
Abstract
Ethanol separation factor and total flux for a fabricated composite polydimethylsiloxane/polyethersulfone polyvinylpyrrolidone (PDMS/PES.PVP) membrane in the pervaporation process were obtained at 6.25 and 440 g/m2 h, respectively. In order to improve the separation of ethanol as a renewable resource from water, the composite PDMS surface was modified by corona treatment, and the treated surface was coated by multi-walled carbon nanotubes (MWCNTs). Implementation of corona treatment for surface modification leads to enhancement in the ethanol separation factor using a MWCNT surface-coated membrane. Based on the obtained data, for a corona time of 6 min and corona input power of 360 W, the ethanol separation factor was improved from 6.25 to 9.3 and also a total flux of 280 g/m2 h was obtained. Therefore, application of the novel fabricated PDMS/PES.PVP composite membrane with surface modification by corona treatment and MWCNT coating in the pervaporation process at the desired condition has significantly improved the ethanol separation factor (48.8%).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
For separation of ethanol as a renewable resource and green fuel from water in a bioethanol fermentation process, membrane separation technology is great achievement for energy saving by means of the pervaporation process.1 Polymeric membranes have been traditionally used for ethanol separation in membrane separation technology; however, there are several limitations such as low selectivity and susceptibility due to fouling and chemical and thermal resistances. Carbon nanotubes (CNTs) have resolved some of these drawbacks.2,3,4,–5 The inherent characteristics of CNTs such as high surface area have attracted great interest in the preparation of membranes. Generally, a polymeric nanocomposite membrane contains nanoparticles such as multi-walled (MW) CNTs has been applied for the purpose of roughness improvement, enhanced conductivity and membrane selectivity. The nanoparticles are blended into the casting solution for membrane preparation or coated and deposited on the membrane surface.6,7,8,–9 Kim et al.10 prepared a composite membrane by the addition of CNTs to a polyimidesiloxane membrane. Based on the reported data, the addition of CNT to a polymeric membrane increased the O2, N2, and CH4 separation factors in the gas separation process. Sanip et al.11 made mixed matrix membranes and investigated the effect of addition of CNTs on the CO2/CH4 gas separation process. It was observed that the addition of 0.5–10 wt.% of CNTs improved the membrane separation factor by 100% in gas separation. Nour et al.12 investigated the effect of the addition of CNTs into PDMS membranes on the H2/CH4 gas separation. The results indicated that the addition of 1 wt.% of MWCNTs to a PDMS membrane improved the separation factor by 94.8%. Kaidehi et al.13 examined the effect of CNFs (carbon nanofibers) addition into a polysulfone membrane on the gas separation process. According to the reported data, the addition of 0.5 wt.% of CNFs improved the gas separation.
In past decades, several types of membrane materials were investigated for ethanol separation from fermentation broths via the pervaporation process. These materials with satisfactory ethanol selectivity were limited and their pervaporative properties did not meet the demands for ethanol separation. One of the best and the most suitable materials for casting membranes with high ethanol selectivity was PDMS. PDMS, often called “silicone rubber”, has been known as an alcohol selective membrane for the removal of alcohol from the aqueous phase at low alcohol concentrations due to the hydrophobic nature of the membrane.14,15,–16 High diffusivity of ethanol into the PDMS membrane resulted in free rotation of Si–O bonds, and also contributed to ethanol selectivity.16 Extensive studies have been performed on the application of PDMS membranes for ethanol/water separation in pervaporation technology. For instance, Gao et al.17 used a PDMS/PS membrane to separate water and alcohol (8 wt.%) in the pervaporation process. It was reported that the ethanol separation factor and total flux were 6.4 and 265 g/m2 h, respectively.
Surface treatment of the membrane has been employed for the modification of membrane surfaces. Such treatment was performed by corona treatment of the coated nanoparticles on the surface of the membrane.6 Generally, for improvement of printability, wettability and adhesion property of the fabricated membrane, the corona treatment method is used for surface modification technology in packaging processes. The treatment acts by generating a visible electrical discharge from an electrode over the polymeric surface at low voltage (10–40 kV) and high frequency (1–4 kHz). The corona discharge causes partial ionization of the surrounding atmosphere and produces excited species (free radicals, ions or electrons). These chemical species are able to react and oxidize the molecules exposed to the polymeric surface.18,19,20,–21 In fact, corona treatment can produce physical effects by coating nanoparticles while creating additional pores on the membrane surface. In addition, the creation of extra chemical bonds may change the chemical nature of the membrane. Pal et al.19 used carbon dioxide as a gas between two corona electrodes. The effect of corona treatment on various hydrophilic membranes such as polyethersulfone has been investigated. Based on the results, it was observed that the corona on the surface of the membranes by means of carbon dioxide gas increased the surface roughness of the membranes resulting in membrane total flux increasing in the separation process. Sadeghi et al.21 modified the surface of polyethersulfone with a polyvinylpyrrolidone (PES.PVP) membrane by corona treatment and investigated the effect of the corona in water/oil separation. Based on the reported data, corona treatment of the surface of membranes has improved their performance in separation processes. Moghimi et al.6 coated TiO2 nanoparticles on the corona-treated surface of a polyethersulfone membrane and investigated the effect of corona treatment and a TiO2 coating on membrane fouling in the water/oil separation process. It was observed that increasing the corona time and corona input power led to a greater coating of TiO2 nanoparticles, which resulted in membrane separation increasing while the fouling decreased.
In this study, a PES membrane with PVP was fabricated with the phase inversion method as the support layer. Then, a thin, hydrophobic and dense layer of PDMS was established on the support layer. Ethanol selectivity and flux of the fabricated composite membrane in a pervaporation process were experimentally examined. In a next step, surface modification by corona treatment and coating MWCNTs on the surface of the composite membrane were performed. FTIR, AFM and FESEM were carried out for the characterization of the fabricated membranes. Finally, the performances of the novel fabricated membranes (MWCNTs coated on PDMS/PES.PVP composite membranes) were compared to other composite membranes.
Materials and Methods
Materials
PES Ultrason E6020 (MW = 58,000 Da) was supplied by BASF (Ludwigshafen, Germany). Chemicals such as dimethyl acetamide (DMAc), dibutyltin dilaurate, tetraethyl orthosilicate (TEOS) and n-heptane were obtained from Merck (Darmstadt, Germany). PDMS (analytical grade) having a viscosity of 150 cSt., PVP K90 (MW = 360,000 Da) were supplied by Aldrich (Taufkirchen, Germany). Glycerol was purchased from Scharlau (Barcelona, Spain). MWCNTs, having 99% pure carbon, average length of 3 μm and average diameter of 6.2 nm, were obtained from PPKK, Universiti Sains, Malaysia.22
Membrane Preparation
Asymmetric layers of PES with PVP were prepared as support layers via the phase inversion technique. Homogeneous solutions including PES (16 wt.%), PVP (2 wt.%) and DMAc (82 wt.%) as solvents were prepared. The blended solutions were casted onto a glass plate at room temperature. For membrane fabrication, an automatic casting machine was used to uniformly spread out the polymeric solution with high thickness accuracy and repeatability. The thicknesses of all the support layers were set at 100 μm. The glass plate was immediately immersed in a coagulation bath. The casted layer was stored in distilled water for 48 h. Finally, the film was washed with distilled water and then dried and kept at room temperature for a duration of 48 h.
For preparation of the active layer on the support layer, PDMS was dissolved in n-heptane solution. The weight ratios of PDMS, TEOS as cross-linking agent and dibutyltin dilaurate as catalyst were 10:1:0.2. The solution was stirred for 2 h at room temperature. The support layer was casted onto a glass plate and the PDMS solution was uniformly distributed on the surface. For a duration of 24 h, the active layers were partially cross-linked at room temperature. In order to complete the cross-linkage, the composite membrane was heat-treated at 70°C for 4 h.
Surface Modification by Corona Treatment and Coating with MWCNTs
Corona treatment of the membranes was performed in the air at atmospheric pressure using a commercial device (Naaj Corona; Rangin Plast, Amol, Iran). Membranes with dimensiona of 10 × 10 cm were placed on the silicon roller, then rotated at a uniform speed. The distance between the aluminum electrodes and the backing roller was adjusted to 2 mm. The corona unit was operated with an air gap between the electrode and backing roller.
After corona treatment, the treated membrane must be placed in a solution with a specific concentration of MWCNTs for a defined time. To find the desired contact time and MWCNT concentration in the solution, the corona-treated membrane in a constant corona input power and corona time (corona input power of 200 W and corona time of 2 min) at different MWCNT concentrations and contact times was evaluated. After finding the desired contact time and MWCNT concentration in the solution, the effect of corona time and corona input power on pervaporation performance was evaluated. The corona input power in the range of 180–500 W and the corona treatment time range of 2–6 min were investigated for MWCNT coating performance.
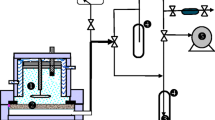
Pervaporation
The membrane was tested in a pervaporation unit. Ethanol/water solution (2 wt.%) as feed was continuously introduced as the inlet of the membrane unit at 25°C using a peristaltic pump. Vacuum condition on the permeate side was maintained by a vacuum pump (Edwards, UK). Two cold traps of liquid nitrogen were arranged in parallel allowed the collection of the permeate. Then, the collected sample was weighed and analyzed by high-performance liquid chromatography (HPLC) (Smartline, Knauer, Germany). The HPLC column was Eurokat H (Knauer, Germany). The oven temperature was 75°C. The sample size, elluent and flow rate were 20 µL, H2SO4 (0.01 N) and 0.5 mL/min, respectively.
Permeation flux and separation factor were defined by the following equations:
where m is the total amount of permeate collected during the experimental period, Δt is 1 h at steady state condition, A is the effective membrane area, and x and y present the mole fractions of components in the feed and permeate, respectively.2,23
Membrane Characterization
The fabricated membranes were fractured in liquid nitrogen and then coated by a thin layer of gold using a sputtering system under vacuum. To observe the top surface and cross-sectional structures, the membranes were characterized by field emission scanning electron microscopy (FESEM) using a Hitachi FESEM model S-4160 (Hitachi, Japan,).
Fourier-transform infrared spectroscopy (FTIR) spectra of the samples were recorded in the 500–4500 cm−1 range using a WQF-510A spectrometer (WQF, China).
The membrane surfaces were characterized using atomic force microscopy (AFM). The AFM analyses were performed under an AFM microscope (Nanosurf Easy Scan2 Flex, Switzerland). For different spots of each membrane sample, the values of surface roughness were determined. At least three different locations were tested and the average values of surface roughness were calculated. The roughness was expressed as the roughness and root mean square (Ra and RMS) values. The Ra and RMS were defined as the area of roughness average and the root mean square roughness of the surface, respectively.
To determine the hydrophobicity of the membrane, the contact angle was evaluated. The contact angle of the membrane was measured by the Kruss contact angle measurement system, G10 (Germany). A water drop (5 µL) was lowered onto the membrane’s surface from a needle tip. A magnified image of the droplet was recorded by a digital camera. Static contact angles were determined from these images using automated software. The contact angle measurement was taken as the mean value of 5 different points on each membrane sample. If the angle is less than 90°, the surface of the membrane is hydrophilic, and if it is more than 90º, the membrane is hydrophobic.23
Results and Discussion
For enhanced ethanol separation, MWCNTs were coated on pervaporative composite PDMS/PES membrane via surface modification by corona treatment. At first, the PES.PVP membrane as support layer was fabricated; then a thin layer of PDMS was deposited on the support layer. Finally, corona treatment was applied for surface modification and coating of MWCNTs.
Preparation of Composite PDMS/PES.PVP Membranes
Figure 1a shows the FESEM of the cross-section of the fabricated PES membrane support along with PVP. The PES.PVP membrane support had wide channel-like macrovoids with open end channels. The characteristic of surface roughness (Ra) of the membrane support (PES.PVP) was obtained as 24 nm by AFM (Fig. 1b).

Characterization of PES.PVP support layer: (a) cross-sectional FESEM image, (b) surface AFM image
Cross-sectional FESEM of composite membrane is shown in Fig. 2a. The polydimethylsiloxane mixture as the hydrophobic active layer was casted for a thickness of 20 ± 5 µm on the support layer having a thickness of 100 ± 5 µm. Figure 2b shows the AFM surface image of the composite membrane. The surface roughness (Ra) of the PDMS/PES composite membrane was determined as 621 pm. Comparison between the support membrane and composite membrane roughness proved that an active and dense layer is formed on the support layer. In addition, the contact angle for the fabricated PDMS/PES.PVP composite membrane was 110°.

Characterization of PDMS/PES.PVP composite membrane: (a) cross-sectional FESEM image, (b) surface AFM image
Corona Surface Treatment
In order to enhance the pervaporation performance, corona treatment was applied to the composite PDMS for surface modification. In the next step, MWCNTs were coated on the surface of composite layer.
In order to find the desired contact time and MWCNT concentration in the solution, a corona-treated membrane (corona input power of 200 W and fixed time of 2 min) at MWCNT concentrations of 100 ppm, 500 ppm and 1000 ppm in contact times of 5 min, 15 min and 30 min, respectively, was examined. The best conditions were obtained for the MWCNT concentration of 1000 ppm and contact time of 30 min. There was no significant improvement observed in coating MWCNTs for concentrations of > 1000 ppm and contact times of longer than 30 min. Based on the obtained data, the MWCNT concentration of 1000 ppm and contact time of 30 min were the most desired conditions.
The corona input power in the range of 180–500 W and the corona treatment time range of 2–6 min were investigated for MWCNT coating performance. Based on the experiments, at a corona input power of more than 360 W and corona time of longer than 6 min, the surface of the membrane was destroyed. Therefore, the maximum possible input power and time for corona were 360 W and 6 min, respectively.
The top surface FESEM images of the corona-treated membrane coated by MWCNT are shown in Fig. 3. The images show the quality and dispersion of coated MWCNTs in various conditions of corona treatment. Figure 3a depicts the surface of the treated membrane at minimum corona input power and corona time. A low-density coating of MWCNTs was observed in this condition. Figure 3b shows the surface of the treated membrane at a corona time and corona input power of 4 min and 270 W. A lesser coating of MWCNTs was observed at low corona input power and corona time in comparison to Fig. 3c. The treated membrane at maximum possible corona input power and corona time is shown in Fig. 3c. A dense coating of MWCNTs was deposited. As the corona input power and time increased, the coating performance was enhanced. Therefore, high corona input power and long corona time lead to the greater amount of MWCNT coating on the surface of MWCNTs treated membrane.

FESEM images of top surfaces coated by MWCNTs in corona times and corona input power of: (a) 2 min and 180 W, (b) 4 min and 270 W, (c) 6 min and 360 W
The AFM images of MWCNTs corona-treated membrane coated by MWCNTs are shown in Fig. 4. High power and long corona time lead to more surface roughness which is due to the high coating of MWCNTs on the surface of the membranes. Based on the obtained results for corona times and input powers of 2 min and 180 W, 4 min and 270 W and 6 min and 360 W, the average roughness (Ra) of treated membranes were 10 nm, 49.6 nm and 70.1 nm, respectively.

AFM images of top surfaces coated by MWCNT in corona times and input powers of: (a) 2 min and 180 W, (b) 4 min and 270 W, (c) 6 min and 360 W
Corona Surface-Treated Composite Membranes in Pervaporation
Treated membranes and coated by MWCNTs were used in the pervaporation process with an ethanol concentration of 2 wt.% in water as feed for further investigation. The effects of corona conditions on ethanol separation factor and ethanol flux are summarized in Table I.
Based on the presented data, higher corona power and time lead to an increase in the ethanol separation factor. As shown in Fig. 4, high power and long corona time increased surface roughness, which is due to the high performance of the MWCNT coating on the surface of the membrane. By increasing the surface roughness, the hydrophobicity of the composite PDMS surface was improved. The contact angle in the corona-treated composite membrane in 360 W and 6 min was also enhanced to 138°. High hydrophobicity leads to a high ethanol separation factor. In fact, increasing the surface roughness on hydrophobic surfaces leads to a high contact angle which is related to the high hydrophobicity of the membrane.24 With the improvement of the hydrophobicity, the ethanol separation factor has increased while the flux has decreased.
Based on the obtained results, the desired conditions for maximum ethanol separation are defined in a corona time of 6 min and corona input power of 360 W. For input powers greater than 360 W, serious surface damage was observed, and therefore the maximum power input was defined. The most desired condition for ethanol separation factor was 9.3 while the total flux was 280 g/m2 h. Considering both parameters, flux and ethanol selectivity, the conditions with a corona time of 4 min and corona input power of 270 W may be appropriate. In these conditions, the ethanol separation factor and total flux were 8.79 and 373 g/m2 h, respectively.
Chemical Effect of Corona on PDMS Composite Membrane
For detailed investigation of the effect of corona treatment on the composite PDMS membrane, a comparison between the FTIR spectra of the PDMS composite membrane with and without corona treatment was conducted (Fig. 5). The FTIR spectra shows a sharp peak in the range 930–1200 cm−1 for the PDMS composite membrane with corona treatment. Based on the literature, the Si–O–Si stretching multi-component peaks for PDMS were observed in the range of 930–1200 cm−1.12,25 Therefore, with corona treatment, the Si–O–Si stretching bonds have increased.

FTIR spectra of the surface of a PDMS composite membrane with and without corona treatment
Figure 6 illustrates the chemical structure of PDMS. Based on the literature, the high diffusivity of ethanol in the PDMS membrane and ethanol selectivity are due to the free rotation of the Si–O bond.16,26 Therefore, increasing the Si–O-Si bonds by corona treatment has improved the ethanol separation factor while increasing the composite surface hydrophobicity.

Chemical synthesis of the PDMS membrane
Comparison Between Several Types of Membrane for Ethanol Separation
Table II summarizes a comparison study for several types of PDMS composite membranes with ethanol separation factor and flux with specified feed streams. Based on the data presented in this work, the performance of the fabricated membrane is justified as suitable with a high ethanol separation performance for the pervaporation process.
Conclusion
Surface modification by corona treatment for coating multi-walled carbon nanotubes on the surface of composite PDMS/PES.PVP was investigated. The corona treatment has increased Si–O–Si stretching in the PDMS composite surface which has improved the hydrophobicity in the composite membrane. Also, higher corona input power and longer corona time lead to greater amounts of MWCNT coating, more surface roughness and hydrophobicity on the surface of the treated membrane. In the desired conditions for corona input power of 360 W and corona time of 6 min, a maximum separation factor of 9.3 was obtained.
References
D. Sun, B. Li, and Z.L. Xu, Desalination 322, 159 (2013).
A.V. Herrera-Herrera, M.A. Gonzalez-Curbelo, J. Hernandez-Borges, and M.A. Rodriguez-Delgado, Anal. Chim. Acta 734, 1 (2012).
A.F. Ismail, N. Rahim, A. Mustafa, T. Matsuura, B. Ng, S. Abdullah, and S. Hashemifard, Sep. Purif. Technol. 80, 20 (2011).
L. Miranda, R. Short, F. Van Amerom, R. Bell, and R. Byrne, J. Membr. Sci. 344, 26 (2009).
T.H. Weng, H.H. Tseng, and M.Y. Wey, Int. J. Hydrogen Energy 34, 8707 (2009).
V. Moghimifar, A. Raisi, and A. Aroujalian, J. Membr. Sci. 461, 69 (2014).
B.M. Novak, Adv. Mater. 5, 422 (1993).
A. Rahimpour, S. Madaeni, A. Taheri, and Y. Mansourpanah, J. Membr. Sci. 313, 158 (2008).
L. Romasanta, M. Lopez-Manchado, and R. Verdejo, Eur. Polym. J 49, 1373 (2013).
S. Kim, T.W. Pechar, and E. Marand, Desalination 192, 330 (2006).
S. Sanip, A.F. Ismail, P. Goh, T. Soga, M. Tanemura, and H. Yasuhiko, Sep. Purif. Technol. 78, 208 (2011).
M. Nour, K. Berean, S. Balendhran, J.Z. Ou, J. Du Plessis, C. McSweeney, M. Bhaskaran, S. Sriram, and K. Kalantar-zadeh, Int. J. Hydrogen Energy 38, 10494 (2013).
A.D. Kiadehi, M. Jahanshahi, A. Rahimpour, and S.A.A. Ghoreyshi, Chem. Eng. Process. 90, 41 (2015).
M. Esfahanian, A. Ghorbanfarahi, A. Ghoreyshi, G. Najafpour, H. Younesi, and A. Ahmad, Int. J. Eng. Trans. B 25, 249 (2012).
C. Fu, D. Cai, S. Hu, Q. Miao, Y. Wang, P. Qin, Z. Wang, and T. Tan, Bioresour. Technol. 200, 648 (2016).
P. Peng, B. Shi, and Y. Lan, Sep. Sci. Technol 46, 234 (2010).
J. Guo, G. Zhang, W. Wu, S. Ji, Z. Qin, and Z. Liu, Chem. Eng. J. 158, 558 (2010).
M. Ozdemir, C.U. Yurteri, and H. Sadikoglu, Crit. Rev. Food Sci. Nutr. 39, 457 (1999).
S. Pal, S.K. Ghatak, S. De, and S. DasGupta, J. Membr. Sci. 323, 1 (2008).
J.R. Rocca-Smith, T. Karbowiak, E. Marcuzzo, A. Sensidoni, F. Piasente, D. Champion, O. Heinz, P. Vitry, E. Bourillot, and E. Lesniewska, Polym. Degrad. Stab. 132, 109 (2016).
I. Sadeghi, A. Aroujalian, A. Raisi, B. Dabir, and M. Fathizadeh, J. Membr. Sci. 430, 24 (2013).
K.F. Yee, Y.T. Ong, A.R. Mohamed, and S.H. Tan, J. Membr. Sci. 453, 546 (2014).
S.S. Shahrabi, H. Mortaheb, J. Barzin, and M. Ehsani, Desalination 287, 281 (2012).
T.C. Hobæk, K.G. Leinan, H.P. Leinaas, and C. Thaulow, BioNanoScience 1, 63 (2011).
M.J. Owen and P.R. Dvornic, Silicone Surface Science, 1st ed. (New York: Springer, 2012), pp. 1–21.
J. Chen, J. Li, R. Qi, H. Ye, and C. Chen, J. Membr. Sci. 322, 113 (2008).
S. Takegami, H. Yamada, and S. Tsujii, Pervaporation of ethanol/water mixtures using novel hydrophobic membranes containing polydimethylsiloxane. J. Membr. Sci. 75, 93 (1992).
T. Kashiwagi, K. Okabe, and K. Okita, J. Membr. Sci. 75, 93 (1992).
L. Liang and E. Ruckenstein, J. Membr. Sci. 114, 227 (1996).
M. Osorio-Galindo, A. Iborra-Clar, I. Alcaina-Miranda, and A. Ribes-Greus, J. Appl. Polym. Sci. 81, 546 (2001).
Acknowledgements
Authors gratefully acknowledge Biotechnology Research Lab., Noshirvani University of Technology, and the Rangin Plast Company for the facilities provided to conduct the present research. Also, special thanks are extended to the Nezhadgholi and Alizadeh Foundation (Babol, Iran) for the financial support of the present research through a research grant.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Farahi, A., Najafpour, G.D. & Ghoreyshi, A. Enhanced Ethanol Separation by Corona-Modified Surface MWCNT Composite PDMS/PES.PVP Membrane. JOM 71, 285–293 (2019). https://doi.org/10.1007/s11837-018-3158-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3158-8