
Abstract
Complete conversion of scheelite in H2SO4 solution plays a key role in exploration of cleaner technology for producing ammonium paratungstate. In this work, the factors influencing scheelite conversion were investigated experimentally to model its kinetics. The results indicated that the conversion rate increases with increasing temperature and reducing particle size, but is almost independent of stirring speed. Moreover, although the conversion rate increases with increasing initial H2SO4 concentration (≤ 1.25 mol/L), it decreases rapidly at 1.5 mol/L H2SO4 after 10 min due to formation of a H2WO4 layer. The experimental data agree quite well with the shrinking core model under chemical reaction control in ≤ 1.25 mol/L H2SO4 solution, and the kinetic equation was established as: \( 1- ( 1- \alpha )^{ 1 / 3} = 2 2 2 5 4 6. 6\cdot C_{{{\text{H}}_{ 2} {\text{SO}}_{ 4} }}^{ 1. 2 2 6} \cdot r_{ 0}^{ - 1} \cdot e^{{\frac{ - 3 9 2 6 0}{RT}}} \cdot t \) (t, min). This work could contribute to better understanding of scheelite conversion in H2SO4 solution and development of a new route for ammonium paratungstate production.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ammonium paratungstate (APT) is an important intermediate product in industrial tungsten production. The main tungsten minerals in Nature used to produce APT are scheelite (CaWO4) and wolframite [(Fe,Mn)WO4], with approximate two-thirds of the world tungsten reserves consisting of scheelite deposits. Due to progressive exhaustion of wolframite sources, scheelite has become the chief raw material for production of tungsten.1,2 In APT production, two main methods are used to decompose scheelite, named the soda/caustic soda and acid method.3
The former method decomposes scheelite concentrate in caustic soda or soda solutions by converting CaWO4 to soluble Na2WO4 in an autoclave.4,5 This approach has good flexibility for treatment of different types of raw material, such as scheelite concentrates, mixed scheelite–wolframite concentrates, and even low-grade ores. However, this method is usually operated at high temperature and pressure, and in particular requires large amounts of reagents to guarantee high tungsten recovery.2,6,7 The resulting sodium tungstate is traditionally converted to ammonium tungstate and excess soda or/and caustic soda to other sodium salts by solvent extraction or ion exchange in purification of the tungsten-containing solution, raising production costs and environmental stress due to discharge of huge amounts of high-salinity wastewater.8
Compared with the soda/caustic soda method, the acid method has the potential to remarkably reduce the discharge of high-salinity wastewater. In this method, acidic medium is used to decompose scheelite concentrates, traditionally forming solid tungstic acid or metatungstate9,10 when using HCl/HNO3, hydrogen aqua oxalato tungstate H2[WO3(C2O4)H2O]11 when using H2C2O4, and 12-tungstophosphoric heteropoly acid (H3PW12O40)12 when using HCl, H2SO4 or HNO3 in presence of phosphate ion. Considering product costs, equipment corrosion, and operating environment, we have proposed an alternative route based on treatment of scheelite or mixed concentrates in H2SO4 solution to form a solid mixture of H2WO4 and CaSO4·nH2O followed by extraction of tungsten in aqueous ammonium carbonate solution.13,14 Undoubtedly, complete conversion of scheelite in H2SO4 solution is a prerequisite for achieving high tungsten recovery, hence it is important to better understand its conversion kinetics.
Although many researchers have studied the kinetics of scheelite decomposition in mineral acids, they mainly focused on the process without formation of tungstic acid; For instance, Refs. 9 and 10 studied the kinetics of leaching synthetic scheelite in hydrochloric acid or nitric acid with formation of soluble metatungstate at pH 1.5–3.0 in the temperature range of about 300–373 K, pointing out that the leaching process accords with the shrinking core model under both chemical and mass-transfer control. References 11, 15, and 16 investigated the behavior and kinetics of calcium tungstate decomposition in oxalate acid solution. Additionally, there exist many reports on leaching scheelite using different mineral acids in presence of phosphate with formation of heteropolytungstate salt, for which the shrinking core model and the Avrami equation under chemical reaction control were adopted to describe the leaching process, yielding activation energy values of 52.91–79 kJ mol−1.17,18,19,–20
As early as 1965, Forward and Vizsolyi proposed decomposition of scheelite using sulfuric acid with subsequent extraction of tungsten from the resultant mixture of insoluble H2WO4 and CaSO4·nH2O by dihydric or polyhydric aliphatic alcohol.21 Obviously, this decomposition process is distinctly different from the abovementioned leaching process for formation of soluble tungsten compounds. Unfortunately, there is limited research on scheelite decomposition using H2SO4. Our previous work on this decomposition process revealed the formation mechanism of the H2WO4 layer which may cover the surface of unreacted tungsten mineral particles and thus hinder reaction progress, but insufficient attention has been paid to the corresponding kinetics to date.13
To further optimize this conversion process, it is necessary to investigate the kinetics of scheelite conversion in sulfuric acid. Thus, the effects of stirring speed, sulfuric acid concentration, temperature, and particle size on the conversion rate were examined in this work, then a kinetic model for the conversion was established. The results of this study are expected to contribute to improving the technique for manufacturing APT from scheelite concentrate via the sulfuric acid conversion–ammonium carbonate leaching route.
Materials and Methods
Materials
All reagents used in this work were of analytical grade, purchased from Sinopharm Chemical Reagent Co., Ltd. Scheelite concentrate samples, provided by Jiangxi Rare Metals Tungsten Holdings Group Co., Ltd., China, were dried, ground, and sieved to different size fractions (− 100/+ 74 μm, − 74/+ 58 μm, and − 58/+ 45 μm). The WO3 content in the different size fractions and the x-ray diffraction (XRD) pattern of the scheelite concentrate are presented in supplementary Table SI and Fig. S1, respectively.
Procedures
Conversion experiments were conducted by placing 250 mL sulfuric acid solution into a 500-mL three-necked round-bottomed flask, which was heated thermostatically in a water bath pot. A sample (5 g) was added to the solution when the operating temperature (± 0.5 K) was maintained. The slurry was stirred at designated speed using a polytetrafluoroethylene (PTFE)-coated agitator. The resultant slurry from each run was quickly filtered after a certain duration to obtain a cake (converted product), which was used to determine the conversion ratio of scheelite.
Methods
The converted product obtained in each run was added into 100 mL mixed lixiviants (0.5 mol/L NaOH and 2.0 mol/L Na2CO3), and the slurry was stirred for 1 h to dissolve H2WO4 at ambient temperature. Under these conditions, scheelite cannot be decomposed. The leaching solution and residue were obtained by filtration. The residue was washed, then dried at 363 K in an oven for 8 h to obtain the leaching residue sample, followed by weighing on an analytical balance. Subsequently, the WO3 content in the residue sample and the leaching solution was measured respectively by thiocyanate method22 to reduce the experimental error. Presuming that the H2WO4 in the converted product was completely dissolved and the unreacted scheelite was not decomposed at all, the conversion ratio of scheelite to H2WO4 in the conversion process can thus be determined using Eq. 1 as the mean of the conversion ratios calculated from the residue sample and leaching solution.
where, η(CaWO4) is the conversion ratio of scheelite (%), m0 is the weight of scheelite concentrate (m0 = 5 g), m1 is the weight of the residue sample (g), ω0 is the WO3 content in the scheelite concentrate (wt.%), ω1 is the WO3 content in the residue sample (wt.%), C is the WO3 content in the leaching solution (g/L), and V is the volume of leaching solution (L).
Phase analysis of the scheelite concentrate was performed by x-ray diffractometer (D8-Advance; Bruker) using Cu Kα radiation with step size of 0.0085° at scan rate of 1° min−1. Scanning electron microscopy (Quanta 650; FEI) and energy-dispersive spectrometry (Quantax 200; Bruker) were used to observe the morphology and elemental distributions of the solid product of scheelite conversion in H2SO4 solution.
Results and Discussion
Conversion Experiments
The effect of stirring speed on the conversion of scheelite in H2SO4 solution was first studied in the range of 300–600 rpm (Fig. 1a). The conversion rate was almost independent of stirring speed in the case of ≥ 450 rpm, indicating that diffusion in bulk solution had no remarkable influence on the scheelite conversion in such situation. Hence, constant stirring speed of 450 rpm was adopted in subsequent experiments, where the conversion may therefore be under chemical reaction control or/and internal diffusion control in the product layer.

Effect of the following experimental conditions on scheelite conversion in sulfuric acid. (a) Stirring speed (343 K, 1.0 mol/L H2SO4, particle size − 74/+ 58 μm); (b) Temperature (1.0 mol/L H2SO4, 450 rpm, particle size − 74/+ 58 μm); (c) H2SO4 concentration (343 K, 450 rpm, particle size − 74/+ 58 μm); and (d) particle size (343 K, 1.0 mol/L H2SO4, 450 rpm)
The conversion results at different temperatures (323–373 K) are shown in Fig. 1b. It was observed that the scheelite conversion was significantly sensitive to temperature, increasing regularly with increasing temperature. The conversion was only ~ 10% at 323 K and barely increased after 20 min, whereas almost complete conversion was achieved after 80 min at 373 K.
The effect of H2SO4 concentration on scheelite conversion was studied in the range from 0.5 mol/L to 1.5 mol/L. The conversion curves (Fig. 1c) show that the scheelite conversion increased with increasing sulfuric acid concentration up to 1.25 mol/L. However, when the H2SO4 concentration was raised to 1.5 mol/L, the conversion rate decreased rapidly after 10 min and the conversion ratio was only 51.52% even after 120 min, which can be explained by the effect of the H2SO4 concentration on the formation of a H2WO4 layer on unreacted particles.13
The effect of particle size on the conversion of scheelite was also examined using the three sieved samples of scheelite concentrate. The results are presented in Fig. 1d. As expected, reducing the scheelite particle size accelerated the conversion rate of scheelite in H2SO4 solution. The tungsten conversion reached 90.9% in 120 min for the − 58/+ 45 μm particles, while it was only about 54.8% for the − 100/+ 74 μm particles.
In summary and as expected, increasing the temperature and reducing the particle size of scheelite facilitated conversion of scheelite in H2SO4 solution, while the stirring speed only slightly affected the conversion rate of scheelite at ≥ 450 rpm. The H2SO4 solution should have moderate concentration (≤ 1.25 mol/L) to avoid formation of a product layer on unreacted particles.
Kinetic Model Selection
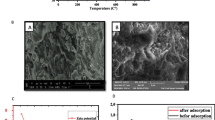
As mentioned above, diffusion through the bulk fluid to the solid particles did not act as the rate-controlling step at stirring speed ≥ 450 rpm. To check the presence of the product layer, EDS mapping of the incompletely converted products obtained in 1.0 mol/L and 1.5 mol/L H2SO4 solution was carried out. As shown in Fig. 2, the H2WO4 layer was either not observed or found to be discontinuous on the unreacted particles at low H2SO4 concentration (1.0 mol/L), whereas the layer was obviously seen and thick in the case of high H2SO4 concentration (1.5 mol/L). Moreover, it was also noticed that the nonporous particles reduced from the original size of − 74/+ 58 to < 40 μm. To realize complete conversion of scheelite, it is necessary to avoid formation of a dense H2WO4 layer wrapping unreacted particles, thus low H2SO4 concentration solution (≤ 1.25 mol/L) is required. Under such conditions, the conversion process is more probably controlled by the chemical surface reaction. Therefore, the shrinking sphere model was chosen to describe the kinetics of scheelite conversion in ≤ 1.25 mol/L H2SO4 solution in this work. The equation for surface chemical reaction control according to the shrinking sphere model4,23,24 can be written as

EDS maps of incompletely converted products (343 K, 60 min, 450 rpm, particle size − 74/+ 58 μm) obtained using (a) 1.0 mol/L and (b) 1.5 mol/L H2SO4
For the sake of completeness, the diffusion control through the product layer is also considered, as shown in Eq. 3.
where α represents the conversion ratio of scheelite, K is the overall reaction rate constant (min−1), and t is the reaction time (min).
Kinetic Model Verification
To verify the kinetics model, based on the data in Fig. 1b, the relationships between the conversion ratio (α) of scheelite and reaction time (t) in ≤ 1.25 mol/L H2SO4 solution are drawn in Fig. 3a and Supplementary Fig. S2 according to Eqs. 2 and 3, respectively. Obviously, the kinetic data acceptably fit the shrinking sphere model under surface reaction chemical control (Fig. 3a) rather than the internal diffusion control (Supplementary Fig. S2).

Plots of 1−(1−α)1/3 versus time for experimental data from Fig. 1b, c, and d. (a) Effect of temperature. (b) Effect of sulfuric acid concentration. (c) Effect of particle size
Based on the experimental data in Fig. 1c and d, plots of 1 – (1−α)1/3 versus reaction time according to Eq. 2 are also illustrated in Fig. 3b and c. The rate constant (K) values obtained in different conditions and the correlation coefficient (R2) values are listed in Table I, further indicating that the surface reaction chemical-controlled shrinking sphere model fits the kinetic data quite well.
In Eq. 2, the overall reaction rate constant K can be expressed as follows:19,25
where k is the rate constant for surface chemical reaction (min−1), C is the concentration of reactant (H2SO4, mol/L), n is the reaction order with respect to H2SO4 concentration, r0 is the mean initial particle equivalent radius of scheelite particles (μm), ρ is the density of scheelite (19.3 g/cm3 at 293 K),1 A0 is the frequency factor (min−1), E is the activation energy (J/mol), R is the universal gas constant (8.314 J K−1 mol−1), and T is reaction temperature (K).
The overall reaction rate constants for different temperatures (333–373 K) were determined as the slopes of the straight lines in Fig. 3a. The Arrhenius plot of ln K versus 1/T based on Eq. 4 is depicted in Supplementary Fig. S3a, yielding an activation energy for the conversion reaction of E = 39.26 kJ/mol from the slope of the line. The order of reaction with respect to the sulfuric acid concentration (0.5–1.25 mol/L) could also be derived as n = 1.226 from the slope of the logarithmic relationship between the overall rate constant K and H2SO4 concentration in Supplementary Fig. S3b. As shown in Eqs. 2 and 4, the conversion kinetics is also related to the inverse of the initial particle radius for a chemical reaction-controlled step. Therefore, a plot of K versus 1/r0 was drawn (Supplementary Fig. S3c), using the mean of equivalent spherical radiuses. The result shows a favorable zero-intercept linear relationship, further confirming that conversion of scheelite in H2SO4 solution is controlled by chemical surface reaction.
According to the discussion above, the kinetic rate equation for the conversion process can be expressed as
The overall fit between 1 – (1 − α)1/3 and \( C_{{{\text{H}}_{ 2} {\text{SO}}_{ 4} }}^{1.226} \cdot r_{0}^{ - 1} \cdot e^{{\frac{ - 39260}{RT}}} t \) for all experimental data from this work is plotted in Supplementary Fig. S3d. A straight line could be well fit to the data points with correlation coefficient above R2 = 0.99, even though some points showed scatter from this line. The value of A0/ρ was determined as 222,546.6 from the slope of the calculated line. Therefore, the following kinetic expression (Eq. 6) obtained in the present study can be used to reliably describe the conversion process of scheelite in ≤ 1.25 mol/L H2SO4 solution:
Conclusion
Temperature, H2SO4 concentration, and particle size markedly affect scheelite conversion in H2SO4 solution, whereas the stirring speed has little influence. The obtained experimental data agree well with the shrinking core model, with chemical surface reaction as the rate-controlling step in ≤ 1.25 mol/L H2SO4 solution. The apparent activation energy and reaction order with respect to H2SO4 concentration were calculated as E = 39.26 kJ/mol and n = 1.226, respectively. These results could aid optimization of the scheelite decomposition process in H2SO4 solution.
References
E. Lassner, W. Schubert, E. Lüderitz, and H.U. Wolf, Tungsten, Tungsten Alloys, and Tungsten Compounds. Ullmann’s Encyclopedia of Industrial Chemistry (Weinheim: Wiley, 2012).
E. Lassner and W.D. Schubert, Tungsten: Properties, Chemistry, Technology of the Element, Alloys and Chemical Compounds (New York: Kluwer Academic, 1999).
R.P.S. Gaur, JOM 58, 45 (2006).
J.P. Martins, Hydrometallurgy 42, 221 (1996).
Z.W. Zhao, J.T. Li, S.B. Wang, H.G. Li, M.S. Liu, P.M. Sun, and Y.J. Li, Hydrometallurgy 108, 152 (2011).
J.I. Martins, Min. Proc. Ext. Met. Rev. 35, 23 (2014).
E. Lassner, Int. J. Refract. Metals Hard Mater. 13, 35 (1995).
K. Vadasdi, Int. J. Refract. Metals Hard Mater. 13, 45 (1995).
J.I. Martins, A. Moreira, and S.C. Costa, Hydrometallurgy 70, 131 (2003).
J.I. Martins, Ind. Eng. Chem. Res. 42, 5031 (2003).
Y.M. Potashnikov, A.M. Gamol’skii, M.V. Mokhosoev, and F.M. Kozlova, Zh. Neorg. Khim. 15, 502 (1970).
S. Gurmen, S. Timur, C. Arslan, and I. Duman, Hydrometallurgy 51, 227 (1999).
X.B. Li, L.T. Shen, Q.S. Zhou, Z.H. Peng, G.H. Liu, and T.G. Qi, Hydrometallurgy 171, 106 (2017).
L.T. Shen, X.B. Li, Q.S. Zhou, Z.H. Peng, G.H. Liu, T.G. Qi, and P. Taskinen, JOM 70, 161 (2018).
A.O. Kalpakli, S. Ilhan, C. Kahruman, and I. Yusufoglu, Hydrometallurgy 121–124, 7 (2012).
A.O. Kalpakli, S. Ilhan, C. Kahruman, and I. Yusufoglu, Can. Metall. Q. 52, 348 (2012).
G.H. Xuin, D.Y. Yu, and Y.F. Su, Hydrometallurgy 16, 27 (1986).
C. Kahruman and I. Yusufoglu, Hydrometallurgy 81, 182 (2006).
W.J. Zhang, J.T. Li, and Z.W. Zhao, Int. J. Refract. Metals Hard Mater. 52, 78 (2015).
J.T. Li and Z.W. Zhao, Hydrometallurgy 163, 55 (2016).
F.A. Forward and A.I. Vizsolyi, US Patent No. 3193347 (1965).
S.C. Srivastava, S.R. Bhaisare, D.N. Wagh, and C.P.S. Iyer, Bull. Mater. Sci. 19, 331 (1996).
C.Y. Wen, Ind. Eng. Chem. 60, 34 (1968).
H.Y. Sohn, Metall. Mater. Trans. B 35, 121 (2004).
Z.W. Zhao, Y. Liang, and H.G. Li, Int. J. Refract. Metals Hard Mater. 29, 289 (2011).
Acknowledgements
This work is financially supported by the National Natural Science Foundation of China (Grant No. 51274243).
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Shen, L., Li, X., Zhou, Q. et al. Kinetics of Scheelite Conversion in Sulfuric Acid. JOM 70, 2499–2504 (2018). https://doi.org/10.1007/s11837-018-2787-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-2787-2