
Abstract
The abnormal erosion of hearth refractories is widely recognized as the main limiting factor for a long blast furnace life. In this paper, the embrittlement phenomenon of the hearth lining found in the blast furnace dissection has been described. Combining the migration figure of the thermocouple temperature in the blast furnace hearth, the evolution process of the carbon brick erosion and the heat transfer were analyzed. The results show that the embrittlement layer contains a large amount of ZnO, which accounts for more than 40%, and the thermal conductivity of the embrittled carbon brick is about 4.9 W/(m K). Moreover, due to the detachment of the embrittlement layer, the erosion evolution process of the hearth carbon brick exists as a cyclically periodic rising phenomenon together with the thermocouple temperature. Thereafter, the residual thickness of the carbon bricks and the temperature of the thermocouples during the formation of the embrittlement layer and the protective layer were calculated quantitatively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
More than 90% of the world’s molten iron is supplied by blast furnaces, and the blast furnace still has an irreplaceable position for a long time.1,2 At present, blast furnaces are gradually developing toward the direction of enlargement, and the longevity technology of the large blast furnace attracts more and more concerns,3 especially under current conditions of high utilization factor smelting when the longevity question of blast furnaces should be paid more attention.4,5 Generally speaking, the hearth area always limits the longevity of blast furnaces.6 Ironmaking workers often use the basic theory of heat transfer to analyze problems in the hearth. A variety of computational fluid dynamics (CFD) models have been developed to simulate the complex multiphase reacting flow in three regions of the furnace: the shaft, the raceway, and the hearth. The models have been used effectively to troubleshoot and optimize blast furnace operations.6 The distributions of liquid iron flow and refractory temperatures have a significant influence on hearth wear. Takatani et al. developed a mathematical model which can estimate the transient erosion process of the blast furnace hearth. This mathematical model can treat the molten iron flow, heat transfer, and brick/refractory erosion in the hearth.7 Inada developed a numerical method to estimate the boundary shape of the deadman through evaluating the stress field of the deadman in the hearth. The calculated result was in reasonable agreement with the observed shape of the deadman.8 Panjkovic described a comprehensive CFD model which predicts the fluid flow and heat transfer in the hearth, especially for the flow and temperature distributions in the liquid iron melt, as well as the temperature distributions in the refractories.9 Shao et al. proved that the deadman state plays a vital role in the flow behavior and erosion conditions in the hearth.10 Through CFD model simulations, the influence of different factors on the flow pattern, hearth erosion profile, and bottom breakage ratio was illustrated, which deepened the understanding of the iron flow and refractory erosion at the bottom of the hearth. Although many researchers have simulated and analyzed the heat transfer system of the hearth, the prediction results are consistent with the actual results. However, the calculation of the temperature and the stress fields is basically calculated using the assumed boundary conditions. In addition, these simulations are mainly used for predicting the normal erosion process of the blast furnace hearth, while the actual determination of the lifetime of the blast furnace is abnormal erosion. Recently, some ironmaking workers have also used blast furnace dissection or blast furnace damage investigation to analyze the wear state of the hearth. Jiao et al. carried out investigations of the hearths damage and found that there was a protective layer on the hot surface in the blast furnace hearth, and measured the heat conductivity coefficient of the protective layer.11,12,13,–14 They also found a embrittlement layer among the carbon bricks in the hearth.15,16 The discovery of these phenomena is of considerable significance to the understanding of the longevity of the blast furnace. However, there has been no comprehensive analysis of the damage investigation of the hearth nor of the dissection of the blast furnace and heat transfer calculations of the hearth which have further minimized the problem of inaccurate assumptions about the boundary conditions in the numerical simulation.
In the paper, the embrittlement phenomenon of the hearth found in the process of blast furnace dissection has been described. Moreover, based on the migration figure of the thermocouple temperature in the blast furnace hearth, the evolution of the carbon brick erosion and the heat transfer calculation were analyzed, providing a useful reference for the extension of blast furnace life.
Investigation and Heat Transfer Analysis
Overview of the Dissected Blast Furnace Hearth
A commercial blast furnace (BF A) with an inner volume of 4350 m3 was dissected by a rope saw after blowing out without salamander tapping, and the erosion of the BF hearth lining could be presented clearly. BF A was put into operation in September 1994 and was shut down in September 2013 for maintenance, making it the oldest blast furnace in China. It had been operated smoothly at a productivity of about 2.27 tHM/(m3 day) and the hot metal output was 15,700 t/m3. The average coke and coal consumption rates were maintained at 315 kg/tHM and 180 kg/tHM, respectively. The alkali metal load and the zinc load in the blast furnace were 2.5 kg/tHM and 0.15 kg/tHM, respectively.
Another commercial blast furnace (BF B) with an inner volume of 1350 m3 was dismantled after its operational life, and the erosion of the hearth lining could also be observed. The blast furnace was commissioned on May 9, 2009, and shut down on March 3, 2019. It had operated smoothly with a productivity of about 3.2 tHM/(m3 day), and the average coke and coal consumption rates were maintained at 360 kg/t HM and 155 kg/t HM, respectively. The average blast temperature was 1473 K and the hot metal temperature was 1710 K. The alkali metal load and zinc load in the blast furnace were 4.6 kg/tHM and 0.48 kg/tHM, respectively.
Embrittlement Layer Sampling
The embrittlement layer was found in the dissected studies of the two blast furnaces and collected manually. The specimens were prepared by mounting pieces in rounded plastic pipes about 20–25 mm in diameter and 10–20 mm in height, filled with epoxy resin, and then ground and polished. The specimens, coated with Au, were examined with a Zeiss Evo18 Special Edition scanning electron microscope combined with an energy dispersive spectrometer (SEM–EDS) for microstructure analysis, chemical analysis, and mapping. Furthermore, the laser method was employed to measure the thermal conductivity of the embrittlement layer at 10 mm in diameter and 5–10 mm in thickness.
Heat Transfer Analysis
The formulation of a comprehensive CFD model of a hearth is complicated. It must address conjugate heat transfer, natural convection, and flow through porous media. In this research, the commercial-scale BF B has been simulated using a comprehensive CFD model. The embrittlement layer was considered in the calculated process. It predicts the heat transfer in the blast furnace hearth and the temperature distribution in the refractories, which are critical factors in the analysis of hearth wear. In this study, only the molten iron flow and the temperature fields are considered, while chemical reactions and solidification are neglected. The fluid flow is assumed to be a steady-state 3-dimensional laminar flow. The level of molten iron remains constant. The model can also be found in the published literature.6,7,8,9,–10
Results and Discussion
Insight into the Embrittlement Layer
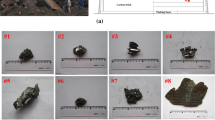
The embrittlement layers in the hearth linings of BF A and BF B are shown in Fig. 1. Small UCAR carbon bricks with high thermal conductivity were mainly used in the hearth sidewall of BF A. The sidewall of the tap hole area was about 2.4 m thick and was made of NMD bricks with 45–55 W/(m K) of thermal conductivity near the cooling staves and NMA bricks with 18–22 W/(m K) of thermal conductivity near the hot surface. At the furnace bottom, a two-layer integrated ceramic cup was built on the top of a large three-layer carbon block.17,18 As for BF B, the furnace bottom was lined with GL65 high alumina bricks as well as micro-carbon bricks, whereas for the hearth sidewall, large carbon bricks with a high thermal conductivity of 14 W/(m.K) were used. In Fig. 1a, the carbon bricks show an obvious embrittlement phenomenon, and the width of the embrittlement zone, generally 100–300 mm, gradually decreases from top to bottom. After the cold surface of the carbon bricks behind the embrittlement layer is completed, the thickness of embrittlement zone is about 700 mm. The hot surface of the embrittlement zone has been seriously eroded. It is difficult to distinguish the brick joints, and different components are mixed together in a compact structure. There are still small amounts of large carbon bricks and broken small carbon bricks that are clearly visible on the hot side of the embrittlement zone, and the carbon bricks vary in shape and size. In the embrittlement zone, the carbon bricks are severely pulverized, and the carbon bricks which are not pulverized contain a large number of cracks.

Embrittlement layer in hearth lining: (a) BF A; (b) BF B.
In Fig. 1b of BF B, a similar embrittlement layer was found in the hearth lining. The thickness of the embrittlement layer is about 100–200 mm and the residual thickness of the large carbon brick on the cold side of the embrittlement layer is about 300 mm. Therefore, whether there are large carbon bricks or hot-pressed small carbon bricks, there is an embrittlement layer on the sidewall of the hearth. This is a common phenomenon in blast furnace hearths.
As shown in Fig. 2, a large number of gray mineral phases have appeared inside the embrittlement layer, which were widely distributed in the matrix and the pores of the carbon bricks. The EDS mapping results suggest that these mineral phases are mainly aluminosilicates of alkali metals, and the abundance of ZnO in minerals seems to be very high. Notably, the alkali metals and Zn as well as slag may be from coke minerals. In the hearth, a considerable amount of coke is immersed in hot metal. The ash in the coke mixes with the final slag and forms liquid slag, which then spreads in the hearth lining at high temperatures. The presence of these alkali-bearing minerals further confirmed the recirculation and enrichment of potassium and zinc in the hearth zone, which has also been reported by Gupta et al.19 In addition to the catalytic effect on the gasification reaction of the carbon bricks, the volume expansion of the aluminosilicate minerals of potassium and zinc oxide will also lead to the cracking of the carbon bricks, which is considered to be an important cause of carbon brick degradation.20,21,–22 It is well known that the temperature of the hearth lining is around 373–1673 K which conforms with the thermodynamic conditions of the formation of these compounds.

SEM micrographs and EDS maps showing the embrittlement layer: (a) SEM micrographs and (b) EDS maps.
The chemical composition of the embrittlement layer is shown in Table I, from which it can be seen that the embrittlement layer contains a large amount of ZnO and K2O, as well as slag. It can also be seen that harmful elements and molten slag are enriched in the embrittlement layer. Measured by the laser method, the thermal conductivity of the embrittlement layer was 4.9 W/m/K, which was much smaller than that of the original carbon bricks with a thermal conductivity of 14 W/m/K. Therefore, the formation of the embrittlement layer leads to an increase in thermal resistance and a decrease in heat transfer efficiency.
In addition, the thermocouple temperatures in the hearth lining of BF B were collected over the period of its lifetime (2009–2018). Figure 3 shows the monthly temperature readings, including the distribution of the highest temperatures. The depth of the thermocouple in the hearth lining is 300 mm. The fluctuations of the thermocouple temperature can reflect the wear of the carbon bricks, and it can be seen that the temperature changes over the production time. In the first stage of BF B, the temperature ranged between 200°C and 250°C. This lasted for 3 years, with little wear of carbon bricks. Subsequently, the temperature of the carbon bricks continued to rise, exhibiting a periodic change, with the temperature peaks rising each time. The change of the temperature reflects the wear process of the carbon bricks. When some measures were adopted in the blast furnace, such as titanium-bearing material protection, reducing the production, blocking the tuyere and increasing the cooling intensity, the thermocouple temperature begins to decrease.

Temperature of the thermocouple in the hearth lining of BF B.
Evolution of the Wear of the Carbon Bricks
According to the foundation of the embrittlement layer in the hearth and the thermocouple temperature over the blast furnace’s lifetime, the evolution of the wear of the carbon bricks can be deduced as follows. In the first stage of production, the thickness of the carbon bricks is high, so that the thermocouple temperature remains at a low level. As molten iron continuously erodes the carbon bricks of the hearth, the temperature of the thermocouple should be continuously increased. However, the temperature of the thermocouple does not obviously change, and sometimes there is even a decrease. This is mainly because, during this process, the carbon bricks are continuously eroded, the furnace protective layer is also continuously formed, and the erosion of the hearth and the formation of the protective layer are in a relatively balanced state. Thus, the temperature of the hearth thermocouple remains stable and presents no significant increase. In addition, there is an isotherm of 800°C in the carbon bricks of the hearth. In this temperature zone, the embrittlement layer forms easily due to the penetration of harmful elements such as K2O and ZnO, so the thermal conductivity of the brittle carbon bricks is low, and the thermal resistance of the lining increases. As a result, the temperature of the thermocouple tends to decrease. Then, with the continuous expansion of the embrittlement layer and the fluctuation of the hearth state, the embrittlement layer will fall off under certain conditions, and the molten iron will directly contact the carbon bricks on the cold surface of the embrittlement layer. At this time, the thermal resistance of the lining rapidly reduces., while the thermocouple temperature rapidly increases, forming the first peak temperature of the lining thermocouple.
Furthermore, because of the cooling effect of the hearth, the hot surface temperature of the carbon bricks decreases, the protective layer of the hearth gradually forms, and the temperature of the thermocouple starts to drop, thereby again reaching a stable equilibrium state. This stable equilibrium state mainly depends on the continuous precipitation of the protective layer. If the protective layer is dense, the harmful elements find it hard to penetrate the carbon bricks and the embrittlement layer forms with difficulty (Fig. 4).

Evolution process of the wear of the carbon bricks: (a) embrittlement layer formation; (b) embrittlement layer falling off; (c) protective layer formation; (d) protective layer falling off.
Finally, it must be noted that the protective layer is not constant. Under the condition that the blast furnace production state changes, the protective layer will also fall off and then the harmful elements will again enter into the carbon bricks. Among the 800°C isotherm regions, an embrittlement zone is formed and reciprocates, which makes the temperature of the furnace brick lining exhibit periodic changes. Since the erosion of the brick lining of the hearth is irreversible and the effective thickness of the brick lining is gradually reduced, the temperature of the thermocouple will create a new high peak temperature whenever the embrittlement layer falls off.
Heat Transfer Calculation in the Hearth
The temperature fields of the carbon bricks during the wear processes are calculated used CFD. During the calculation process, the liquid iron temperature is given as 1500°C, the comprehensive convective heat transfer coefficient is assumed to be 45 W(m2 K), and the conductivity of the carbon bricks, the embrittlement layer and the protective layer is 14 W(m2 K), 4.9 W(m2 K) and 2.5 W(m2 K), respectively. The preliminary results are promising and lay a foundation for further comprehensive studies. The detailed simulation calculation results are shown in Fig. 5, which shows the relationship between the residual thickness of the carbon bricks and the corresponding heat flux intensity within the times of the embrittlement layer falling off. As can be seen from the figure, with the increase of embrittlement, the thickness of the furnace carbon bricks gradually reduces and the corresponding heat flux intensity gradually increases. In the early stage of the blast furnace, the thickness of the carbon brick is 1.5 m and the corresponding heat flux intensity is 10,000 W/m2. After the first embrittlement layer falls off, the thickness of the carbon bricks remains at 0.997 m and the corresponding heat flow intensity increases to 8996 W/m2. After the second embrittlement layer is detached, the residual thickness of the carbon bricks is 0.592 m and the corresponding heat flow intensity is increased to 13,681 W/m2. Thus, after each embrittlement layer falls off, the carbon bricks becomes thinner and thinner, and the heat flux intensity of the carbon brick lining becomes higher and higher, which is consistent with the migration diagram of the thermocouple temperature of the blast furnace hearth.

Relationship between the residual thickness of the carbon bricks and the corresponding heat flux intensity.
Figure 6 shows the variation of thermocouple temperatures at each stage of blast furnace production. In the initial stages of, the thermocouple temperature is low, at 352°C. At this point, the brick lining is thicker and the 800°C isotherm is inside the carbon bricks. Then, the embrittlement layer is gradually formed. At this time, the thickness of the protective layer on the hot surface of the carbon bricks is generally maintained at 0.015 m. Subsequently, with the embrittlement layer falling off, the temperature of the thermocouple increase rapidly to 515°C and the remaining thickness of the brick lining is 0.997 m. The protective layer begins to form due to the decrease in the hot surface temperature of the carbon bricks. When the equilibrium condition is reached, the thickness of the protective layer is about 0.156 m and the thermocouple temperature drops back to 352°C. Then, when the protective layer falls off, the embrittlement layer is formed for the second time with the thermocouple temperature increasing to 459°C. When the embrittlement layer falls off again, the thermocouple temperature further increases to 691°C. In addition, the productive layer forms with the thickness of 0.237 m. When the embrittlement layer falls off for the third time, the temperature of the thermocouple rises to 848°C. At this time, the thickness of the carbon brick is 0.381 m, while the position of the 800°C isotherm is located with a carbon brick thickness of 0.271 m. The thickness of this position is lower than the thermocouple insertion depth, which is prone to damage. It is worth noting that, at this time, the residual thickness of the carbon bricks is relatively thin and the hearth is in a relatively dangerous state, which requires special attention. Therefore, the calculation results are of great significance for the safe production of blast furnaces.

Evolution of thermocouple temperature at each stage of blast furnace production.
Conclusion
-
(1)
Through the dissection of two blast furnaces, the embrittlement layer was found in the blast furnace hearth, showing that the embrittlement layer is rich in ZnO, and the thermal conductivity of the embrittled carbon brick is about 4.9 W/(m K).
-
(2)
The erosion evolution processes of carbon bricks in blast furnace hearths has been clarified based on the cyclically periodic increase of the thermocouple temperature and the hearth embrittlement layer. The detachment of the embrittlement layer is the essential cause of the continuous periodic increase of the thermocouple temperature.
-
(3)
The heat transfer model of the blast furnace hearth has been established. The evolution process of the residual thickness of the carbon bricks and the temperature of the thermocouple were quantitatively calculated, especially for the formation process of the embrittlement layer and the protective layer.
References
T.J. Yang, J.L. Zhang, Z.J. Liu, and K.X. Jiao, Ironmaking 37, 1 (2018).
X.L. Wang, Metallurgy of iron and steel (Part I: ironmaking) (Beijing: Metallurgical Industry Press, 2019).
S.R. Zhang and Z.J. Yu, Abnormal conditions and accident treatments of blast furnace (Beijing: Metallurgical Industry Press, 2012).
X.Y. Fan, K.X. Jiao, J.L. Zhang, K.D. Wang, and Z.Y. Chang, ISIJ Int. 58, 1775 (2018).
Z.J. Liu, J.L. Zhang, and T.J. Yang, ISIJ Int. 52, 1713 (2012).
C. Zhou, G.W. Tang, J.C. Wang, D. Fu, T. Okosun, A. Silaen, and B. Wu, JOM. 68, 1353 (2016).
K. Takatani, T. Inada, and K. Takata, ISIJ Int. 41, 1139 (2001).
T. Inada, A. Kasai, K. Nakano, S. Komatsu, and A. Ogawa, ISIJ Int. 49, 470 (2009).
V. Panjkovic, J.S. Truelove, and P. Zulli, Ironmak Steelmak 18, 390 (2013).
L. Shao and H. Saxén, Steel Res. Int. 83, 878 (2012).
K.X. Jiao, J.L. Zhang, Z.J. Liu, F. Liu, and L.S. Liang, Int. J. Miner. Met. Mater. 23, 16 (2016).
K.X. Jiao, J.L. Zhang, Z.J. Liu, S.B. Kuang, and Y.X. Liu, ISIJ Int. 57, 48 (2017).
K.X. Jiao, J.L. Zhang, Z.J. Liu, C.L. Chen, and Y.X. Liu, ISIJ Int. 56, 1956 (2016).
K.X. Jiao, J.L. Zhang, Z.J. Liu, M. Xu, and F. Liu, Int. J. Miner. Met. Mater. 22, 1017 (2015).
K.X. Jiao, J.L. Zhang, Q.F. Hou, Z.J. Liu, and G.W. Wang, Steel Res. Int. 88, 1 (2017).
K.X. Jiao, X.Y. Fan, J.L. Zhang, K.D. Wang, and Y.A. Zhao, Ceramic Int. 44, 19981 (2018).
L.S. Liang, Y.M. Chen, and G. Wei, China Metall. 6, 14 (2013).
R.L. Zhu, G.J. Sun, C.C. Lin, in AISTech Proceedings (2015) p. 298.
S. Gupta, D. French, R. Sakurovs, M. Grigore, H. Sun, T. Cham, T. Hilding, M. Hallin, B. Hindblom, and V. Sahajwalla, Prog. Energy Combust. Sci. 34, 155 (2008).
Z.Y. Chang, K.X. Jiao, and J.L. Zhang, Metall. Mater. Trans. B 49, 2956 (2018).
K. Kazuberns, S. Gupta, M. Grigore, D. French, R. Sakurovs, and M. Hallin, Energy Fuels 22, 3407 (2008).
K.X. Jiao, J.L. Zhang, Z.J. Liu, Z.Z. Liu, Y. Deng, and X.Y. Fan, Metall. Res. Technol. 115, 109 (2018).
Acknowledgements
This work was financially supported by the National Science Foundation of China (51704019) and the Young Elite Scientists Sponsorship Program by CAST (2018QNRC001). We are very grateful to anonymous reviewers for their warm work and suggestions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jiao, KX., Wang, C., Zhang, JL. et al. Heat Transfer Evolution Process in Hearth Based on Blast Furnace Dissection. JOM 72, 1935–1942 (2020). https://doi.org/10.1007/s11837-020-04090-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-020-04090-y