
Abstract
During the last decade, important improvements have been made in the application of thermodynamic models for studying the molten cryolite system used in the Hall–Heroult process. This approach allows a better understanding and paves the way for furthering developments in bath chemistry and molten metal processing. In this article, thermodynamic modeling is used to explore the operating windows in the reduction of alumina in molten cryolite. The impact of a range of concentrations of AlF3, CaF2, and Al2O3 in conventional or “lithium-free” baths is also discussed. Subsequently, the model was also used to evaluate the impact of additions of lithium fluoride to the bath. Conditions allowing an operation at lower cell voltages and lower bath temperatures were identified. The modeling approach described in this article is considered as an important innovation to revisit fundamentals, to constantly re-examine paradigms, and to identify potential modifications in bath chemistry for improving energy efficiency and productivity of modern prebaked Hall–Heroult cells.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Aluminerie Alouette, located in Sept-iles, Quebec, Canada is the largest aluminum smelter in the Americas with a capacity of 600,000 mt of Al/year. The facility is a joint venture between Rio Tinto Alcan, Hydro Aluminium, Austria Metal, Marubeni and Investissement Quebec. A process description and a review of recent development activities can be found in recent Alouette publications.1–3 The plant is presently evaluating a Phase 3 expansion, which would bring the plant capacity to 900,000 mt of Al/year.
One important feature at Alouette is a state-of-the-art pilot facility operated by the Alouette R&D team. It includes 18 full-size test cells that are used to test and evaluate a new generation of pot design and pot behavior at increased amperage. This development approach has enabled Alouette to operate the current AP30 reduction cells at a low anode–cathode distance and achieve a unit energy consumption of 12,700 kWh/mt of aluminum, which is amongst the lowest in the industry. In order to get to even lower energy consumption, Alouette is carrying out important work on a number of related technical areas such as lowering anode–cathode distance (ACD), metal pad stability, cathode and anode rodding procedures (to minimize external voltage drops), and modeling the thermal balance. The overall goal of these ongoing activities is to decrease energy consumption to a target of 12,500 kWh/mt of aluminum or lower while increasing productivity (kg Al/pot day).
The objective of the current article is to describe the application of thermodynamic models to further understand the fundamentals of the Hall–Heroult process. The work looks specifically at modified electrolyte compositions that may allow operations at a lower temperature, increase the current efficiency, and improve bath conductivity. A particular interest is also to examine the dissolution of metallic sodium and lithium in molten aluminum and molten bath, as well as to discuss its effect on cell current efficiency.
As with most smelters around the world, Aluminerie Alouette uses a traditional bath chemistry, and a typical bath composition is given in Table I.
The following sections discuss a number of aspects related to bath chemistry, current efficiency, along with examining the addition of LiF as an approach to lower the operating temperature and increase the bath conductivity.
Impact of AlF3, CaF2, and Al2O3 on Bath Liquidus and Operating Temperatures
Hall–Heroult cells are typically held in thermal balance by allowing, in effect, the buildup of an appropriate layer or insulating ledge (essentially consisting of solid cryolite) around the cells at the bath–refractory interface. This ledge also conveniently protects the sidewall refractory from bath attack during normal operations. During cell startup, a lower excess AlF3 level in the bath is typically maintained, leading to an increase in the bath liquidus temperature during this period. After a few days of such operation, the power input to the cell is reduced, allowing the formation of a side ledge. During this period, additional AlF3 is also introduced to the cell to allow a further reduction in temperature.
Impact of AlF3 Content on the Bath at Different Al2O3 Concentrations
As shown in Table I, the AlF3 level in the melt at Alouette is held at around 11 wt.%. At this level, it is found that a good current efficiency can be maintained, while at the same time, allowing efficient alumina dissolution in the bath. The current efficiency aspect noted here will be discussed in a later section. The relationship between the AlF3 content in the bath for a range of Al2O3 levels is discussed below. Figure 1 represents this relationship as a function of temperature. This chart was computed using the FactSage software4 and the FThall database needed for modeling molten and solid fluorides of interest to the Hall–Heroult Process.5

Impact of excess AlF3 levels on the bath liquidus for a range of Al2O3 concentrations (in this figure, CaF2 is fixed at 5.6 wt.%). The solid circle shows the present conditions at Aluminerie Alouette
It is known that levels of excess AlF3 of less than 10 wt.% can reduce the current efficiency, while on the other hand, an excess AlF3 level over 15 wt.% affects the alumina dissolution. Not only is the average concentration important, but also variations around the average are important, and thus a reduced variability of the AlF3 concentration may allow the plant to operate at say an average of perhaps 12 wt.% excess AlF3 without major problems. Generally speaking, if the AlF3 level reaches an overly high level, higher anode effects will likely occur, and the anode replacement ahead of schedule will increase, reducing productivity. In terms of Al2O3 levels, it was noted by Coursol et al.1 that operating towards a low alumina concentration in the bath has a number of practical benefits as regarding assisting alumina dissolution, and also in minimizing or avoiding the formation of an alumina sludge layer that can occur on the surface of the cathode blocks, near the alumina point feeders or at the sidewalls. The closed circle in Fig. 1 shows the approximate operating point for Aluminerie Alouette at 965°C and close to 11% AlF3. It can be shown that with an average alumina concentration of 2.5%, the bath superheat would be between 5°C and 10°C, which allows a ledge to be formed on the sidewalls where lower temperatures are observed.
It is also evident from Fig. 1 that for bath compositions above about 10 wt.% excess AlF3, the Al2O3 content of the bath has a strong effect on the bath liquidus temperature. Furthermore, conditions over 7.5 wt.% Al2O3 in the bath, even for a short period of time, would lead to alumina being deposited on the cathode, a condition in which redissolution can be quite difficult. The practical operating window for alumina concentration in the bath is generally considered limited to the range between 1 wt.% and 5 wt.% alumina. Under 1 wt.%, the cell would be prone to anode effects. The anode affect occurs when the cell is lacking in Al2O3 either locally or over the whole cell; this condition would also lead to excess fluorocarbon formation/emissions by reduction of some of the AlF3 present in the bath.1
It is noted that Fig. 1 includes a zone extending to conditions where the levels of excess AlF3 in the bath are outside those typically experienced in the industry. On the other hand, high local concentrations can potentially occur, due to colder temperatures at the sidewalls or at the point feeders when alumina is delivered to the cell. It is known that a liquid bath film surrounds the cathode, thus maintaining the cathode “clean” by dissolving any alumina buildup accumulated on the cathode during anode changes or during periods of excessive alumina feeding. In order to reach rapid dissolution, the bath needs to have a good “loading capacity,” and there is also a need for an effective “driving force” for alumina dissolution. If the bulk concentration of Al2O3 the bath is at 5 wt.% and the solubility limit is say 6 wt.%, then there is only a 1 wt.% “loading capacity” of the bath film contacting the solid alumina at the cell bottom; hence, lowering the alumina content of the bulk bath will accelerate the process. It is also known that at saturation, the dissolution rate approaches zero; hence, the leaner the bath film before contacting the alumina at the cell bottom, the faster will be the dissolution. The calculations performed in this article only help to understand the limiting mechanisms for alumina buildup dissolution, which is in fact dominated by dissolution kinetics.
In order to avoid anode effects in a cell, alumina must be available and efficiently dissolved at the right time. If the bath is lean in Al2O3 content (say %Al2O3 ≤ 3.5), then conditions would potentially exist for alumina to be rapidly dissolved upon feeding, thus providing for conditions to avoid the occurrence of anode effects. It is also important to keep a certain safety margin, in case of a feeder breakage, or other malfunction, such as a feeder hole blockage. Hence, one should not target to operate too close to the lower limit of alumina in the bath, where anode effects would surely arise (~1% Al2O3).
As noted by Coursol et al.,1 alumina is typically fed to the cell at an irregular rate; hence, the alumina concentration in a pot can be varying between a high and a low level during an alumina feeding cycle, which typically lasts about 1 h. Optimization of alumina feeding is critical in maintaining a smooth operation with high current efficiency, low anode effect rate, and clean cathodes. With a decrease in the anode–cathode distance, leading to lower bath volumes and shorter alumina/bath residence time during feeding, this aspect becomes increasingly important.
With the aforementioned considerations of maintaining clean cathodes and of controlling anode effect rates, it was found desirable to maintain the Al2O3 concentration in the bath between 2 wt.% and 4 wt.%. Long overfeeding and underfeeding periods, with a feeding rate significantly different to that of the theoretical feeding rate, should be avoided. The Al2O3 variations in the bath during a feeding cycle should not be greater than 2 wt.%. This condition is based on both practical experience and on interpretation of the conditions shown in Fig. 1. Thus, Fig. 1 shows that for each 1% variation in Al2O3 in the bath, the bath liquidus would change by ~7°C. If the feeding parameters are adjusted to allow for say a variation between 2 wt.% and 5 wt.% Al2O3 in the bath, for example, the liquidus would vary by 21°C during the feeding cycle (which as noted above, lasts for about 1 h). This would lead to significant temperature variations in the cell and may lead to substantial changes in the ledge profile, even during a single alumina feeding cycle. Reducing the variation in alumina concentration to 1.5% during the feeding cycle is considered advisable. With this approach, the alumina concentration can vary up to between 2 wt.% at the end of the underfeeding period and reach 3.5%, at the end of the overfeeding period, leading to smaller variations in the liquidus of say 10°C to 12°C during the alumina feeding cycle.
Impact of the CaF2 at Different AlF3 Concentrations
As indicated in the previous section wherein calculations were performed with different levels of AlF3, in this case, it is for different CaF2 levels, so as to evaluate the impact of CaF2 levels on the bath liquidus and alumina dissolution. The results of these calculations are shown in Fig. 2.

Impact of AlF3 and CaF2 content on bath liquidus (Al2O3 = 2.5 wt.%)
Calcium oxide is an impurity typically contained in the alumina feed. During smelting, this is converted to CaF2, which can concentrate in the bath according to reaction 1.
The CaF2 content in the bath at a given plant essentially then depends upon the calcium content of the alumina charge, but in addition, it can also depend in part on small CaF2 additions, which are sometimes made to regulate the overall CaF2 level across all cells at the plant. The average CaF2 level identified for a given plant often depends on specific site experience regarding the bath behavior at a higher or lower CaF2 content. Three different aspects will be discussed here with respect to CaF2 content: the impact on alumina solubility, the impact on bath liquidus, and the impact on so-called carbon dusting.
Figure 2 shows that the liquidus temperature increases with higher levels of CaF2 over the high excess AlF3 region. This location of the liquidus line is attributed the condition of alumina saturation. Thus, it is evident that higher CaF2 levels reduce the alumina solubility of the bath; hence, lower levels of CaF2 will help alumina dissolution during the feeding cycle. But this aspect is not considered extremely important. Higher levels of CaF2 could also reduce the capacity of the bath to redissolve any alumina deposited on the cathode surface.
When the excess AlF3 is 11 wt.% and in the 2.5–5 wt.% CaF2 range, the cryolite liquidus temperature is reduced by about 3°C per % CaF2. At constant AlF3, a reduction of between 3 wt.% to 4 wt.% in CaF2 would increase the operating temperature by about 10°C, which would probably reduce the current efficiency by a fraction of one percent. One other important aspect in varying the CaF2 content is its related impact on the bath density. Overly increasing the level of CaF2 of the bath significantly reduces the density difference between the bath and the metal, hindering good bath–metal separation and also enhancing reoxidation of the metal droplets. The CaF2 saturation level for the bath at 965°C was calculated to be 12 wt.% CaF2 for the Alouette bath composition shown in Table I.
While as noted the density difference between the bath and the metal is an important consideration, a density difference between the carbon dust and the bath is equally important for the control of carbon dust. The range of factors affecting anode quality, including the raw materials, size distribution, proportion of different aggregates, and baking conditions, is challenging to control perfectly; hence, the reduction cell requires adequate conditions to help eliminate carbon dust. The carbon dust, falling from the anodes during aluminum production, needs to be maintained at the bath surface for final burning in the CO2 stream generated from the anode surface. At many plants, it is considered that keeping the alumina feeder holes open is also important for carbon dust control (e.g., observe the flame in the feeder holes). The density of the denser coke aggregated in baked anodes is quite close to that of the bath and also close to the density of molten aluminum. From a density point of view, a lower bath density can be obtained with lower levels of CaF2; nevertheless, such a drop in density would also increase the likelihood of having more carbon particles remaining in suspension in the molten bath. It is advisable, therefore, to keep the CaF2 level under control within a close composition range, allowing a good metal–bath separation and also allowing for carbon dust to remain segregated at the bath surface. Finite-element modeling and laboratory experiments would allow one to define more accurately the optimal CaF2 level. This optimal level may also depend on the particular carbon quality used for the anodes at a specific site and time.
The natural CaF2 level in the bath reached through the dissolution of the CaO contained in the alumina is approximately 4–5 wt.%. It is difficult to lower the natural CaF2 level; hence, the best approach for control is by insuring fresh alumina does not contain excessively high levels of CaO. If this occurs, then it could cause excursions in CaF2 levels to reach more than 6 wt.% CaF2. On the other hand, CaF2 can also be added to the cell to regulate it to an optimal level; this is typically the situation at Alouette. The present bath composition at Alouette contains 5.6 wt.% CaF2, which is similar to the concentration observed at most of the prebaked aluminum smelters (4–6%).
Bath Chemistry and Current Efficiency in Hall–Heroult Cells
Several factors influence the current efficiency in a Hall–Heroult cell including the bath chemistry, the anode–cathode distance, the quantity of carbon dust in a given pot, the bath temperature, the quality of the operations during anode changes (cavity cleaning, anode setting, etc.), and finally the rapidity of interventions on high-current-loading anodes. The present section only discusses the impact of bath chemistry on current efficiency.
It is known that at the cathodic surface, an excess of metal is present in the bath, while at the anode surface, some carbonates are present in the bath. The dissolution or the entrainment of a metallic species (Al0 or Na0) near the cathode surface and the presence of dissolved (CO3 2−) and CO2 bubbles, can lead to a loss of current efficiency by aluminum reoxidation (reaction 2).
There is not complete agreement in the literature regarding the mechanism of metal dissolution at the metal–bath interface. Some authors claim that metallic aluminum is dissolved, while others claim that sodium is dissolved. In order to determine the dominating mechanism (Al0 versus Na0), the exchange reaction 3 can be considered.
The thermodynamic models employed in the present investigation5 permit one to calculate the chemical activities and activity coefficients for all the metallic and nonmetallic species in the bath. This allows calculation of the total solubility of metals in the bath for any bath composition. The approach in the present paper is essentially to show the results of such a calculation, which is considered to help the understanding of the dissolution of Na0 and Al0 in the bath. The metal solubility levels in the bath are shown in Fig. 3a and b for the basic bath composition (with excess NaF) and for acidic bath composition used in the Hall–Heroult process (with excess AlF3). The metallic solubility of the bath can be expressed as Na0 equivalent or as Al0 equivalent; in the current article, the Al0 equivalent was arbitrarily chosen.

The metal solubility in the bath expressed as aluminum equivalent as a function of excess NaF or AlF3 in the bath (Al2O3 = 2.5 wt.%, CaF2 = 5.6 wt.%). (a) Effect of excess NaF and (b) effect of excess AlF3. The line for 965°C is discontinued in a composition range where solid cryolite is present
From Fig. 3, it can be seen that for most of the composition ranges, the total metal solubility, expressed in terms of aluminum equivalent, is steadily increasing with a higher NaF levels in the bath. According to reaction 3, an increase in the concentration of AlF3 and a lower concentration of NaF would both favor a higher metallic solubility if the dominating mechanism was the dissolution of metallic aluminum. The data in Fig. 3 and plant experience with conditions at a lower current efficiency support the notion that a lower excess AlF3 level is detrimental to current efficiency, leading to the conclusion that metallic sodium would be the dominant mechanism for metallic dissolution in the bath. Towards the far right of Fig. 3b, the dissolution is seen to increase slightly when the excess AlF3 level is higher than 40 wt.%; this would suggest that metallic aluminum solubility in the bath may become dominant in this composition range.
Another important aspect that can be examined with the current models5 is the sodium content in the molten aluminum. This aspect would initially appear unrelated to current efficiency; nevertheless, the quantitative description below allows for better understanding of the local thermodynamic conditions prevailing in an industrial cell operating at nearly 1 A/cm2. Figure 4a and b shows the sodium content in metallic aluminum produced in equilibrium with a basic and acidic molten bath under the same conditions as used in Fig. 3a and b.

The equilibrium sodium content in molten aluminum as function of excess NaF or excess AlF3 in the bath (Al2O3 = 2.5 wt.%, CaF2 = 5.6%). (a) Effect of NaF and (b) effect of AlF3. The line for 965°C is discontinued in a composition range where solid cryolite is present
Figure 4b shows that at 11 wt.% excess AlF3, if close to equilibrium conditions were to be maintained at the bath–metal interface, the aluminum should contain approximately 0.005% or 50 ppm Na at 965°C. To the knowledge of the current authors, the reported content of Na in industrial cells is generally in the range from 20 ppm to 200 ppm, the highest levels being associated with the plants having the highest current efficiencies. Figure 4a indicates that sodium content in the metal over 0.01% or 100 ppm should be associated with basic bath chemistry at the metal–bath interface (the electrochemical cathode); such Na levels are observed at several plants. Even though the global bath composition has an excess AlF3 of nearly 11%, the excess AlF3 at the bath–metal interface is probably different, due to the reduction of Al3+ ions at this location under polarization conditions (Al3+ cations are reduced at the interface). Hence the AlF3 excess level is much lower at the bath–metal interface where the current density is applied, leading to essentially a basic bath at this location and the associated high level of sodium in the molten metal.
A stunning video taken with a fiber optic cable and special camera at the bath metal interface showed important behavior for a cell running well and a cell running poorly was presented at the TMS Aluminum smelting course in Reykiavik6 in 2011. In the cell operating well with a high current efficiency, a solid layer (that looked much like ice on water) was seen present and circulating at the bath–metal interface. For the cell operating poorly, the camera revealed there was no solid layer, but the production of metallic droplets of a few microns in size could be seen at the metal–bath interface. These metallic particles were entrained within the bath motion, and they could likely be reoxidized. It was also possible to observe these small metal droplets burning on the top of the bath. The presence of a such solid layer at the bath/metal interface was discussed by Solheim7 and by many others.
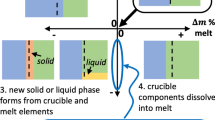
During polarization of the cell, the bath is more basic in the polarization zone, leading to higher metal solubility in the bath. At a greater distance from the cathode, the solubility is reduced, leading to metallic ex-solution from the bath. The small metallic droplets formed during this process could be entrained in the bath movement and reoxidized. This could explain the observations on the poorly performing cell.6 According to Fig. 4, a basic bath and an acidic bath can both be in contact with solid cryolite. It is suggested that a healthy cell is generally operating with a solid cryolite layer at the metal–bath interface under normal operation. Higher current efficiencies could be obtained by the lower probability for the oxidized species (CO2 bubbles and CO3 2− dissolved in the bath) to react with the metallic species (dissolved Na0 and entrained aluminum droplets) in presence of this layer, acting as a barrier. Figure 5a and b represents the current authors’ understanding for favorable and unfavorable conditions at the bath–metal interface, which is similar to what was presented at the TMS reduction course in Reykjavik.6

Schematic diagram of bath-metal interface conditions. (a) Conditions to achieve a good current efficiency and (b) conditions with a poorly performing pot with low current efficiency
As shown in Fig. 1, the lower the alumina concentration, the higher is the liquidus temperature for the neutral bath region (0% excess AlF3); hence, a high alumina level or wide variations in alumina concentration during the feeding cycle can thus lead to the loss of this layer. It is also noted from Fig. 1 that a metal temperature greater than 975°C would also lead to the loss of this layer at any alumina content.
Low-Temperature Electrolyte Containing LiF
The current thermodynamic software and databases are considered useful in minimizing the number of plant trials required to optimize the electrolyte composition. This approach could, for example, apply to the development of low-temperature electrolytes containing lithium fluoride. Thus, LiF is known to be beneficial in significantly increasing the conductivity of molten cryolite due to the high mobility of the Li+ ions, hence allowing for an increased current density at a constant cell voltage. It is also known that this condition could allow for a reduction of the operating temperature, which could be beneficial in permitting a higher current efficiency to be reached by minimizing the metal solubility and the reoxidation mechanisms. Unfortunately, lithium contamination in aluminum metal is quite detrimental for certain alloy compositions; hence, depending on the particular level of lithium contamination, a metal refining stage to remove lithium may be required before the metal casting stage. The main gains sought by the introduction of lithium in the bath would be a better energy efficiency accompanied by a lower operating temperature.
The operating window for a bath containing 5 wt.% LiF is illustrated in Fig. 6. The intention of preparing this diagram was to help evaluate a suitable operating temperature regime, assuming a condition with a similar level of excess AlF3 as presently used. Note that in this calculation with excess AlF3, it was assumed that all LiF in the bath is in the form of Li3AlF6 (just as with NaF), and the components of the current system were arbitrarily set to the following: Na3AlF6, Li3AlF6, CaF2, Al2O3, and AlF3. The excess AlF3 is the wt.% AlF3 with these assumed components.

The effect of AlF3 concentration on the melt liquidus temperature for conditions where the bath contains 5 wt.% LiF (as Li3AlF6) and 5.6 wt.% CaF2 with variable amounts of Al2O3 as indicated. The dark point indicates a possible operating point at 900°C with 10.5 wt.% excess AlF3
The effect of different levels of Al2O3 in the bath is shown in Fig. 6. As discussed above, the leaner the bath is in alumina content, the easier it will be to dissolve the added alumina; hence, it is recommended to operate in the 1–4 wt.% range during the alumina feeding cycle. Figure 6 shows that if one wants to maintain an excess AlF3 of 10.5 wt.% and at an alumina concentration of 2.5 wt.% in the bath, then the ledge would be stable at 900°C, as compared to ledge stability of 965°C as considered previously.
If 5 wt.% LiF is dissolved in the bath as Li3AlF6, then the proper excess AlF3 to maintain an acceptable ledge protection and superheat would be 10.5 wt.%. This would lower the density of the bath and will improve metal–bath separation, but on the other hand, it may create problems with carbon dust separation, potentially leading to a carbon dust layer accumulating at the metal–bath interface. A careful analysis of the density of metal, carbon dust, and bath under such conditions would be required before moving forward.
In order to evaluate the potential aluminum contamination by sodium and lithium during reduction with a 5 wt.% LiF electrolyte, thermodynamic calculations for this condition were performed. This indicated that the levels of sodium and lithium in equilibrium with bath conditions were 5 ppm and 2.5 ppm, respectively. As mentioned above, the equilibrium sodium concentration in aluminum is nearly 50 ppm in a lithium-free electrolyte at 965°C and 11 wt.% AlF3. It is to be noted that under polarization conditions, the sodium and lithium concentrations in an industrial cell could be several times the above equilibrium concentrations; hence, these calculations are only indicative of the minimum lithium and sodium contents in the aluminum that could occur. A concentration of 2 ppm to 10 ppm Li is already too high for certain alloys; hence, a fluxing process step may be required to bring the lithium level in aluminum to an acceptable level.
The calculations performed with LiF also indicate a much lower metal solubility in the bath at 900°C compared to the LiF-free bath at 965°C. The calculated aluminum equivalent solubility at 960°C with 5 wt.% LiF was 0.04 wt.%, while the equivalent aluminum solubility in the bath at 965°C in the LiF-free system was found to be 0.08 wt.%. From this perspective, a higher current efficiency would be expected; nevertheless, the presence of lithium in the bath may accelerate the reoxidation kinetics due to its higher mobility in the melt. Trials would be required to evaluate the lithium content in the metal and the current efficiency in a full-scale reduction cell.
Given that 50–70% of the voltage drop in the cell is due to the bath resistance, a reduction of 3–5% of the voltage drop of the cells at constant current density might be expected with LiF additions as discussed here (~0.12–0.2 V). On the other hand, if the anode cathode distance is maintained, then it would be possible to raise the current density by 3–5% keeping the same cell voltage (10–18 kA for an AP30 cell).
When the bath is cooled to below the liquidus temperature—in power outage conditions, for example—it would be beneficial for the bath to solidify as slowly as possible. The proportion of the bath that will solidify per °C of cooling in any new condition should be similar to or lower than that of the conventional bath. The proportion of solid that would precipitate over a 50°C temperature drop for each electrolyte (LiF-free and 5 wt.% LiF) was calculated. With the 5 wt.% LiF electrolyte, it was found that 20% of the bath would be solidified if the bath was cooled from 900°C to 850°C. It the case of the LiF-free electrolyte, nearly 50% of the bath was found to solidify when dropping the temperature from 960°C to 910°C. It is suggested that a lithium-containing bath would be more flexible in recovering from power outages, but this would have to be confirmed by industrial trials on a full-scale reduction cell.
Conclusions
The development and use of thermodynamic models for examining the Hall–Heroult process can contribute significantly to the understanding of the process, and in particular, in examining the effect of changing the bath chemistry on a number of parameters such as alumina solubility, alumina dissolution, and metal contamination by bath additives. In addition, with the use of such tools, the most interesting new bath conditions can be identified and preselected for plant trials, thus accelerating development, while minimizing development costs than if this were done entirely step-by-step by plant trials. In order to move forward with new developments in bath chemistry, practical experience at the plant needs to be merged with fundamental knowledge by allowing for synergies between plant operators and researchers. Further, thermodynamic modeling is a powerful approach to translate a fundamental chemical concept into more practical phase diagrams, thus allowing plant personnel to recognize the impact of say adjusting any particular parameter in the process.
In the quest for higher energy efficiency and minimizing pot heat losses, the lower temperature electrolytes are certainly a subject of considerable interest. The calculations carried out in this study suggest that an electrolyte containing 5 wt.% LiF and with an operating temperature of 900°C could be a promising new condition for the Hall–Heroult process. This electrolyte is likely to allow for a longer pot life, a higher current efficiency and lower specific energy consumption. Nevertheless, industrial trials are required to confirm this gain, and other changes may be required in potlining and rodding of the pots to maintain the correct thermal balance with respect to the higher bath conductivity and lower overall thermal losses.
The assumption of local thermodynamic equilibrium is often adequate to understand the principles of the process, nevertheless, the process as a whole is better understood with a set of individual submodels. Finite-element models for heat transfer, convection, conduction and magnetohydrodynamics are considered the most important supporting models for process development. Other types of models for process control, plant logistics/scheduling, and mass balance purposes are also useful and in fact are necessary. Aluminerie Alouette is supportive in developing appropriate models as required for improving process understanding, thus allowing the operators to unlock the full potential of the plant.
References
P. Coursol, P. Coulombe, S. Gosselin, D. Lavoie, J.-M. Simard, J. Marks, and S. Fardeau, JOM 63, 109 (2011).
P. Coursol, J. Coté, S. Gosselin, and D. Lavoie (Paper 2b1 presented at the 10th Australasian Aluminium Smelting Conference, Launceston, Australia, ed. B. Welch, G. Stephens, J. Metson, and M. Skyllas-Kazacos, 2001).
P. Coursol, J. Coté, F. Laflamme, P. Thibault, A. Blais, D. Lavoie, and S. Gosselin, Light Metals 2012, ed. C.E. Suarez (Warrendale, PA: The Minerals, Metals & Materials Society; Hoboken, NJ: John Wiley & Sons, 2012), pp. 591–594.
www.factsage.com and C.W. Bale, E. Belisle, P. Chartrand, S. Decterov, G. Eriksson, K. Hack, I.-H. Jung, Y.-B. Kang, J. Melancon, A. Pelton, C. Robelin, and S. Peterson, CALPHAD 33, 295 (2009).
P. Chartrand and A.D. Pelton, Light Metals 2002, ed. Wolfgang Schneider (Warrendale, PA: TMS, 2002), p. 245.
TMS Industrial Aluminum Electrolysis Course, 29 August to 2 September, 2011, Reykjavík, Iceland.
A. Solheim, Light Metals 2002, ed. Wolfgang Schneider (Warrendale, PA: TMS, 2002), p. 225.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Coursol, P., Dufour, G., Coté, J. et al. Application of Thermodynamic Models for Better Understanding and Optimizing the Hall–Heroult Process. JOM 64, 1326–1333 (2012). https://doi.org/10.1007/s11837-012-0426-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-012-0426-x