
Abstract
Electrolytic codeposition is a promising alternative process for fabricating MCrAlY coatings. The coating process involves two steps, i.e., codeposition of CrAlY-based particles and a metal matrix of Ni, Co, or (Ni,Co), followed by a diffusion heat treatment to convert the composite coating to the desired MCrAlY microstructure. Despite the advantages such as low cost and non-line-of-sight, this coating process is less known than electron beam-physical vapor deposition and thermal spray processes for manufacturing high-temperature coatings. This article provides an overview of the electro-codeposited MCrAlY coatings for gas turbine engine applications, highlighting the unique features of this coating process and some important findings in the past 30 years. Challenges and research opportunities for further optimization of this type of MCrAlY coatings are also discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
To improve high-temperature oxidation and corrosion resistance of critical superalloy components in gas turbine engines, metallic coatings such as diffusion aluminides or MCrAlY overlays (where M = Ni, Co, or Ni + Co) have been employed, which form a protective oxide scale during service.1 Whether a thermal barrier coating (TBC) is applied, the resistance to oxidation and hot corrosion relies on the metallic coatings. Compared with diffusion coatings, MCrAlY overlays are more flexible in terms of composition selection for achieving a more balanced combination of coating properties. Another advantage of the MCrAlY coatings is their lower ductile-to-brittle transition temperature (DBTT), which makes them more resistant to cracking upon thermal cycling.1 A typical MCrAlY coating contains 18–22% Cr, 8–12% Al, and up to 0.5% Y (in wt.%), and it consists of a ductile γ solid solution and a dispersion of β-Ni(Co)Al.2 While offering some improved environmental resistance, the addition of Co (10–30 wt.%) to NiCrAlY is found to be favorable to coating ductility.2,3 Small amounts of reactive elements, such as Y, are added to improve the oxide scale adhesion.4,5 Other modifications include replacement of Y with Hf or a combination of Y and Hf.3,6 More complex MCrAlY coatings have also been developed, containing additional elements such as Pt, Si, Ta, or Re, to further enhance environmental resistance and/or mechanical properties.3
The state-of-the-art techniques for depositing MCrAlY coatings include electron beam-physical vapor deposition (EB-PVD) and thermal spray processes.1 Despite the flexibility they permit, these techniques remain line-of-sight, which can be a drawback for depositing coatings on complex-shaped components, in addition to the high cost of the EB-PVD process.6 Alternative methods of making MCrAlY coatings have also been reported, including electrolytic codeposition,7–10 electrophoresis,11–13 and autocatalytic electroless deposition,14,15 among which electro-codeposition seems to be a more promising coating process. Although a broad range of high-performance composite coatings have been synthesized via the electro-codeposition process, in contrast to EB-PVD or thermal spray, the technique is less known for depositing coatings for high-temperature applications. This article provides an overview of the MCrAlY coatings fabricated via electro-codeposition, highlighting the unique features of this coating process and some important findings in the past 30 years. At the end of the article, challenges and research opportunities for further optimization of this type of MCrAlY coatings are discussed.
MCrAlY Coatings via Electro-codeposition
General Aspects of Electro-codeposition
Electrolytic codeposition (also called composite electroplating) is a process in which fine powders dispersed in an electroplating solution are codeposited with the metal onto the cathode (specimen) to form a multiphase composite coating.16,17 Both conductive and inert particles can be codeposited in a metal matrix.18 Dispersion of hard ceramic particles, such as SiC, WC, TiO2, Al2O3, SiO2, and diamond, has been used to strengthen metallic coatings and improve wear resistance.19–22 Solid lubricant particles such as polytetrafluoroethylene (PTFE) and graphite have also been employed to produce self-lubricated composite coatings.23,24 The electro-codeposition process offers an economic advantage owing to relatively low capital investment. The process also consumes much less energy than thermal spray with little material waste (no overspray).25 For many applications, this coating technique is considered as non-line-of-sight because of high throwing power in the electrolytic process, which can be utilized to coat components with recessed portions or complex geometries.6
Compared with conventional electroplating, electro-codeposition is a more complicated process because of the particle involvement in metal deposition. It is generally believed that five consecutive steps are engaged:16,17 (I) formation of charged particles due to ions and surfactants adsorbed on particle surface, (II) physical transport of particles through a convection layer, (III) diffusion through a hydrodynamic boundary layer, (IV) migration through an electrical double layer, and finally (V) adsorption at the cathode where the particles are entrapped within the metal deposit. The quality of the electro-codeposited coatings depends on many interrelated parameters, including the type of electrolyte, current density, pH, concentration of particles in the plating solution (particle loading), particle characteristics (composition, surface charge, shape, size), hydrodynamics inside the electroplating cell, cathode (specimen) position, and post-deposition heat treatment if necessary. Literature reviews have provided more comprehensive information regarding the general aspects of the electro-codeposition process.16,17,26–28
Two-Step Process for Fabricating MCrAlY Coatings
Through a joint research program with Royal Aircraft Establishment (RAE), Bristol Aerojet (BAJ), and Polytechnic of the South Bank, an electrolytic codeposition process was developed for synthesis of MCrAlY coatings.29–31 The developmental rights to this coating process were later purchased by Praxiar Surface Technologies, Inc. and are being marketed as their “Tribomet” family of coatings.32,33 The coating process involves two steps, as illustrated in Fig. 1. In the first step, pre-alloyed particles containing elements such as Cr, Al, and Y are codeposited with the metal matrix of Ni, Co, or (Ni,Co) to form a (Ni,Co)-CrAlY composite coating. In the second step, a diffusion heat treatment is applied to promote interdiffusion between the matrix and the particles and to convert the composite coating to the desired MCrAlY coating microstructure with multiple phases of β-NiAl, γ-Ni, etc. Adherent coatings of 70–125 μm have been obtained using this two-step process.7,8 The heat-treatment procedure can certainly affect the composition and microstructure of the final MCrAlY coating; however, the coating phase constitution is, to a great extent, predetermined by the composite precursor formed in the first step, i.e., the metal matrix and the CrAlY-based particles.

Schematic illustration of the two-step process for synthesizing MCrAlY coatings
To deposit the Ni, Co, or Ni-Co matrix, electroplating solutions based on sulfate or sulfamate are generally used. For example, the commonly used Watts plating bath for Ni plating contains 225–400 g/L nickel sulfate (NiSO4·6H2O), 30–60 g/L nickel chloride (NiCl2·6H2O), and 30–45 g/L boric acid (H3BO3).34 To form Ni-Co coatings, part of nickel sulfate in the Watts bath is replaced by cobalt sulfate (CoSO4·7H2O), and a range of Co/Ni ratios may be obtained.35,36
Pre-alloyed powders such as Cr-37Al-1.7Y (wt.%) are typically utilized, while other compositions including Cr-40Al-1.7Y and Cr-50Al-1.7Y (wt.%) have also been proposed.30 The alloy powder may be fabricated by atomization or ball milling.8 Good composite coatings have been achieved using CrAlY powders with a particle size of 10–15 μm.7,8 The CrAlY-based particles may contain several intermetallic phases, such as Cr2Al, Cr5Al8, and YCr4Al8 for Cr-37Al-1.7Y.37 Small concentrations of additional elements such as Hf, Ta, and Si can also be included in the pre-alloyed powder. NiCoCrAlYTa coatings with ~4.5 wt.% of Ta have been developed to lower the coefficient of thermal expansion (CTE) and thus reduce the CTE mismatch between the TBC and the MCrAlY bond coat.33 Other compositions such as Pt-modified MCrAlY coatings can also be made using the electrolytic process, in which a thin layer of Pt (~7 μm) was electroplated on top of the (Ni,Co)-CrAlY composite layer, followed by a similar diffusion treatment.38 Rather than use pre-alloyed powders, Saremi and Bahraini10 and Yang et al.39 synthesized Ni-based composite coatings by codepositing elemental Cr and Al particles in an Ni matrix via electro-codeposition. However, these coatings either require additional steps such as hot dipping to dope Y10 or do not contain Y at all.39
Factors Affecting Electro-codeposited MCrAlYs
One of the most critical factors that affects the oxidation and hot corrosion resistance of electrolytic MCrAlY coatings is the Cr and Al concentrations, which are determined by the composition of pre-alloyed CrAlY powder and the amount of CrAlY particles incorporated in the as-deposited composite coating. To form an NiCoCrAlY coating with 10 wt.% Al, if Cr-37Al-1.7Y (wt.%) powder is used, then ~40 vol.% of CrAlY particles is required in the composite.7,30 Achieving such high particle incorporation is challenging for many electro-codeposited coatings.40–43 Several studies aimed at increasing the CrAlY particle incorporation through optimizing the processing configurations and parameters of the codeposition process.7,37,44
Electro-codeposition Configuration
Three configurations have been used in the electro-codeposition process to fabricate (Ni,Co)-CrAlY composite coatings, as shown in Fig. 2.37 The vertical and horizontal configurations are often found in coating research and development due to their simplicity.41,42,45 When the cathode (specimen) is placed vertically (Fig. 2a), as seen in a conventional electroplating process, the percentage of particles in the composite coating is relatively low due to a shielding effect of other particles already in contact with the cathode and in the process of being covered by the metal deposit.7 The horizontal configuration (Fig. 2b), also referred to as the sediment codeposition, was first introduced in 1970s.46 Although the horizontal setup can yield higher particle incorporation with the aid of gravity, it has the line-of-sight disadvantage, and particles can only be incorporated on the upward-facing surface. The rotating barrel configuration shown in Fig. 2c is a laboratory version based on the original design published by Foster et al.7 and Honey et al.8 The barrel consists of a rigid polymer frame covered by a membrane that is impervious to the powder but permeable to the electrolyte. The specimen is fixed inside the barrel, rotating with the barrel along the horizontal axis during deposition. This design overcomes the line-of-sight problem of the horizontal configuration while still benefiting from gravity. It also uses significantly less powder per unit volume of the solution by keeping the powder only inside the barrel, which allows a higher concentration of suspension if needed.

Schematics of the three configurations used in the electrolytic codeposition process: (a) vertical, (b) horizontal, and (c) rotating barrel37
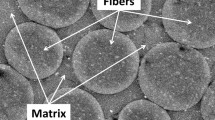
Figure 3 displays representative cross-sections of the Ni-CrAlY coatings deposited using the three configurations.37 The electro-codeposition experiments were carried out in a Watts Ni plating solution, and the pre-alloyed Cr-37Al-1.7Y powder was made via arc melting and ball milling, followed by sieving through the 625-mesh (20 μm) screen. The vertical configuration produced only 14.0 vol.% ± 4.4 vol.% of CrAlY particles in the composite coating. While the horizontal setup generated much higher CrAlY particle inclusion (e.g., 41.7 vol.% ± 7.2 vol.%), the particle distribution was less uniform and almost no particles were found on the downward-facing surface of the specimen. The rotating barrel demonstrated the capability of producing Ni-CrAlY composite coatings on the entire specimen surface with uniform particle distribution; 36.8 vol.% ± 2.9 vol.% and 41.1 vol.% ± 0.9 vol.% of CrAlY particles were incorporated into the disk and cylindrical specimens, respectively.

SEM cross-sectional images of the coatings deposited using: (a) the vertical configuration, (b) the horizontal configuration, (c) the rotating barrel. Detailed coating parameters can be found in Ref. 37
Electro-codeposition Parameters
Foster et al.7 investigated the influence of current density and powder concentration in the plating solution on CrAlY particle codeposition using the rotating barrel setup.47 It appeared that the particle incorporation increased with a decrease in current density, although the influence of current density on the particle content was found to be far less than that predicted by a theoretical model. Composite coatings with an average of 40.7 vol.% CrAlY particle incorporation were produced on a turbine blade. Accurate control of particle size distribution between 10 μm and 15 μm was believed to be critical in achieving high particle incorporation because there was a negative interference among particles of different sizes.
Recently, using design of experiments, Bates et al.44 studied the effects of the three main codeposition parameters (i.e., current density, agitation rate, and particle loading) on CrAlY particle incorporation in the Ni-CrAlY coatings deposited with the horizontal setup (Fig. 2b). The results show that the agitation rate exhibited the greatest influence on the quantity of embedded CrAlY particles, followed by the interaction between agitation and particle loading, and then particle loading itself. Current density, in contrast, did not seem to affect the particle incorporation for the horizontal arrangement.
Post-deposition Heat Treatment
To form the final phase constituents such as β-Ni(Co)Al and γ-Ni(Co) in the MCrAlY coatings, the (Ni,Co)-CrAlY composite coatings are heat treated at elevated temperatures to ensure interdiffusion between the CrAlY particles and the Ni/Co matrix as well as further bonding between the coating and the substrate.8 Even though higher heat-treating temperature and longer time can lead to greater diffusion, the post-deposition heat treatment needs to be compatible with that usually employed for the substrate alloy to prevent any negative impact on the substrate.2,8 Also, increased temperature and time may result in too much interdiffusion between the coating and the substrate. For Ni-based superalloys, temperatures of 1050–1150°C for times up to 8 h have been adopted, either in vacuum or an inert atmosphere.30,38 Recent research by Zhang48 has shown that Cr evaporation was high at temperatures >1100°C, particularly when the heat treatment was carried out under vacuum, similar to that reported by Keller et al. for EB-PVD MCrAlY coatings.49 For Ti-containing substrate alloys, such as René 80 (Ni-3.0Al-14.1Cr-9.3Co-4.0W-3.9Mo-5.1Ti-0.16C-0.016B-0.02Zr, wt.%), outward diffusion of Ti to the coating surface was observed at higher heat-treating temperatures.48 Certainly, different powders and matrices react differently and heat treatment must be adjusted accordingly. For electrodeposited Pt-modified MCrAlY coatings, similar heat treatments can be applied, during which diffusion between the Pt layer and the composite coating also takes place.38
Coating Microstructure and Performance Evaluation
Coating Microstructure
Earlier publications7,8,29,32,50 did not provide detailed microstructural characterization of the electro-deposited MCrAlY coatings. More recently, characterizations have been carried out using techniques including x-ray diffraction (XRD), scanning electron microscopy (SEM) equipped with energy dispersive spectroscopy (EDS), and transmission electron microscopy (TEM). Put et al.38 examined the microstructure of an NiCoCrAlYTa coating on AM3 superalloy (Ni-6.0Al-8.0Cr-6.0Co-4.0Ta-2.0Ti-2.0Mo-5.0W, wt.%) after 6 h diffusion at 1080°C under vacuum, as shown in Fig. 4. The coating had an average composition of Ni-23Co-21Cr-9Al-3.4Ta-0.8Y (wt.%), according to the EDS concentration profiles. Pre-alloyed CrAlYTa powder was used, and Ta was added to prevent the harmful effect of Ti in the substrate by forming (Ta,Ti)C carbides and thus trapping Ti and C.51 The coating was composed of mainly β-NiAl and a γ-Ni matrix (Fig. 4a and b), with a low percentage of γ′-Ni3Al at the β/γ boundaries (Fig. 4c). Small precipitates of γ′ were also present within the γ-Ni matrix (Fig. 4c). It is worth noting that atomized CrAlYTa powder (spherical shape) was utilized in the coating manufacturing process, instead of ball-milled CrAlY powder (acicular) in the coatings shown in Fig. 3. The geometry of the β phase after heat treatment (Fig. 4b) recalled the shape of the CrAlYTa particles originally embedded in the (Ni,Co) matrix after electro-codeposition. In addition, Al- and/or Y-rich oxides and Ta carbides were dispersed throughout the entire coating. In the regions close to the superalloy, the Ta carbides also contained Ti, whereas near the coating surface the Ti concentration in the carbides was very low (under the EDS detection limit). The Ti distribution in these coatings was clearly different from the coatings without the Ta addition.48 In the same study, Put et al. also investigated the effect of Pt on the microstructure of the electro-codeposited NiCoCrAlYTa coatings.38 As a result of extensive Al uphill diffusion from the NiCoCrAlYTa layer to the Pt-rich surface during heat treatment, no β-phase remained within the core of the coating. Instead, L10 martensite, γ′-Ni3Al, and γ-Ni were observed in the Pt-modified NiCoCrAlYTa coating.

SEM backscattered electron images of the cross-section of electro-codeposited NiCoCrAlYTa coatings after the diffusion heat treatment. (a) Entire coating, (b) high magnification observation, (c) high magnification observation after γ-Ni etching. Tantalum carbides are white precipitates.38 Reprinted with permission from Elsevier
Coating Performance
Initial assessments on electrolytic MCrAlY coatings focused on their hot corrosion performance.8,29,32,50 For example, a CoCrAlY coating produced in a rotating barrel was tested in a high-velocity, hot corrosion burner rig at 1100°C with 0.5 ppm salt ingestion.8 The electro-codeposited CoCrAlY coating survived the full 600 h test, whereas a coating made by low-pressure plasma spray (LPPS) failed after 500 h. However, no information regarding the composition of the coating or the substrate was given.8 Later, an electro-codeposited CoCrAlHf coating (Co-24Cr-10Al-2.5Hf, wt.%) was evaluated together with a group of corrosion-resistant coatings on a marine LM2500 rainbow rotor.32,50 Coating performance was ranked based on metallurgical examination of the attack to the substrate (René 80) after 7192 h. The electrolytic CoCrAlHf coating demonstrated much better corrosion performance than diffusion PtAl and LPPS CoCrAlY coatings on stage 1 high-pressure turbine blades, with no corrosion of the substrate.32
Raffaitin et al.52 conducted both isothermal oxidation and cyclic burner rig tests at 900–1000°C to assess the performance of electro-codeposited NiCoCrAlYTa coatings (Ni-8.6Al-20.6Cr-19.3Co-4.3Ta, wt.%) on single-crystal Ni-based superalloy MC2 (Ni-5.0Al-7.8Cr-5.2Co-5.8Ta-8.0W-2.1Mo-1.5Ti, wt.%). Three coating thicknesses (30 μm, 70 μm, and 110 μm) were included to determine the influence of the Al reservoir on the coating lifetime. Figure 5 compares the coating cross-sections before and after 900 h isothermal exposure at 1000°C. As the NiCoCrAlYTa coating oxidizes, the Al-rich β grains gradually converted to islands of γ′ by the consumption of Al to form the oxide scale. Dissolution of the β phase near the coating/alloy interface was also observed as a result of the interdiffusion with the substrate. In the burner rig test, a diluted sea-salt solution was atomized into the rig, and each cycle consisted of 1 h at temperatures varying between 900°C and 1000°C followed by 15 min cooling to room temperature. Post-exposure microstructural analysis revealed that the 950 cycles of the burner rig test reproduced the damage after 3000 h service of a helicopter engine in corrosive operating conditions, featuring Type I hot corrosion/oxidation degradation, which was not observed in the isothermal oxidation test. Under pure oxidation conditions, a larger Al reservoir provided by a thicker coating proved to be beneficial for the formation of a protective alumina scale, while under more complex testing conditions, where corrosion, oxidation, and interdiffusion interact, the coating life might not be determined by the Al reservoir. This research group also tested the same coating system under cyclic oxidation at 1150°C in flowing synthetic air.53 Nevertheless, because the purpose of the study was to evaluate the methodology of cyclic thermogravimetry,54 the specimens were only tested for a total of 12 h (48 15-min cycles). In contrast to bare MC2 alloy, no spallation was observed on the NiCoCrAlYTa-coated alloy after thermal cycling.

SEM backscattered electron images of 110-μm-thick NiCoCrAlYTa coating on MC2 superalloy (a) before and (b) after 900 h isothermal exposure at 1000°C (b).52 Reprinted with permission from Elsevier
Two recent studies investigated the isothermal oxidation resistance of electro-codeposited NiCoCrAlYTa coatings, which was compared with that of electrolytic Pt-modified NiCoCrAlYTa coatings51 and NiCoCrAlYTa coatings fabricated by high-velocity oxy-fuel (HVOF),55 respectively. For the Pt-modified NiCoCrAlYTa coatings on AM3, the oxide growth rate at 1100°C decreased by a factor of 2–2.5 relative to the Pt-free coatings.51 As a result of the effect of Pt on selective oxidation, only α-Al2O3 was detected on the surface of the Pt-modified NiCoCrAlYTa coating, whereas various oxides (α-Al2O3, NiAl2O4, YTaO4, AlTaO4, TiTaO4, and Y3Al5O12) were formed on the NiCoCrAlYTa coating without Pt. Also, based on the XRD analysis, the external part of the NiCoCrAlYTa coating transformed to γ-Ni after 300 h, while both γ′-Ni3Al and γ-Ni were present in the Pt-modified coating. Compared with the HVOF NiCoCrAlYTa coating on CMSX-4 (Ni-5.6Al-6.4Cr-9.6Co-6.5Ta-6.4W-0.6Mo-3.0Re-1.0Ti-0.1Hf), wt.%), the electrolytic coating with a similar composition and phase constituents exhibited comparable isothermal oxidation resistance at 950–1150°C with a slightly higher Al loss.55
Remaining Challenges and Future Direction
Unlike MCrAlY coatings manufactured by EB-PVD or thermal spray, limited research has been conducted on the electro-codeposited MCrAlYs. Clearly, systematic studies of the coating process are needed, together with more comprehensive assessment on coating properties and performance, as highlighted below.
Optimization of the CrAlY Particle Size/Distribution
The initial size, geometry, and dispersion of CrAlY-based particles govern the morphology and distribution of the β phase in the MCrAlY coating after heat treatment. As shown by Goti et al.,55 the chemical composition of the electrolytic NiCoCrAlYTa coating is less homogenous and the β/γ/γ′ microstructure is coarser than its peer HVOF coating due to the relatively large CrAlYTa particles entrapped in the original composite coating. Despite the particle size preference of 5–10 μm,30 CrAlY-based powders in the range of 10–15 μm have often been employed in the electro-codeposition process.7 Prevention of the coarse β/γ microstructure could be expected if smaller CrAlY particles (e.g. 2–5 μm) were used. However, proper codeposition parameters need to be determined correspondingly.
Control of the S Level and Reactive Element Codoping
The electrolytes used in deposition of the Ni/Co matrix are either sulfate- or sulfamate-based solutions.34,56 Sulfur contents of 0.006–0.013 wt.% have been reported in pure Ni coatings plated from a Watts-type bath.57,58 It is well known that small amounts of impurities, such as S, can segregate to the alumina–metal interface and weaken the interface.59–64 Lowering the S level proves to be effective in improving the oxide scale adhesion for both Ni-based superalloys and aluminide coatings.65–68 However, so far no study has been conducted to measure the S level in the electro-codeposited MCrAlY coatings. It is not clear whether the current Y level (~0.5 wt.%) can overcome the detrimental effect of S without the actual S content being quantified in the coating. Not only the optimum Y concentration needs to be redefined based on the S level, but also it might be necessary to include additional reactive elements due to the low solubility of Y in both β and γ phases. Significant improvement in scale adhesion has been observed for MCrAlY model alloys and EB-PVD coatings with codoping of Hf or Zr with Y.69–72 Nonetheless, such codoping effect has not been realized for electro-codeposited MCrAlY coatings.
Further Evaluation of Oxidation/Corrosion Resistance and Mechanical Properties
Although isothermal oxidation studies have been conducted, more long-term cyclic oxidation and hot corrosion data are still needed. Moreover, no evaluation on the mechanical properties of electro-codeposited MCrAlYs has ever been published. Even though MCrAlY overlays in general have lower DBTT than diffusion aluminides owing to the presence of the ductile γ phase, a wide range of DBTT values, from 25°C to 900°C, have been reported.73–76 The coating process, composition, microstructure, and heat-treatment history are some of the factors influencing the DBTT.76 Since the hot-section gas turbine components experience frequent cycles in different temperature regimes, thermomechanical fatigue (TMF) may be expected.77,78 In addition to oxidation/corrosion studies, a better understanding of the mechanical aspects of electro-codeposited MCrAlY coatings is important for further advancement in gas turbine engine applications.
Summary and Conclusion
The electro-codeposition technique has been used as an alternative process for the synthesis of MCrAlY coatings. Pre-alloyed CrAlY particles are codeposited with Ni, Co, or (Ni,Co) in an electrolytic process to form (Ni,Co)-CrAlY composite coatings, which are subsequently heat treated at elevated temperatures to transform to MCrAlY coatings containing multiple phases such as β-(Ni,Co)Al and γ-Ni(Co). Both codeposition configurations and parameters strongly influence the percentage of CrAlY particles incorporated in the composite coating. Earlier testing in corrosive environments indicated good overall performance of the electro-codeposited CoCrAlHf coatings. Recent isothermal oxidation tests demonstrate that the electrodeposited NiCoCrAlYTa coatings exhibit oxidation resistance similar to the HVOF coatings. However, more systematic studies of the coating process and performance are clearly needed. Future research may include improving homogeneity of the coating microstructure, quantifying and understanding the impurity levels (particularly S) in the coating, as well as implementing reactive element codoping. Long-term cyclic oxidation and hot corrosion tests, as well as TMF evaluation are also needed for both electrolytically deposited MCrAlY and Pt-modified MCrAlY coatings.
References
G.W. Goward, Surf. Coat. Technol. 108–109, 73 (1998).
J.H. Wood and E.H. Goldman, Superalloys II, ed. C.T. Sims, N.S. Stoloff, and W.C. Hagel (Hoboken: Wiley, 1987), p. 359.
J.R. Nicholls, MRS Bull. 28, 659 (2003).
D.P. Whittle and J. Stringer, Philos. Trans. R. Soc. Lond. A 295, 309 (1980).
B.A. Pint, Proceedings of the John Stringer Symposium, ed. P.F. Tortorelli and P.Y. Hou (Materials Park: ASM, 2003), pp. 9–19.
R. Mévrel, Mater. Sci. Eng. A A120, 13 (1989).
J. Foster, B.P. Cameron, and J.A. Carew, Trans. Inst. Met. Finish. 63, 115 (1985).
F.J. Honey, E.C. Kedward, and V. Wride, J. Vac. Sci. Technol. A A4, 2593 (1986).
M. Thoma, M. Bindl, and J. Linska, U.S. Patent 4,895,625, 1990.
M. Saremi and M. Bahraini, Trans. Inst. Met. Finish. 81, 24 (2003).
R. Morbioli, Mater. Sci. Eng. A A121, 373 (1989).
D. Fayeulle, J. Henon, and R. Morbioli, U.S. Patent 5,057,379, 1991.
X. Lu, R. Zhu, and Y. He, Oxid. Met. 43, 353 (1995).
M.-P. Bacos, B. Girard, P. Josso, and C. Rio, Surf. Coat. Technol. 162, 248 (2003).
S. Mercier, I. Giovannetti, P. Josso, and M.-P. Bacos, Surf. Coat. Technol. 201, 120 (2006).
C.T.J. Low, R.G.A. Wills, and F.C. Walsh, Surf. Coat. Technol. 201, 371 (2006).
F.C. Walsh and C. Ponce de Leon, Trans. Inst. Metal Finish. 92, 83 (2014).
J. Foster and B. Cameron, Trans. Inst. Met. Finish. 54, 178 (1976).
E.C. Lee and J.W. Choi, Surf. Coat. Technol. 148, 234 (2001).
I. Garcia, J. Fransaer, and J.P. Celis, Surf. Coat. Technol. 148, 171 (2001).
S.C. Wang and W.C.J. Wei, Mater. Chem. Phys. 78, 574 (2003).
C.B. Wang, D.L. Wang, W.X. Chen, and Y.Y. Wang, Wear 253, 563 (2002).
A. Hovestad, R.J.C.H.L. Heesen, and L.J.J. Janssen, J. Appl. Electrochem. 29, 331 (1999).
M. Ghorbani, M. Mazaheri, K. Khangholi, and Y. Kharazi, Surf. Coat. Technol. 148, 71 (2001).
A. Feuerstein, J. Knapp, T. Taylor, A. Ashary, A. Bolcavage, and N. Hitchman, J. Therm. Spray Technol. 17, 199 (2008).
J.R. Roos, J.-P. Celis, J. Fransaer, and C. Buelens, J. Miner. Met. Soc. 42, 60 (1990).
A. Hovestad and L.J.J. Jannsen, J. Appl. Electrochem. 25, 519 (1995).
M. Musiani, Electrochim. Acta 45, 3397 (2000).
J.E. Restall, Superalloys 1984, ed. M. Gell, C.S. Kortovich, R.H. Bricknell, W.B. Kent, and J.F. Radavich (Warrendale: TMS, 1984), pp. 721–730.
J. Foster, F.J. Honey, E.C. Kedward, and J.E. Restall, U.K. Patent GB2167446 (1986), also U.S. Patent 4,789,441, 1988.
D.S. Rickerby and M.R. Winstone, Mater. Manuf. Process 7, 495 (1992).
R.A. Neff, G.B. Katz, B. Nagaraj, and R. Tarvin, in Paper presented at the Proc. ASME Turbo Expo 2004, ASME Paper GT-2004-53461.
T. Taylor and J. Foster, Surf. Coat. Technol. 201, 3819 (2006).
G.A. Di Bari, Modern Electroplating, 5th ed., ed. M. Schlesinger and M. Paunovic (Hoboken: Wiley, 2010), p. 79.
S.S. Abd El-Rehim, A.M. Abd El-Halim, and M.M. Osman, J. Appl. Electrochem 15, 107 (1985).
E. Gómez, J. Ramirez, and E. Vallés, J. Appl. Electrochem. 28, 71 (1998).
B.L. Bates, J.C. Witman, and Y. Zhang, Mater. Manuf. Process, in press (2015).
A.V. Put, M.C. Lafont, D. Oquab, A. Raffaitin, and D. Monceau, Surf. Coat. Technol. 205, 717 (2010).
X. Yang, X. Peng, C. Xu, and F. Wang, J. Electrochem. Soc. 156, C167 (2009).
A. Hovestad, and L.J.J. Janssen, Modern Aspects of Electrochemistry, ed. B.E. Conway, C.G. Vayenas, R.E. White, and M.E. Gamboa-Adelco (New York: Kluwer Academic/Plenum Publishers, 2005), pp. 475–532.
H. Liu and W. Chen, Surf. Coat. Technol. 191, 341 (2005).
Q.Y. Feng, T.J. Li, H.Y. Yue, K. Qi, F.D. Bai, and J.Z. Jin, Appl. Surf. Sci. 254, 2262 (2008).
B. Bakhit and A. Akbari, J. Alloys Compd. 560, 92 (2013).
B.L. Bates, L.Z. Zhang, and Y. Zhang, Surf. Eng. 31, 202 (2015).
D.F. Susan, K. Barmak, and A.R. Marder, Thin Solid Films 307, 133 (1997).
M. Viswanathan and K.S.G. Doss, Met. Finish. 70, 83 (1972).
E.C. Kedward, C.A. Addison, F.J. Honey, and J. Foster, U.K. Patent GB2014189, 1979.
Y. Zhang, Tennessee Technological University, unpublished research, 2015.
I. Keller, D. Naumenko, W.J. Quadakkers, R. Vaßen, and L. Singheiser, Surf. Coat. Technol. 215, 24 (2013).
B. Nagaraj, G. Katz, A.F. Maricocchi, and M. Rosenzweig, in Paper presented at the International Gas Turbine and Aeroengine Congress and Exposition, ASME Paper 95-GT-360, Houston, TX, 5–8 June 1995.
A.V. Put, D. Oquab, E. Péré, A. Raffaitin, and D. Monceau, Oxid. Met. 75, 247 (2011).
A. Raffaitin, F. Crabos, E. Andrieu, and D. Monceau, Surf. Coat. Technol. 201, 3829 (2006).
A. Raffaitin, D. Monceau, E. Andrieu, and F. Crabos, Acta Mater. 54, 4473 (2006).
D. Monceau and D. Poquillon, Oxid. Met. 61, 143 (2004).
R. Goti, M. Bétaille-Francoual, E. Hourcastagné, B. Viguier, and F. Crabos, Oxid. Met. 81, 105 (2014).
R. Oriňáková, A. Turoňová, D. Kladeková, M. Gálová, and R.M. Smith, J. Appl. Electrochem. 36, 957 (2006).
R. Brugger, Nickel Plating, 1st ed. (Molesey, Surrey: Clare o’ Molesey Ltd., 1970), pp. 46–47.
H.M. Heiling, Metallurgy 14, 549 (1960).
Y. Ikeda, K. Nii, and K. Yoshihara, Trans. Jpn. Inst. Met. 24, 207 (1983).
A.W. Funkenbusch, J.G. Smeggil, and N.S. Bornstein, Metall. Trans. A 16A, 1164 (1985).
J.G. Smeggil, Mater. Sci. Eng. 87, 261 (1987).
J.L. Smialek, Metall. Mater. Trans. A 18A, 164 (1987).
J.L. Smialek, D.T. Jayne, J.C. Schaeffer, and W.H. Murphy, Thin Solid Films 235, 285 (1994).
B.A. Pint, Oxid. Met. 45, 1 (1996).
J.L. Smialek, JOM 52, 22 (2000).
W.Y. Lee, Y. Zhang, I.G. Wright, B.A. Pint, and P.K. Liaw, Metall. Mater. Trans. A 29A, 833 (1998).
B.A. Pint, I.G. Wright, W.Y. Lee, Y. Zhang, K. Prüβner, and K.B. Alexander, Mater. Sci. Eng. A A245, 201 (1998).
J.A. Haynes, B.A. Pint, K.L. More, Y. Zhang, and I.G. Wright, Oxid. Met. 58, 513 (2002).
B.A. Pint, K.L. More, and I.G. Wright, Mater. High Temp. 20, 375 (2003).
K.A. Unocic and B.A. Pint, Surf. Coat. Technol. 237, 8 (2013).
D.K. Gupta, and D.S. Duvall, Superalloys 1984, ed. M. Gell, C.S. Kortovich, R.H. Bricknell, W.B. Kent, and J.F. Radavich (Warrendale: TMS, 1984), pp. 711–720.
D. Naumenko, V. Shemet, L. Singheiser, and W.J. Quadakkers, J. Mater. Sci. 44, 1687 (2009).
R.W. Smith, Thin Solid Films 84, 59 (1981).
G.W. Meetham, Mater. Sci. Technol. 2, 290 (1984).
T.A. Taylor and D.F. Bettridge, Surf. Coat. Technol. 86–87, 9 (1996).
S. Bose, High Temperature Coatings (Oxford: Butterworth-Heinemann, 2007), pp. 122–124.
N. Czech, F. Schmitz, and W. Stamm, Mater. Manuf. Process. 10, 1021 (1995).
O. Trunova, T. Beck, and L. Singheiser, Mater. High Temp. 30, 62 (2012).
Acknowledgements
The research was funded by the U.S. Department of Energy, University Turbine Systems Research (UTSR) Program through Award No. DE-FE0007332, with Dr. Patcharin Burke as the Program Manager. The authors also acknowledge the additional support from the Office of Naval Research through Grant No. N00014-14-1-0341, with Dr. David A. Shifler as the Technical Monitor.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, Y. Electrodeposited MCrAlY Coatings for Gas Turbine Engine Applications. JOM 67, 2599–2607 (2015). https://doi.org/10.1007/s11837-015-1640-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-015-1640-0