
Abstract
A novel carbon solid acid catalyst was prepared by incomplete hydrothermal carbonization of β-cyclodextrin into small polycyclic aromatic carbon sheets, followed by the introduction of –SO3H groups via sulfonation with sulfuric acid. The physical and chemical properties of the catalyst were characterized in detail. The catalyst simultaneously catalyzed esterification and transesterification reactions to produce biodiesel from high free fatty acid (FFA) containing oils (55.2 %). For the as-prepared catalyst, 90.82 % of the oleic acid was esterified after 8 h, while the total transesterification yield of high FFA containing oils reached 79.98 % after 12 h. By contrast, the obtained catalyst showed comparable activity to biomass (such as sugar, starch, etc.)-based carbon solid acid catalyst while Amberlyst-15 resulted in significantly lower levels of conversion, demonstrating its relatively high catalytic activity for simultaneous esterification and transesterification. Moreover, as the catalyst can be regenerated, it has the potential for use in biodiesel production from oils with a high FFA content.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
At their current usage rates, petroleum, coal and natural gas, which are currently the world’s major energy sources, will soon be depleted [1]. Therefore, the need to find technically feasible, low-cost, environmentally benign, and readily available alternatives has become one of our most important energy issues. One promising alternative to fossil oil is biodiesel, which was originally derived from triglyceride oils [2]. It is well known that there are minor differences in flow and combustion properties between biodiesel and petroleum-derived diesel. Moreover, biodiesel has many advantages over petro-diesel, including biodegradability, nontoxicity, low emission of greenhouse gases and better lubricity. From an ecological point of view, biodiesel combustion has no net effect on global warming, as it is a means to recycle CO2 (CO2 produced by combustion of biodiesel is converted back into oils by plants) [3]. Even though biodiesel has a number of promising features, its actual commercialization has been limited due to the high cost of triglyceride oil feedstocks.
The main component of biodiesel is fatty acid methyl ester (FAME), which is derived from fatty acid esterification and triglyceride transesterification. In these reactions, catalysts play a key role [4]. The main catalysts used include basic catalysts and acidic catalysts. Generally, commonly used basic catalysts, such as KOH and NaHCO3, are considered to be highly efficient. However, formation of soaps typically occurs when the levels of free fatty acid in the oil exceed 1 %. Moreover, the high cost of the oil feedstock may hinder biodiesel commercialization. These issues may be addressed by utilizing less expensive and more readily available alternate feedstocks, such as waste cooking oils or high FFA oil, and to utilize acidic catalysts. Although biodiesel production from waste cooking oil and other high-FFA feedstocks can only meet a small fraction of global demand for diesel, biodiesel from high-FFA feed stocks is certainly still worth developing. Sulfuric acid was first proposed as a homogeneous acidic catalyst for production of biodiesel. Although the free fatty acids and H2O in the feedstock can be ignored in homogeneous acid catalyzed processes, new problems in the use of such catalysts have emerged, such as difficulty in separating and recycling the catalyst, operation at high temperatures, and equipment corrosion.
Recently, the use of solid acid catalysts was reported as an optimal solution for biodiesel production, because it can eliminate such separation, corrosion, toxicity, and environmental considerations [4]. Ideally, a solid acid catalyst for biodiesel production should possess a high density of strongly acidic sites, excellent stability, large pore size, low cost and hydrophobic surfaces [5]. Among solid acidic catalysts reported to be studied for biodiesel production are inorganic-based solid acids such as zeolite [6], niobic acid [7], and sulfonated zirconia [8]. However, these catalysts have small pore size, which limit the diffusion of the large fatty acid molecules, and thus they are not suitable for the production of biodiesel. While strongly acidic ion-exchange resins, i.e., Amberlyst-15 and Nafion-NR50 [9], possess a large number of sulfonic acid groups, their application is limited due to their high cost and low stability. While solid acid catalysts derived from sulfonated polystyrene compounds [10] and polyvinyl alcohol cross-linked with sulfosuccinic acid [11] also show high activity for esterification of fatty acids with methanol, leaching of active species into the reaction system are an issue. Therefore, it is desirable to develop high stability solid acid catalysts with a high density of strongly acidic sites.
Recently, significant attention has been given to carbon-based solid acid catalysts, as they can provide a high density of strong acid sites while resisting H2O deactivation during the esterification reaction [12]. These carbon solid acid catalysts displayed remarkable catalytic properties and stability for biodiesel production [5, 13–18]. Generally, the carbon-based catalysts were produced by the following steps. Biomass, such as sugar, glucose, or starch, is incompletely carbonized to create polycyclic aromatic carbon sheets. These incomplete carbonized sheets are then sulfonated. It has been demonstrated that this method can synthesize the carbon solid acid catalyst effectively, casting new light on solid carbon acidic catalyst preparation. Moreover, recent studies related to carbon solid acid catalysts suggest that their performance is strongly dependent on their starting materials [16]. Cyclodextrins (CDs) are cyclic oligosaccharides of R-D-glucopyranose that are formed by cyclomaltodextrin glucano-transferase catalyzed degradation of starch and can accumulate during the fermentation process. Shin et al. [19] demonstrated for the first time that CDs can be converted into aromatic carbon spheres by incomplete hydrothermal carbonization. These carbon structures were reported to be support anchoring of sulfuric groups with high density on the edges of the carbon solid acid catalyst. Thus, the goal of this work is to prepare a new carbon solid acidic catalyst with a high density of strong acid sites for biodiesel production using CD as a precursor. For the first time, β-CD-derived solid-acid catalysts were evaluated for oleic acid esterification. The catalyst was also studied for production of biodiesel from a mixed oil containing 50.2 % FFAs by simultaneous esterification and transesterification. In addition, recyclability of the catalyst was also evaluated.
Experimental
Materials
β-Cyclodextrin (CD) (≥98 % reagent grade) was purchased from Aladdin Reagent Database (Shanghai, China). methanol (99.9 % reagent grade containing <0.04 % water) and sulfuric acid (95–98 % AR grade) were purchased from Guangzhou Chemical Reagent (Guangzhou, China). Oleic acid, triolein, methyl palmitate, n-dodecane, methyl oleate, methyl linoleate, and methyl stearate were supplied by Sigma-Aldrich (United States). The solvents and reagents were HPLC grade or AR grade.
Catalyst Preparation
The precursors for the carbon solid acid catalyst were prepared through incomplete hydrothermal carbonization of β-CD and sulfonation of the carbon precursor according to the following procedure: a mixture of β-CD (8 g), water (50 mL) and sulfuric acid (0.1 g) in a 100-mL Teflon-lined autoclave was heated to 180 °C for 4 h, and then cooled to room temperature. The slurry was filtered and washed with approximately 1000 mL deionized water. The residue was dried under vacuum at 120 °C for 4 h and the collected product was ground to a powder. The powder (5 g) was boiled in 200 mL of H2SO4 (98 %) at 150 °C under N2 for 15 h, and then cooled to room temperature. A black precipitate formed after addition of 1000 mL of deionized water to the mixture. The catalyst was filtered and washed repeatedly with hot deionized water (>80 °C) to remove impurities (sulfate ions) and was dried under vacuum at 120 °C for 12 h. Three samples, the carbonization product of β-CD with only water, the carbonization product of β-CD with diluted H2SO4 and the sulfonated carbonization product of β-CD with H2SO4, were prepared and denoted as CD-1, CD-2 and CD-3.
Catalyst Characterization
Fourier transform infrared spectra (FT–IR) of the carbon solid acid catalysts were obtained using a Nicolet 380 FT–IR spectrometer using the KBr technique (MA, USA). The measured range was 400–4000 cm−1. X-ray photoelectron spectra (XPS) were obtained using a Thermo-VG ESCA LAB-250 spectrometer with monochromatic Al Ká radiation (MA, USA). Powder X-ray diffraction (XRD) patterns were obtained using a MSAL XD2 X-ray diffractometer (Cu Ká, 36 kV, 20 mA, and λ = 1.54056 Å) (Beijing, China). The measured angle (2θ) was 10–80° at a scanning rate of 8°/min. The morphologies were tested with a scanning electron microscope (SEM; Philips SEM-XL30S; Amsterdam, Netherlands). The textural properties of the sample were analyzed by N2 adsorption. After degassing the sample under vacuum at 130 °C overnight, the BET specific surface area and pore structure was carried out using a Micromeritics ASAP 2000 system at 77 K (Atlanta, USA). Strong acid density was determined using a sulfur elemental analyzer (Elementar Vario, EL III; Hanau, Germany). The total levels of functional groups, including SO3H + COOH and SO3H + COOH + OH, were investigated according to Na+ exchange in NaHCO3 and NaOH solutions. Typically, ~0.2 g of carbon material was ground into powder and then mixed with 20 mL of 0.05 M solutions of NaHCO3 and NaOH for 24 h. Finally, 0.05 M NaOH was used to back titrate an excess of 0.05 M HCl solution after acidifying.
Catalytic Testing
Catalytic esterification of oleic acid with methanol was performed in a flask equipped with a water condenser. The reaction mixture was 100 mmol of methanol and 10 mmol of oleic acid with carbon solid acid catalyst (5 wt% on the basis of the oleic acid weight). The reaction temperature was 60–80 °C for 12 h. Aliquots (0.2 mL) were taken at regular intervals. After the reaction was completed, the mixture was centrifuged (16,000 rpm, 10 min) to separate the spent solid catalyst and then dried under vacuum at 70 °C for 10 min to remove the methanol, followed by addition of 200 μL of anhydrous n-hexane with 1.0 mM of n-dodecane for the GC analyses.
Catalytic transesterification of triolein with methanol was also conducted in a flask with a condenser. The reaction mixture of 300 mmol methanol and 10 mmol with 5 wt% catalyst on the basis of the triolein weight was reacted at 80 °C for 12 h with a stirring rate of 500 rpm. Samples (0.5 mL) were prepared for GC analysis, as described above.
Catalytic transesterification of triolein with methanol under high pressure was performed in a 50-mL Teflon-lined autoclave. The reaction mixture of 300 mmol methanol and 10 mmol triolein with 5 wt.% catalyst based on the weight of triolein was reacted at 80 °C for 12 h. Samples for GC analysis were prepared as described above.
Biodiesel Production
Biodiesel were produced by esterification and transesterification of high FFA-containing triolein. The process was performed by adding prepared carbon solid acid catalyst to a blend of triolein (50.2 wt.% oleic acid) stirred at a speed of 500 rpm at 80 °C for 12 h. A sample was prepared and analyzed as described.
Catalyst Regeneration
To investigate the stability of the prepared catalyst, the regeneration method and the operational stability were investigated by esterifying oleic acid with methanol with 5 wt.% catalyst for five runs. After each reaction, the catalyst was regenerated by filtration and washing with excess methanol. The two methods for regeneration of catalyst were: (1) washing of spent catalyst with 98 % H2SO4, and (2) washing of the the spent catalyst with methanol.
GC Analysis
Samples were analyzed using a gas chromatograph (Agilent 7890A) (Palo Alto, USA) equipped with a DB-1701 capillary column (30 m × 0.25 mm; J&W Scientific Agilent Tech., USA) to determine FAME concentration. An internal standard of n-dodecane was used; about 0.5 g of sample and 5 mL of 0.5 M n-dodecane/cyclohexane solution were mixed with cyclohexane. Then, 2 uL of sample was injected and N2 was used as the carrier gas. A split ratio of 100:1 was used at 523 K. A flame ionization detector (FID) was set at 523 K. The initial oven temperature was 373 K and elevated at a rate of 5 K/min to 493 K, and then held at 493 K for 25 min. The total operation time was 51 min.
FAME yield was obtained by the following equation:
where A FAME and A Glycerol are the area of FAME and glycerol, A D is the area of n-dodecane, f FAME and f Glycerol are the coefficient for each FAME and glycerol, calculated from the calibration curve, W D is the weight of n-dodecane and S is the sample weight.
Results and Discussion
Characterization of the Solid Acid Catalysts
The catalysts were first characterized by XRD. The XRD patterns of CD-1, CD-2 and CD-3 presented two weak diffraction peaks. Figure 1 shows that their 2θ values are between 10º–30º and 30º–50º, respectively, assigned to the (002) and (101) planes of the carbon. It is likely that the stacks of parallel carbon sheets and the regular structure within the individual carbon sheet that produces these structures [12] clusters with small fragments of graphene planes and disordered carbon, which are characteristic of carbon states and indicate the formation of the polycylic aromatic structures. These structures are known to be favorable for anchoring of the –SO3H groups. After sulfonation, as shown by Fig. 1c, the structure of CD-3 was still maintained, indicating that the catalyst remains amorphous and has no graphitization.

XRD patterns of the samples: a CD-1, b CD-2 and c CD-3
Morphologies of the samples were characterized with SEM, as shown in Fig. 2. The CD-1 sample showed homogeneous carbon spheres with narrow size distribution and an average particle size of about 1 μm. The results were identical to those reported by Shin et al. [19]. Without using H2SO4, the reaction rate for carbonization was very slow, leading to a slower growth rate and smaller particle size. After addition of H2SO4, the CD-2 sample contained some microspheres with particle sizes larger than 8 μm. It is obvious that the addition of H2SO4 can accelerate the carbonization of the CD, leading to a larger particle size. After further sulfonation, although more –SO3H groups may be anchored to the catalyst, no significant change of morphology was observed. It still retained its original microsphere morphology, suggesting that the sulfonation process did no damage and that the carbon solid catalyst can be prepared by this two-step method. Moreover, the BET surface areas of the CD-1, CD-2 and CD-3 samples were determined to be 38.2, 8.0 and 5.6 m2/g, which are in agreement with the results observed from SEM.

SEM images of (a) CD-1, (b) CD-2 and (c) CD-3 samples
FT–IR spectra of the CD-1, CD-2, CD-3 and recycled (CD-3) catalyst after five runs in Fig. 3a captures bands at 1620 and 1384 cm−1, confirming the structure of polycylic aromatic carbon sheets (owing to their assignment to C=C stretching in a carbon matrix) and their good agreement with the XRD results. Additionally, Fig. 3c highlights the absorption bands at 1037 and 1157 cm−1. The bands’ assignment to the –SO3H groups and the ascription to S=O vibration [14, 15, 18] of the peak at 1037 cm−1 indicate the presence of –SO3H groups on the catalyst, suggesting that the –SO3H groups can be introduced into the carbon framework. Moreover, the O–H stretching of the phenolic groups contributed to the strong peak at 3401 cm−1. The presence of –COOH functional groups was confirmed by bands at 1202 and 1720 cm−1, representing the C–O and C=O stretching in the carboxyl. The levels of the groups were determined by a combination of titration and elemental analysis. The titration results show that the concentrations of the –OH and –COOH functional groups on CD-1, CD-2 and CD-3 were about 0.012, 0.380 and 0.600 mmol/g, respectively. The results from elemental analysis indicated that the concentrations of S in CD-1, CD-2 and CD-3 samples were about 0.047, 0.085 and 0.860 mmol/g, respectively. The results were consistent with FT–IR analysis. Through the two-step process, a high density of –SO3H functional groups was successfully introduced onto the catalyst derived from β-CD. The process also demonstrated the superiority of using β-CD as a precursor.

FT-IR spectra of the catalyst: a CD-1, b CD-2 and c CD-3; and the recycled catalyst after five runs (d)
The XPS analysis further confirmed that only –SO3H functional groups are present on the CD-3 catalyst surface. Only the elements of C, S and O were found (Fig. 4a) and the only peak emerged at 186.0 eV, corresponding to the bonded –SO3H groups rather than any other sulphur moiety when the S 2p region of the catalyst is taken by a narrow scan (Fig. 4b).

Overall (a) and S 2p (b) XPS spectra of the CD-3 catalyst
The above characterizations suggested that the –SO3H groups can be effectively incorporated into the framework of the catalyst derived from β-CD by this two-step process.
Catalytic Activity
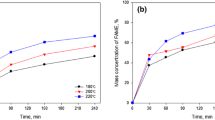
The catalytic activity was first investigated in oleic acid esterification with methanol using 5 % carbon solid acid catalyst at different temperatures. Figure 5a shows the catalytic performance of the carbon-based catalyst compared to a well-known solid acid catalyst, Amberlyst-15. The CD-1 and CD-2 catalysts showed lower catalytic activity, owing to the lower density of their acid groups. The CD-3 showed much higher catalytic activity for esterification, especially at the initial stage. Furthermore, higher yields of methyl oleate can be achieved with higher reaction temperatures, indicating that higher temperatures increase esterification rates. This is because the higher temperature increases oil–solvent miscibility in both phases [20]. Moreover, the catalytic activity of the CD-3 is much higher than that of the commonly used Amberlyst-15 solid acid catalyst, which is an ion exchange resin bearing macropores. Although Amberlyst-15 has a high acid density (about 5.3 mmol/g), its catalytic activity is significantly reduced with large molecules such as oleic acid, as they cannot penetrate the poorly swelling network in which most acid sites resided. Compared with Amberlyst-15, the carbon solid acid catalyst possesses a higher density of –SO3H groups and better accessibility of reactants to the –SO3H groups and more importantly, to the activity-promoting hydrophilic –COOH and –OH groups [12]. The high catalytic activity of the –SO3H, –COOH and phenolic –OH groups could possibly be attributed to the strong affinity of the hydrophilic portions of the reactants with the neutral –OH groups on the surface [21], favoring catalyst dispersion in methanol and resulting in high catalytic activity.

Esterification of oleic acid (a) (with CD-1, CD-2, CD-3 at 60, 70, 80 °C and amberlyst-15 catalysts) and transesterification of triolein (b) [reaction at atmosphere and reaction in autoclave (high presure)]. (reaction conditions: atmosphere: oleic acid: 10 mmol, methanol: 100 mmol, catalyst: 5 %, reaction temperature: 333–358 K, reaction time: 12 h. Autoclave: oleic acid: 10 mmol; methanol: 300 mmol; catalyst: 5 %; reaction temperature: 368 K; pressure: less than 2 MPa)
The CD-3 catalyst was also evaluated by transesterification with triolein. This reaction showed lower catalytic performance as compared to the catalytic activity observed during esterification of oleic acid, as shown in Fig. 5b. On the oil–methanol interface, the solid-acid catalyst always showed lower activity during transesterification, owing to lower accessibility of oil and methanol to the acid catalyst [22]. It is reported that the carbon solid acid catalyst showed comparable yields of methyl oleate under the same reaction conditions [13], confirming the high catalytic activity of the CD-3 catalyst. Considering the lower yield of methyl oleate, a higher reaction pressure was adopted to accelerate the reaction rate. Thus, transesterification of triolein in an autoclave maintained at a reaction temperature of 80 °C was performed, as seen in Fig. 5b. A high methyl oleate yield (90 %) was obtained after 8 h of reaction time with 5 wt.% catalyst loading, demonstrating a high level of catalytic activity sufficient for biodiesel production.
Biodiesel Production from High Free Fatty Acid Containing Oil
Utilization of lower-cost high free fatty acid-containing feedstocks, such as animal fats, inedible oils, waste food oils and byproducts of vegetable oil refining, is one way to decrease production costs. Considering its superior catalytic performance, the CD-3 catalyst was further investigated for conversion of mixed oils with high FFAs (50.2 wt.% FFAs). In mixed oils, esterification proceeded with ease. It is commonly known that transesterification is a three step reaction. The first step involves the reaction between one fatty acid from a triglyceride and one molecule of methanol, leading to formation of a diglyceride and one methyl ester. In the second step, one of the remaining fatty acids on the diglyceride reacts with a second molecule of methanol to produce a monoglyceride and another methyl ester. In the third reaction step, the reaction of the remaining fatty acid on the monoglyceride with a third molecule of methanol takes place, leading to glycerin and a third methyl ester. In addition, each of these are reversible reaction and the reaction rate for transesterification of triglycerides when using heterogeneous acid catalysts is slow. For these reasons, an excess of methanol is used to drive the reaction to the right, maximizing the yield of fatty acid methyl esters [23]. Thus, higher production rates for biodiesel produced with beta-CD-derived carbon-based catalysts was achieved with a high methanol-to-oil molar ratio of 30:1. Yields of methyl ester and glycerol versus reaction time are shown in Fig. 6. It can be seen that, for the reaction containing both triglyceride and FFA, the catalyst showed high activity. The yield of methyl ester can reach about 80 % after 12 h of reaction time, which is slightly lower than the reported results of Zong et al. [16]. This may be due to the higher FFA content (50.2 wt.%) in our raw material versus the rapeseed oil (about 27.8 wt.% FFA) used by Zong, who reported that higher FFA in the raw material can suppress transesterification [18]. Moreover, water produced by esterification pushes the equilibrium toward the left.

Methyl ester and glycerol yield versus time from mixed oil containing 50.2 wt.% FFAs using CD-3 solid acid catalysts. (Reaction conditions: atmosphere: triolein (50.2 wt.% oleic acid): 10 mmol; methanol: 300 mmol; catalyst: 5 %; reaction temperature: 358 K; reaction time: 12 h)
Stability of the Catalyst
The stability of the catalyst is a key parameter in evaluating its efficiency. In order to examine the regenerability of the carbon solid acid catalyst, the used CD-3 catalyst was washed with methanol and hot water prior to reuse. The catalytic activity decreased to 79 % of its original conversion rate after six runs, as shown in Fig. 7 (white), which shows the deactivation of the catalyst after multiple cycles. It has been reported that the deactivation of carbon solid acid catalyst may be governed by two factors. One factor is the formation of water during the reaction, resulting in a water layer on the hydrophilic surface of the carbon-based catalyst, preventing the access of the relatively hydrophobic substrate to the hydrophilic functionalities. The second factor is the loss of –SO3H groups from polycylic aromatic carbon sheets during the washing process. According to the XRD results, the catalyst was mainly comprised of polycyclic aromatic carbon sheets, leading to a relatively hydrophobic catalyst surface, and as the water layer seldom forms on its surface, the more hydrophobic fatty acids or glycerides have greater access to the catalyst surface. Therefore, the methanol washing process may cause the deactivation of the catalyst, which was previously reported by Mo et al. [24].

Regenerability of the CD-3 catalyst in methyl oleate formation by oleic acid esterification with methanol. The recovered catalyst was reused after washing with methanol (white) or H2SO4 (black) and dried at 403 K) (Reaction conditions: oleic acid: 10 mmol; methanol: 100 mmol; catalyst: 5 %; reaction temperature: 358 K; reaction time: 12 h)
An improvement in regenerability reported by Chen et al. [13] is made through cleaning the used catalyst with 98 % H2SO4 followed by drying. During subsequent esterification reactions, the regenerated catalyst demonstrated a high level of stability, as shown in Fig. 7 (black). This is confirmed by FI–IR characterization and elemental analysis. After five runs, the FI-IR spectrum of the spent catalyst showed no decrease in peak intensity at the band of 1037 cm−1 in Fig. 2d. Obviously, the 98 % H2SO4 helped anchor the –SO3H groups on the catalyst while it was recovering the sulfur, which is shown in the element analysis. However, the mechanism of catalyst regeneration by concentrated sulfuric acid is still unknown and should be further studied.
Conclusions
A carbon solid acid catalyst produced from β-CD via incomplete hydrothermal carbonization followed by sulfonation was demonstrated to be an efficient catalyst for biodiesel production. The catalytic activity of the carbon-based catalyst was high for esterification of oleic acid to ester. More importantly, the catalyst showed good catalytic performance for biodiesel conversion from high-FFA oil by simultaneous esterification and transesterification. Additionally, this catalyst also showed excellent regenerability and stability, demonstrating further its potential for use in the production of biodiesel. Therefore, the CD-derived catalysts may be potentially applicable as heterogeneous strong acid catalysts.
References
Steinfeld JI (2006) Energy futures and green chemistry: competing for carbon. Sust Sci 1:123–126
Ma FR, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70:1–15
Meher LC, Sagar DV, Naik SN (2006) Technical aspects of biodiesel production by transesterification—a review. Renew Sust Energ Rev 10:248–268
Lotero E, Liu YJ, Lopez DE, Suwannakarn K, Bruce DA, Goodwin JG (2005) Synthesis of biodiesel via acid catalysis. Ind Eng Chem Res 44:5353–5363
Okuhara T (2002) Water-tolerant solid acid catalysts. Chem Rev 102:3641–3665
Van Rhijn WM, De Vos DE, Sels BF, Bossaert WD, Jacobs PA (1998) Sulfonic acid functionalised ordered mesoporous materials as catalysts for condensation and esterification reactions. Chem Commun (3):317–318
Harmer MA, Farneth WE, Sun Q (1998) Towards the sulfuric acid of solids. Adv Mater 10:1255–1257
Yadav GD, Nair JJ (1999) Sulfated zirconia and its modified versions as promising catalysts for industrial processes. Microporous Mesoporous Mat 33:1–48
Harmer MA, Sun Q, Vega AJ, Farneth WE, Heidekum A, Hoelderich WF (2000) Nafion resin-silica nanocomposite solid acid catalysts. Microstructure-processing-property correlations. Green Chem 2:7–14
Soldi RA, Oliveira ARS, Ramos LP, Cesar-Oliveira MAF (2009) Soybean oil and beef tallow alcoholysis by acid heterogeneous catalysis. Appl Catal A-Gen 361:42–48
Caetano CS, Guerreiro L, Fonseca IM, Ramos AM, Vital J, Castanheiro JE (2009) Esterification of fatty acids to biodiesel over polymers with sulfonic acid groups. Appl Catal A-Gen 359:41–46
Hara M (2010) Biodiesel Production by amorphous carbon bearing So(3)H, COOH and phenolic OH groups, a solid bronsted acid catalyst. Top Catal 53:805–810
Chen G, Fang BS (2011) Preparation of solid acid catalyst from glucose-starch mixture for biodiesel production. Bioresour Technol 102:2635–2640
Devi B, Gangadhar KN, Prasad PSS, Jagannadh B, Prasad RBN (2009) A glycerol-based carbon catalyst for the preparation of biodiesel. Chem Sus Chem 2:617–620
Liang XZ, Yang JG (2009) Synthesis of a novel carbon based strong acid catalyst through hydrothermal carbonization. Catal Lett 132:460–463
Lou WY, Zong MH, Duan ZQ (2008) Efficient production of biodiesel from high free fatty acid-containing waste oils using various carbohydrate-derived solid acid catalysts. Bioresour Technol 99:8752–8758
Okamura M, Takagaki A, Toda M, Kondo JN, Domen K, Tatsumi T, Hara M, Hayashi S (2006) Acid-catalyzed reactions on flexible polycyclic aromatic carbon in amorphous carbon. Chem Mat 18:3039–3045
Zong MH, Duan ZQ, Lou WY, Smith TJ, Wu H (2007) Preparation of a sugar catalyst and its use for highly efficient production of biodiesel. Green Chem 9:434–437
Shin Y, Wang LQ, Bae IT, Arey BW, Exarhos GJ (2008) Hydrothermal syntheses of colloidal carbon spheres from cyclodextrins. J Phys Chem C 112:14236–14240
da Silva CAS, Sanaiotti G, Lanza M, Follegatti-Romero LA, Meirelles AJA, Batista EAC (2010) Mutual solubility for systems composed of vegetable oil plus ethanol plus water at different temperatures. J Chem Eng Data 55:440–447
Geng L, Wang Y, Yu G, Zhu YX (2011) Efficient carbon-based solid acid catalysts for the esterification of oleic acid. Catal Comm 13:26–30
Furukawa S, Uehara Y, Yamasaki H (2010) Variables affecting the reactivity of acid-catalyzed transesterification of vegetable oil with methanol. Bioresour Technol 101:3325–3332
Furuta S, Matsuhashi H, Arata K (2004) Biodiesel fuel production with solid superacid catalysis in fixed bed reactor under atmospheric pressure. Catal Commun 5:721–723
Mo X, Lopez DE, Suwannakarn K, Liu Y, Lotero E, Goodwin JG, Lu CQ (2008) Activation and deactivation characteristics of sulfonated carbon catalysts. J Catal 254:332–338
Acknowledgments
The authors are grateful to the support from Natural Science Foundation of Guangdong (No. S2011040001667), National Natural Science Foundation of China (No. 21306061), National High Technology Research and Development Program 863 (No. 2009AA064401) and Fundamental Research Funds for the Central Universities (No. 11612328).
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Fu, Xb., Chen, J., Song, Xl. et al. Biodiesel Production Using a Carbon Solid Acid Catalyst Derived from β-Cyclodextrin. J Am Oil Chem Soc 92, 495–502 (2015). https://doi.org/10.1007/s11746-015-2621-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-015-2621-8