl Amylase 1000 from Aspergillus oryzae [1,000 fungal amylase units (FAU) per gram] was supplied by Danisco Pte Ltd. (Singapore). The GTE used in this research was specified by the manufacturer as having total polyphenols of ≥95 %, total catechins of ≥65 %, and (−)-epigallocatechin gallate (EGCG) of ≥35 %. The GTE contained four major tea catechins including EGCG, (−)-epicatechin gallate (ECG), (−)-gallocatechin gallate (GCG), and (−)-catechin gallate (CG). The retention of those four tea catechins in steamed bread was ca. 90 %.
Dough and Steamed Bread Preparation
Instant dry yeast (1 %) and salt (1 %) were added into the soft flour. GTE was added at the levels of 0.5 % and 1.0 % (w/w) and fungal alpha-amylase (FAA) was added at the levels of 30 and 60 ppm which were equivalent to 30 and 60 FAU per kilogram of flour, respectively. The amount of water addition was determined from the water absorption resulted by the farinograph at a dough consistency of 500 Farinograph Unit. One kilogram of soft flour and other ingredients were mixed by using a spiral mixer (WAG-RN20; Varimixer Globe, USA) at 100 rpm for 4 min. The dough was rested for 10 min at 22 °C, then sheeted and formed into spherical pieces subsequently using a molder (Dr. ROBOT II; Daub Bakery Machinery B.V., Goirle, Netherlands). Dough was proofed in a proofer (Binder KBF 04-590; Binder Inc., Bohemia, NY, USA) for either 30, 45, or 60 min at 40 °C and 85 % RH, and then steamed in a stainless steel steamer (EGS63SSC; Singmah Steel Refrigeration, Singapore) for 20 min.
Rheofermentometer Analysis
The dough development and gaseous release characteristics were measured by a rheofermentometer F3 (Chopin Technologies Ltd., Paris, France). A dough sample of 315 g was weighed and placed in the movable basket of the rheofermentometer. Fermentation was conducted in a temperature-controlled airtight tank, connected with a pressure sensor. A piston of 2 kg was placed on the dough to monitor its change in height. The test was conducted at 40 °C for 3 h. The dough development curve and gaseous release curve were recorded. The maximum dough height (H m ), final dough height (h), dough weakening coefficient, (H m − h)/H m , total CO2 production volume (V t), and retention volume (V r) were measured.
Specific Volume Measurement
Specific volumes of the dough and steamed bread were measured by using a Volscan Profiler (VSP 600; Stable Micro System Ltd., Surrey, UK). The specific volume increase ratio of dough was modeled using a modified Gompertz model (Romano et al. 2007):
where y = specific volume increase \( \mathrm{ratio}=\frac{{{{{\operatorname{SV}}}_t}-{{{\operatorname{SV}}}_0}}}{{{{{\operatorname{SV}}}_0}}} \), SV t = specific volume (SV) at each time point, SV0 = initial SV at 0 min, α = maximum SV increase ratio, μ = maximum increase rate of SV ratio (i.e., slope at the inflection point), t lag = time lag of the leavening process (time at the inflection point), and e = Neper constant = 2.71828. Mathematical modeling was performed using Matlab R2011a (The Math Works, Inc., Natick, MA, USA).
Dough Inflation Measurement
The rheological properties of dough in biaxial extension were measured using a D/R dough inflation system mounted on a texture analyzer (TAXTPlus; Stable Micro System Ltd., Godalming, UK) with a thermal cabinet maintained at 50 °C, according to the procedure established by Dobraszczyk (1997).
Scanning Electron Microscopy
Frozen sample pieces of dough and steamed bread were freeze-dried for 2 days. The surface of the freeze-dried samples was exposed to gold sputtering using a coater (JFC-1600 Auto Fine Coater; JEOL Ltd., Tokyo, Japan) at 20 mA for 90 s. Micrographs of the dough and steamed bread samples were obtained using scanning electron microscopy (JEOL JSM-5200; JEOL Ltd.) at a magnification of ×2,000.
Statistical Analysis
All experiments were conducted at least in triplicates. Statistical analysis of data was carried out by single-factor ANOVA using SPSS 20 software (IBM Corporation, New York, USA) at a significant difference level of p <0.05.
Results and Discussion
Rheofermentometer Characteristics
Rheofermentometer measured the changes of dough rising, gas production, and gas retention as a result of dough fermentation. Dough rising was measured by a displacement sensor that was connected to the piston. The movement of piston showed the dough rising or dough development during proofing inside the rheofermentometer. Dough development was characterized by the maximum dough height (H m ), final dough height (h), and dough weakening coefficient (DWC) values. Figure 1 shows some typical dough development curves. The three parameters of dough development for all the samples are shown in Fig. 2.

Dough development curves: a GTE fortified dough; b FAA fortified dough

Parameters obtained from dough development curve: a maximum dough height (H m ); b final dough height (h); c dough weakening coefficient (DWC). Means with the same superscript letters are not significantly different (p > 0.05)
The addition of GTE and FAA promoted the dough development as indicated by an increase in the H m and h values when compared to control (Fig. 2). Fortification of GTE increased H m and h by 12 % and 32 %, respectively, whereas addition of 60 ppm FAA increased those parameters by 20 % and 23 %, respectively. The combination of 0.5 % GTE and 60 ppm FAA produced the highest final dough height among all the samples. The H m and h values reflect the performance of yeast and the microstructure of dough. Dough pieces with higher H m and h values are supposed to retain more gas in the dough during proofing (Huang et al. 2008). GTE fortification at the levels of 0.5 % and 1.0 % as well as the addition of 0.5 % GTE together with 60 ppm FAA resulted in the lowest DWC value. A lower DWC indicates a higher stability of the dough during a prolonged proofing period (Sanz Penella et al. 2008). GTE could strengthen the structure of gluten network, and therefore its fortification produced higher H m , h, and lower DWC values than those of control. On the other hand, FAA hydrolyzed starch granules, hence lowering the dough viscosity and resulting in more elastic dough that could be expanded more to produce higher H m and h value than those of control. This finding is supported by Sanz Penella et al. (2008) who reported that adding alpha-amylase significantly increased the H m and h values of wheat flour dough (flour protein content of 12.5 %).
GTE fortified dough increased the H m and h values, and reduced the DWC value of the dough significantly. There were no significant differences of H m and h between the two levels of GTE fortification (i.e., 0.5 % and 1 %). Dough with GTE fortification resulted in lower DWC than the other samples. Fortification of GTE lessened the degree of dough collapse during the prolonged proofing. As shown in Fig. 1, the GTE fortified dough had substantially higher dough stability, especially after 90 min of proofing. This observation indicated a higher strength of the GTE fortified dough against the compressive stress imposed by the 2,000-g piston on the top of the dough.
Gassing power of yeast is represented by the amount of carbon dioxide (CO2) production as a result of yeast fermentation. A higher yeast activity correlates to a higher gassing power of yeast, which means a larger volume of gas production. Figure 3 shows the gaseous release curves produced by the rheofermentometer during 3 h of fermentation at 40 °C. Total volumes of gas production (V t) and gas retention (V r) are shown in Fig. 4.

The gaseous release curve: a the control and GTE fortified dough; b the control and FAA fortified dough

Parameters of gaseous release: a total volume of gas production; b total volume of gas retention. Means with the same superscript letters are not significantly different (p > 0.05)
There was no significant difference in the total volume of gas production and gas retention among the control and GTE fortified dough. Therefore, it could be postulated that the fortification of GTE did not affect the activity of yeast and its gassing power. GTE contains tea polyphenols of which the majority is catechins. Green tea catechins have an antifungal activity which depends on the pH of the matrix (Hirasawa et al. 2006). Anti-microbial effect of catechins is pronounced in a weak alkaline buffer (pH = 7.6) due to the production of H2O2 (Arakawa et al. 2004). The generation of H2O2 was prohibited in the dough which had a weak acidic matrix (pH was around 5). The weak acidic environment of the dough matrix could protect yeast from a possible antifungal effect of tea catechins.
The addition of 60 ppm FAA showed the highest gas production and gas retention compared to those of the other samples. However, combinations of GTE and FAA in the dough resulted in lower gas production and gas retention than the addition of FAA alone. The enhanced gassing power of yeast was attributed to the breakdown of damaged starch granules by FAA, resulting in the formation of low molecular weight dextrins as fermentable sugars for yeast growth (Poutanen 1997).
Also shown in Fig. 3, the rate of gaseous release increased during the first 45 min of proofing until it reached the maximum and decreased afterwards. The decrease in gas production rate starting from the 45th minute was corresponding to the depletion of indigenous simple sugars (sucrose, maltose, glucose, and fructose) present in the dough, after which yeast adapted to maltose fermentation and experienced an appreciable drop in the gas production (Sahlstrom et al. 2004). The rate of gas production in the 60 ppm FAA fortified dough was apparently different from that of the control only starting from the 45th minute onwards after the maximum gas production peak (Fig. 3). Similar results were reported in the literature that addition of FAA increased gas production only at the later stage of fermentation (Doğan 2003; Sanz Penella et al. 2008).
Furthermore, adding GTE together with 60 ppm FAA (i.e., combinations of 0.5 % GTE–60 ppm FAA and 1.0 % GTE–60 ppm FAA) caused a reduction in the total volume of gas production, suggesting an inhibitory effect of GTE on the activity of FAA. Fungal α-amylase produced by Aspergillus oryzae contains two large domains in its three-dimensional structure. These domains are linked by a single polypeptide chain which consists of hydrophobic residues in the interface (Matsuura et al. 1984). Fortification of GTE might disturb this interfacial region by forming hydrophobic interactions between the galloyl groups of catechins and the hydrophobic residues of FAA. These interactions could change the molecular configuration of FAA leading to a reduction of its catalytic activity.
Dough Inflation Characteristics
Biaxial extension is the deformation around expanding gas cells of the dough (Van Vliet et al. 1992). Biaxial extension stretches the samples in equal rates along two perpendicular directions (Dobraszczyk and Morgenstern 2003). The dough inflation system measures the large deformation biaxial extension which resembles the deformation conditions of cell walls around the expanding gas cells during proofing and oven rise (Dobraszczyk and Morgenstern 2003; Dobraszczyk et al. 2003). Figure 5 shows that the addition of GTE and FAA significantly altered the dough inflation parameters in terms of the bubble burst pressure, bubble burst strain, and strain hardening index.

Bubble inflation rheological parameters obtained from dough inflation test: a bubble burst pressure; b bubble burst strain (Hencky strain); c strain hardening index. Means with the same superscript letters are not significantly different (p > 0.05)
Fortification of GTE decreased the dough inflation parameters. Higher GTE concentration tended to produce lower bubble burst pressure, bubble burst strain, and strain hardening index. GTE fortification at the level of 0.5 % resulted in slightly lower bubble burst strain and strain hardening index compared to the control, whereas the bubble burst pressure was similar. Fortification of 1.0 % GTE extensively decreased the dough inflation properties; the burst pressure was decreased by 50 % and the bubble burst strain was reduced by 90 %. There was no strain hardening index detected in the dough with 1.0 % GTE due to the bursting point being at the very beginning of the inflation test. On the contrary, the addition of FAA improved all dough inflation parameters compared to the control; the addition of 60 ppm FAA produced the highest bubble burst pressure, bubble burst strain, and strain hardening index. Addition of FAA in the GTE fortified dough also increased the three dough inflation parameters compared to those without FAA addition.
FAA hydrolyzes starch granules, hence lowering the viscosity of dough and resulting in a greater extension of the dough (Lakkis 2008). The less viscous the dough, the easier the bubble expansion; therefore, adding FAA resulted in all dough inflation parameters being larger. On the other hand, the nonexistence of strain hardening index for the 1.0 % GTE fortified dough indicated unstable gas walls which contribute to an early rupture of gas bubbles and a lower loaf volume after steaming.
Strain hardening index (n) shows the ability of bubble expansion. Dough with the n value being higher than 1 has a positive effect on the final volume of bread (Dobraszczyk and Roberts 1994). It can be seen in Fig. 5 that the GTE fortified dough produced lower n values and the addition of FAA resulted in higher n values compared to the control. Moreover, combinations of GTE and FAA resulted in higher n values than the addition of GTE alone.
Dough with a higher strain hardening index could allow a larger expansion of gas cells, which results in a larger loaf volume of bread (Sroan et al. 2009). The mechanism of dough strain hardening follows the entanglement network theory. The biaxial extension stretches and elongates the glutenin polymer chains which locate between the entanglements, and then causes an increase in the stress for any further extension, inducing a strain hardening effect (Bersted and Anderson 1990; Sroan 2007). The level of strain hardening depends on the number of branches and entanglements between gluten polymers. More entanglements lead to an enhanced extension without fracturing, hence increase the strain hardening level. Molecular weight of gluten polymer also contributes to the effect of strain hardening. Higher molecular weights of gluten subunits attribute to increased entanglements and dough strength as well (Sroan et al. 2009). The adverse effect of GTE on the strain hardening index might be attributed to an increased amount of thiol (SH) group and a reduced number of disulfide (SS) bonds in the dough, which were caused by GTE’s reducing power (Wang et al. 2006). The less number of SS bonds formed could disrupt the gluten network, hence lower the molecular weight of gluten subunits and reduce the level of entanglement.
Specific Volume During Proofing and Steaming
The growth of dough specific volume occurred during the proofing and steaming as an effect of gas bubble expansion. It can be seen in Fig. 6 that the specific volume of dough (SV) was approximately doubled after 30 min of proofing and increased by around 2.6 times after 60 min of proofing. The addition of GTE did not change the SV of dough during the first 45 min of proofing (Fig. 6), while the SV slightly decreased during the 45th to the 60th minute of proofing compared to the control, which was around 3 %. Furthermore, the FAA fortified dough produced a slightly smaller SV than the control from the 25th to the 60th of proofing, which was approximately 5 %. Overall, the addition of GTE and FAA affected the specific volume of dough at such a small level that could hardly be differentiated visually. The similar growth profiles of the control and the dough with addition of GTE and FAA were largely attributed to their similar amounts of gas production and retention during the 60 min of proofing.

Specific volumes of a GTE fortified dough and b FAA fortified dough
GTE possibly reduced the breakdown of starch to dextrins as a consequence of the inhibition of amylase activity by catechins. However, amylase is known to become more active on degraded starch or gelatinized starch. Degradation of starch occurred obviously when it was gelatinized during steaming, but not during proofing. Therefore, GTE fortification had a limited effect on the dough growth during the 60 min of proofing.
The growth of dough specific volume during proofing presented a sigmoid shape that can be described using a modified Gompertz model. As shown in Table 1, the model predicted values showed a good agreement with the experimental data as indicated by the high R 2 values (R 2 ≥ 0.997) and low RMSE values (RMSE ≤ 0.03).
Comparison of the model parameters among different formulations is shown in Table 1. The fortification of 1.0 % GTE and the combination of 1.0 % GTE–60 ppm FAA yielded smaller α values compared to the control. The smaller α values suggested a restricted growth of the dough with 1.0 % GTE addition, should a very long proofing time be allowed. Smaller μ values and larger t lag values were obtained for the FAA fortified dough, implying a slower growth of the dough’s specific volume. Considering that gas production was not different between the control and FAA dough within the first 45 min of proofing, the smaller increase of SV ratio might be due to a slower gas diffusion rate from the liquid phase to the bubble nuclei. FAA hydrolyzed starch granules and decreased their water holding capacity, resulting in an increase of water content in the dough matrix. In this case, more CO2 was required to saturate the liquid phase so that less amount of gas diffused into the gas bubbles. Hence, it took a longer time for the FAA fortified dough to start expanding. The t lag values were not significantly different between the control and GTE fortified dough, suggesting an unchanged yeast activity with the GTE addition. This result was consistent with those of the rheofermentometer analysis which also suggested an unaffected yeast activity based on the total volume of gas production.
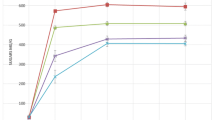
The steaming process contributed an additional leavening action and transformed the foam structure of dough into a sponge structure. As shown in Fig. 7, the specific volume of bread increased rapidly during the first 2 min of steaming and then decreased slightly up to 5 min of steaming and kept constant afterwards. The fast expansion during the first 2 min was similar to the “oven spring” in baking. This immediate increase of the loaf volume was attributed to the movement of CO2 from the aqueous phase into the gas cells and the fast expansion of the CO2 with temperature increase (Cauvain 2001). The gas bubbles continued to expand until the gluten film surrounding a gas cell was stretched to its maximum and burst or until the gluten–starch matrix formed a rigid structure under heating.

Specific volume (cm3/g) of steamed bread from dough that was proofed by a 30 min, b 45 min, and c 60 min
After 2 min of steaming, the temperature of the steamed bread reached around 65 °C at which yeasts were killed, starch started to swell and gelatinize, and gluten proteins started to be denatured and to coagulate. The gelatinization of starch and denaturation of gluten proteins caused bubble rupture during which leavening gases were lost and further expansion was ceased (Campbell 2003). Starch gelatinization increases the dough viscosity thus enhances the tensile strength of starch–protein matrix. As a result, the matrix is ruptured and converted from its foam structure into one with a continuous gas phase (i.e., sponge). This mechanism contributes to the rapid loss of gas (Gan et al. 1990). Therefore, there was a slight drop in the specific volume of steamed bread after 2 min of steaming.
During steaming, the leavening CO2 and water vapor were trapped in the gas cells, which contributed to the overall internal pressures that caused the growth of the bubbles and increased specific volume. The growth rate of specific volume was faster in the early phase of steaming. After 5 min of steaming, temperature of the dough reached around 95 °C and the pressure in the gas bubbles was mostly related to water vapor, hence the specific volume remained constant after this point (Fig. 7). Moreover, as observed during the steaming, a rigid skin was properly formed on the surface of steamed bread at the end of the first 5 min which restricted a further expansion of the steamed bread.
Addition of FAA significantly increased the specific volume of steamed bread. The positive effect of FAA was pronounced during the first 2 min. This observation was consistent with the literature which reported that the improving effect of FAA mainly occurred at the early phase of baking (Cauvain and Chamberlain 1988; Pritchard 1992). Increased oven spring of FAA fortified bread was due to the enhanced fluidity of dough during baking which allowed more expansion to attain a bigger volume growth (Pritchard 1992). When starch started to gelatinize, it was very vulnerable to be attacked by FAA. A small amount of FAA would be able to convert a considerable amount of starch into short chain dextrins and reduce the dough viscosity (Willams and Pullen 2007).
On the contrary, the fortification of 1.0 % GTE produced the lowest specific volume of steamed bread among all the samples after 45 min and 60 min of proofing. This level of GTE fortification also produced a smaller degree of growth during the first 2 min of steaming. As discussed in “Dough Inflation Characteristics” section, the specific volume of steamed bread was positively related to the strain hardening behavior of dough. The addition of 1.0 % GTE did not produce a strain hardening index value due to unstable bubble walls that fractured earlier during expansion. Since the volume of bread was determined by the level of bubble expansion, less extensible bubbles led to a smaller volume of the 1.0 % GTE fortified steamed bread. Moreover, the fortification of 1.0 % GTE possibly reduced the strength of protein network; hence, it could not retain the dough expansion during steaming which resulted in the lowering of specific volume. Also, GTE might reduce the activity of amylase, which led to forming a smaller amount of degraded starch. Degraded starch was consumed by yeast to produced CO2. Lack of degraded starch was associated with lower specific volume of steamed bread.
Furthermore, the addition of 0.5 % GTE did not affect the specific volume of steamed bread. Thus, GTE could be added at a dosage level of 0.5 % without compromising the volume of steamed bread. The reduction in specific volume of 1.0 % GTE steamed bread was totally compensated by the addition of 60 ppm FAA. This result suggested that a higher amount of GTE could be added but it would require an additional fortification of FAA to produce a desired loaf volume.
Microstructure of Dough and Steamed Bread
The microstructures of dough after mixing, after 45 min of proofing, and after 20 min of steaming were evaluated by scanning electron microscopy (Fig. 8). The microstructures of protein and starch granules for all the samples after mixing and after 45 min of proofing were relatively similar. Figure 8a and b shows that small (spherical) and large (lenticular) starch granules were embedded in the protein network. After steaming, protein coagulation and starch gelatinization led to a smooth structure (Fig. 8c).

SEM results of the dough: 1 control; 2 1.0 % GTE; 3 60 ppm FAA; a after mixing; b after 45 min of proofing; c after 20 min of steaming
In Fig. 8, the strand structures which covered starch granules were gluten network. The development of a gluten network played an important role in gas retention during proofing and steaming. Dough fortified with 1.0 % GTE formed relatively less strands, suggesting an underdeveloped gluten network (evident in Fig. 8, 2b). Hence, inferior gas retention ability was expected to be observed in the correspondingly steamed bread. These results are in line with the previous discussion on the extensibility properties of this formulation, in which it had lower dough inflation parameters than the control. Therefore, it could retain a lower amount of gas during proofing and steaming, which led to a smaller specific volume.
Gelatinization of starch granules and denaturation of protein were evident during steaming which led to the formation of a continuous phase with indistinguishable starch and gluten components. The micrographs show that neither the strand structure of gluten nor the granule of starch could be observed after 20 min of steaming. Furthermore, a rupture of this continuous phase was observed in the micrograph of steamed bread with 1.0 % GTE, which shows the formation of some holes (Fig. 8, 2c). The formation of holes in the starch–protein matrix might be due to a breaking of the gluten network during the steaming. These results were closely related with the lower level of entanglement among protein polymers, as shown by the lower dough inflation parameters for this formulation.
Conclusion
Rheofermentograph characteristics showed that fortification of GTE enhanced the dough development properties. The profound effect of GTE fortification was to prevent the dough from collapsing during prolonged proofing. Fortification of GTE did not affect the gassing power of yeast while it slightly inhibited the activity of FAA. This finding suggested that any reduction in the volume of GTE fortified bread should be attributed to the adverse changes in dough structure rather than the gassing power of yeast.
Results of the dough inflation test showed that addition of 1.0 % GTE reduced the bubble burst pressure, bubble burst strain, and strain hardening index (n value). On the contrary, addition of FAA led to an improvement in all the biaxial extensibility parameters. Fortification of 1.0 % GTE significantly decreased the specific volume of the steamed bread compared to the control. On the contrary, fortification of FAA significantly increased the specific volume of the steamed bread compared to the control.
In conclusion, 0.5 % GTE could be used in steamed bread making without any adverse effect on the specific volume of steamed bread while 60 ppm FAA helped to produce a larger specific volume of steamed bread. If a higher amount of GTE is desirable, a combination of GTE and FAA is recommended to be added. Addition of 60 ppm FAA would be able to compensate for the reduction in steamed bread volume caused by adding 1.0 % GTE.
References
Achiwa, Y., Furuichi, Y., & Komiya, T. (2001). The improving effects of tea catechin on rheological properties of wheat flour dough. Bulletin of the Faculty of Bioresources, 25–26, 31–35.
Arakawa, H., Maeda, M., Okubo, S., & Shimanura, T. (2004). Role of hydrogen peroxide in bactericidal action of catechin. Biological and Pharmaceutical Bulletin, 27, 277–281.
Armero, E., & Collar, C. (1998). Crumb firming kinetics of wheat breads with anti-staling additives. Journal of Cereal Science, 28, 165–174.
Bersted, B. H., & Anderson, T. G. (1990). Influence of molecular weight and molecular weight distribution on the tensile properties of amorphous polymers. Journal of Applied Polymer Science, 35, 237–244.
Campbell, G. M. (2003). Bread Aeration. In S. P. Cauvain (Ed.), Bread making: improving quality (p. 364). Cambridge: Woodhead.
Cauvain, S. P. (2001). Breadmaking. In G. Owens (Ed.), Cereal processing technology. Boca Raton: CRC.
Cauvain, S. P., & Chamberlain, N. (1988). The bread improving effect of fungal α-amylase. Journal of Cereal Science, 8(3), 239–248.
Dobraszczyk, B. J. (1997). Development of a new dough inflation system to evaluate doughs. Cereal Foods World, 42(7), 516–519.
Dobraszczyk, B. J., & Morgenstern, M. (2003). Rheology and the breadmaking process. Journal of Cereal Science, 38(3), 229–245.
Dobraszczyk, B. J., & Roberts, C. A. (1994). Strain hardening and dough gas cell-wall failure in biaxial extension. Journal of Cereal Science, 20(3), 265–274.
Dobraszczyk, B. J., Campbell, G. M., & Gan, Z. (2001). Bread: a unique food. In D. A. V. Dendy & B. J. Dobraszczyk (Eds.), Cereal and cereal products: chemistry and technology (pp. 182–232). Maryland: Aspen.
Dobraszczyk, B. J., Smewing, J., Albertini, M., Maesmans, G., & Schofield, J. D. (2003). Extensional rheology and stability of gas cell walls in bread doughs at elevated temperatures in relation to breadmaking performance. Cereal Chemistry, 80(2), 218–224.
Doğan, İ. S. (2003). Effect of α-amylases on dough properties during Turkish hearth bread production. International Journal of Food Science and Technology, 38(2), 209–216.
El Hady, E. A., El-Samahy, S. K., Siebel, W., & Brummer, J.-M. (1996). Changes in gas production and retention in non-prefermented frozen wheat doughs. Cereal Chemistry, 73(4), 472–477.
Gan, Z., Angold, R. E., Williams, M. R., Ellis, P. R., Vaughan, J. G., & Galliard, T. (1990). The microstructure and gas retention of bread dough. Journal of Cereal Science, 12, 15–24.
Gómez, A. V., Buchner, D., Tadini, C. C., Añón, M. C., & Puppo, M. C. (2011). Emulsifiers: effects on quality of fibre-enriched wheat bread. Food and Bioprocess Technology. doi:10.1007/s11947-011-0772-7.
Gujral, H. S., Haros, M., & Rosell, C. M. (2003). Starch hydrolysing enzymes for retarding the staling of rice bread. Cereal Chemistry, 80, 750–754.
He, Q., Lv, Y., & Yao, K. (2007). Effects of tea polyphenols on the activities of alpha-amylase, pepsin, trypsin and lipase. Food Chemistry, 101(3), 1178–1182.
Hirasawa, M., Takada, K., & Otake, S. (2006). Inhibition of acid production in dental plaque bacteria by green tea catechins. Caries Research, 40, 265–270.
Huang, W., Kim, Y., Li, X., & Rayas-Duarte, P. (2008). Rheofermentometer parameters and bread specific volume of frozen sweet dough influenced by ingredients and dough mixing temperature. Journal of Cereal Science, 48, 639–646.
Lakkis, J. M. (2008). Encapsulation and controlled release technologies in food systems. Chichester: Wiley.
Matsuura, Y., Kusunoki, M., Harada, W., & Kakudo, M. (1984). Structure and possible catalytic residues of Taka-Amylase A. Journal of Biochemistry, 95(3), 697–702.
Oort, M. V. (2010). Enzymes in bread making. In R. J. Whitehurst & M. V. Oort (Eds.), Enzymes in food technology (pp. 103–140). Chichester: Wiley.
Poutanen, K. (1997). Enzymes: an important tool in the improvement of the quality of cereal foods. Trends in Food Science and Technology, 8(9), 300–306.
Pritchard, P. E. (1992). Studies on the bread-improving mechanism of fungal alpha-amylase. Journal of Biological Education, 26(1), 12–18.
Romano, A., Toraldo, G., Cavella, S., & Masi, P. (2007). Description of leavening of bread dough with mathematical modelling. Journal of Food Engineering, 83, 142–148.
Sahlstrom, S., Park, W., & Shelton, D. R. (2004). Factors influencing yeast fermentation and the effect of LMW sugars and yeast fermentation on hearth bread quality. Cereal Chemistry, 81(3), 328–335.
Sanz Penella, J. M., Collar, C., & Haros, M. (2008). Effect of wheat bran and enzyme addition on dough functional performance and phytic acid levels in bread. Journal of Cereal Science, 48(3), 715–721.
Sroan, B.S. (2007). Mechanism of gas cell stability in breadmaking. Ph.D. thesis, Kansas State University, Manhattan, Kansas.
Sroan, B. S., Bean, S. R., & MacRitchie, F. (2009). Mechanism of gas cell stabilization in bread making. I. The primary gluten–starch matrix. Journal of Cereal Science, 49(1), 32–40.
Van Vliet, T., Janssen, A. M., Bloksma, A. H., & Walstra, P. (1992). Strain hardening of dough as a requirement for gas retention. Journal of Texture Studies, 23(4), 439–460.
Wang, H., Provan, G. J., & Helliwell, K. (2000). Tea flavonoids: their functions, utilisation and analysis. Trends in Food Science and Technology, 11(4-5), 152–160.
Wang, R., Yu, H. H., Chow, W. F., & Zhou, W. (2006). Effects of green tea extract on the quality of bread made from unfrozen and frozen dough processes. Journal of the Science of Food and Agriculture, 86(6), 857–864.
Willams, T., & Pullen, G. (2007). Functional ingredients. In Cauvain, S. P., & Yong, L. S., (Eds.), Technology of breadmaking 2nd Ed., (pp. 68–72). New York: Springer.
Zhu, H., Wang, F., Huang, W., Zheng, J., & Rayas-Duarte, P. (2010). Rheofermentometer fermentation and breadmaking characteristics of dough containing xylo-oligosaccharide hydrolyzate from wheat bran. Journal of Agricultural and Food Chemistry, 58, 1878–1883.
Acknowledgments
The first author is grateful to the financial support from the Directorate General of Indonesian Higher Education in sponsoring her Ph.D. study. Financial support from Singapore Ministry of Education through Academic Research Fund Tier 1 grant R-143-000-404-112 is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ananingsih, V.K., Gao, J. & Zhou, W. Impact of Green Tea Extract and Fungal Alpha-Amylase on Dough Proofing and Steaming. Food Bioprocess Technol 6, 3400–3411 (2013). https://doi.org/10.1007/s11947-012-0986-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11947-012-0986-3