
Abstract
The cold metal transfer (CMT) process was explored as a weld overlay technique for synthesizing Al-Si-Mn alloy coating on a commercially pure Al plate. The effect of welding speed on the bead geometry, deposition rate, and the dilution were studied and the best parameter was used to synthesize the coatings. The CMT process can be used to produce thick coatings (>2.5 mm) without porosity and with low dilution levels. The Vickers hardness number of the Al substrate increased from 28 in the bulk to 57 in the coating. It is suggested that the CMT process can be an effective and energy-efficient technique for depositing thick coatings and is useful in weld repair of aluminum alloy components.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Aluminum and its alloys are widely used for automotive components due to their low density, adequate strength, and high specific strength. But they suffer from poor wear resistance, which could lead to shorter life of the components due to damage. Surface coatings can be very useful in improving the life of the components. Weld overlays can be used for applying coatings as well as for repairing damaged components. Thermal spray processes such as cold spraying,1 plasma spraying, and high-velocity oxy-fuel (HVOF) spraying2 have been used for depositing coatings of aluminum and its alloys. Thermal spray of aluminum composites also has been reported for near-net shape deposition. Thermal spray offers the advantage of fine grain size and even nanocrystalline deposits have been reported.3 However, the limitation of thermal spray coating is that it produces usually a 50- to 100-µm coating in a single pass and, hence, is not recommended for higher thicknesses. Such a low deposition rate is not good for repair applications in which a large crack or worn out surface needs to be prepared. The adhesion strength of the coating is also reduced if adequate surface preparation is not used. These limitations are overcome in weld cladding processes. Weld overlay (or weld cladding) is a well-known technique of coating a component using welding techniques. The coatings can be applied for improving the corrosion resistance, wear resistance, or both.4 Gas-metal arc welding (GMAW),5 gas tungsten arc welding (GTAW),6 and plasma-transferred arc (PTA)7 are few examples of fusion welding processes that are used for weld overlay deposition. One of the important features in weld cladding is the dilution of the composition of the coating due to melting of the substrate. When conventional GMAW process is used for weld overlay of aluminum, the heat input is very high, leading to high dilution levels.5 As a result of high thermal and electrical conductivity and a comparatively low melting point, it is difficult to coat aluminum using conventional fusion processes. A fusion welding process with low heat input and high efficiency is desired to solve this problem.
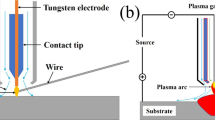
Cold metal transfer (CMT) is a modified GMAW process invented by Fronius International (Pettenbach, Austria). The CMT process basically operates in the short-circuit (dip transfer) mode characterized by the low current and voltage, i.e., low heat input. The important modification of CMT over conventional GMAW is the full digital control of the welding process. The wire feed in the CMT process is controlled by a microcontroller through feed motors and is no longer dependent on the electrical characteristics. An initial high pulse of current is supplied, forming an arc between the advancing electrode wire and the substrate, which melts the electrode tip. The current is reduced following the pulse, and as soon as the short-circuit formation is indicated by a sharp decrease in voltage, the current is reduced to a further low background value and the wire is retracted, leading to the detachment of the molten droplet. Thus, in this process, the metal transfer takes place when the current is very low and arc is almost not present. Hence, it has been named CMT. The principles of the CMT process, equipment, operation details, advantages, applications, and limits are well studied and reported.8 Some reports on the welding of aluminum alloys using the CMT process have shown that this process is good for thin sheets owing to the low heat input in the process. Low heat input also results in reduced deformation and residual stresses. The low spatter and gap bridging ability while joining thin sections of the process were also reported.8–10 This process has the benefit of providing only the energy needed for the process, which saves a lot of energy. The CMT process has also been used in dissimilar metal joining applications such as aluminum alloy to galvanized steels, where joining occurs by brazing of aluminum onto steel.8,11,12 CMT has also been reported for joining of aluminum and magnesium using copper-based (CuSi3),13 as well as 4047 aluminum alloy filler wires.14 Thus, the CMT process is recommended for automotive joining applications where weight reduction is a major concern. The CMT process is also studied for the joining of titanium alloys to aluminum alloys as well as copper alloys, and the importance of process in aerospace and medical applications was reported.15,16
Only a few reports are available in the literature that have used the CMT process as a surface coating technique as this technique is quite new. Lorenzin and Rutili17 reported that the CMT process could be suitably used for anticorrosive coating applications. In this study, a feasibility study for the CMT process as a coating method for depositing Inconel 625 alloy on the surface of carbon-manganese steel sheet was carried out. The CMT process was compared with the conventional pulsed-arc mode and the CMT-pulse hybrid mode with respect to dilution and deposition rate. It was found that among the three modes, pure CMT showed the lower dilution and higher deposition rate. Pickin et al.18 studied the CMT process for a low-dilution cladding application. It was observed that the CMT short-circuit mode was present only in the lower parameter range, and there was a transition to a combination of short-circuit plus spray mode of transfer in the middle to upper parameter range. They explored the CMT process for low-dilution cladding in a ternary aluminum alloy (Al-Cu-Mg) with a binary filler wire Al-2319 (Al-Cu). The Al-Cu-Mg alloy is known to be susceptible to a hot-cracking problem when welded with binary aluminum alloy filler wires. The CMT process was used for cladding the ternary alloy with the binary alloy, which was then welded with conventional techniques, thus reducing the chances of hot cracking. Recently, Ola and Doern19 studied CMT as cladding process for a nickel-based super alloy. They reported the development of defect-free, perfectly bonded clads and recommended the process for repair of nickel-based super alloy parts in gas turbines.
There is no report so far on aluminum coatings using CMT. The objective of the current work is to examine the CMT process as a weld overlay technique for coating Al with the Al-Si-Mn alloy. The effects of welding process parameters on dilution and bead angle, which are important for producing a sound overlay coating, were investigated. The hardness variation of the substrate after coating was also studied.
Experimental Procedure
Weld Cladding by CMT
The substrate was a pure-Al (99%) plate 3 mm thick, and the coating was made from an Al-Si-Mn filler wire of 1.2 mm diameter. The composition of the filler wire is given in Table I. The surface of the Al plate was cleaned with a stainless steel wire brush to remove oxide layers and other contaminants, and it was subsequently cleaned with acetone before coating. A CMT Trans plus Synergic 4000 from Fronius International was used for the process which is semi-automatic. The voltage, current and feed rate were varied over a range of values. Once a visibly defect-free weld bead was obtained for a particular set of parameters, the welding speed was varied. Argon was used as the shielding gas with a constant flow rate of 15 L/min. Table II shows the parameters for the three beads that were prepared. Coating was prepared by laying weld beads side by side with the best parameters. Sufficient time was given between successive welds to avoid a preheating effect.
Characterization of the Beads and Coating
The cross section of the bead was ground and polished, and optical microscopy was carried out. Optical microscopy of the beads was carried out using a stereo microscope (Chennai Metco Pvt. Ltd., Chennai, India). Before observation in the microscope, the beads were macroetched using Dix-Keller reagent. Scanning electron microscopy (SEM) images of the polished cross section of bead and coating was carried out using a Quanta 200 SEM (FEI Company, Hillsboro, OR) equipped with an energy dispersive x-ray analysis (EDAX) facility (EDAX Inc., Mahwah, NJ). The hardness of the coating was measured using a Vickers microhardness tester (Wolpert Wilson, Aachen, Germany).
Results and Discussion
Optimization of Parameters
Figure 1a shows the trials carried out to obtain beads of good quality. Once the parameters such as current and feed rate were set, three beads were prepared at different welding speeds of 6.4 mm/s, 8.5 mm/s, and 10.6 mm/s (corresponding to 15 in./min, 20 in./min, and 25 in./min, respectively). The three beads are shown in Fig. 1a on the right side. Figure 2 shows the picture of the polished cross section of the beads. The first thing to note is that the area of cross section of the bead and, hence, the volume of the bead per unit length reduces with increase in the welding speed. Another quantity that is very important is the heat input per unit length, and this quantity also reduces with increasing welding speed. This quantity is calculated by dividing the electrical power input by the welding speed, and a factor is introduced to take care of the conversion efficiency. It is obvious that the higher is heat input per unit length, the higher the dilution will be.

(a) Picture showing the bead trails and the beads for good parameters at different welding speeds. (b) Coating prepared by depositing overlapping beads with parameters obtained from trials

Stereo microscope images of the cross section of (a) bead A, (b) bead B, and (c) bead C
The dilution can be calculated from the percentage of the total cross-sectional area of the bead, which lies below the surface of the substrate as shown in Fig. 3. In another way, dilution can be obtained for each of the major elements in filler wire and is obtained by the following formula:
where C M is the composition of metal M (M = Al, Si, and Mn).

Schematic showing how dilution was calculated and the bead angle definition
Dilution may not be very important criteria in the following study, but it is necessary to know how much base metal melts gets added to the bead. Bead angles were calculated as shown in Fig. 3, and an average of the two angles was reported. Figure 4 shows the variation of the bead contact angle, the dilution, and the deposition rate as a function of welding speed, which is tabulated in Table III. It is observed that as the welding speed increases, the dilution reduces. A lower dilution is desired because it will increase the hardness of the cladding. It is seen that as the speed is increased from 15 in./min to 20 in./min, the dilution drastically reduces from 23% to 8.3%. The deposition rate is reduced only marginally from 6 cm3/min to 5.7 cm3/min. The bead angle, however, increases from 67° to 89°. But as the speed is increased to 25 in./min, the dilution is decreases only marginally to 7.7%, but the bead contact angle becomes 101°. Also, the deposition rate reduces drastically to 4.3 cm3/min. Thus, it is observed that the bead angle, dilution, and the deposition rate vary nonlinearly with the welding speed. A bead angle of less than 90° is desirable so that there is no lack of fusion developed when the coating is made by side-by-side overlapping of beads. Thus, the welding speed of 20 in./min is found to be the suitable for overlay coatings in this case.

Plot of the variation of the percent dilution and bead angle with welding speed
Figure 5 shows the variation of the composition along the depth from substrate to the bead. The compositions were obtained by an energy dispersive x-ray spectroscopy (EDS) analysis of small area at different distances along the line shown in the figure. It is seen that the percentage of Al decreases moving from the substrate to the coating. It is observed that the variation of Si and Mn is more or less similar in beads A and B, while in bead C there is an abrupt change. This abrupt change is due to the very low dilution in bead C. However, the parameter C is not suitable for the deposition of coatings due to the large bead angle. Dilution was calculated based on the average composition of aluminum in the bead. The value of dilution of aluminum in the coating is less compared to that obtained from area calculations. This is due to the fact that both the substrate and coating are rich in aluminum.

SEM images of the polished beads along with the composition along the line for bead A (a, d), bead B (b, e), and bead C (c, f)
Figure 6 shows the hardness taken along the depth of the beads at regular intervals. It is seen that bead C shows the highest hardness. This is in accordance with the lower dilution and increase in Mn and Si content as shown in Fig. 5. However, bead C is not suitable for making coatings due to an improper bead angle.

Variation of hardness along the depth of the beads
Characterization of Coatings
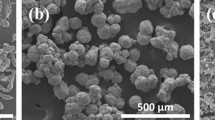
Based on the results of the beads, the welding parameter for bead B was selected as the best parameter for preparation of coatings. Coating was prepared by overlaying several beads side by side. Figure 1b shows pictures of the coating made by weld overlaying of beads and consists of 10 beads. It is seen that most of the surface looks defect free. Figure 7 shows the microstructure of the coating. It is seen that the coatings shows the distinct feature of a weld overlay coating where individual beads can be distinguished to some extent. The interface is found to be very good without any cracks or oxides. The lack of a sharp interface suggests that there is metallurgical bond formation between the coating and substrate, which is caused by the partial melting of the substrate. This is unlike the sharp discernible interface in thermal spray coatings where usually a mechanically interlocked bond exists. We can say that the bond strength would be good in this case. There are a few pores, which may due to the fact that the bead angle is 89°, which is close to 90°. It is to be noted that the thickness of the coating in single pass is more than 2.5 mm and such thick coatings are very helpful in weld repair applications. Such a thick coating with thermal spray technique would require between 25 and 50 passes. Thus, CMT has a distinct advantage here in terms of the energy input and the time required for carrying out any repair operations.

Microstructure of the weld clad showing good interface with some porosity
Figure 8 shows the variation of composition along the depth of the coating. This was obtained by carrying out an EDS analysis on a small area at different depths on the polished cross section of the coating. The average Al percentage in the coating was found to be 95.1%, which gives a dilution of 0.9%. Similarly, the dilution of Si and Mn was also calculated and found to be 27.3% and 28.6%, respectively. The high value of Si and Mn is because they are present in small quantities only. The dilution based on Al is very small. This is a very low level of dilution and is consistent with reports on other systems. For example, Lorenzin and Rutili17 calculated the dilution by analyzing the composition of iron along the depth of Inconel coating deposited on C-Mn steel and have observed very low dilution with CMT compared to conventional the pulse mode of GMAW. Also, Ola and Doern19 measured the dilution of Inconel weld overlay by the area method and reported a low value of dilution produced by the CMT process. This is one advantage of the CMT process as a weld overlay technique. In addition, the low power input makes it a promising technique for industrial application.

(a) SEM image of the polished cross section and (b) composition along the line
Hardness of the Coatings
Figure 9a shows the variation of the microhardness of the coating with the depth from the substrate to the coating, whereas Fig. 9b shows the variation of the hardness along the width of the coating. Both hardness tests were carried out on the polished cross section of the sample. It is observed from the plots that the Vickers hardness number (VHN) increased from 28 in the bulk to 57 in the coating, and there is a discontinuous jump as we move from base plate to cladding. This finding is in accordance to the increase in the Si and Mn as seen in Fig. 8. We can see that CMT can be a very good technique for large-scale deposition of coatings and can be easily used for weld repair.

Plots showing variation of the hardness along (a) depth and (b) width of the coating
Conclusion
The following conclusions are drawn from the current work:
-
1.
The CMT process can be used to deposit aluminum alloy weld clads with low dilution levels.
-
2.
The bead angle, deposition rate and dilution are nonlinear functions of the welding speed.
-
3.
Coating forms very good metallurgical bonding with the substrate due to partial melting of the substrate.
-
4.
Coating with thickness greater than 2.5 mm can be produced in a single pass, which is considerably high compared to thermal spray processes.
-
5.
The CMT process is found to be a low-energy process for weld repair of Al-alloy components.
References
S.R. Bakshi, V. Singh, K. Balani, D.G. McCartney, S. Seal, and A. Agarwal, Surf. Coat. Technol. 202, 5162 (2008).
H. Mindivan, Surf. Coat. Technol. 204, 1870 (2010).
T. Laha, A. Agarwal, T. McKechnie, K. Rea, and S. Seal, Acta Mater. 53, 5429 (2005).
ASM International, ASM Handbook Volume 6: Welding, Brazing and Soldering (Materials Park, OH: ASM International, 1993).
N. Murugan and R.S. Parmar, J. Mater. Proc. Technol. 41, 381 (1994).
R.A. Jeshvaghani, M. Shamanian, and M. Jaberzadeh, Mater. Des. 32, 2028 (2011).
K. Gurumoorthy, M. Kamaraj, K.P. Rao, and S. Venugopal, J. Mater. Sci. Technol. 22, 975 (2006).
H.T. Zhang, J.C. Feng, P. He, B.B. Zhang, J.M. Chen, and L. Wang, Mater. Sci. Eng. 499A, 111 (2009).
J. Feng, H. Zhang, and P. He, Mater. Des. 30, 1850 (2009).
R. Ahmad and M.A. Bakar, Mater. Des. 32, 5120 (2011).
R. Cao, G. Yu, J.H. Chen, and P.-C. Wang, J. Mater. Proc. Technol. 213, 1753 (2013).
J. Lin, N. Mab, Y. Lei, and H. Murakawab, J. Mater. Proc. Technol. 213, 1303 (2013).
J. Shang, K. Wang, Q. Zhou, D. Zhang, J. Huang, and G. Li, Mater. Des. 34, 559 (2012).
R. Cao, B.F. Wen, J.H. Chen, and P.-C. Wang, Mater. Sci. Eng. 560A, 256 (2013).
R. Cao, Z. Feng, and J.H. Chen, Mater. Des. 53, 192 (2014).
R. Cao, J.H. Sun, and J.H. Chen, Sci. Technol. Weld. Join. 18, 425 (2013).
G. Lorenzin and G. Rutili, Weld. Int. 23, 622 (2009).
C.G. Pickin, S.W. Williams, and M. Lunt, J. Mater. Proc. Technol. 211, 496 (2011).
O.T. Ola and F.E. Doern, Mater. Des. 57, 51 (2014).
Acknowledgements
M. Kamaraj acknowledges funding from the Naval Research Board of India for establishing the CMT facility.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rajeev, G.P., Kamaraj, M. & Bakshi, S.R. Al-Si-Mn Alloy Coating on Aluminum Substrate Using Cold Metal Transfer (CMT) Welding Technique. JOM 66, 1061–1067 (2014). https://doi.org/10.1007/s11837-014-0970-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-014-0970-7