
Abstract
Electrical resistance of polymer-supported thin metal films subjected to cyclic tensile loading typically is expected to grow with the cycle number due to fatigue-induced damage. Here it is demonstrated that electrical resistance can also decrease with the cycle number. Using electron backscatter diffraction analysis, it is shown that significant strain-induced, room-temperature grain coarsening is responsible for the resistance decrease. Grain coarsening has a vital effect on the electrical stability of metal films in a low-cycle fatigue regime.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Tensile testing of thin metal films on flexible substrates accompanied by in situ electrical resistance measurements is a relatively new technique that allows for coupled electromechanical evaluation of thin film reliability. The stability of the electrical resistance is particularly important for flexible electronic applications where metal interconnecting lines are bonded to a polymer substrate and must be able to sustain mechanical stresses without losing electrical conductivity.
The in situ resistance measurements during tensile straining have been implemented by several groups for both monotonic1,2 and cyclic3,4 tensile testing of Cu, Ag, and Al films on polymer substrates. It is common practice to assume that the electrical resistance should grow or, in the best case, remain stable during tensile loading or after each load–unload cycle.1–4 Such an assumption is based on the consideration that if any mechanical damage is induced in the film, then the resistance of the film should increase with respect to the initial damage-free state.
An assumption of nondecreasing resistance, however, is not self-evident. Strain-induced microstructural changes such as the decrease of defect density or the decrease of grain boundary density (grain coarsening) might lead to a decrease of the electrical resistance especially in ultra-fine grain (UFG) or nanocrystalline thin films. The effect of strain-induced grain coarsening is well known and has been demonstrated for different metals like Cu,5–9 Pt,10 Al,11 and Ni12,13 under tensile loading,5–7,9,10 nanoindentation,8,11 or beam bending12 conditions. A major part of tensile fatigue experiments was performed on submillimeter-sized samples fabricated by severe plastic deformation techniques.5–7,9 Thus, grain coarsening and its influence on electrical resistance of polymer-supported thin metal films under cyclic loading conditions has not been discussed before.
In the current work, a decrease of the electrical resistance observed in electron beam evaporated copper films on a polyimide substrate during cyclic tensile loading is explained by strain-induced grain coarsening. Systematic evidence of grain coarsening is provided by comparing the microstructure of the same area of the films before and after cyclic loading. The connection between grain coarsening and resistance decrease is further proved by showing that annealed samples do not show any resistance decrease during cyclic loading.
Experimental Details
Copper films were deposited onto cleaned 50-μm-thick UPILEX brand polyimide substrates. The substrates was first cleaned by soaking in a 10% aqueous solution of RBS 50 (a laboratory cleaning concentrate with high pH) for 24 h at room temperature, which was followed by a deionized water rinse and a 1-MHz ultrasonic cleaning process. The copper films were deposited by electron beam evaporation in a Balzers BAK 550 evaporation machine with the vacuum at 2.10 × 10−7 mbar and using a deposition rate of 0.3 nm/s to a thickness of 500 nm. To examine the effects of the microstructure on the electromechanical behavior, a set of films was annealed at 275°C for 3 h with a vacuum of 5 × 10−5 mbar to induce thermally activated recrystallization of copper grains. The cyclic tensile tests were performed on a MTS Tytron® 250 uniaxial testing machine using grips with embedded electrical contacts for 4-point probe in situ measurements.14 Samples with a width of 5 mm were subjected to a cyclic sine-form tensile strain between zero and two different peak values: 1% and 2%. The displacement rate and the gauge length were 50 μm/s and 20 mm, respectively, for all experiments. Altogether 18 as-deposited and 8 annealed samples were mechanically tested. Using a stand-alone 4-point probe station, the electrical resistivity of the as-deposited copper film samples before cyclic straining was measured to be 2.4 ± 0.1 μΩ cm. The electrical resistivity of the films after annealing was measured to be 2.0 ± 0.1 μΩ cm.
Results and Discussion
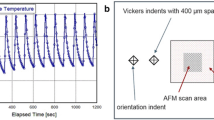
Typical curves showing the in situ evolution of the relative electrical resistance (R/R o, where R o is the initial resistance of the film and R is the measured resistance during straining) of as-deposited and annealed Cu films as a function of cycle number are shown in Fig. 1 for the peak strain values of 1% and 2%. During a single cycle, the electrical resistance typically follows the applied strain growing from zero strain to a peak value and recovering almost to the initial value when the strain goes from the peak value to zero, as shown in the inset of Fig. 1. The resistance of as-deposited films initially decreases with the cycle number, reaches a minimum, and then increases continuously. Resistance minimum is reached after approximately 400–800 cycles for the 2% and after 2000 cycles for the 1% for the as-deposited films. The existence of this resistance minimum suggests that some changes in the microstructure of the as-deposited films occur during the cyclic tensile test. The main difference in the resistance behavior of as-deposited and annealed films is that the latter do not exhibit any resistance decrease during cyclic deformation.

In situ relative resistance of as-deposited and annealed Cu films on polyimide subjected to cyclic tensile strain of 1% (blue, green) and 2% (red, black). The inset shows an enlarged part of the corresponding curve
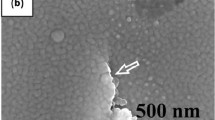
Figure 2 shows the post-mortem scanning electron micrographs of the as-deposited Cu films after 10000 cycles with 1% peak strain (a) and after 2500 cycles with 2% peak strain (b). Typical fatigue-induced damage in the form of extrusions and cracks is observed in Fig. 2b. These cracks and extrusions are responsible for the rapid growth of electrical resistance after 1000 cycles. Figure 2a illustrates rather localized plastic deformation that occurs within large grains. Numerous step-like patterns observed in both micrographs suggest that plastic deformation driven by the formation of dislocation slip bands occurs. The annealed films after straining look similar to as-deposited films and are not shown here for the sake of brevity.

Post-mortem scanning electron micrographs of as-deposited copper films subjected to 10000 cycles with 1% peak strain (a) and 2500 cycles with 2% peak strain (b). The straining direction is horizontal
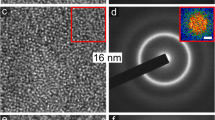
To explain the behavior of electrical resistance during cyclic straining, the microstructure of randomly chosen areas was examined by electron backscatter diffraction (EBSD) and Fibonacci (FIB) channeling contrast techniques before and after straining. This characterization was repeated six times for different samples to assure the repeatability of the results. A typical example of the grain orientation maps before and after 10000 cycles with 1% peak strain is shown in Fig. 3. In the supplementary material, one can find these images compared with the ion channeling images of the same area. The as-deposited films exhibit a bimodal distribution of grain sizes as shown in Fig. 3a. Approximately 50% of the surface is covered by large grains with the average size of about 1.5 μm, and the rest is covered by UFGs with the sizes below 300 nm. The grain orientations are distributed mainly between (111) and (100) crystallographic directions normal to the surface.

Microstructure of the same area of a Cu film before (a) and after (b) 10000 cycles with the peak strain of 1%. The straining direction is horizontal. More detailed analysis is provided in the supplementary material
By comparing the microstructures before and after 10000 tensile loading–unloading cycles to 1% peak strain, it is apparent that the grain coarsening occurs during straining. The grain coarsening results in the reduction of the surface fraction covered by UFGs from 48% to 21%. More detailed analysis can be found in the supplementary material. The EBSD data shown in Fig. 3 also reveal that both (111) and (001) oriented grains experience strain-induced coarsening. It is necessary to note that grain coarsening occurs along the entire surface of the film and not only in the vicinity of propagating cracks as was reported for free-standing Pt film.10
It is well known that nanocrystalline and UFG metals have higher resistivity than their coarse-grained counterparts. The additional contribution to the overall resistivity is associated with the scattering of electrons at the grain boundaries. The grain boundary resistivity contribution becomes significant for the grain sizes below 200 nm and could be up to order of magnitude higher for nanocrystalline films.15,16 The decrease of the resistance observed during cyclic tensile loading of as-deposited films (Fig. 1) can be explained by the reduction of grain boundary resistance contribution due to the grain coarsening.
The connection between strain-induced grain coarsening and the decrease in resistance can be verified by “switching off” the grain boundary resistance before cyclic tensile test. This was done by thermal annealing of a set of as-deposited films at 275°C for 3 h in vacuum. As shown in Fig. 4, thermal annealing causes grain coarsening and recrystallization of the UFG regions. The resistivity of the copper film also decreases from 2.4 ± 0.1 μΩ cm to 2.0 ± 0.1 μΩ cm after annealing. Since the average grain size of annealed films is about 2 μm and there are virtually no UFG areas, one can conclude that grain boundary resistivity contribution to the initial resistance of annealed films is negligible.15,16 This explains the absence of resistance decrease during cyclic loading of the annealed films (Fig. 1).

Microstructure of a Cu film on polyimide before (a) and after (b) thermal annealing at 275°C for 3 h
Although the connection between the grain size evolution and resistance behavior has been systematically proven, further strain-induced microstructural changes that might cause resistance decrease cannot be excluded. In particular, a strain-induced decrease of vacancies and dislocations density can also lead to the overall decrease of resistance and might be induced by both straining and thermal annealing. An accurate measurement of these defects requires further research and highly advanced techniques.
The analysis presented here suggests that the current understanding of the evolution of electrical resistance in metals on polymer substrates during cyclic straining should be extended. Two competitive processes occurring during tensile fatigue loading should be taken into account: (I) coarsening of UFGs leads to a decrease of overall resistance due to reduced grain boundary scattering of electrons and (II) extrusions and cracks that develop with the cycle number lead to an increase in resistance. As can be deduced from Fig. 1, in the low-cycle fatigue regime, the as-deposited films exhibit higher fatigue life if the growth of resistance by 10% is considered an electrical failure threshold. Despite the vital effect on the electrical conductivity of the copper film, the grain coarsening may invalidate conclusions about the mechanisms of fatigue damage formation if only post-mortem microstructure characterization is performed.
Conclusions
It has been demonstrated that strain-induced, room-temperature grain coarsening occurs in as-deposited Cu films on polyimide subjected to cyclic tensile loading. During the initial stage of cyclic loading, grain coarsening results in a decrease of the electrical resistance. The resistance increases as the damage in the form of cracks and surface extrusions develops with cycle number. Annealed films with a 2-μm-average grain size did not show evidence of grain coarsening nor a decrease in the measured resistance as observed. The strain-induced grain coarsening and its influence on electrical resistance must be taken into account during investigations of fatigue in thin metal films on polymer substrates.
References
F. Macionczyk and W. Brückner, J. Appl. Phys. 86, 4922 (1999).
N. Lu, Z. Suo, and J. Vlassak, Acta Mater. 58, 1679 (2010).
X.J. Sun, C.C. Wang, J. Zhang, G. Liu, G.J. Zhang, X.D. Ding, G.P. Zhang, and J. Sun, J. Phys. D 41, 195404 (2008).
G.-D. Sim, Y. Hwangbo, H.-H. Kim, S.-B. Lee, and J.J. Vlassak, Scr. Mater. 66, 915 (2012).
A.B. Witney, P.G. Sanders, J.R. Weertman, and J.A. Eastman, Scr. Metall. Mater. 33, 2015 (1995).
H.W. Höppel, Z.M. Zhou, H. Mughrabi, and R.Z. Valiev, Phil. Mag. A 82, 1781 (2002).
C.C.F. Kwan and Z. Wang, Phil. Mag. 93, 1065 (2012).
K. Zhang, J.R. Weertman, and J.A. Eastman, Appl. Phys. Lett. 87, 061921 (2005).
M. Goto, K. Kamil, S.Z. Han, K. Euh, S.S. Kim, and J. Lee, Int. J. Fatigue 51, 57–67 (2013).
R.A. Meirom, D.H. Alsem, A.L. Romasco, T. Clark, R.G. Polcawich, J.S. Pulskamp, M. Dubey, R.O. Ritchie, and C.L. Muhlstein, Acta Mater. 59, 1141 (2011).
M. Jin, A.M. Minor, E.A. Stach, and J.W. Morris Jr, Acta Mater. 52, 5381 (2004).
B.L. Boyce and H.A. Padilla, Metal. Mater. Trans. A 42A, 1793 (2011).
H.A. Padilla and B.L. Boyce, Exp. Mech. 50, 2 (2010).
O. Glushko and M.J. Cordill, Exp. Tech. (2014, in press).
X.H. Chen, L. Lu, and K. Lu, J. Appl. Phys. 102, 083708 (2007).
T. Sun, B. Yao, A.P. Warren, K. Barmak, M.F. Toney, R.E. Peale, and K.R. Coffey, Phys. Rev. B 81, 155454 (2010).
Acknowledgements
Funding for this research has been provided by the Austrian Science Fund (FWF) under Project P22648-N20.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article
Cite this article
Glushko, O., Cordill, M.J. Electrical Resistance Decrease Due to Grain Coarsening Under Cyclic Deformation. JOM 66, 598–601 (2014). https://doi.org/10.1007/s11837-014-0943-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-014-0943-x