
Abstract
Friction-stir spot welding (FSSW) has been shown to be capable of joining advanced high-strength steel, with its flexibility in controlling the heat of welding and the resulting microstructure of the joint. This makes FSSW a potential alternative to resistance spot welding if tool life is sufficiently high, and if machine spindle loads are sufficiently low that the process can be implemented on an industrial robot. Robots for spot welding can typically sustain vertical loads of about 8 kN, but FSSW at tool speeds of less than 3000 rpm cause loads that are too high, in the range of 11–14 kN. Therefore, in the current work, tool speeds of 5000 rpm were employed to generate heat more quickly and to reduce welding loads to acceptable levels. Si3N4 tools were used for the welding experiments on 1.2-mm DP 980 steel. The FSSW process was modeled with a finite element approach using the Forge® software. An updated Lagrangian scheme with explicit time integration was employed to predict the flow of the sheet material, subjected to boundary conditions of a rotating tool and a fixed backing plate. Material flow was calculated from a velocity field that is two-dimensional, but heat generated by friction was computed by a novel approach, where the rotational velocity component imparted to the sheet by the tool surface was included in the thermal boundary conditions. An isotropic, viscoplastic Norton-Hoff law was used to compute the material flow stress as a function of strain, strain rate, and temperature. The model predicted welding temperatures to within 4%, and the position of the joint interface to within 10%, of the experimental results.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Advanced high-strength steel (AHSS) alloys have found increasing use over the past 5 years or so, as automakers look for ways to reduce the weight of the vehicle frame.1–3 Using AHSS can reduce weight because thinner gage material can be employed, while maintaining or even enhancing stiffness and crash resistance. On the downside, these steels pose challenges during fabrication because spot weldability is relatively poor compared with mild steel. At the present time, resistance spot welding (RSW) is the primary means of joining AHSS, but this has proven to be a challenge because these steels have a high alloy content and have a tendency to form brittle microstructures with small cracks in the weld nugget, especially when galvanized steels are spot welded. Some studies have postulated that shrinkage stresses in the weld nugget, along with the presence of zinc, were responsible for the forming of cracks.4,5 The presence of microcracks in the weld can be exploited by fatigue cycles, potentially limiting joint durability. As a result, some automakers use adhesive in combination with RSW for joining of AHSS to provide a margin of safety.6 Another issue that occurs when RSW is used to join high-strength steel sheets is the type of failure mode that appears during testing of the weld. One study showed that dual-phase (DP) 600 steel exhibited interfacial failures, or failures at the weld interface, when joined by RSW.2,4,5 It was found that using specific weld currents and weld times could reduce interfacial failures and cause the desired “button pullout” failure.4 However, while DP 600 steel can be welded by RSW in the laboratory under controlled conditions, welding process control is a challenge for the production environment and more refined control strategies are required.7 DP 980 alloy has also been studied with mixed results. Failures in lap shear tension were found to occur at the weld interface, while other failures were of the button pullout type. In particular, when expulsion of the weld was observed, which is common in an RSW production process, interfacial failures were the most common type.8
One alternative to RSW is self-piercing riveting (SPR). SPR involves forming the sheets to be joined around a steel rivet, thus, forming a purely mechanical joint, without the need for predrilling a hole. However, this process is not suitable for steels with tensile strengths of greater than 700 MPa because they are not ductile enough to be formed around the rivet at room temperature, even as this method has been used for joining of aluminum and steel alloys of moderate strength.9
Friction-stir spot welding (FSSW) is another alternative to RSW for spot joining of steel sheets. Prior work has produced promising results in the FSSW of AHSS, with good joint strength, an absence of cracks in the weld, and a “pullout” type failure mode. These benefits are facilitated by the solid state bonding mechanism of FSSW, avoiding the problems that result from melting and solidification of a weld pool.3,8 But despite producing good welds, several challenges must be overcome. The first challenge is the high vertical spindle load of 14–40 kN required to create a joint. This is much higher than the typical limit of about 10 kN that a typical welding robot can sustain. The cost of implementing FSSW is highly dependent on the vertical welding load, which determines the size of industrial robots and supporting equipment.10 The second challenge is achieving sufficient tool life. Tool life affects the number of tool changes made during production and affects the cost of the process. Several tool materials have been used for FSW and FSSW of AHSS, including silicon nitride (SiN), polycrystalline cubic boron nitride (PCBN), tungsten rhenium (W-Re), tungsten carbide (WC), and other tungsten-based alloys.3,11–19 The tooling material used in the present study was Si3N4, which is less resistant to wear than a material like PCBN, but is also very inexpensive by comparison.3,10,11,20
Modeling the FSSW process is a challenge because unlike friction-stir welding, which can be approximated as a steady-state process, FSSW is in non-steady state and has a constantly evolving material flow and temperature distribution. An updated Lagrangian or an arbitrary Lagrangian–Eulerian (ALE) formulation can be used for modeling of FSSW with a material law that provides flow stress as a function of strain, strain rate, and temperature. As such, there has been some prior work where FSSW has been modeled using a Lagrangian finite element approach,21,22 and the Lagrangian approach is the one that will be described in this article.
Experimental Procedures
Welding experiments employed a tool speed of 5000 rpm on a Fadal machining center, where the lap shear tension configuration was used to evaluate joint strength. Lap shear specimens were made using coupons of 1.2-mm bare DP 980 steel, with dimensions of 25 mm by 100 mm, and an overlap of 25 mm. The DP 980 steel composition, in weight percent, was 0.15% C, 1.44% Mn, 0.011% P, 0.007% S, 0.32% Si, and 0.02% Cr, where the balance was Fe. The spot weld was positioned in the center of the overlap in each case. Si3N4 tools with a shoulder diameter of 10 mm and a smooth pin, with three small flats, were used for all spot welding experiments. The flats tended to wear off very quickly, leaving a completely smooth pin after approximately 10 welds. A picture of a new tool is shown in Fig. 1.

Si3N4 friction-stir spot welding tool with 10-mm-diameter shoulder
A constant plunge rate of 25.4 mm/min was used for each experiment. Loads on the machine spindle were measured using a special fixture with four load cells linked to a data acquisition system, using a sampling rate of 60 Hz. A photo of the lap shear welding fixture is shown in Fig. 2.

Lap shear fixture with four load cells for measuring vertical welding loads
Lap shear specimens were tested on an Instron screw-driven frame at a rate of 10 mm per minute. Some welded specimens were sectioned, mounted, and polished for examination by optical microscopy.
Optical microscopy of welded specimens was done by first sectioning a weld through its center, using wire electrical discharge machining (EDM), and then mounting in Bakelite. Polishing of the specimens was carried out in stages. The process started with 120-grit sand paper, and it continued through 240, 400, 600, 800, and 1200 grit. This was followed by polishing with 6-micron diamond paste, then with 3-micron paste, and finally 1-micron paste. Etching was done using 2% Nital solution for about 15 s, followed by a rinse in methanol.
Model Description
A model of the FSSW process was developed using a finite element approach within the Forge® 23 software package. An updated Lagrangian scheme with explicit time integration was employed to model the flow of the sheet material, subjected to boundary conditions of a rotating tool and a fixed backing plate. The modeling approach is two-dimensional, axisymmetric, but with an aspect of three dimensions for thermal boundary conditions. Material flow was calculated from a two-dimensional velocity field, but heat generated by friction was computed using the virtual sliding velocity between the sheet and the tool. These heat terms were then used as boundary conditions for the coupled thermal calculation between tool and sheet. An isotropic, viscoplastic Norton-Hoff law was used to model the evolution of material flow stress as a function of strain, strain rate, and temperature. The expression for the deviatoric stress tensor is shown below:
where \( {\dot{\mathbf{\varepsilon }}} \) is the strain rate tensor, \( \dot{\bar{\varepsilon }} \) is the effective strain rate, K is the material consistency, and m is the strain rate sensitivity. The material consistency K is a function of temperature T and equivalent strain \( \bar{\varepsilon } \), where n is the strain hardening exponent and β is a thermal softening parameter:
This viscoplastic law is capable of modeling material flow stresses in the region of the weld, while providing the contact stresses with the tool that was used to calculate the friction shear stress at the tool/sheet interface. The data for this law were obtained from JMatPro specifically for DP 980 steel, for the range of strain rates and temperatures that would be encountered during FSSW.24
Friction at the sliding interface between the sheet and the tool was modeled using a modified Coulomb law.25 The Coulomb friction law models shear stress at the contact interface as a function of contact pressure, or normal stress. This law is often used for room temperature sliding, but for high-temperature metal working, the standard law does not model a threshold beyond which the shear stress saturates. To account for this, a modification was employed, as follows:
where µ is the friction coefficient, σ o is the current yield stress of the sheet material, and σ n is the normal stress at the contact surface. This modified law ensures that the shear stress at the sliding interface will not increase above the yield shear stress of the softer material, which in this case is the sheet.
Calculation of the flow of material was based on a finite element discretization using an enhanced (P1+/P1) 3-noded triangular element,23 where equilibrium equations were solved at each increment using the Newton–Raphson method. The unilateral contact condition was applied to the sheet surfaces by means of a nodal penalty formulation, where the FSSW tool and backing plate were considered rigid. An explicit time integration scheme was used to update the sheet geometry at each increment of calculation:
X is a mesh material coordinate, V mesh is a component of velocity of the mesh at time t, and Δt is a time increment chosen sufficiently small. The evolution of temperature in the tool was modeled to provide accurate boundary conditions at the tool/sheet interface. The temperature in both the FSSW tool and the sheet were calculated at the end of each material flow increment. The calculated velocity field allowed for computing strain rates and stresses in the sheet, which were then used to determine the heat dissipated by friction and plastic deformation. The heat dissipated by plastic deformation (derived from the velocity field) is given by:
where \( \bar{\sigma } \) is equivalent stress. The factor f takes into account the fraction of deformation energy converted into heat, taken as 0.9 in this article. For a Norton-Hoff viscoplastic material, the heat generation rate from material deformation is computed as follows:
Heat from friction was computed as a function of sliding that occurred along the radial direction of the tool surface, as well as of sliding that occurred from rotation, as shown below:
where τ is the shear stress calculated from Eq. 3; v rad is the radial sliding velocity between sheet and tool, calculated from the velocity field in the sheet; and v rot is a virtual rotational sliding velocity between sheet and tool. The heat generated at the interface is shared between the sheet and the tool as a weighted function of the effusivities of each material.
The boundary conditions for the backing plate were included in the model based on thermocouple measurements that were done in prior work.25 The thermal conductivity, heat capacity, and density of both the Si3N4 tool and the DP 980 sheet were modeled as a function of temperature, over a range from 25°C to 1400°C.
Results
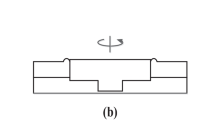
Experiments were done using a constant plunge rate of 25.4 mm/min at tool speeds of 5000 rpm. It was found that at 5000 rpm, the load on the welding machine spindle was about 8 kN, which is a reasonable load for a welding robot. A thermocouple was placed between the lower sheet and the backing plate, in the center of the tool axis, to validate the model temperature predictions. The model employed 12,543 linear triangle elements for the sheet and 4,695 linear triangles for the tool. The number of elements in the sheet mesh varied somewhat during the course of the simulation because it was automatically remeshed when element distortion reached a prescribed level. The backing plate was assumed to be rigid and at a constant temperature of 25°C because the mass of the backing plate was relatively large compared to the mass of the sheet, and the welding time was relatively short. The heat transfer coefficient between the tool and the sheet was 20,000 W/(m2-°C), and the coefficient between the sheet and the backing plate was 2,500 W/(m2-°C). The sheets were modeled as one body to simplify the contact problem, but some virtual Lagrangian sensors were used to track the interface between the sheets as a function of deformation. An image of the model is shown in Fig. 3.

View of axisymmetric finite element model of FSSW process. One half of the section view is shown
Temperature measurements were done by placing thermocouples in the lap shear welding fixture at 1.2 mm beneath the surface of the lower sheet. The thermocouples were positioned along the central axis of the specimen, at 3, 4, and 6.5 mm from the center of the weld, in channels machined out of one of the spacers beneath the specimen, as shown in Fig. 4.

Positions of thermocouples in lap shear welding fixture. Thermocouples were positioned along the long axis of the specimens at 3, 4, and 6.5 mm from the center of the weld, at 1.2 mm beneath the surface of the lower sheet
Three temperature measurement replications were done at the three different thermocouple positions shown in Fig. 4. The comparison of experimental temperatures with the model predictions is shown in Fig. 5.

Experimental temperatures and predicted temperatures at (a) 3 mm from center of weld, (b) 4 mm from center of weld, and (c) 6.5 mm from center of weld
Temperature predictions are reasonable in terms of the peak temperatures and the slopes of the curves. The model predictions of peak temperatures compared with the experiment are summarized in Table I.
The temperatures in the model at the end of the welding cycle are shown in Fig. 6.

Temperature prediction for a tool speed of 5000 rpm, a plunge rate of 25.4 mm/min, and a depth of plunge of 1.9 mm. One half of the section view of the model is shown
The greatest temperatures predicted by the model are found under the shoulder with a peak temperature of about 1350°C. At the end of the simulation, the prediction of flash squeezing out from under the end of the shoulder is also similar to the experiment, from a qualitative point of view. The interface between the sheets was modeled virtually using Lagrangian sensors. The shape of this interface, compared with the experiment, is shown to be accurate within 10% in Fig. 7.

(a) Prediction of interface shape at the end of welding, versus (b) the experiment. The hooking of the interface is well predicted in terms of shape and position within the weld
The final interface position in the model does not reflect the bonding that occurred during the welding process. The effect of material flow during welding is reflected, but in the experiment, there is a portion of the interface that vanishes when bonding occurs, as shown in Fig. 7b. The model validation was done by taking the end point of the interface in the experiment and comparing it with the virtual interface from the model. There is good agreement in terms of the position and shape of the interfaces, but further work must be done to calculate the portion of the predicted interface that should vanish. This would allow for a prediction of the bonded area of the joint, but it requires a relationship among temperature, pressure at the joint interface, and the time required to form a diffusion bond. Future work will focus on diffusion bonding experiments that will provide these data. This will render the model useful as a tool for studying the impact of tool design and process conditions on joint strength, which has been shown to be a direct function of bond area.26
Conclusion
Friction-stir spot welding was studied in the high-speed domain using tool speeds of 5000 rpm and a constant plunge rate of 25.4 mm/min on 1.2-mm DP 980 material. Modeling of temperature and material flow was done with a two-dimensional, axisymmetric finite element model using a Lagrangian approach. The model provided temperature predictions within the sheets and the tool during the welding process. The greatest difference between the experiment and the model predictions of temperature was 4%. The interface between the sheets was also modeled, in terms of both shape and position, to within 10% of the experiment. The model will be extended to a prediction of welded bond area, by incorporating time, temperature, and pressure data from diffusion bonding experiments into the model. This will allow for a prediction of welded bond area in the joint, which has been strongly correlated to joint strength in prior work.
References
V.H.L. Cortez, F.A.R. Valdes, and L.T. Trevino, Mater. Manuf. Process. 24, 1412 (2009).
M.I. Khan, M.L. Kuntz, P. Su, A. Gerlich, T. North, and Y. Zhou, Sci. Technol. Weld J. 12, 175 (2007).
M. Santella, Y. Hovanski, A. Frederick, G.J. Grant, and M.E. Dahl, Sci. Technol. Weld. J 15, 271 (2010).
M. Marya and X.Q. Gayden, Weld J. 84, 172s (2005).
M. Marya and X.Q. Gayden, Weld J. 84, 197s (2005).
Y. Hovanski, personal communication (2010).
C. Ma, S.D. Bhole, D.L. Chen, A. Lee, E. Biro, and G. Boudreau, Sci. Technol. Weld J. 11, 480 (2006).
F. Nikoosohbat, S. Kheirandish, M. Goodarzi, M. Pouranvari, and S.P.H. Marashi, Mater. Sci. Tech. Ser. 26, 738 (2010).
Y. Abe, T. Kato, and K. Mori, J. Mater. Process. Technol. 177, 417 (2006).
Y. Hovanski, M.L. Santella, and G.J. Grant, International Autobody Congress (MI: Troy, 2009).
Y. Hovanski, M.L. Santella, and G.J. Grant, Scripta Mater. 57, 873 (2007).
Y.D. Chung, H. Fujii, R. Ueji, and N. Tsuji, Scripta Mater. 63, 223 (2010).
Y.D. Chung, H. Fujii, R. Ueji, and K. Nogi, Sci. Technol. Weld. J. 14, 233 (2009).
Y.S. Sato, H. Yamanoi, H. Kokawa, and T. Furuhara, ISIJ Int. 48, 71 (2008).
Y.S. Sato, H. Yamanoi, H. Kokawa, and T. Furuhara, Scripta Mater. 57, 557 (2007).
Y.S. Sato, N. Harayama, H. Kokawa, H. Inoue, Y. Tadokoro, and S. Tsuge, Sci. Technol. Weld. J. 14, 202 (2009).
A.P. Reynolds, W. Tang, M. Posada, and J. Deloach, Sci. Technol. Weld. J. 8, 455 (2003).
M.P. Miles, J. Pew, T.W. Nelson, and M. Li, Sci. Technol. Weld. J. 11, 384 (2006).
M.P. Miles, T.W. Nelson, R. Steel, E. Olsen, and M. Gallagher, Sci. Technol. Weld. J. 14, 228 (2009).
M.P. Miles, C. Ridges, Y. Hovanski, J. Peterson, M.L. Santella, and R. Steel, Sci. Technol. Weld. J. 16, 642 (2011).
S. Mandal, J. Rice, and A.A. Elmustafa, J. Mater. Process. Tech. 203, 411 (2008).
M. Awang and V.H. Mucino, Mater. Manuf. Process. 25, 167 (2010).
S.A. Transvalor, Forge 2009 (2009).
JMatPro, Sente Software Ltd. (Surrey Technology Centre, Guildford, 2014).
M. Miles, T. Nelson, L. Fourment, and S. Guerdoux, “Steady-State Simulation of Material Flow and Temperature in Friction Stir Welding of Aluminum Alloy 6061” (paper presented at Materials Science & Technology 2008 - Joining of Advances and Specialty Metals; Pittsburgh, PA, 2008).
N. Saunders, M. Miles, T. Hartman, Y. Hovanski, T.-T. Hong, and Russell Steel, Int. J. Precis. Eng. Manufact. 15, 8 (2014).
Acknowledgements
This work was supported by National Science Foundation grant CMMI-1131203 and by funding from the Department of Energy, EERE-Vehicle Technologies Office, via PNNL subcontract 116126.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Miles, M., Karki, U. & Hovanski, Y. Temperature and Material Flow Prediction in Friction-Stir Spot Welding of Advanced High-Strength Steel. JOM 66, 2130–2136 (2014). https://doi.org/10.1007/s11837-014-1125-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-014-1125-6